Приспособление для обработки направляющих станин токарных станков
Токарные станки используются для обработки деталей цилиндрической формы. Они включают в себя множество разновидностей, которые отличаются по размеру и наличию дополнительных функций. Такие промышленные модели как, токарный станок 16К20 очень распространены и широко используются в современной промышленности. Чтобы устройство нормально функционировало, требуется знать все особенности его деталей.
Станина токарного станка служит для закрепления практически всех механизмов и узлов, которые применяются на данном оборудовании. Зачастую ее отливают из чугуна, чтобы получить массивную и прочную конструкцию, которая смогла прослужить длительный срок. Это связано с тем, что она будет подвергаться большим нагрузкам. Не стоит также забывать об устойчивости, так как массивные большие модели используют огромную энергию во время работы и основание должно хорошо сопротивляться нагрузкам.
фото:станина токарного станка
Станина и направляющие станка крепятся при помощи болтов к тумбам или парным ножкам. Если устройство короткое, то применяется две стойки. Чем оно длиннее, тем больше стоек может потребоваться. Большинство тумб имеет дверцы, что позволяет их использовать в качестве ящиков. К направляющим следует очень внимательно относиться и оберегать их возможности повреждения. Не желательно оставлять на них инструменты, заготовки и прочие изделия. если все же приходится располагать на них металлические предметы, то перед этим следует положить деревянную подкладку. Для лучшего ухода, перед каждым применением станка, станину требуется протирать и смазывать. Когда работа завершена, следует удалять с нее стружку, грязь и прочие лишние предметы.
Особенности конструкции станины металлорежущих станков могут отличаться в зависимости о конкретной модели, так как они разрабатываются для удобного и безопасного размещения всех узлов оборудования. Но основные положения во многих случаях остаются одинаковыми, так что на примере популярных моделей можно рассмотреть основы.
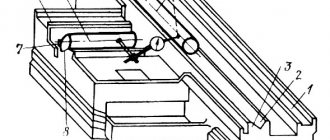
фото:устройство чугунной станины
- Продольное ребро;
- Продольное ребро;
- Поперечное ребро, служащее для связи продольных ребер;
- Призматические направляющие продольных ребер;
- Плоские направляющие, которые служат для установки задней и передней бабки, а также для передвижения по ним суппорта;
Стоит отметить, что у направляющих станины поперечное сечение может иметь различные формы. Обязательным правилом является соблюдение параллельного расположения, так что все должно быть равноудаленным от оси центров. Это требует точной фрезеровки или строгания. После этого осуществляется операция по шлифовке и шабрению. Все это обеспечивает точную обработку изделий, а также ликвидацию проблем с передвижением суппорта и возникновением толчков.
фото:виды станин станков
- Станина токарного станка по металлу, которая представлена на рисунке «а» под номерами 1 и 2, имеет трапецеидальное сечение направляющих. В данном случае основной упор сделан на большую опорную поверхность. Они обладают большой износостойкостью, что позволяет долго оставлять свою точность. В то же время, для перемещения по ним суппорта нужно прилагать множество усилий, особенно, если он перекосился.
- На рисунке «б» представлена станина с плоским прямоугольным сечением направляющих. В отличие от предыдущего, они имеют уже по два ребра жесткости, а не одному, что делает их крепче.
- Рисунок «в» демонстрирует станину с направляющими треугольного сечения. С учетом того, что здесь используется достаточно малая опорная поверхность, с большим весом работать получается сложно, так что данный вид используется преимущественно для малых станков.
- На рисунке «г» показана станина с треугольным сечением и опорной плоскостью. В данном случае она также применяется для станков мелких размеров.
Если станина предназначается для тяжелого станка, то она имеет не только большое сечение, но и большее сопротивление на изгиб. Одними из наиболее распространенных является такой вид, как представлен на рисунке «г». Здесь каретка суппорта делает упор на призму №3 спереди, а сзади упирается на плоскость №6. Чтобы не произошло опрокидывание, ее удерживает плоскость №7. При задаче направления основную роль играет призма №3, тем более, что она воспринимает на себя большую часть давления, осуществляемого резцом.
Если на станине возле передней бабки имеется выемка, то она служит для тог, чтобы обрабатывать изделия большого диаметра. Если же происходит обработка изделия, радиус которых меньше высоты центров, то выемку перекрывают специальным мостиком.
Шабрение станины токарного станка является технологическим процессом во время которого станина выверяется для закрепления коробки подач при помощи рамного уровня. Благодаря этому можно будет в дальнейшем легко установить перпендикулярность поверхности крепления суппорта и фартука к коробке подач.
