Расточные станки: назначение и сферы использования
Применяться такое оборудование может для выполнения таких операций, как:
- нарезание резьбы, внутренней и наружной;
- сверление отверстий глухих и сквозных;
- зенкерование;
- подрезка торцов заготовок;
- торцевое и цилиндрическое фрезерование и т. д.
Чаще всего это оборудование используется для чистовой или получистовой обработки. Однако бывает, что с его применением производят и чистовую. Корпус детали на таких станках обрабатывается редко, но иногда эта операция все же производится. Ремонт расточного станка выполняется примерно по такой же технологии, что и токарного. То же самое касается и особенностей эксплуатации. Конструкцию эти два типа станков имеют схожую. Как и многие другие специальные разновидности оборудования, предназначенного для обработки металлических и деревянных заготовок, расточный станок был когда-то сконструирован на основе именно токарного.
2Л614 – о характеристиках оборудования
Этот станок также представляет группу с универсальными изделиями. Его применяют при обработке корпусных деталей, имеющих вес не больше 1000 килограмм. Характерны и другие особенности:
- Оснащение встроенным поворотным столом. Стандартные движения – с использованием продольного, поперечного направления. Их придерживаются и в изделии 2а622ф4.
- Стоит отметить наличие передней стойки, которая неподвижна.
- Среди главных агрегатов – электромотор на переменном токе, отвечающий за организацию вращательного движения, которое осуществляется при участии шпинделя, планшайбы.
- Управлять процессом легче при использовании механизма выбора передач с рукояткой. Как и в варианте 2а622ф4.
Станок-модификация 2л614 всегда дополняется не только планшайбой встроенной разновидности, но и суппортом, двигающимся радиально. Список выполняемых операций больше благодаря радиальному суппорту.
При обработке можно использовать так называемый выдвижной шпиндель. Тогда фрезерные работы позволяют не использовать суппорт радиального типа.
Станки принесут пользу предприятиям в сфере механики, инструментального производства. По точности есть соответствие категории, обозначаемой H. По-другому устроены изделия 2а622Ф4.
Видео: горизонтальный расточной станок с ЧПУ.
Виды расточных станков по конструкции
На предприятиях может использоваться три основных типа такого оборудования:
- горизонтально-расточные станки;
- координатно-расточные;
- алмазно-расточные.
Наибольшее распространение получили первые две разновидности станков. За перемещение инструмента во всех типах такого оборудования отвечает шпиндель. При выполнении операций по обработке заготовок могут использоваться такие инструменты, как сверла, развертки, зенкера. Иногда также применяется фреза.
Модельный ряд координатно-расточных станков
Выпускают такое оборудование сегодня многие производители. Но чаще всего на предприятиях используются координатно-расточные станки:
- 2Е450. Эта одностоечная модель имеет размеры стола 630 х 1120 мм и оснащена оптической измерительной системой, дополненной экранным отсчетом. Также этот расточной станок имеет функцию автоматической остановки салазок. Еще одним повышающим удобство в работе дополнением в этой модели является устройство предварительного набора координат.
- 2Д450. Эта модель также имеет размеры стола 630 х 1120. Входящее в ее конструкцию оптическое устройство может отсчитывать как целую, так и дробную части координат.
Могут использоваться на предприятиях, конечно же, и другие координатные расточные станки. Модели 2А450, 2Л450АФ11-01, к примеру, также сегодня очень востребованы.
Горизонтально-расточные модели
Основной особенностью конструкции станка этой разновидности является то, что шпиндель расположен в горизонтальном положении и может выдвигаться. Это позволяет делать отверстия даже в самых труднодоступных местах, в том числе и в габаритных деталях (стрелы, рамы, металлоконструкции).
Основным движением горизонтально-расточных моделей является вращательно-поступательное. Выполняется оно шпинделем. Перемещается в таких станках не только собственно сам инструмент, но и заготовка. При необходимости во время работы можно переключать подачи и скорости. Подача в некоторых случаях осуществляться посредством специальной подложки.
В зависимости от комплектации, помимо основных движений, такие станки могут иметь вспомогательные:
- шпиндельной бабки по вертикальной оси;
- стола по заданным координатам.
