Применяется металлическая сварная двутавровая балка для возведения конструкций и перекрытий уже давно. Но до этого времени в России ее применение было жестко ограничено сферой промышленного строительства, т.е. когда возводятся действительно грандиозные конструкции, которым все должно быть нипочем.
И только в последние годы стали появляться такие виды двутавровых балок, которые действительно можно применять при строительстве новые дома обычного жилого дома. Вы задумываетесь именно о таком перекрытии? Тогда мы поможем вам изучить все особенности его изготовления!
Что представляет собой двутавровая балка
В строительстве этот элемент применяется очень часто. Он представляет собой металлическое соединение, состоящее из трех частей: верхней и нижней полок, между которыми заключена вертикальная стенка. Конструкция является монолитной. Может производиться прокатным или сварным способом.
Прокатные балки производятся в промышленных цехах из цельного бруса металла. Предварительно разогретую до технологической температуры заготовку пропускают через прокатные петли. В результате она меняет свою форму. В итоге получается двутавр – цельное изделие из металла с большим запасом прочности.
Сварка конструкций выполняется из отдельных ранее подготовленных элементов. Пояс и две металлические полки собираются воедино. Для производства двутавровой сварной балки используются разные сорта стали.
Обработка дерева и металла
Сварные двутавровые балки (стержни) входят в состав многих элементов стальных конструкций различного назначения. Поэтому на подавляющем большинстве заводов организованы специализированные участки цеха по сборке и сварке двутавровых стержней.
Применяют четыре основных способа сборки сварных двутавровых балок: по разметке, в кондукторе с винтовым или пневматическим прижимным устройством, с помощью сборочной установки и на поточных линиях.
Способ сборки двутавровых элементов по разметке применяют в случае, когда собирают балки из небольшого количества одинаковых элементов.
Сварной стержень собирают по разметке следующими двумя способами: на плите с помощью клиньев и на направляющих с помощью скоб.
Перед сборкой проверяют геометрические размеры горизонтального и вертикальных листов и их прямолинейность. На сборку нередко поступают детали с ребровой кривизной (саблевидно-стыо). Если эта кривизна не превышает 1/1000 длины и не более 5 мм, то такие листы пригодны для изготовления стержня. При большей кривизне листы подлежат правке.
На горизонтальных листах с помощью шнура намечают ось балки, затем прихватывают упоры или короткие уголки малого сечения (смещенные относительно размеченной оси на половину толщины стенки). Выложив на направляющие балки вертикальный лист, устанавливают горизонтальные листы с прихваченными упорами и поджимают их к вертикальной стенке с помощью клиньев или скоб. При сборке стержня следят, чтобы отверстия в элементах стержня совпадали, или, где нет отверстий, выравнивают один торец. При этом также строго выдерживают угол 90° между этими листами с помощью распорок. Приваривают распорки с одной стороны.
Горизонтальные-листы приваривают к вертикальной стенке ручной дуговой сваркой швами 5…6 мм участками по 60 мм через каждые 500 мм.
Со сборочных стеллажей балки снимают и транспортируют цепями или канатами с крюками соответствующей грузоподъемности.
Способ сборки двутавровых балок в кондукторах с винтовыми или пневматическими прижимными устройствами целесообразно применять при больших партиях одинаковых элементов, так как настройка кондуктора требует значительных затрат времени.
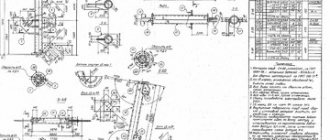
Винтовой кондуктор для сборки сварных двутавровых балок имеет раму, сваренную из швеллеров и балок, устанавливаемых на полу цеха. В конструкцию рамы входят поперечные двутавровые прокатные балки, верхние полки которых находятся в одной горизонтальной плоскости. На этих балках смонтированы два ряда упоров: один ряд упоров расположен у края балок и закреплен неподвижно, упоры второго ряда имеют прижимные винты и могут перемещаться по раме в поперечном направлении. Упоры представляют собой сварные стойки, рабочие кромки которых простроганы под прямым углом к плоскостям опорных плит. Между упорами вертикально установлены полками внутрь два швеллера-опоры, служащие для укладки вертикальной стенки собираемого элемента, соединенных между собой диаф-рагмами-опорами. Перемещением швеллера поперек рамы можно изменять расстояние между швеллерами в зависимости от размера собираемого элемента.