- Первым делом станина устанавливается на жесткий фундамент и проверить продольное направление по уровню вдоль поверхности, а поперечное направление по рамному уровню. Допустимые отклонения составляют не более 0,02 мм на 1 метр длины изделия.
- Шабрят верхние поверхности направляющей, сначала с одной стороны, используя поверочную линейку на краску. Во время этого процесса желательно периодически проверять извернутость направляющих.
- Затем шабрят поверхность второй направляющей. Максимальный допуск отклонений здесь остается таким же 0,02 мм на 1 метр длины изделия.
Шлифовка станины токарного станка состоит из следующих процедур:
- Необходимо провести зачистку и запиливание задиров и забоин имеющихся на поверхности;
- Станина устанавливается на столе продольно-строгального станка и надежно закрепляются там;
- Далее идет проверка извернутости направляющих, которая производится уложенного на мостике задней бабки уровня;
- Во время установки станины получается небольшой прогиб изделия, который следует исправить путем максимально плотного соприкосновения со столом;
- Повторно проверяется извернутость направляющих, чтобы результаты совпадали с тем, что было до закрепления;
- Только после этого приступают к шлифовке всех контактных поверхностей изделия. Процедура проводится при помощи торца круга чашечной формы. его зернистость должна быть К3 46 или КЧ 46, а твердость соответствовать СМ1К.
Заводские работы
Что касается шлифовки вала рулевой рейки в мастерской или на производстве, то для этого используется специальный станок, которым должен управлять опытный токарь. При этом важно знать, что во время работы необходимо постоянно контролировать отклонение формы. Оно должно идти в соответствии с нормативными документами. Прежде чем начать ремонт, необходимо провести визуальный осмотр детали, чтобы сделать вывод о целесообразности проведения шлифовки вала.
На сегодняшний день достаточно важным аспектом процедуры стала ее стоимость. Она зависит от таких факторов, как тип штока, объем работы и толщины корродированного слоя. Основным преимуществом шлифовки силовых валов реек в мастерских стало то, что у них имеются стенды для проверки работоспособности изделия. Если появляются какие-либо недочеты, то есть возможность их моментального устранения.
Методы шлифования металла
В настоящее время разработано большое количество методов финишной доводки металла, которые реализуются с помощью специальных станков и оборудования. Шлифовка металла классифицируется по следующим признакам:
- выбранному методу;
- используемому оборудованию (специальных или унифицированных станков);
- применяемых абразивных материалов;
- глубине обработки;
- требуемой точности;
- механической или ручной шлифовки.
К основным методам относятся:
- шлифование поверхностей, имеющих плоскую форму (этим методом обрабатывают внешние поверхности, имеющие заданную кривизну);
- круглое шлифование;
- бесцентровая обработка;
- зубошлифование;
- шлифовка внутренних поверхностей.
- ленточно-шлифовальные, кругло и плоскошлифовальные, внутришлифовальные, бесцентрово-шлифовальные станки;
- аппараты общего назначения (токарные, фрезерные, сверлильные);
- специальное оборудование.
Каждый из типов станков применяется для выполнения целого перечня подобных операций. Например, особенности процесса шлифовки металла круглошлифовальным станком заключаются в выполнении операции у деталей цилиндрической формы. Внутришлифовальный аппарат применяется для доводки внутренних поверхностей металла. Все станки делятся на две большие категории: с применением средств электронного управления (выполняющие операцию с ЧПУ) и без такого оборудования. Первый тип позволяет решать широкий круг задач. Они оснащаются целым набором инструментов и приспособлений. Последовательность и способы обработки металлов задаются специальным программным обеспечением.
Станки, предназначенные для выполнения других операций (токарный, фрезерный), используются совместно с инструментом, способным оснащаться абразивным материалом (лентой или кругами). Качество шлифовки металла зависит от скорости вращения и величины абразивной крошки, расположенной на применяемом круге.
Специальное шлифовальное оборудование предполагает выполнение узкоспециальных операций. Оно способно решать конкретные задачи на этапе предварительной или окончательной подготовки деталей.
Круглое наружное шлифование
Круглошлифовальная обработка обладает рядом преимуществ, которые позволяют получить высокое качество, снизить шероховатость поверхности:
- детали могут иметь достаточно большие габариты;
- станки обладают возможностями по точной настройке технических параметров, от которых зависит качество шлифовки;
- широкий ассортимент выпускаемых станков (от настольных до крупногабаритных) позволяет выбрать необходимый экземпляр и решать задачу на основании соотношения эффективности и стоимости.