Также конструкцией некоторых моделей предусмотрена возможность перемещения люнета и задней стойки. Ниже представлена схема расточного станка этого типа. Горизонтальные модели могут использоваться для обработки деталей, выполненных из чугуна, или литейной стали.
Кинематическая схема отделочно-расточного станка 2Е78П
Кинематическая схема отделочно-расточного станка 2е78п
Кинематические цепи главного движения, быстрых ходов и движения подачи, последовательность передачи вращения от электродвигателей до исполнительных органов ясны из схемы.
Предохранительная муфта механизма подачи шпиндельной бабки отрегулирована на передачу крутящего момента в 25 Н-м, в соответствии с допустимым усилием подачи.
Предохранительная муфта механизма быстрого хода стола отрегулирована на передачу крутящего момента в 20 Н-м в соответствии с допустимым усилием при быстром ходе стола.
При превышении допустимых усилий в механизме подачи шпиндельной бабки (главным образом, в случае неправильно выбранных режимов резания) и в механизме быстрого хода стола предохранительные муфты пробуксовывают с характерным треском.
Стол рабочий станка 2Е78П
Перемещение обрабатываемого изделия в двух взаимно перпендикулярных направлениях на станки модели 2Е78П осуществляется при помощи стола, состоящего из двух частей: нижней — салазок, перемещающихся в поперечном направлении по направляющим основаниям, и верхней — собственно стола, перемещающегося в продольном направлении по направляющим салазок
На передней и боковой стенках салазок станка могут быть установлены два отсчетных микроскопа с точностью нониуса 0,01 мм: один — для отсчета координат при перемещении стола в продольном направлении, второй — в поперечном.
Линейка для точного отсчета продольных перемещений стола расположена на передней стенке стола, линейка для точного отсчета поперечных перемещений стола — на левой стенке основания.
Установочные перемещения стола, продольные и поперечные, а также установка по координатам производятся вручную при помощи маховиков.
В нужном положении стол фиксируется двумя рукоятками при помощи эксцентриковых зажимов.
Установочное перемещение стола в продольном направлении можно осуществить механически от электродвигателя быстрого хода. Для этого рукоятка переключения быстрых ходов поворачивается в вертикальное положение. При этом вращение ходовому винту передается через винтовую пару. Рабочая подача стола включается переключением рукоятки. При этом вращение ходовому винту передается от редуктора в столе через червячную передачу.
Изменение направления быстрых ходов стола осуществляется поочередным нажатием на кнопки привода стола „Вправо» или „Влево», в результате чего происходит реверсирование электродвигателя быстрых ходов.
Для предотвращения поломок механизма привода стола вследствие перегрузок соответствующий вал стола соединен при помощи шариковой предохранительной муфты, рассчитанной на передачу максимального крутящего момента.
Колонна станка 2Е78П
Колонна крепится на основании. По ее направляющим — призматической и плоской — в вертикальном направлении перемещается шпиндельная бабка.
В верхней части колонны на кронштейне укреплены ролики, по которым движется цепь противовеса, перемещающегося внутри колонны.
Противовес, уравновешивающий вес шпиндельной бабки со шпинделем, состоит из цельной чугунной отливки.
У передней стенки колонны между направляющими расположены ходовой винт шпиндельной бабки и шлицевой валик привода шпинделя, укрепленные в верхней части колонны в приставных кронштейнах.
В нижней части колонны располагается установленная на основании коробка скоростей и подач. Управление коробкой, состоящее из рукоятки переключения подач и трех рукояток переключения скоростей, выведено на крышку, расположенную на правой стенке колонны.
Над крышкой установлены два конечных выключателя, ограничивающих перемещение шпиндельной бабки вверх и вниз. В задней стенке колонны в нише расположен электрошкаф. Через окна колонны, в задней стенке закрытые крышкой, открывается доступ к винтам, крепящим противовес шпиндельной бабки к колонне в условиях транспортировки станка.
Для транспортировки колонны используются два отверстия диаметром 55 мм.
Шпиндельная бабка станка 2Е78П
Шпиндельная бабка перемещается в вертикальном направлении по направляющим колонны. В ней расположены механизмы привода шпинделя, привода шпиндельной бабки и ручных перемещений.
