Сфера применения и особенности
Обработка материалов на токарном станке подразумевает закрепление цилиндрической заготовки в трехкулачковый патрон. За счет перпендикулярной подачи режущего инструмента снимается заданная толщина металла. Все это позволяет обточить заготовку до необходимых размеров.
При выполнении определенных работ одной фиксации заготовки в патроне недостаточно. Для обеспечения безопасности, получения нужной чистоты и точности требуется дополнительная поддержка детали задней бабкой.
В каких случаях необходимо использование вращающегося центра:
- Длина заготовки в 5 раз превышает диаметр.
- Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
- Большая толщина снимаемой стружки.
- Когда чистовая обработка будет проходить на шлифовальном станке.
Особенности и преимущества использования центров:
- Длительный срок эксплуатации.
- Устойчивость к высоким нагрузкам.
- Возможность увеличить скорость обработки.
- Повышение производительности оборудования.
- Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.
Может вам также станет интересно, как правильно смонтировать УЦИ на токарный станок?
К недостаткам приспособления можно отнести радиальное биение. Если по техническим требованиям данная погрешность недопустима, практикуется финишная обработка с применением неподвижного центра на щадящих режимах.
Назначение узла
Задняя бабка токарного станка по металлу является надёжной опорой для закрепления заготовки. Кроме этого она поддерживает второй край заготовки и обеспечивает её стабильное вращение. Во время сверления она захватом соединяется с суппортом. Сверло необходимого диаметра вставляется в патрон пиноля. Кроме свёрл предусмотрено крепление: плашек, метчиков, развёрток, зенкеров и других режущих инструментов. Такой широкий ассортимент применяемых инструментов позволяет проводить широкий спектр обрабатывающих операций.
Цена
| Тип | Токарный станок | Вид работ | Посадка | Цена, рубли |
| Неподвижный | JET | МК-3 | 500 | |
| Вращающийся | JET | МК-2 | 1800 | |
| Вращающийся | JET | МК-5 | 3000 | |
| Вращающийся | JET | для средних работ | МК-3 | 2000 |
| Вращающийся | JET | для легких работ | МК-2 | 2800 |
| Вращающийся | JET | для тяжелых работ | МК-5 | 3000 |
| Вращающийся | Техоснастка-С BT-5592 | для обработки деталей, имеющих центровые отверстия | А-1-3-Н | 2050 |
| Вращающийся | Техоснастка-С BT-5598 | для обработки деталей, имеющих центровые отверстия | А-1-6-У | 11500 |
Конструкция вращающихся центров
Вращающийся центр состоит из вала и конического наконечника. Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Стандартный угол наконечника составляет 60º. Такая оснастка используется в большинстве случаев, когда обработка осуществляется на стандартных режимах. Для работы с тяжелыми деталями необходим центр с углом наконечника 90º.
Диаметр конического хвостовика может отличаться в зависимости от модели оснастки. Для установки приспособления в заднюю бабку понадобится конус Морзе 5.
Центры для токарных станков
Конструкция токарных станков предусматривает использование определенной оснастки. Только при наличии необходимого оснащения можно сделать деталь с нужными параметрами точности. При этом нужно приобрести специальное оснащение или сделать самодельный вариант исполнения. Стоит отметить, что своими руками можно создать не все для точного точения.
Токарные вращающиеся центры
Фиксация заготовок
Точение на токарном станке происходит путем ее крепления в кулачковом патроне, который передает вращения и при этом удерживает ее на месте. Подобное устройство эффективно при точении тел цилиндрической формы. При этом резец подается перпендикулярно, что позволяет проточить металл до нужного диаметра.
При рассмотрении токарного станка по металлу следует учитывать, что многие самодельные и промышленные варианты исполнения имеют в задней части конструкцию для поддержки заготовки и выполнения других задач. Самодельный вид токарного станка по металлу также имеет вариант исполнения бабки, для которой требуется специальная оснастка.
Таким образом, при фиксации по двум противоположным сторонам на токарном станке, задней и передней бабки, заготовка будет находиться в заданном положении во время возникновения даже сильной нагрузки.
При рассмотрении задней бабки нужно отметить следующие особенности:
1.
Рассматриваемое устройство предназначено только для крепления специального оснащения. Виды используемой оснастки на токарном станке определяют предназначение задней бабки: она может служить как для фиксации тела цилиндрической формы, так и для обработки.
2.
Для того чтобы на момент сильной подачи или при больших оборотах заготовка не изменила свое положение используется центр, который и определяет предназначение задней бабки.
3.