Круговое шлифование металла применяется практически во всех отраслях станкостроения, автомобильного и авиастроения, металлообработки.
Внутреннее шлифование
- вращение заготовки и прямая подача шлифовального инструмента;
- подача детали к вращающемуся шлифовальному устройству;
- комбинированная подача (она бывает параллельного и поперечного типа).
Внутренне шлифование применяется при изготовлении следующих изделий:
- различных подшипников (шариковых и роликовых);
- изделий трансмиссии автомобиля (амортизаторов);
- гидравлических и пневматических устройств.
Внутреннее бесцентровое шлифование позволяет решать следующие задачи:
- улучшить качество внутренней поверхности металла;
- устранить осевое смещение готового отверстия;
- придать ему правильную округлую форму заданного диаметра.
Зубошлифование
- методом обката при непрерывном шлифовании;
- таким же методом с периодическим делением;
- профильным шлифованием.
Первый метод заключается в одновременной шлифовке обеих поверхностей каждого зуба. Благодаря этому удается получить высокую производительность процесса. При такой обработке достаточно сложно учитывать погрешности обработки, которые зависят от величины шага зубьев. Применение второго метода позволяет устранить этот недостаток. В этом случае снижается скорость шлифовки всего зубчатого колеса.
Профильное зубошлифование позволяет проводить шлифовку металла за один проход. При правильном задании параметров положения инструмента удается получить поверхность с высокой степенью.
Для повышения качества получаемых деталей применяют операцию зубохонингования. В этом случае вместо стандартного абразивного материала используют специальную смесь белого электрокорунда, хромотитана и нитрида бора. Она обладает уникальными абразивными свойствами. С ее помощью удается получить наивысшую степень шлифования.
Бесцентровое шлифование
- Первый способ предполагает обработку заготовок, имеющих большую длину. Обязательным условием является сохранение постоянства диаметра вдоль всей протяженности детали.
- Вторым способом обрабатывают поверхности, на которых имеются технологические углубления, проточки, различные вырезы. С его помощью производится шлифовка фасонных и ступенчатых деталей.
В первом случае производится продольная подача инструмента при одновременном вращении детали вокруг своей оси. Для получения наилучшего эффекта ось ведущего вала во время вращения расположена под определенным углом по отношению к оси шлифовального. Данный угол определяется диаметром и длиной заготовок.
Второй способ предполагает изменение подачи шлифовального инструмента в зависимости от конфигурации изделия из металла. Он позволяет получить высокую точность и качество обработанной поверхности.
Метод бесцентрового шлифования применяется на многих предприятиях, которые производят продукцию в больших количествах. Он обладает высокой производительностью. Благодаря своим преимуществам позволяет получить хорошее качество шлифовки промышленной продукции из металла.
Такой метод применяется для обработки внутренних элементов деталей из металла. Подход к реализации данного метода аналогичен обработке внешних поверхностей. Подача шлифовального круга осуществляется во внутреннее отверстие детали.
Шлифование плоских поверхностей
Черновая и чистовая плоская шлифовка металла применяется последовательно. Это позволяет добиться высокой точности и получить идеально ровную поверхность металла с минимальным показателем шероховатости. Плоскошлифовальные работы выполняются на специальных станках с применением абразивных кругов различной точности. В зависимости от поставленной задачи применяют однопроходный или многопроходный метод шлифовки металла. Второй выполняется с применением мелкого абразива, что снижает значение воздействующих сил на обрабатываемую поверхность, приводит к улучшению температурного режима, уменьшает возможную деформацию в процессе обработки.
Технологически плоская шлифовка металла реализуется следующим образом. Деталь закрепляется на неподвижном столе станка. Фиксация может быть механической или магнитной. Обработка металла производится шлифовальным кругом. Во время работы он совершает вращательные и поступательные движения.
Станки для коленчатого вала
На сегодняшний день хорошим решением будет использовать станок для шлифовки коленчатых валов AMC-SCHOU.
Данное оборудование изготавливается из сверхпрочных отливок. Устройство обладает гидравлическим подводом круга, а также фиксирующими штифтами. Отличительная особенность прибора заключается в достаточно быстром регулировании подачи круга, которое осуществляется без обратной реакции.