Сменные шпиндели устанавливаются посадочным пояском в корпус шпиндельной бабки и крепятся шестью гайками.
Привод шпинделя осуществляется через клиноременную передачу. Ведущий шкив этой передачи укреплен на вращающейся в подшипниках шлицевой гильзе, которая при перемещении шпиндельной бабки скользит по шлицевому валику колонны, выходящему из коробки скоростей и подач.
Ведомый шкив укреплен на валу, имеющем на шлицевом конце кулачковую полумуфту, при помощи которой вращение сообщается шпинделю. Натяжение ремней осуществляется при помощи натяжного ролика. Кулачковая муфта — управляемая; ее включение осуществляется вручную рукояткой, расположенной на левой стенке шпиндельной бабки, через валик с эксцентричным пальцем.
Отключение шпинделя муфтой от кинематической цепи его привода облегчает вращение шпинделя от руки при установке и центрировании обрабатываемых деталей по оси расточки.
Механизм ручных перемещений состоит из вращающейся в подшипниках гайки-шестерни, находящейся в зацеплении с червяком. Червяк сидит на одном валу с маховиком. При вращении маховика червяк вращает гайку—шестерню, осуществляя перемещение шпиндельной бабки.
При механической подаче, когда вращается ходовой винт, гайка-шестерня удерживается от поворота самотормозящей червячной передачей. Такое исполнение механизма ручных перемещений позволяет вмешиваться в механическую подачу, благодаря чему сокращается время подвода резца на врезание.
В шпиндельной бабке предусмотрено устройство для ручного радиального перемещения резца, которое позволяет осуществлять расточку отверстий различных диаметров, подрезку торца у растачиваемого отверстия и безрисочный вывод резца из обработанного отверстия. Маховичок ручного перемещения этого устройства с лимбом и индикатором расположен на передней стенке шпиндельной бабки.
Шпиндельная бабка поджимается к направляющим прижимными планками. На одной из планок крепятся регулируемые по высоте кулачки для отключения перемещений шпиндельной бабки.
С той же стороны шпиндельной бабки укреплена линейка для отсчета длины обрабатываемой поверхности. Маховик ручных перемещений снабжен лимбом для отсчета глубины врезания при подрезке торцов.
Ребра внутри корпуса шпиндельной бабки образуют ванну, используемую как масляный резервуар ддя лубрикатора, от которого смазываются направляющие и подшипники вращающихся валов.
Коробка скоростей и подач станка 2Е78П
Коробка скоростей и подач установлена на основании внутри колонны и служит для передачи вращения от электродвигателя главного привода к валику привода шпинделя и ходовому винту шпиндельной бабки, а также для передачи вращения от электродвигателя быстрых ходов ходовому винту шпиндельной бабки.
Она обеспечивает шпинделю двенадцать скоростей вращения шпинделя и четыре величины рабочих подач и ускоренное перемещение бабки.
Внутри ее расположены:
- червячная передача;
- коническая со спиральным зубом и цилиндрическая прямозубая передачи, обеспечивающие необходимые передаточные отношения;
- механизмы переключения скоростей и подач;
- обгонная двухсторонняя муфта.
Снизу к коробке крепится стакан с валиком шкива привода быстрых ходов.
Управление коробкой скоростей и подач осуществляется четырьмя рукоятками:
- три предназначены для переключения скоростей вращения шпинделя;
- четвертая — для переключения величин подач.
Три рукоятки переключения скоростей расположены на одной оси.
Механизм переключения скоростей состоит из трех зубчатых колес, закрепленных на трех полумуфтах, расположенных концентрично на одной оси. Зубчатые колеса связаны с тремя вилками—рейками, переключающими зубчатые блоки. В пазы полумуфт, на которых закреплены зубчатые колеса, входят зубья полумуфт, на которых закреплены рукоятки (рис. 13).
Механизм переключения подач состоит из кривошипа с камнем, который перемещает вилку тройчатки.
В положениях, соответствующих включению определенных положений скоростей и подач, вилки удерживаются шариковыми фиксаторами.
