Сфера применения и особенности
Обработка материалов на токарном станке подразумевает закрепление цилиндрической заготовки в трехкулачковый патрон. За счет перпендикулярной подачи режущего инструмента снимается заданная толщина металла. Все это позволяет обточить заготовку до необходимых размеров.
При выполнении определенных работ одной фиксации заготовки в патроне недостаточно. Для обеспечения безопасности, получения нужной чистоты и точности требуется дополнительная поддержка детали задней бабкой.
В каких случаях необходимо использование вращающегося центра:
- Длина заготовки в 5 раз превышает диаметр.
- Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
- Большая толщина снимаемой стружки.
- Когда чистовая обработка будет проходить на шлифовальном станке.
Особенности и преимущества использования центров:
- Длительный срок эксплуатации.
- Устойчивость к высоким нагрузкам.
- Возможность увеличить скорость обработки.
- Повышение производительности оборудования.
- Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.
Может вам также станет интересно, как правильно смонтировать УЦИ на токарный станок?
К недостаткам приспособления можно отнести радиальное биение. Если по техническим требованиям данная погрешность недопустима, практикуется финишная обработка с применением неподвижного центра на щадящих режимах.
Нормальный, обратный, вращающийся токарный центр
Центр токарный
На токарных станках применяют различные типы центров. Наиболее распространенный центр показан на рис. 37, а. Он состоит из конуса 1, на который устанавливается обрабатываемая деталь, и конического хвостовика 2. Хвостовик должен точно входить в коническое отверстие шпинделя передней бабки и пиноли задней бабки.
Детали с наружными конусами на концах обрабатывают в обратных центрах (рис. .37, б).
Рис 37 — Центры: а — нормальный, б — обратный центр
Вершина конуса центра должна точно совпадать с осью хвостовика. Для проверки центр вставляют в отверстие шпинделя и приводят его во вращение. Если центр исправен, то вершина его конуса не будет «бить».
Передний центр вращается вместе со шпинделем и обрабатываемой деталью, тогда как задний центр в большинстве случаев неподвижен-о его поверхность трется вращающаяся деталь. От трения нагреваются и изнашиваются как коническая поверхность заднего центра, так и поверхность центрового отверстия детали. Для уменьшения трения необходимо наполнить центровое отверстие детали у заднего центра густой смазкой следующего состава: тавот — 65%, мел — 25%, сера — 5%, графит — 5% (мел, сера и графит должны быть тщательно растерты).
Отсутствие смазки ведет к сгоранию конца центра, а также к порче и задирам поверхности центрового отверстия.
При обтачивании деталей на больших скоростях (v>75 м/мин) происходит быстрый износ центра и разработка центрового отверстия детали. Для уменьшения износа заднего центра его конец иногда оснащают твердым сплавом; лучше однако применять вращающиеся центры.
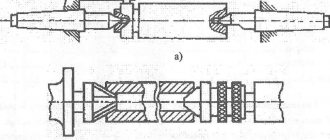
Рис. 38 — Вращающийся центр, вставляемый в пиноль задней бабки
На рис. 38 показана конструкция вращающегося центра, вставляемого в коническое отверстие пиноли задней бабки. Центр 1 вращается в шариковых подшипниках 2 и 4. Осевое давление воспринимается упорным шариковым подшипником 5. Конический хвостовик 3 корпуса центра соответствует коническому отверстию пиноли.
При обработке тяжелых деталей на больших скоростях резания, а также при срезании стружек большого сечения вращающиеся центры имеют недостаточную жесткость, вследствие чего возможен и отжим детали, и сильные вибрации в работе. Чтобы избежать этих явлений, применяют вращающиеся центры, встроенные в пиноль задней бабки.
Рис. 39. Вращающийся центр, встроенный в пиноль задней бабки
На рис. 39 показана конструкция такого центра, В передней части пиноли 1 расточено отверстие, в котором установлены передний упорный 3 и задний радиальный 2 подшипники для втулки 4. Осевая сила воспринимается упорным шарикоподшипником 3. Втулка 4 имеет коническое отверстие, в которое вставляют центр 5. Если при помощи стопора соединить втулку 4 с пинолью втулка вращаться не будет. В этом случае в заднюю бабку можно установить сверло или другой осевой инструмент (зенкер, развертку).
Похожие материалы
Цена
| Тип | Токарный станок | Вид работ | Посадка | Цена, рубли |
| Неподвижный | JET | МК-3 | 500 | |
| Вращающийся | JET | МК-2 | 1800 | |
| Вращающийся | JET | МК-5 | 3000 | |
| Вращающийся | JET | для средних работ | МК-3 | 2000 |
| Вращающийся | JET | для легких работ | МК-2 | 2800 |
| Вращающийся | JET | для тяжелых работ | МК-5 | 3000 |
| Вращающийся | Техоснастка-С BT-5592 | для обработки деталей, имеющих центровые отверстия | А-1-3-Н | 2050 |
| Вращающийся | Техоснастка-С BT-5598 | для обработки деталей, имеющих центровые отверстия | А-1-6-У | 11500 |
Конструкция вращающихся центров
Вращающийся центр состоит из вала и конического наконечника. Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Стандартный угол наконечника составляет 60º. Такая оснастка используется в большинстве случаев, когда обработка осуществляется на стандартных режимах. Для работы с тяжелыми деталями необходим центр с углом наконечника 90º.
Диаметр конического хвостовика может отличаться в зависимости от модели оснастки. Для установки приспособления в заднюю бабку понадобится конус Морзе 5.