Основная процедура, которая требуется при ремонте коленвала — это шлифовка. Данная операция позволяет исправить геометрию устройства, исправить сколы, повысить ресурс двигателя, а также снизить риск появления новых проблем.
Шлифовка шеек коленчатого вала в настоящее время позволяет устранять задиры и износы. Сам по себе процесс шлифовки данного приспособления — это опция, которая требует наличия специального станочного оборудования, а также высоких навыков специалиста.
Твердое точение и шлифование – сравнение процессов обработки
Традиционное наружное врезное шлифование
Традиционное наружное врезное шлифование как метод обработки проверено временем и множеством реализованных проектов. Тем не менее, богатый производственный опыт в данном случае является уже скорее недостатком с точки зрения инновационного потенциала, поскольку за прошедшие годы уже было оптимизировано практически все, что возможно.
Твердое точение
Твердое точение зачастую составляет конкуренцию шлифованию как альтернативный технологический процесс. Прежде всего, твердое точение выгодно отличается высокой гибкостью. Специалисты высоко оценивают также тот факт, что обработка при этом процессе может производиться также без СОЖ. Существенным недостатком твердого точения была и остается невысокая стабильность техпроцесса. Непредсказуемое появление сколов и износа режущих кромок в любой момент может вызвать сбой в процессе обработки. Кроме того, стандартное станочное оборудование позволяет при твердой обработке достигать степени точности не выше IT6.
Шлифование кругами с CBN
Существенной отличительной особенностью врезного шлифования кругами с CBNявляется существенное снижение продолжительности основного времени обработки по сравнению с традиционными методами шлифования. Наряду с сокращением основного времени, достигается также ощутимое снижение вспомогательного времени за счет высокой стойкости шлифовальных кругов с CBN. Недостатком врезного шлифования с CBN является прежде всего то, что из-за высокой абсолютной стоимости инструмента экономически эффективное использование этого процесса ограничено только лишь серийным и массовым производством.
Высокопроизводительное наружное фасонное шлифование, либо «бреющее» шлифование – это вариант технологического процесса шлифования с кругами CBN, при котором наружный контур профиля обрабатываемой детали образуется за счет управляемого системой ЧПУ перемещения тонкого шлифовального круга. Этот процесс выделяется высокой гибкостью и идеален для наружного круглого шлифования семейств деталей. Недостатком является то, что высокоскоростная технология обработки и использование шлифовального масла требуют более высоких инвестиций по сравнению с другими процессами
Мы тщательно следим за качеством всех услуг, которые оказываем. Не стала исключением и шлифовка станин. Раз в неделю выборочно производится проверка станин на геометрию с помощью автоколлиматора. Также, при необходимости качество шлифовки проходит проверку на шероховатость профилометром “Hommel-Etamic T1000″.
Фото контроля качества шлифовки направляющих станины
Фото процесса шлифовки на 8 метровом станке Waldrich Coburg
Фото процесса шлифовки на 4 метровом станке Waldrich Coburg и ее результаты
Станина токарного станка используется для монтажа узлов, применяемых на станке. Станину изготавливают из чугуна. В итоге получается массивная, прочная и долговечная конструкция, но именно станина подвергается наибольшему износу в процессе эксплуатации станка. Это влияет на точность изготавливаемых на данном станке деталей.
Работа по шлифовке направляющих станины восстанавливает геометрические характеристики станка, а также ликвидирует задиры, забоины, сложные повреждения и иные дефекты. Станина устанавливается на столе и выставляется с использованием индикаторной головки. Оценивается степень износа, прямолинейность направляющих. После чего начинается сам процесс шлифовки.
Описание шлифовального приспособления
Шлифовка валов проводится с применением шлифовального круга. Данный круг представляет собой тело пористого типа, состоящее из большого количества абразивных зерен. Эти зерна скрепляются между собой связкой. Кроме того, между данными зернами и связками располагаются поры. Сами по себе зерна изготовлены из очень прочного материала, а их количество достигает десятков или даже сотен тысяч.
Что касается рабочего профиля круга для шлифовки валов, то он состоит из режущих кромок зерен абразивного типа. Они располагаются на разном удалении от поверхности. Кроме того, процесс шлифовки — это процедура, во время которой снимается стружка. Из-за того что происходит снятие стружки в большом количестве, это приводит не только к измельчению материала, но и к значительному выделению тепла в зоне контакта. Именно по этой причине данная операция осуществляется лишь при наличии постоянного поступления большого количество смазочно-охлаждающих веществ.