Обгонная двухсторонняя муфта позволяет осуществлять ускоренное перемещение, рабочую и ручную подачи шпиндельной бабки. При рабочей подаче наружная обойма муфты, жестко связанная с червячным колесом, получает вращение от червяка и через ролики ведет ступицу, связанную с ходовым винтом; при ручной подаче наружная обойма муфты не вращается, так как ее удерживает самотормозящаяся червячная пара. При ускоренном перемещении средняя обойма муфты через ролики вращет внутреннюю обойму и ходовой винт.
Ролики муфты поджимаются пружинами. Благодаря обгонной муфте возможно включение ускоренного перемещения шпиндельной бабки без выключения ее рабочей подачи.
Для предотвращения поломок коробки скоростей и подач вследствие перегрузки ходовой винт соединен при помощи шариковой предохранительной муфты, рассчитанной на передачу максимального крутящего момента.
Виды по компоновке
Расточный станок обычно используется для обработки сложных по конфигурации деталей со множеством отверстий, пазов и уступов. По компоновке это оборудование классифицируется на:
- Модели с диаметром шпинделя до 125 мм. С использованием такого оборудования обрабатывают обычно небольшие заготовки. Стол у таких моделей может перемещаться по двум осям. Расточная бабка способна двигаться по колонне в вертикальном направлении.
- Оборудование с диаметром шпинделя 100-200 мм. Такой расточный станок предназначен для работы с заготовками средних размеров и крупными. У таких станков стол перемещается только в одном направлении.
- Модели со шпинделем 125-320 мм. Это оборудование применяется для обработки очень крупных деталей. У этих станков стол неподвижен.
Расположение составных частей отделочно-расточного станка 2Е78П
Расположение основных узлов расточного станка 2е78п
Спецификация составных частей отделочно-расточного станка 2Е78П
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
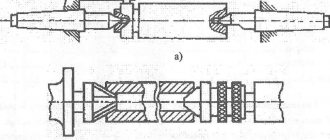
Сменные шпиндели для станка 2Е78П
Сменные шпиндели состоят из трех шпинделей с диаметрами резцовых головок 48, 78 и 120 мм.
Шпиндель устанавливается на шпиндельную бабку с учетом диаметра отверстия, которое предстоит растачивать. Шпиндель диаметром 48 мм — для расточки отверстий диаметрами от 50 до 82 мм; диаметром 78 мм — от 82 до 125 мм; диаметром 120 мм — от 125 до 200 мм.
Шпиндели собраны на прецизионных радиально-упорных шарикоподшипниках. Проникновение пыли в подшипники предотвращается лабиринтовыми уплотнениями.
В головке шпинделя имеется ползушка, которая дает возможность осуществить радиальную подачу резца. Внутри шпинделя проходит шток, который служит для перемещения ползушки.
Перемещение резца в шпинделях диаметрами 48 мм, 120 мм, 78 мм и специальном осуществляется по лимбу в резцовой головке.
Резцы крепятся с помощью прижимного винта. Резьбовое отверстие, расположенное в торце резцовой головки, необходимо для установки центроискателя.
При установке на резцовую головку подрезного резца можно осуществить подрезку торца на обрабатываемой детали.
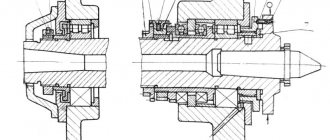
Универсальный шпиндель
Универсальный шпиндель устанавливается на станок для расточки отверстий диаметрами от 27 до 200 мм небольших глубин при помощи борштанг или резцедержателя с точной подачей, а также для сверления или развертывания отверстий в отдельных деталях и для фрезерования,
Шпиндель собран на прецизионных радиально-упорных сдвоенных шарикоподшипниках.
Приемный конус шпинделя выполнен по ГОСТ 15945—70, а конец шпинделя — по ГОСТ 24644—81 и рассчитан на применение вспомогательного инструмента, либо нормального инструмента в сочетании с переходными втулками.
Гайка на конце шпинделя служит для затяжки и извлечения инструмента. Для извлечения инструмента гайку полностью отвинчивать ключом 2Е78П.74.010 не следует.
