Холодная штамповка считается передовым методом в обработке металлов. С помощью этой технологии можно изготавливать различные детали, формы и конструкции. Весь процесс упрощается за счёт того, что после холодной обработки детали не требуют дополнительного термического воздействия и готовы к использованию. Чтобы понимать, как получаются готовые конструкции и формы, необходимо разобраться с особенностями процесса.
Металлический лист штемпеля
История возникновения процесса
Штамповка изделий из металла претерпевала изменения на протяжении всей истории. Первый подъём в этом процессе был отмечен в 1850-ее годы. С этого периода времени в штамповке металлов начали применяться станки, благодаря чему улучшилось качество готовой продукции.
Следующий подъём в процессе штамповки произошёл в 20 веке. Благодаря развитию новых технологий начала активно развиваться сфера автомобилестроения. С помощью штамповки изготавливались детали корпуса и внутренних механизмов автомобиля.
В 1930-е годы процесс штамповки начал использоваться в корабле- и самолетостроении. Спустя 20 лет эта технология получила популярность в области ракетостроения.
Существует несколько причин, объясняющих рост популярности этой технологии обработки деталей:
- Можно производить как готовые детали, так и заготовки для дальнейшей обработки. Форма и параметры могут быть любыми.
- В процессе штамповки можно изготавливать детали малой массы и высокой прочности.
- Высокая точность работ исключает необходимость в дополнительной обработке детали другими инструментами.
- Роторно-конвеерная линия, работающая автоматически, облегчала и ускоряла процесс производства.
С помощью холодной штамповки можно изготавливать конструкции и детали различных форм, однако касательно размеров есть ограничения. Эта технология рассчитана на производство заготовок массой до 1 тонны. Если нужна деталь большей массы, применять холодный способ обработки металла нецелесообразно.
Накатывание резьбы
Такая технологическая процедура, как накатывание резьбы, производится с помощью специальных роликов, цилиндрическая поверхность которых имеет профиль образуемой резьбы. В процессе накатывания резьбы тот профиль, который имеет накатной инструмент, материализуется на заготовке путем вдавливания в нее.
Одним из основных преимуществ такого технологического процесса, как накатывание резьбы, является то, что в его процессе происходит не разрезание, а пластическая деформация металла. По этой причине резьба имеет не только чистую и ровную, но еще и уплотненную поверхность. В большинстве случаев такая процедура, как накатывание резьбы, используется в массовом и крупносерийном производстве, поскольку отличается высокой производительностью, а также достаточной точностью.
Краткая характеристика
При холодной листовой штамповке заготовки обрабатываются на специальном оборудовании под большим давлением. Изменяется их форма и размер. Другие геометрические характеристики деталей остаются в изначальном состоянии.
В процессе штамповки металл становится гораздо прочнее. Однако при повышении прочности, увеличивается хрупкость металла. Чтобы снизить влияние этого негативного фактора на состояние готовой детали, проводится дополнительный процесс термической обработки. Называется он рекристаллизационный отжиг. Благодаря проведению этого этапа достигаются оптимальные показатели хрупкости и прочности металла.
Принцип проведения работы
Существует горячая и холодная обработка металлов. Если в процессе изготовления не используются этапы с использованием высоких температур (кроме рекристаллизационного отжига), значит, обработка называется холодной.
Процесс проходит с использованием специальных штампов, в которых металл упрочняется под воздействием высокого давления. В качестве заготовок используется металл, который прошёл этап прокатки. На выходе получается лист или полоса, которую сворачивают в рулон и передают на штамповочную обработку. Главная особенность этого процесса — температура до которой разогреваются заготовки должна равняться или быть ниже ковочной.
Проведение работ
Сервисное обслуживание холодновысадочного оборудования
Наш сервисный отдел – это опытные инженеры, которые регулярно проходят обучение на предприятиях-изготовителях оборудования в Европе для повышения квалификации, что обеспечивает оперативное и качественное выполнение работ у заказчика. Мы предлагаем:
- инспекция оборудования и составление дефектной ведомости;
- монтаж оборудования;
- пуско-наладочные работы;
- обучение персонала;
- гарантийное обслуживание и обслуживание по окончанию гарантии;
- техническое обслуживание и ремонт;
- удалённое обслуживание программного обеспечения через модем или Интернет;
- поставка расходных материалов и запчастей.
Мы всегда будем рады ответить на все Ваши вопросы.
Оборудование и материалы
Для выполнения холодной штамповки важно правильно выбирать материалы. Чтобы делать детали различных форм и габаритов, используется низкоуглеродистая и легированная сталь, латунь, медь, магниевые сплавы. Очень популярна алюминиевая штамповка, в которой используется алюминий и его сплавы.
При изготовлении заготовок используется специальное оборудование. К нему относятся автоматы и прессы.
Прессовочные станки разделяются на две группы:
- Механические. К этой группе относится однопозиционное и многопозиционное оборудование. Во многопозиционных станках можно совмещать несколько операций, что ускоряет производство.