Вдоль кондуктора в нижней его части находятся вертикальные винты, предназначенные для поддерживания полок. Винты, размещенные вблизи неподвижных упоров, прикреплены к поперечной балке неразъемно. Винты перемещаются поперек кондуктора по уголку. Их устанавливают вблизи подвижных упоров. Неподвижные и подвижные упоры служат для плотного стягивания элемента и для обеспечения прямого угла между стенкой и полками. В модернизированных кондукторах прижимные устройства заменены пневматическими.
До начала сборки рабочие настраивают кондуктор в соответствии с конструкцией балки, которую предстоит собирать. Настройка состоит в следующем. Подвижные упоры, освобожденные от болтов, закрепляющих их на раме кондуктора, перемещают поперек кондуктора в положение, при котором расстояние от вертикальной кромки неподвижного упора до опорной поверхности прижимных винтов было бы на 50…75 мм больше высоты стержня, и в этом положении упоры закрепляют болтами. Затем повертыванием маховичков устанавливают вертикальные винты так, чтобы расстояние верхней плоскости от полок швеллеров до опорной поверхности винтов равнялось половине ширины полки собираемого элемента, уменьшенной на половину толщины вертикальной стенки.
Приступая непосредственно к сборке, сначала укладывают в кондуктор стенку элемента, а затем в зазоры между продольными кромками стенки и стойками кондуктора заводят полки. Винтами листы слегка прижимают к неподвижным упорам. Прежде чем окончательно стянуть сечение, совмещают торцы листов с одного конца элемента, после чего собранные листы элемента плотно сжимают винтами кондуктора. Сборщики проверяют, всей ли поверхностью прилегает вертикальная стенка элемента к полкам швеллеров и выдержан ли прямой угол между стенкой и полками. Если на горизонтальном листе есть выпуклости, то в этих местах лист прижимают к швеллерам клином.
Клин забивают в зазор между стенкой и приваренным к полке элемента временным уголком. Для этого может быть также использован стяжной хомут. Чтобы в процессе наложения первых односторонних сварных швов и при последующем транспортировании элемента не изменялось взаимное расположение листов, у концов элемента сборщики ставят временные планки. После того как вдоль обеих кромок стенки поставили прихватки, винты кондуктора отвинчивают, подцепляют захватами элемент и переносят его на участок сварки.
При сборке двутавровых балок в кондукторе доступ для постановки прихваток есть только с одной стороны стенки, поэтому необходимо следить, чтобы прихватки были достаточно прочными При сварке автоматом в первую очередь заваривают швы на стороне, не имеющей прихваток.
Сборка двутавровых элементов с помощью сборочной установки с передвижным порталом наиболее распространена на большинстве заводов благодаря большой производительности при хорошем качестве сборки.
Сборочная установка состоит из кондуктора и портала. Кондуктор предназначен для укладки стенки и полок собираемой балки в проектное положение, портал обеспечивает плотное прижатие полок и стенки друг к другу.
Кондуктор состоит из рамы, вдоль которой установлены две продольные двутавровые балки со стойками-фиксаторами и вертикальными регулировочными винтами. Балка жестко прикреплена к раме. На рельсах, уложенных по продольным балкам рамы, установлен портал, оборудованный передвижными пневматическими и неподвижными прижимами. Портал имеет электропривод.
Перед началом сборки установку настраивают: регулируют винты, устанавливают подвижную балку и стойки-фиксаторы по размерам собираемой балки.
Сборку начинают с укладки листов стенки балки в горизонтальное положение, а полок — в вертикальное. После раскладки листов выравнивают один из торцов балки. После этого портал устанавливают на конце собираемой балки, включают вертикальные прижимы и прижимают к балкам стенку собираемой балки. Затем включают горизонтальные прижимы, которые прижимают полки балок к стенке. После этого рабочий прихватывает сварными швами балку в местах сжатия ее прижимами. Закончив прихватку, выключают воздух, отводят прижимы от изделия, включают ход портала и, переместив его на 500…600 мм вдоль собираемой балки, вновь включают подачу воздуха в прижиме и повторяют операцию сборки, как описано выше. В результате последовательного повторения этих операций примерно через каждый метр по всей длине установки происходит сборка балок.