Конец приемного конуса снабжен шпонками, в которые при закреплении входят своими пазами инструмент. Такое устройство крепления инструмента гарантирует от проворота его в конусе шпинделя и предохраняет шпиндель от повреждений.
Специальный шпиндель
Специальный шпиндель служит для расточки v-образных двигателей диаметрами от 82 до 125 мм.
Шпиндель выполнен конструктивно аналогично сменному шпинделю диаметром 78 мм с радиальным перемещением резца.
Особенности координатно-расточных моделей
Станки этой разновидности используются для сверления отверстий по точно заданным параметрам. Выполняться эта операция может на разных заготовках (кондукторных плитах, корпусных деталях и т. д). Высокая точность обработки обеспечивается наличием в конструкции координатно-расточных моделей специальных устройств: механических, оптических и электронных. Помимо этого, такие модели оснащаются поворотными столами. Это позволяет делать отверстия в полярных системах координат без необходимости смещения детали. На предприятиях могут использоваться двухстоечные или одностоечные координатно-расточные станки. Габариты у моделей этого типа, в отличие от горизонтальных, не слишком большие.
Особенности работы на коородинатно-расточном станке
При использовании оборудования этого типа обрабатываемую заготовку предварительно закрепляют на рабочем столе. Далее в шпинделе устанавливают нужный режущий инструмент. Затем работа выполняется в следующем порядке:
- в зависимости от того, какую высоту имеет обрабатываемая деталь, регулируют траверсу и расточную головку;
- устанавливают шпиндель на заданные координаты.
Последняя операция на таком оборудовании, как координатно-расточной станок, в зависимости от его вида, может выполняться по-разному. На одностоечной модели шпиндель устанавливается должным образом путем перемещения рабочего стола в двух перпендикулярных направлениях. На двухстоечном оборудовании:
- стол передвигают в продольном направлении;
- расточную головку перемещают в поперечном направлении по траверсе.
Алмазно-расточные станки
Модели этой группы предназначены в основном для тонкого растачивания цилиндрических поверхностей. При наличии дополнительных комплектующих на них можно также обрабатывать фасонные и конические поверхности вращения, канавки и торцы. При использовании таких станков допускается выполнять сверление одновременно нескольких отверстий с параллельными осями. Алмазно-расточные станки могут быть:
- вертикальными;
- наклонными;
- комбинированными;
- горизонтальными с подвижным столом.
Технические характеристики отделочно-расточного станка 2Е78П, 2Е78ПН
| Наименование параметра | 2Е78П | 2Е78ПН |
| Основные параметры станка по ГОСТ 9520-73 | ||
| Класс точности станка по ГОСТ 8-82 | П | П |
| Диаметр растачиваемого отверстия наибольший/ наименьший, мм | 200/ 28 | 200/ 28 |
| Наибольший диаметр сверления в стали 45, мм | 15 | 15 |
| Наибольшие размеры обрабатываемого изделия, мм | 750 х 500 х 450 | 750 х 500 х 450 |
| Наибольшая масса обрабатываемого изделия, кг | 200 | 200 |
| Наименьшее расстояние от торца шпинделя до стола, мм | 25 | 25 |
| Точность межцентровых координат продольных/ поперечных, мм | 0,03/ 0,025 | 0,03/ 0,025 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 320 | 320 |
| Шпиндельная бабка | ||
| Наибольшее вертикальное перемещение шпиндельной бабки, мм | 500 | 500 |
| Величина перемещения на один оборот маховика, мм | 0,75 | 0,75 |
| Частота вращения шпинделя, об/мин | 26..1200 | 26..1200 |
| Количество скоростей шпинделя | 12 | 12 |
| Пределы рабочих подач на один оборот шпинделя, мм | 0,025..0,200 | 0,025..0,200 |
| Количество подач | 4 | 4 |
| Скорость быстрого хода, мм/мин | 2000 | 2000 |
| Предохранение от перегрузки механизма подач (муфта) | имеется | имеется |
| Выключающие упоры | имеется | имеется |
| Автоматический возврат в исходное положение после окончания расточки | имеется | имеется |
| Рабочий стол | ||
| Рабочая поверхность стола, мм | 1000 х 500 | 1250 х 500 |
| Наибольшее перемещение стола, мм | 800/ 200 | 800/ 200 |
| Скорость рабочего хода стола в продольном/ поперечном направлении, мм/мин | 100/ нет | 100/ нет |