Центр вращающийся
Возврат товара надлежащего качества
Обращаем Ваше внимание на то, что согласно ст. 26.1 закона «О защите прав потребителей» Покупатель имеет право отказаться от товара в любое время без объяснения причин до его передачи, а после передачи товара – в течение 7 дней.
Возврат товара надлежащего качества возможен при условии, если указанный товар не был в употреблении, сохранен его товарный вид, потребительские свойства, а также документ, подтверждающий факт и условия покупки.
В случае отказа от товара компания производит возврат денежных средств, уплаченных Покупателем по договору, за исключением расходов на доставку возвращенного товара от Покупателя, в течение 10 дней со дня предъявления Покупателем соответствующего требования.
Обмен товара надлежащего качества
Согласно ст. 25 «О защите прав потребителей» Покупатель имеет право обменять товар надлежащего качества на аналогичный товар у продавца, у которого этот товар был приобретен, если указанный товар не подошел по форме, габаритам, фасону, расцветке, размеру или комплектации. Обменять товар на подходящий Покупатель может в течение 14 дней, не считая день покупки.
Обмен производится только при условии сохранения товарного вида и потребительских свойств товара, наличии товарного чека или иного документа, подтверждающего оплату, а также, если указанный товар не был в употреблении. В случае, если аналогичный товар отсутствует в продаже, Покупатель имеет право требовать возврата денежных средств, уплаченных им за указанный товар.
В случае отказа от товара компания производит возврат денежных средств, уплаченных Покупателем по договору, за исключением расходов на доставку возвращенного товара от Покупателя, в течение 14 дней со дня предъявления Покупателем соответствующего требования. Кроме того, по соглашению с продавцом, Покупатель может обменять товар при поступлении аналога в продажу.
Возврат товара ненадлежащего качества
В случае обнаружения недостатков товара Покупатель вправе:
- Потребовать замены на товар этой же марки (модели);
- Потребовать замены на такой же товар другой марки (модели) с соответствующим перерасчетом покупной цены;
- Потребовать соразмерного уменьшения покупной цены;
- Отказаться от исполнения договора купли-продажи и потребовать возврата уплаченной за товар суммы.;
Возврат товара ненадлежащего качества осуществляется средствами продавца.
Приведенные выше условия возврата/обмена товара не распространяются на товар, изготовленный по индивидуальному заказу Покупателя.
Компания Ринком допускает наличие ошибочной или неточной информации о товаре, находящейся на нашем сайте www.rinscom.com. Убедительно просим Вас во избежание неприятных ситуаций обращаться к нашим менеджерам за уточнением информации о товаре.
Разновидности
В токарном деле применяются несколько разновидностей вращающегося центра. По назначению оснастка делится на два вида:
- Упорный центр — заостренный наконечник упирается в торец детали. Предварительно необходимо сделать центровочное отверстие.
- Грибковый — имеет наконечник большего диаметра с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).
По конструкции:
- С постоянным валиком (тип А).
- Со сменной насадкой (тип Б).
Применение типа Б позволяет использовать одно приспособление для обработки изделий с разными габаритами. Съемные насадки облегчают подход резца к заготовке. Такая оснастка часто применяется при точении фасонных деталей.
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
- Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
- Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
- При работе с большими скоростями нужно использовать смазку для уменьшения износа наконечника.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Вращающиеся центры для токарных станков
В данной статье речь пойдет о токарных центрах, об их конструкции, разновидностях и особенностях эксплуатации.
Одна из самых распространенных заготовок обрабатываемых на токарных станках — это валы, причем валы различной длины. Для того чтобы добиться небходимого качества поверхности их нужно достаточно жестко и надежно закрепить. Делается это самым эффективным и проверенным способом — с одной стороны вал зажимается в патрон, а с другой поджимается центром. В большинстве случаев для этого используется вращающийся центр, который устанавливается в пиноль задней бабки.
В каких случаях необходимо использование вращающегося центра:
- Длина заготовки в 5 раз превышает диаметр.
- Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
- Большая толщина снимаемой стружки.
- Когда чистовая обработка будет проходить на шлифовальном станке.
Преимущества использования центров:
- Длительный срок эксплуатации.
- Устойчивость к высоким нагрузкам.
- Возможность увеличить скорость обработки.
- Повышение производительности оборудования.
- Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.
Конструкция вращающихся центров
Вращающийся центр состоит из конического наконечника, вала и подшипника, размещенного в стальном корпусе. От подшипника во многом и зависит на каких режимах может работать центр, так же он снижает трение.
При стандартных режимах работы используют центра с углом наконечника 60º, при тяжелых режимах целесообразно применять с углом 90º.
Разновидности
В зависимости от особенностей решаемых задач при токарной обработке центра бывают нескольких типов:
- Упорный центр — применяется при небольших скоростях обработки. Предварительно необходимо сделать центровочное отверстие.
- Упорный со срезанным конусом — используются при подрезании торца
- Вращающийся — используется при высоких скоростях обработки, где упорный уже нельзя применить.
- Грибковый — имеет наконечник с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).
- С вращающейся гайкой — для удобства извлечения из задней бабки
- Со сменными наконечниками — возможность обработки широкого спектра деталей, используя всего один центр
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
- Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
- Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
- При работе с большими скоростями нужно использовать смазку для уменьшения износа наконечника.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Источники:
1) каталог Bison-Bial 2015
2) https://vseostankah.com/tokarnye-stanki/vrashhayushhijsya-tsentr-nepodvizhnyj-gribkovyj.html
3) https://mekkain.ru/library/czentr-upornyij.html