Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В Потребляемая мощность: не более 3 кВа Режим работы: повторно-кратковременный Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В Скорость подачи сварочной проволоки: 0-7 м/мин Диаметр проволоки: 0.8 мм Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
↑ Внешний вид сварочного полуавтомата
Вообще
Вид спереди
Вид сзади
Вид слева
В качестве сварочной проволоки используется стандартная 5кг катушка проволоки диаметром 0,8мм
Сварочная горелка 180 А вместе с евроразъемом была куплена в магазине сварочного оборудования.
↑ Схема и детали сварочника
Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
Печатка, см. чертеж в архиве
Вид на монтаж
Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Самостоятельная доработка сварочного инвертора
Блок защиты выпрямителя и фильтра — состоит из RL1, R4. Предотвращает появление больших зарядных токов в момент подключения инвертора к сети. При включении питания, напряжение на выпрямитель PD1 поступает через мощный резистор R4, в этот момент конденсаторы C21, C22, C27 плавно заряжаются. Выпрямительный мост и фильтр — состоит из PD1, который преобразовывает переменное напряжение в пульсирующие, фильтр C21, C22, C27 — сглаживает пульсации выпрямленного напряжения.
Преобразовывают отфильтрованное напряжение в высокочастотные прямоугольные импульсы, которые поступают на силовой трансформатор. Трансформатор тока — Т2, контролирует силу тока в первичной обмотке силового трансформатора, сигнал с трансформатора поступает в блок управления.
Ваша корзина
Силовой трансформатор — Т3, преобразует напряжение и ток от инвертора в напряжение и ток, необходимый для сварки. Так же обеспечивает гальваническую развязку от питающей сети. Выпрямитель сварочного напряжения — D32, D33, D D32 — выпрямляет импульсное напряжение, так же служит для ограничения насыщения сердечника трансформатора. D33 и D34 — выпрямляют напряжение самоиндукции силового трансформатора после катушки индуктивности L1, в моменты, когда IGBT транзисторы закрыты.
Дроссель L1- подавляет пульсации выпрямленного напряжения. Тепловая защита силового трансформатора — термодатчик ST1 в нормальном состоянии замкнут. Как только накопительные конденсаторы зарядятся, начинает работать преобразователь, на дополнительной обмотке появляется напряжение, которое выпрямляется и подается на вентилятор обдува и реле.
Инвертор в последние годы стал одним из самых популярных аппаратов для сварки. Именно он сейчас применяется многими профессионалами и простыми людьми. В некоторых случаях подобное оборудование приходится дорабатывать. Доработку сварочного трансформатора можно доверить и профессионалам, а можно и сделать все своими руками.
Реле включается, замыкает своими контактами резистор R4 и аппарат выходит на нормальный режим работы. Перейдем к блоку управления: Крупнее Блок управления состоит из следующих узлов: 1. Разделительный трансформатор T1 вырабатывает два сигнала, гальванически разделенные друг от друга. Драйвер управления разделительным трансформатором Q4, D20, D22, D24 — усиливает сигнал, поступающий от генератора импульсов формирователя рабочего цикла и подает его на первичную обмотку разделительного трансформатора.
Данный контроллер обеспечивает генерацию управляющих импульсов для работы инвертора на IGBT транзисторах. Так же эта микросхема осуществляет регулировку сварочного тока и защиту от превышения тока в первичной обмотке силового трансформатора. При этом емкость высоковольтных конденсаторов возрастает примерно в 20 раз, а низковольтных — в Помимо этого вся данная конструкция обрабатывается химическими веществами для достижения требуемых параметров.
Электролитические конденсаторы имеют достаточно непростую структуру, что обуславливает сложность их изготовления и эксплуатации.
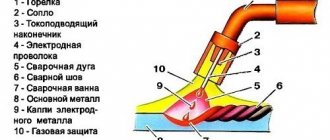
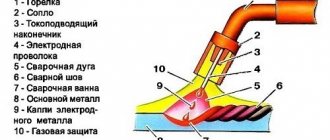
Устройство сварочного аппарата
Характеристики конденсаторов могут сильно меняться при разных режимах работы и климатических условиях эксплуатации. С ростом частоты и температуры снижается емкость конденсатора и ЭПС.
Огромный интерес и возросший за последнее десятилетие пик популярности к новым конструкциям сварочных аппаратов, работающих по принципу инверторов, обусловлен следующими основными причинами:. Эти достоинства стали возможны благодаря изменению подхода к технологии создания сварочной дуги на электроде за счет внедрения последних достижений микропроцессорной техники. Как устроены сварочные инверторы. Для их питания используется электроэнергия V 50 Hz, которая поступает из обычной электрической розетки.