| Перемещение стола станка на один оборот маховика в продольном/ поперечном направлении, мм | 4,2/ 2,9 | 4,2/ 2,9 |
| Величина ускоренного перемещения стола в продольном/ поперечном направлении, мм/мин | 2000/ нет | 2000/ нет |
| Способ отсчета координат при перемещении стола | микроскоп | — |
| Выключающие упоры механического быстрого хода | имеется | имеется |
| Закрепление стола станка модели 2Е78П от перемещений | ручное | ручное |
| Привод | ||
| Количество электродвигателей на станке | 3 | 2 |
| Электродвигатель привода главного движения, кВт | 2,2 | 2,2 |
| Электродвигатель привода ускоренного хода шпиндельной бабки, кВт | 0,75 | 0,75 |
| Электродвигатель привода стола, кВт | 0,75 | нет |
| Габарит станка | ||
| Габариты станка, включая ход стола (длина х ширина х высота), мм | 1750 х 1560 х 2125 | 1250 х 1260 х 2125 |
| Масса станка, кг | 2680 | 2100 |
- Станки отделочно-расточные вертикальные 2Е78П, 2Е78ПН. Руководство по эксплуатации 2Е78П.00.000 РЭ, 1979
- Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Зазерский Е.И., Гутнер Н.Г. Токарь-расточник, 1960
- Пономарев В.Ф. Справочник токаря-расточника,1969
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Богданов А.В. Расточное дело, 1960
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики сверлильно-фрезерно-расточной группы станков
- Выбор подходящего станка для металлообработки
- Технология ремонта станков
- Методика проверки и испытания сверлильных станков на точность и жесткость
- Справочник сверлильных станков
- Заводы производители сверлильных станков в России
- Заводы производители металлорежущих станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Стоимость
Расточные станки во многих случаях относятся к оборудованию особого назначения. Поэтому стоят они в большинстве своем очень дорого. Существуют модели, цена на которые может составлять миллионы рублей. Некоторые станки стоят подешевле — несколько сотен тысяч. Зависит цена на оборудование этого типа, как и любого другого, в первую очередь от его технических характеристик. Сегодня на рынке имеются в том числе и бывшие в употреблении станки этого типа. Стоят они, конечно же, дешевле новых.
Станок 2733П – где купить, оплата, доставка, гарантия
Цена на вертикальный отделочно-расточной станок 2733П указана на нашем сайте с НДС для стандартного комплекта поставки.
Купить станок 2733П несложно – достаточно позвонить на указанные ниже телефоны в вашем городе.
Продажа алмазно-расточного полуавтомата повышенной точности модели 2733П производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия. Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании. Расходы по транспортировке груза оплачивает Покупатель, если иное не указывается в Договоре поставки. Гарантия на новый вертикальный отделочно-расточный станок 2733П – 12 мес. Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Читать также: Точечная сварка для авто своими руками
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у менеджеров по продаже станков!
Если Вам необходимо купить Вертикальный отделочно-расточной станок 2733П звоните по телефонам:
в Москве в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске в Челябинске в Тюмени +7 (3452) 514-886
в Нижнем Новгороде в Самаре в Перми в Ростове-на-Дону в Воронеже в Красноярске
в Нур-Султане;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Вертикальный отделочно-расточной станок 2733П звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Расточные станки: модели отечественные и зарубежные
На отечественном рынке расточные станки представлены достаточно широко. Марок этого оборудования существует множество. В качестве примера можно привести:
- Выпускаемые компанией TOS Varnsdorf станки серий WH, WHN, WRD.
- Мобильные модели Climax производства США.
До сих пор большой популярностью на рынке пользуются и советские модели этой группы. К примеру, при желании можно приобрести горизонтально-расточные 2А614, 2А622, 2А635 либо координатно-расточные 2421, 2Е440, 2Е450 и т. д.
Работа – на каком принципе основывается?