Балочные двутавры стандартных размеров производят в промышленных объемах, по индивидуальным чертежам изготавливают небольшие партии. Сварная балка состоит из трех элементов: двух стенок и промежуточного пояса. Она изготавливается из марочного листового проката, используется в высокопрочных металлоконструкциях. При небольших металлозатратах получаются надежные конструкции, выдерживающие разнонаправленные нагрузки за счет ребер жесткости.
Изготовление
Производство двутавровых балок с помощью сварки является достаточно сложным процессом. Нужно соблюдать большое количество нормативов, правил техники безопасности и технологических требований. Готовый продукт должен иметь строго определенную жесткость, прочность, плотность и многие другие показатели.
Среди всех характеристик особое место занимает плотность – чем она выше, тем лучшего качества балка. Наряду с этим всегда актуальным остается вопрос бережного использования сырья и энергоресурсов. На данный момент профильными институтами большое внимание уделяется разработке новых видов двутавровых балок. Основное направления научной работ – уменьшение металлоемкости конструкции при сохранении показателей прочности и надежности.
Что касается серийного производства сварных балок, то этот процесс является достаточно экономным. Сегодня технология успешно конкурирует с традиционным прокатным методом производства. Изготовление сварных балок можно разделить на несколько этапов:
- Предварительно просчитываются оптимальные параметры жесткости и прочности будущей конструкции. Проверяется марка стали, которая будет использоваться в производстве.
- Готовятся элементы будущего двутавра. Из металла определенной марки отрезаются полосы нужной длины.
- Торцы элементов будущей конструкции фрезеруются. Это важный момент: необходимо, чтобы элементы прочно скреплялись один с другим. Соединение должно быть максимально прочным и жестким. Обрабатываются торцы на специальном оборудовании – торцовочно-фрезерных станках.
- Сборка. Важно правильно выставить и зафиксировать элемента. Полки должны располагаться параллельно по отношению одна к другой, а стенка – строго перпендикулярно. Нужно соблюсти симметричность стенок. Если речь идет о небольшом производстве, то целесообразно отдать предпочтение ручной сборке. Серийное производство организовывается на автоматизированных сборочных линиях. К примеру, на серийном производстве используется стан Z15, предназначенный для сборки балок. Он характеризуется высокой производительностью. Сборка разделена на два этапа. Первый состоит в том, чтобы с вертикальной стенки и горизонтальной полки собрать Т-образное соединение. На втором этапе к нему добавляется еще одна полка и в результате получается полноценный двутавр.
- Далее собранные элементы балки привариваются. При этом могут применяться различные технологии сварки. Наиболее часто используются два:
- сваривание электродом с наклоном. Способ подходит для одновременной сварки двух швов. Только нужно учесть, что прогрев металла будет неглубоким;
- способ сварки «лодочкой». Данный вариант позволяет прогреть металл глубоко. Соответственно и шов получается более прочным. Но затраты времени на его формирование будут большими.
- На промышленном производстве применяются мощные сварочные установки, которые могут соединять детали под давлением. В настоящее время есть несколько вариантов исполнения сварочных агрегатов для серийного производства сварных двутавровых балок. Такими, к примеру, являются сварочные манипуляторы. Они характеризуются высокой степенью автоматизации. Другой вариант – самоходные трактора, предназначенные для сваривания заготовок большого размера. Хотя это простой и в то же время надежный способ для серийного производства он не пригоден. Малый бизнес делает упор на ручную сборку. Поэтому их продукция по цене заметно выше.
- По завершению всех выше перечисленных циклов корректируется геометрия конструкции. Во время сварки нагревание и охлаждение стенок может привести к изменению угла между элементами изделия. Требуется правка геометрической формы. Поэтому двутавровая балка пропускается через специальную правильную линию, представляющей собой систему роликов. На выходе получается готовый продукт с геометрически правильными формами.
Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.
Дефекты сварочных работ
Изъяны могут иметь место из-за нарушений требований технологического процесса, недобросовестном исполнении и другим причинам. Наиболее часто возникают проблемы, связанные с изменением кристаллической структуры металла под влиянием высокой температуры. Образуются новые кристаллические зерна, имеющие совершенно другие характеристики по сравнению с исходными.
Дефекты влияют на прочность и жесткость конструкции, снижая эти показатели. Страдает и устойчивость металла к коррозии. В совокупности количество дефектов делает эксплуатацию готового изделия невозможной. Все двутавровые балки проверяются на наличие подобных дефектов.
Преимущества применения сварных балок
Сварные двутавровые балки применяются в строительстве зданий разного типа. По сравнению с металлоконструкциями иной конфигурации они обладают важными преимуществами:
- не имеют ограничений по размеру, в то время как для сборных металлоконструкций и швеллеров такие параметры устанавливаются;
- готовый продукт отличается высоким качеством, прочностью, надежностью и долговечностью;
- в процессе производства практически нет вредных отходов, опасных для людей и окружающей среды;
- могут производиться на заказ с предопределенной длиной;
- при необходимости сечение готовой продукции может изменяться, что способствует созданию сложных архитектурных композиций.
Сваривать балки можно из стали разных марок. Для перекрытий с небольшой нагрузкой можно изготовить конструкцию из углеродистой стали, а в местах, где планируются большие механические нагрузки предпочтение отдать монтажу двутавров, выполненных из легированной стали. Такая вариативность позволяет оптимизировать стоимость строительства и снизить его по сравнению с тем, если бы балочные конструкции производились только из высокопрочных металлов. Кроме того, можно снизить материалоемкость за счет оптимизации сечения готовой продукции.
Преимущества двутавровых балок
У двутавровых балок есть множество преимуществ. Их можно использовать для того, чтобы перекрыть большие пролёты. Для этого даже не понадобится строить несущую стену. Они устойчивы и могут выдержать вертикальные и горизонтальные серьезные нагрузки.
Двутавры устойчивы к погодным перепадам и коррозии, невоспламеняемые. Их использование значительно ускоряет построение здания. Эти и многие другие причины определяют популярность двутавровых балок в промышленном и частном строительстве.
Явные недостатки можно заметить только у прокатных двутавров. Максимальный размер таких — двенадцать метров. Если же нужно длиннее, найти такую не получится, ведь часто заводы не имеют подходящих станков. Возможности сделать прокаты по индивидуальному заказу нет, а разнообразие изделий на строительном рынке оставляет желать лучшего. Из-за таких проблем потребители чаще используют стыковые балки.
Составная двутавровая применяется чаще, чем прокатная по нескольким причинам. Такая балка имеет большую прочность при меньшем весе конструкции. Цены на сварочное изделие ниже, так как изготавливают его из сплава разных видов стали. Создание проката требует использование только заготовок из одного типа стали.
Область применения
Двутавровые балки сварного типа широко используются в различных областях строительства. Они востребованы в создании:
- несущих конструкций: каркас, фундамент, опоры и т.п.;
- перекрытий между этажами;
- жилых зданий;
- мостов, эстакад и путепроводов;
- складов и торговых центров;
- виадуков и тоннелей;
- стадионов и других сооружений.
Благодаря тому, что сварная балка обладает высокими показателями прочности и надежности она применяется практически во всех отраслях строительства.
Возможности
Благодаря применению сварных двутавровых балок удается увеличить пролеты между несущим основанием и, соответственно, уменьшить количество стыков. Покупатели могут заказать готовый продукт нужного размера и сечения. Есть большое количество ГОСТов на изготовление двутавр, среди которых заказчик может выбрать наиболее подходящий вариант. Сварные двутавры могут использоваться в строительстве сооружений сложной архитектуры.
Их применение в разных областях строительства оправдано из-за большого числа достоинств. Балки позволяют улучшить эксплуатационные характеристики и надежность сооружения.