Обработка на токарных станках
Обтачивание наружных цилиндрических поверхностей выполняют проходными резцами с продольной подачей, гладкие валы, — при установке заготовки в центрах.
Центровые отверстия обрабатывают на токарных, револьверных, сверлильных и двусторонних центровальных станках. Для центрования применяют типовые наборы инструмента — комбинированные центровочные сверла, а также спиральные сверла и конические зенковки.
Центровые отверстия являются, как правило, установочными базами, и поэтому от точности их исполнения зависит и точность обработки остальных поверхностей заготовки.
В полые заготовки после подрезки торца и обработки отверстия с двух сторон вводят пробки или оправки с зацентрованными отверстиями или на кромке отверстия снимают конические фаски, используемые в качестве технологических баз с последующим удалением их при отделочной обработке.
Ступенчатые валы обтачивают по схемам деления припуска на части или деления длины заготовки на части. В первом случае обрабатывают заготовки с меньшей глубиной резания, однако общий путь резца получается большим и резко возрастает То.
Во втором случае припуск с каждой ступени срезается сразу за счет обработки заготовки с большой глубиной резания. При этом Т уменьшается, но требуется большая мощность привода станка.
Нежесткие валы рекомендуется обрабатывать упорными проходными резцами, с главным углом в плане j = 90°. При обработке заготовок валов такими резцами радиальная составляющая силы резания Ру = 0, что снижает деформацию заготовок.
Подрезание торцов заготовки выполняют перед обтачиванием наружных поверхностей. Торцы подрезают подрезными резцами с поперечной подачей к центру или от центра заготовки. При подрезании от центра к периферии поверхность торца получается менее шероховатой.
Обтачивание скруглений между ступенями валов — галтелей выполняют проходными резцами с закруглением между режущими кромками по соответствующему радиусу с продольной или поперечной подачей.
Точение канавок выполняют с поперечной подачей канавочными или фасонными резцами, у которых длина главной режущей кромки равна ширине протачиваемой канавки. Широкие канавки протачивают теми же резцами сначала с поперечной, а затем с продольной подачей.
Обработку отверстий в валах выполняют соответствующими инструментами, закрепляемыми в пиноли задней бабки. На рисунке слева показана схема сверления в заготовке цилиндрического отверстия.
Растачивание внутренних цилиндрических поверхностей выполняют расточными резцами, закрепленными в резцедержателе станка, с продольной подачей.
Гладкие сквозные отверстия растачивают проходными резцами; ступенчатые и глухие — упорными расточными резцами.
Отрезку обработанных деталей выполняют отрезными резцами с поперечной подачей. При отрезке детали резцом с прямой главной режущей кромкой (рисунок слева) разрушается образующаяся шейка и приходится дополнительно подрезать торец готовой детали.
При отрезке детали резцом с наклонной режущей кромкой (рисунок справа) торец получается чистым.
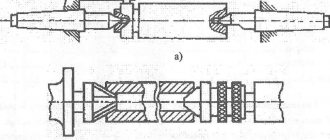
Обтачивание наружных конических поверхностей заготовок осуществляют на токарно-винторезных станках одним из следующих способов.
Широкими токарными резцами.
Обтачивают короткие конические поверхности с длиной образующей до 30 мм токарными проходными резцами. Обтачивают с поперечной или продольной подачей. Этот способ можно использовать при снятии фасок с обработанных цилиндрических поверхностей.
Поворотом каретки верхнего суппорта.
При обработке конических поверхностей каретку верхнего суппорта повертывают на угол, равный половине угла при вершине обрабатываемого конуса. Обрабатывают с ручной подачей верхнего суппорта под углом к линии центров станка ( a ). Таким способом обтачивают конические поверхности, длина образующей которых не превышает величины хода каретки верхнего суппорта. Угол конуса обтачиваемой поверхности любой.
Смещением корпуса задней бабки в поперечном направлении.