При снижении температуры емкость также падает, а ЭПС может возрастать до раз, что, в свою очередь, снижает предельно допустимый ток пульсаций конденсатора. Надежность импульсных и входных сетевых фильтрующих конденсаторов, в первую очередь, зависит от их предельно допустимого тока пульсаций.
Протекающие токи пульсаций способны разогревать конденсатор, что служит причиной его раннего выхода из строя. В инверторах основные назначения электролитических конденсаторов — повышение напряжения во входном выпрямителе и сглаживание возможных пульсаций.
Значительные проблемы в работе инверторов создают большие токи через транзисторы, высокие требования к форме управляющих импульсов, что подразумевает использование мощных драйверов для управления силовыми ключами, высокие требования к монтажу силовых цепей, большие импульсные токи.
При покупке инверторного сварочного аппарата для работы в гараже или на даче первая мысль — ух ты, теперь всё-всё поварю! Не нужен диплом сварщика, устройство рассчитано на пользователя без специального образования. Обращаться со сваркой стало проще и комфортнее. Главное, понять принцип работы и первой помощи при затруднениях и поломках.
Все это в значительной степени зависит от добротности конденсаторов входного фильтра, поэтому для инверторных сварочных аппаратов нужно особо тщательно подбирать параметры электролитических конденсаторов. Таким образом, в предварительном блоке выпрямления сварочного инвертора наиболее критичным элементом является фильтрующий электролитический конденсатор, установленный после диодного моста.
Рекомендовано устанавливать конденсатор в непосредственной близости к IGBT и диодам, что позволяет устранить влияние индуктивности проводов, соединяющих устройство с источником питания, на работу инвертора.
Также установка конденсаторов рядом с потребителями уменьшает внутреннее сопротивление переменному току источника питания, что предотвращает возбуждение усилительных каскадов. Обычно фильтрующий конденсатор в двухполупериодных преобразователях выбирают таким, чтобы пульсации выпрямленного напряжения не превышали 5…10 В.
Следует также учитывать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим В пульсирующего напряжения, то на конденсаторах будет уже В постоянного напряжения.
Обычно же рабочее напряжение в сети ограничивается отметкой в В, следовательно, на выходе фильтра напряжение будет В.
В редких случаях сетевое напряжение может подниматься еще выше, поэтому конденсаторы следует выбирать на рабочее напряжение не менее В. Конденсаторы могут иметь дополнительный нагрев благодаря большим рабочим токам.
Входные конденсаторы для сглаживания пульсаций выпрямленного напряжения выбирают емкостью … мкФ в зависимости от мощности аппарата.
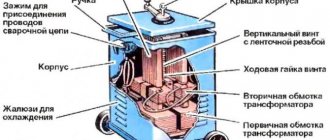
↑ Мотаем сварочный трансформатор
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм. Каркас катушки готов. Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.
Стеклоткань — на мой взгляд, самая лучшая изоляция получаетсяНачинаем намотку — первичка.
Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка.
Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа. Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22. Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться. Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
tarakanmex › Блог › Обзор сварочного полуавтомата Своими руками. Финал.
В настоящий момент очень распространены инверторные сварочные аппараты ММА (для сварки штучными электродами), они выдают постоянный ток, мало весят и имеют хороший кпд, по сравнению с трансформаторами, и имеют вполне доступные цены. Так же существуют инверторные полуавтоматы MIG/MAG, они имеют те же плюсы кроме одного это цена, исходя из этого я задумался как из обычного инверторного сварочника сделать полуавтомат. Начало проекта постройки полуавтоматического сварочного аппарата, а точнее приставка к инвертору, чтобы инвертор можно было использовать в режиме полуавтомата. В нашем случае хороший сварочный инвертор BRIMA ARC-250
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита). Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
Доводим до ума бюджетный полуавтомат
На рынке очень много недорогих сварочных полуавтоматов, которые никогда не будут работать нормально, потому что сделаны изначально неправильно. Попробуем это исправить на уже пришедшим в негодность сварочном аппарате.
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.
Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).
А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.
Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка — это 7 слоёв, после намотки делаем отвод.
Дальше мотаем 39 витков, делаем ещё отвод, 25 витков — отвод, и 14 витков отвод.
Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.
Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.
Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия.
А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
Всем спасибо за внимание -)
↑ Корпус и механика
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.
Подробные чертежи корпуса см. в приложении.
Мотор М применен от стеклоочистителя ВАЗ-2101. Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).