Сделать центр можно своими руками или приобрести в специализированном магазине. При самостоятельном изготовлении нужно учитывать, что заготовкой должен быть цельный сплошной металл с повышенным показателем прочности. Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение.
4.
Положение пиноли токарного станка регулируется только в продольном направлении. Учитывая данную особенность, стоит помнить, что положение центра должно совпадать с осью вращения шпинделя. В противном случае вращения будут происходить с биением.
Рассматриваемое устройство также может служить для высверливания торцевых отверстий и для решения других технологических задач.
Фиксация по двум торцам происходит в нижеприведенных случаях:
1.
Токарный станок по металлу промышленного типа имеет регулировку количества оборотов. Большая скорость вращения, которая передается детали, приводит к «вилянию» детали. При точной обработке, согласно ГОСТ, подобное явление приводит к довольно большой погрешности.
2.
Большая длина и вес заготовки также определяет необходимость использования задней бабки. Под собственным весом цилиндрическое тело может деформироваться и резец по металлу будет «бить» во время подаче резца.
3.
В зависимости от режима точения и скорости вращения шпинделя может возникнуть чрезмерная поперечная подача. При обработке детали в подобной ситуации сделать ее с высокой точностью довольно сложно.
В подобных случаях следует провести фиксацию по обоим торцам.
Виды токарных центров
Провести фиксацию необходимого инструмента в пиноли можно своими руками. Для выполнения этой работы понадобиться несколько минут, и выполнить ее можно самостоятельно. Согласно ГОСТ можно выделить следующие виды:
1.
упорный. ГОСТ определяет то, что наконечник и хвостовик имеют практически одинаковый диаметр. Устройство этой конструкции определяет то, что наконечник изготавливают из закаленной стали или твердого сплава согласно ГОСТ 13214-79.
2.
грибковый вариант несколько отличается от предыдущего. Грибковый наконечник имеет согласно ГОСТ 8742-75 больший диаметр с усеченным рабочим конусом. согласно ГОСТ 8742-75 есть два типа наконечника, которыми обладает грибковый центр: с центрированным валиком или с насадкой для него. грибковый наконечник позволяет использовать рассматриваемое устройство для крепления тел вращения с полыми торцевыми отверстиями во время обработки.
Грибковый токарный центр
Вращающиеся токарные центры
Упорные вращающиеся центры
При точении во время большой центробежной силы сделать наиболее благоприятные условия можно при применении центра, в конструкции которого есть подшипник. Подобная оснастка может быть разная: грибковый или упорный центр также имеют подшипник. Большой выбор токарных центров представлен на сайте https://meatec.ru/catalog/tokarny-centry/.
Угол конуса может быть 60 или 90 градусов. Угол выбирается в зависимости от режима резания.
Существуют более сложные виды оснастки для установки в пиноли, которые могут иметь, к примеру, устройство для измерения прижимной силы. Сделать своими руками некоторые варианты центров для токарного станка невозможно. Обратный ход шпинделя не оказывает влияние на возможность использования пиноли.
Разновидности
В токарном деле применяются несколько разновидностей вращающегося центра. По назначению оснастка делится на два вида:
- Упорный центр — заостренный наконечник упирается в торец детали. Предварительно необходимо сделать центровочное отверстие.
- Грибковый — имеет наконечник большего диаметра с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).
По конструкции:
- С постоянным валиком (тип А).
- Со сменной насадкой (тип Б).
Применение типа Б позволяет использовать одно приспособление для обработки изделий с разными габаритами. Съемные насадки облегчают подход резца к заготовке. Такая оснастка часто применяется при точении фасонных деталей.
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Виды вращающихся центров
В зависимости от формы фиксирующей части выпускается два типа вращающихся центров:
- с рабочим конусом для крепления заготовок с центровыми отверстиями;
- с грибообразной насадкой для заготовок с внутренним отверстием – труб, полых валов и т. д.
По конструкции оснастка подразделяется на:
- Центр с постоянным валиком (тип А)
- Центр со сменной насадкой (тип Б)
Конус центрового валика проточен под 60° (исполнение 1) или может иметь дополнительную выточку под конус 30° (исп. 2).
Условное обозначение оснастки: Центр А-1-4-НП ГОСТ 8742-75
Тип А, исполнение 1 с конусом Морзе 4 повышенной точности и нормальной серии.