Обрабатываемую заготовку устанавливают на шариковые центры. Корпус задней бабки смещают относительно её основания в направлении, перпендикулярном к линии центров станка. При этом ось вращения заготовки располагается под углом к линии центров станка, а образующая конической поверхности — параллельно линии центров станка. Таким образом обтачивают длинные конические поверхности с небольшим углом конуса (2 a
Точение
Hаиболее характерным видом деталей тел вращения, состоящих из сочетания наружных поверхностей (цилиндрических, конических, сложной формы), является вал. Валы могут быть изготовлены из проката, поковок, штампованных заготовок и отливок. По форме валы бывают: гладкие, ступенчатые, эксцентриковые, коленчатые. По размерам – мелкие (длиной до 200 мм), средние (длиной от 200 до 1000 мм) и крупные (длиной бо-лее 1000 мм). Заготовки устанавливают в центрах станка или патронах различных типов: 3-кулачковых, самоцентрирующих, цанговых и др. Время обработки должно быть наименьшим. Удаляя припуск, исходят из соображений последовательного уменьшения жесткости вала, т.е. ступени меньшего диаметра обрабатывают в последнюю очередь. При черновом точении точность обработки достигает 14-го квалитета, а шероховатость Rz = 40…80 мкм. Режимы резания чернового точения:
Получистовое точение обеспечивает точность обработки 9–12-го квалитета и шероховатость поверхности Rz = 10…20 мкм. Режимы резания получистового точения:
Чистовое точение обеспечивает точность обработки 7–8-го квалитета и шероховатость поверхности Ra = 1,25…2,5 мкм. Режимы резания чистового точения:
Тонкое (алмазное) точение – это отделочный метод обработки. При наружном точении алмазными (эльборовыми) резцами цветных сплавов достигается точность 5–6-го квалитета и шероховатость поверхности Ra = 0,16…0,32 мкм. Режимы резания тонкого точения:
Для алмазного точения должны применяться станки особо высокой точности и жесткости. В качестве инструмента при тонком точении сталей можно использовать широкие резцы, оснащенные пластинами из твердого сплава Т30К4, а для обработки чугунов – резцы с пластинками из твердого сплава ВК2 или ВК3. Передние и задние поверхности режущих пластин должны быть доведены до шероховатости поверхности Ra = 0,02…0,04 мкм. Тонкое точение резцами с твердосплавными пластинами производят при глубине резания t = 0,05…0,15 мм, продольной подаче S = 0,01…0,05 мм/об и скорости резания V = 200…350 м/мин. При этом достигается точность 6–7-го квалитета и шероховатость поверхности Ra = 0,32…0,63 мкм. В качестве СОЖ обычно применяют эмульсию. При обработке длинных маложестких валов применяют неподвижные и подвижные люнеты. Обрабатывая полые валы с контролируемой разностенностью стенки, используют кольцевые (вертлюжные) люнеты.
Рисунок 1- а) люнет роликовый, б) люнет-виброгаситель
Люнеты служат дополнительной опорой, испытывающей нагрузки. Подвижный люнет, следуя за резцом, воспринимает силу резания. Обрабатываемая поверхность опирается на кулачки люнета. В тех случаях, когда следует обеспечить соосность обтачиваемой поверхности с ранее обработанной, кулачки люнета устанавливают впереди резца, то есть на ранее обработанную поверхность. При скоростном резании кулачки создают значительное трение. Чтобы уменьшить трение, применяют люнеты с роликовыми опорами. При скоростном точении часто возникают вибрации, которые увеличивают шероховатость поверхности и снижают точность обработки. Для устранения вибраций используют люнеты с виброгасителем. Тарельчатые пружины, помещенные в корпусе виброгасителя, поглощают вибрации детали. При высоких скоростях резания стружка имеет сливную форму и сходит из-под резца непрерывной лентой. Такая стружка весьма опасна, так как может явиться причиной травматизма (порезов и (или) ожогов). Для размельчения такой стружки применяют специальные устройства – стружколоматели. В серийном и мелкосерийном производствах валы часто обрабатывают на станках с ЧПУ. В единичном производстве обработку валов обычно осуществляют на универсальном оборудовании с ручным управлением.
Все о работе на токарном станке
Токарный станок по дереву имеет одну ограниченную функцию: он только вращает деревянную заготовку. Столяр же из простого куска дерева постепенно вытачивает законченный предмет: ножки для мебели, корпус лампы, стойки перил, игрушки, коробочки, кубки, салатницы, вазы и т.д.
В отличие от прочих машин для обработки дерева, использующихся лишь на тех или иных промежуточных стадиях, токарный станок годится для всех операций: от черновой обработки до полирования. Требуемый инструмент — это желобчатые (цилиндрические или в форме буквы V) и плоские стамески, резцы, скребки различных размеров и форм. Станок вращает заготовку, а рука контролирует движение резца.
Устройство станка с электронным регулированием
- Выключатель «Пуск-Стоп»
- Станина
- Передняя бабка
- Переключатель скорости (с вариатором)
- Шпиндель
- Поводковый центр
- Подручник (резцедержатель)
- Центр задней бабки
- Задняя бабка