Движения подач – главная особенность работы у данных устройств. Здесь надо описать несколько важных элементов и принципов:
- Закрепление режущих инструментов происходит при участии суппорта планшайбы, либо шпинделя. Здесь начинается вращение. Принцип сохраняется и в моделях 2620а.
- Расположение на поверхности подвижного стола, с применением специального приспособления.
- При работе стол перемещается, вдоль или поперек. Модели 2620В такие же возможности.
Передняя стойка участвует в процессе движения шпиндельной бабки, с сохранением вертикального направления. Люнет опоры совмещен со стойкой сзади. Движение двух деталей происходит одновременно.
Когда растачиваются отверстия либо осуществляется нарезка внутренней резьбы, движение поступательного типа осуществляется расточным шпинделем. Когда обрабатывается деталь с помощью горизонтально-расточного станка 2620, двигается планшайба с суппортом, только придерживаясь радиального направления.
Расточные станки с ЧПУ
Модели этой разновидности в сравнении с обычными имеют массу преимуществ. Их работой управляет компьютер с заложенной в него программой. Это позволяет добиться высокой точности обработки и максимальной производительности. Пишется программа в специальных кодах, указанных в описании к станку. Использоваться это современное оборудование может как для черновой, так и для чистовой обработки деталей.
Расточные станки — оборудование действительно востребованное и во многих случаях незаменимое. В особенности тогда, когда нужна ювелирная точность или максимальная производительность. Если у предприятия имеется необходимость в оборудовании этого типа, найти подходящую модель на современном отечественном рынке не составит труда.
Сведения о производителе отделочно-расточного станка 2Е78П
Производитель отделочно-расточного станка 2Е78П — Майкопский станкостроительный завод им. Фрунзе.
Майкопский станкостроительный завод им. Фрунзе — один из крупнейших производителей металлорежущих станков на Юге России. Создано на базе основанного в 1892 году чугунно-литейного завода Гурского.
Завод специализируется на выпуске отделочно-расточных, хонинговальных станков с широким диапазоном возможностей для ремонта и сервисного обслуживания двигателей внутреннего сгорания (автомобильных, тракторных, судовых), ленточнопильных, доводочных станков высокой точности и других.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
- 2А78
— станок отделочно-расточной вертикальный 500 х 1000 - 2А78Н
— станок отделочно-расточной вертикальный 500 х 1250 - 2Е78П, 2Е78ПН
— станок отделочно-расточной 500 х 1000 - 3Г833
— станок хонинговальный вертикальный полуатомат - 3К833
— станок хонинговальный вертикальный полуатомат - 8А531
— станок ленточнопильный вертикальный для резки металла
Предназначение оборудования
Координатно-расточные станки призваны выполнять обработку отверстий со строгим соблюдением межцентровых расстояний между ними и ориентации относительно базовых поверхностей. Отсчет при этом происходит в прямоугольной системе координат без применения дополнительных средств направления инструмента. Применяются такие машины как в единичном, так и массовом производстве.
Основные работы на таких станках включают:
Система координат станков
- сверление растачивание отверстий (черновое, чистовое);
- обточку цилиндрических поверхностей с наружной стороны;
- обработку торцов отверстий, а также их развертывание, зенкерование;
- фрезерование плоских поверхностей;
- формирование резьбы;
- замер деталей.
Кроме этого оборудование позволяет высверливать отверстия в кондукторах и корпусных элементах, где важна предельная точность их взаимного расположения. Алмазно-расточные станки предназначены для расточки цилиндров, втулок, шатунов и других деталей двигателя.
Стандартная система координат станков
Кроме расточных работ, на станках можно выполнить разметку, контроль размеров, проверить межцентровые расстояния. Используя столы поворотной конструкции (идут комплектом к оборудованию), обрабатывают отверстия, расположение которых определяется полярной системой координат, а также отверстия наклонные и взаимно перпендикулярные.
Станки расточные оснащены устройствами отсчета на базе оптики. Это дает возможность производить отсчет в пределах целых и дробных частей координатного размера. Точность при этом, касаемо межцентровых расстояний, достигает порядка четырех тысячных миллиметра. Более точные устройства оборудованы системой цифрового отображения расстояния и позволяют оператору задавать координаты с точностью до 0,001 мм.