Таблица основных параметров оснастки
| Центры вращающиеся станочные ГОСТ 8742-75 Тип А — с постоянным центровым валиком Тип Б — с насадкой на центровой валик | ||||||||||
| Центр вращающийся тип-исполнение-конус морзе-серия | d | D | L 1 рядL 2 ряд | L 1 рядL 2 ряд | D1 | l1 | ||||
| Центр вращающийся А-1-2-Н | Центр вращающийся А-2-2-Н | Центр вращающийся Б-2-Н | 22 | 56 | 160 | 90 | 56 | 24 | ||
| Центр вращающийся А-1-3-Н | Центр вращающийся А-2-3-Н | Центр вращающийся Б-3-Н | 25 | 63 | 180 | 185 | 94 | 99 | 63 | 26 |
| Центр вращающийся А-1-4-Н | Центр вращающийся А-2-4-Н | Центр вращающийся Б-4-Н | 28 | 71 | 210 | 225 | 101 | 116 | 71 | 30 |
| Центр вращающийся А-1-5-Н | Центр вращающийся А-2-5-Н | Центр вращающийся Б-5-Н | 32 | 80 | 240 | 260 | 104 | 124 | 80 | 34 |
| Центр вращающийся А-1-4-У | Центр вращающийся А-2-4-У | Центр вращающийся Б-4-У | 36 | 75 | 220 | 235 | 111 | 126 | 75 | 36 |
| Центр вращающийся А-1-5-У | Центр вращающийся А-2-5-У | Центр вращающийся Б-5-У | 40 | 90 | 250 | 275 | 114 | 139 | 90 | 45 |
| Центр вращающийся А-1-6-У | Центр вращающийся А-2-6-У | Центр вращающийся Б-6-У | 56 | 125 | 340 | 360 | 150 | 170 | 125 | 56 |
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
- Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
- Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
- При работе с большими скоростями нужно использовать смазку для уменьшения износа наконечника.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Токарные центры.
Оглавление книги Предыдущая Следующая
Для установки и закрепления на станке заготовок валов, длина которых превышает диаметр в 5 и более раз, обычно используют токарные центры. Торцы валов для установки их в центрах должны иметь центровые отверстия.
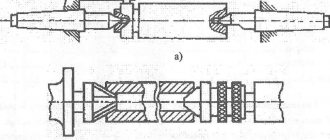
Конструкции токарных центров показаны на рис. 46.
Жесткий опорный центр (рис. 46, а) имеет рабочую часть 1 с углом 60° при вершине. Хвостовая часть 2 имеет малую конусность (конус Морзе от 1 до 6). Хвостовик 3 центра имеет диаметр меньше наименьшего диаметра конуса хвостовой части, что устраняет заклинивание конуса при выбивании центра из гнезда.
Центр, показанный на рис. 46, б, служит для установки заготовок малого диаметра — до 4 мм. У таких заготовок вместо центровых отверстий делаются наружные конические поверхности с углом в 60°, которыми они устанавливаются в отверстие 1 центра. Такие центры называют обратными.
Полуцентр, вырез 1 которого дает возможность полностью обрабатывать торец заготовки, изображен на рис. 46, в. Устанавливают полуцентр только в заднюю бабку.
Центр со сферической рабочей частью 1 показан на рис. 46, г. Центр дает возможность устанавливать заготовки с некоторым перекосом оси заготовки к оси центров станка.
Рифленая рабочая поверхность центра, показанного на рис. 46, д, дает возможность обрабатывать заготовки с большим центровым отверстием без поводкового патрона.
Рис. 46. Токарные центры
Обычный, или жесткий, опорный центр применяют при сравнительно невысокой частоте вращения шпинделя (до 120 об/мин), так как между заготовкой и рабочим конусом центра возникает трение, что может привести к быстрому нагреву и износу центра.
Работа с повышенной частотой вращения шпинделя ведется на износостойких центрах, у которых на рабочий конус наплавлен слой твердого сплава или впаян твердосплавный наконечник (рис. 46, е).
Работа с высокой частотой вращения вызывает необходимость в установке вращающегося заднего центра (рис. 46, ж). Шпиндель 1 центра установлен в подшипниках 2, 3, 5, расположенных в корпусе 4.
Для уменьшения трения между заготовкой и задним центром применяют центр с постоянной смазкой (рис. 46, з). При установке вала коническая поверхность его центрового отверстия нажимает на несколько выступающий конец плунжера 2 с пружиной 3 и масло из масленки 1 через канал 6 корпуса 4 и канавку 5 поступает к трущимся поверхностям.
Наружные поверхности с большим центральным отверстием можно обрабатывать, используя передний центр с рифленой поверхностью рабочего корпуса.
Перейти вверх к навигации