- Гидравлические. Они используются при мелкосерийном производстве. С помощью гидравлических прессов производят детали удлинённой формы. Такое оборудование обладает множеством преимуществ. Гидравлические прессы не боятся больших нагрузок, в них доступна регулировка усилий, появляется возможность изменять скорость движения ползуна. Если снизить скорость рабочей части в момент её соприкосновения с заготовкой, можно уменьшить динамический удар. Однако у гидравлических прессов есть серьёзные недостатки. Они имеют низкую производительность. Дополнительно к этому подвижный механизм имеет неравномерную скорость хода, из-за чего он быстро выходит из строя или повреждает заготовки.
Автоматы для проведения холодной штамповки могут выполнять различные операции — осадка, выдавливание, высадка, обжим, отрезка, калибровка, чеканка. От количества операций зависит возможность изготавливать сложные детали.
Оборудование для производства гаек
Основным оборудованием для производства являются станки для высадки и нанесения резьбы.
Большинство предприятий закупает оборудование на Тайване. Прессы должны обладать закрытой конструкцией для безопасной нарезки изделий. Формирующие матрицы желательно выбирать в круглой форме, так как она даёт отличные характеристики балансировки. Шатунный механизм должен быть из легированной стали
Важной особенностью является система фильтрования масла (как правило магнитная), которая позволяет снизить издержки
Станок для высадки гаек из Тайваня
Для нарезки резьбы рекомендуется использовать пневматические станки с несколькими шпинделями для высокой скорости работы. Такие шпиндели могут программироваться на разный вид работ, например, на длинную и короткую резьбу или на левую и правую. Также стоит позаботиться о предохранителях перегрузки и заклинивания.
https://youtube.com/watch?v=j0-GQJXEA0k%3F
Прогрессивные способы штамповки листового металла
Существует несколько инновационных методов холодной штамповки:
- Обработка жидкостью. С помощью высокого давления и жидкости происходит деформация металла. В итоге он принимает форму матрицы. Этот способ используют для изготовления полых, продолговатых деталей.
- Штамповка взрывом. Чтобы изменить форму металла, используются взрывчатые газы (гексоген, метан, пропан). Благодаря взрыву создаётся высокое давление. Из-за этого изначальная заготовка принимает форму подготовленного заранее штампа. Давление, которое создают взрывчатые газы, позволяет производить детали большого размера и сложных форм. Главное преимущество такой обработки — минимальные затраты на обработку заготовок и исключение необходимости приобретения дорогостоящего оборудования.
- Обработка резиной. Этот способ используется только для обработки тонколистового металла (до 2 мм).
- Электрогидравлическая обработка. Особенность этого метода в том, что электрический заряд большого напряжения является энергоносителем. Разряд проходит по жидкости и вызывает ударную волну. Под воздействием давления изменяется форма заготовки. Ключевые преимущества этого метода — высокая точность и малые затраты энергии на производственный процесс.
Каждый год появляются новые технологии обработки металлов, которые экономичнее и производительнее старых.
Электрогидравлическая обработка
Холодная высадка, ее сущность, продукция
Холодная объемная штамповка, сущность процесса.
2. Холодное выдавливание. Сущность способов прямого, обратного, бокового и комбинированного выдавливания. Продукция и ее применение.
4. Последовательность изготовления изделий на холодновысадочных автоматах. Особенности холодной объемной формовки.
5. Преимущества и недостатки холодной штамповки.
1. Объемная холодная штамповка – это процесс, при котором происходит уменьшение пластичности металла и одновременное увеличение его прочности. Благодаря упрочению, которое происходит на определенных этапах обработки, деформирование заготовки во время последующих операций оказывается затруднено. Вредное влияние упрочнения может быть устранено, для этого применяется межоперационная термообработка или рекристаллизационный отжиг.
Объемная холодная штамповка делает возможным получение деталей высокой точности. Поверхность таких деталей отличается хорошим качеством, при этом необходимости в обработке резанием в процессе изготовления детали почти не возникает. Холодная штамповка исключает нагрев изделия в процессе его производства, благодаря отсутствию нагрева формируются благоприятные предпосылки для автоматизации технологического процесса. Последнее же, в свою очередь, влияет на улучшение условий труда, что приводит естественным образом к повышению производительности.
Для массового производства небольших поковок обычно без последующей механической обработки применяют объемную штамповку металла в холодном состоянии на кузнечных автоматах – холодновысадочных, обрезных, гибочных и др.
К этому виду штамповки относят объемную штамповку без нагрева: осадку, выдавливание, высадку, калибровку, чеканку.
Холодной объемной штамповкой изготовляют небольшие детали из стали, цветных металлов и их сплавов. При этом по сравнению с обработкой резанием сокращаются технологические отходы металла и время обработки в несколько раз.
2. Холодное выдавливание – операция по формообразованию сплошных или полых изделий, благодаря пластическому течению металла из замкнутого объема через отверстия соответствующей формы. Особенностью процесса является образование в очаге деформации схемы трехосного неравномерного сжатия, повышающего технологическую пластичность материала.
Холодное выдавливание является одной из наиболее распространенных операций объемной холодной штамповки. Сущность его заключается в том, что массивная заготовка под давлением пуансона перемещается в кольцевой зазор между матрицей и пуансоном и образует полую деталь с дном или трубку с фланцем.
В зависимости от направления течения металла различают:
— прямое выдавливание – применяется для получения сплошных удлиненных поковок;
— обратное выдавливание – применяется для получения пустотелых поковок;
— боковое выдавливание – применяется для получения поковок с отростками;
— комбинированное выдавливание.
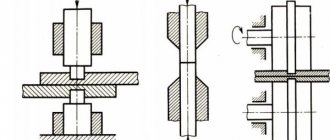
Существуют четыре способа выдавливания: прямой, обратный, комбинированный и боковой.
Прямой способ
(рис. 49, а)характеризуется тем, что заготовка перемещается в направлении движения пуансона. Этот способ применяется для изготовления пустотелых деталей с фланцем и иногда – для стержней с большими утолщениями, которые нецелесообразно изготовлять высадкой (трубки с фланцем, стакан с фланцем).
Обратный способ
(рис. 49, б),чаще всего встречающийся в производстве, характеризуется тем, что металл течет в направлении, обратном движению пуансона. Этим способом получают полые детали с утолщенным дном, имеющие в плане круглую, прямоугольную или овальную форму, например корпуса конденсаторов, тюбики для зубной пасты и т. п.
Комбинированный способ
(рис. 49, в) представляет собой сочетание прямого и обратного способов, т. е. металл течет по нескольким направлениям. Возможны сочетания различных схем.
При боковом выдавливании
металл течет в боковые отверстия матрицы под углом к направлению движения пуансона. Таким образом, можно получить детали типа тройников, крестовин и т.п. Для обеспечения удаления заготовок из штампа матрицу выполняют состоящей из двух половинок с плоскостью разъема, проходящей через осевые линии исходной заготовки и получаемого отростка.
Рис.49 Способы холодного выдавливания:
а – прямой; б – обратный; в – комбинированный; 1 – пуансон; 2 – заготовка; 3 – матрица
Рис.50 Примеры деталей, изготовленных холодным выдавливанием:
а – прямым; б – обратным; в – комбинированным
3. Холодная высадка изделий (рис. 51) представляет собой технологический процесс, в результате которого увеличивается поперечное сечение в заданных участках заготовки за счет пластической деформации в матрицах без предварительного подогрева металла.
Холодная высадка обеспечивает благоприятное расположение волокон макроструктуры, в результате чего повышаются прочность деталей и сопротивление истиранию. Увеличение диаметра заготовки при высадке ограничивается её продольной устойчивостью или вероятностью разрушения с образованием продольных трещин. Потери устойчивости (искривления оси) не происходит, если длина высаживаемой части меньше 2,5 диаметра заготовки. При необходимости высаживать более длинный участок заготовки высадку ведут в несколько переходов, последовательно увеличивая диаметр при соответствующем уменьшении длины высаживаемой части. Для уменьшения опасности разрушения заготовки применяют многопереходную высадку с промежуточным рекристаллизационным отжигом.
Какие операции подразумевает холодная штамповка
Холодная штамповка металла подразумевает наличие различных этапов обработки заготовок. Их можно разделить на две большие группы:
- Разделительные операции. К ним относится грубая обработка заготовок. Сюда входят операции по вырезке, отрезке, обрезке, создании надрезов, зачистки листов, вырубке отверстий.
- Формоизменяющие операции. Сюда относится обжимка заготовок, калибровка, правка, осадка, высадка, формовка, чеканка, клеймение, гибка.
Также в отдельную группу можно выделить комбинированные операции, которые представляют собой соединение нескольких методов обработки. Таким образом удешевляются детали, получаемые холодной штамповкой.
Технология процесса
Технология обработки металла холодным методом подразумевает под собой выбор одной из нескольких операций:
- Выдавливание. Используется для изготовления прутковых заготовок.
- Холодная высадка. С помощью этого способа производят заклёпки, болты, гайки, шпильки, винты.
- Формовка. Для этой операции используются закрытые и открытые штампы. Таким образом изготавливаются детали сложной формы.
В первую очередь, составляется эскиз штампа. Затем проводится проверка и подгонка его размеров на компьютере. Обозначаются технологические отверстия в рабочих поверхностях штампа. Изготавливается форма. Для снижения прочности металла, заготовка подвергается термической обработке. Подготавливается поверхность будущей детали. Проводится штамповка выбранным способом.
Холодная штамповка металла подходит для серийного производства деталей и предметов различной формы. Главное ограничение — размер готовой конструкции. Если нужно изготовить большую деталь, то желательно выбрать горячий способ обработки.