Для чего он нужен?
На токарном станке обрабатываются детали разной длины, в т. ч. длинные заготовки небольшого диаметра. Они закрепляются в 2-х точках (торцы), и по мере удаления от места фиксации повышается вероятность продольной деформации при воздействии режущего инструмента.
В таких условиях очень трудно, а порой просто невозможно, обеспечить нужную точность обработки и идеальную цилиндричность.
Кроме того, вибрирующая заготовка повреждает рабочий инструмент и оснастку. При работе на больших скоростях возникает риск разрушение детали в центральной части, что чревато травмами для рабочего.
Люнет представляет собой дополнительную опору, которая повышает устойчивость обрабатываемой заготовки. Таким способом удается устранить деформацию и вибрацию детали.
Существенно повышается безопасность работ. Используется приспособление обычно в тех случаях, когда длина заготовки превышает ее диаметр в 10 и более раз.
Установка люнетов для токарных станков
Для установки люнетов можно использовать несколько методов.
Размещать это приспособление по заготовке можно при выполнении следующего условия: деталь имеет точные геометрические размеры либо уже была подвергнута обработке. Прибегать к этому методу допускается, лишь если планируется проводить грубые работы. В тех ситуациях, когда наблюдается прогиб заготовки, вызванным действием ее собственного веса, к ней нужно сперва подвести два кулачка, а лишь затем зафиксировать верхний.
Если предстоит выполнять чистовые и точные работы, то использовать подобный метод установки люнета недопустимо. Дело в том, что в случае совершения просчётов с размещением этого приспособления высока вероятность того, что заготовка будет иметь различные диаметры по всей длине.
В случае наличия у заготовки обработанной поверхности для установки люнета рекомендуется использовать короткую оправку, в качестве которой обычно выступает цилиндрический валик, диаметром, равным диаметру заготовки в том участке, где она будет контактировать с люнетом. Один конец оправки нужно зафиксировать в патроне, по другому же, который сначала нужно выверить, используя рейсмус или индикатор, или его можно обточить, выполняют установку кулачков люнета. Само же это приспособление должно в этот момент располагаться рядом с передней бабкой, а когда кулачки окажутся на своем рабочем месте, его сдвигают параллельно станине до того момента, пока он не примет необходимое положение.
Устройство и принцип работы
Задача люнета – обеспечение строгой горизонтальности заготовки без препятствования ее вращению вокруг собственной оси. Принцип его действия основан на центровке детали с помощью нескольких опор, расположенных равномерно по кругу.
Свобода вращения сохраняется за счет того, что в точке соприкосновения с заготовкой опора имеет вращающийся ролик (подшипник).
Центровка обеспечивается возможностью его перемещения в продольном направлении с помощью кулачкового или пружинного механизма.
Устройство приспособления достаточно сложное. Оно базируется на цельнометаллическом основании, которое посредством болтов крепится к станочной станине.В нем расположены опоры с индивидуальным механизмом выдвижения.
Регулировка перемещения и фиксация опор обеспечивается регулировочными винтами. В некоторых типах люнетов предусмотрены металлические крышки с возможности смещения.
Обзор разновидностей люнетов для токарных станков
Люнет – это дополнительное приспособление для станка, которое исполняет роль основной или второстепенной опоры при работе с заготовками. Часто устройство используют, чтобы придать устойчивости обрабатываемым деталям и избежать их повреждений или деформаций. Люнет для токарного станка бывает нескольких видов, каждый из которых по-своему влияет на обработку заготовок. В этой статье мы проанализируем все функциональные возможности данного приспособления, его преимущества и недостатки.
Виды
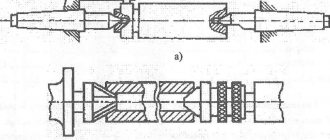
Люнеты предназначены для токарных станок разного типа и обработки деталей различной формы и размеров. Для более эффективного использования они изготавливаются в 2-х основных вариантах – неподвижный и подвижный тип.
Неподвижный
Люнет неподвижного или статичного типа устанавливается на станине и состоит из основания и откидной крышки, шарнирно соединенной с основанием. Опоры выполнены в виде кулачков, причем 2 из них размещены на основании, а верхний – на крышке.
По сути, заготовка при обработке ложится на нижние опоры и прижимается сверху. Для установки неподвижного люнета предусматривается нижнее, болтовое зацепление.
Подвижный
Люнет подвижного или мобильного типа размещается на каретке станочном суппорте. Это обеспечивает возможность его перемещения, совпадающее с движением рабочего инструмента (резца).
Особенностью данного приспособления является обязательное наличие 2-х опор, т. к. роль 3-ьей опоры исполняет сам резец. Опоры (кулачки или ролики) располагаются сверху и сбоку (напротив резца).
Мобильный люнет позволяет повысить точность работ, т. к. располагается непосредственно в зоне обработки. В зависимости от модели обеспечивается возможность использования заготовок диаметром от 20 до 260 мм.
Строение статичного люнета
Главной задачей статичного люнета является поддерживание габаритных деталей при работе с ними. На станину неподвижное устройство устанавливают с помощью нижнего зацепления. Это устройство помогает повысить точность заготовки и избежать ненужных вибраций. У статичного прибора имеются несколько ключевых элементов:
- основание;
- крышка с шарнирным креплением.
Конструкция устройства для рабочей фиксации оснащена откидным болтом со специальной головкой. На крышке люнета и в основании есть три кулачка, предназначенных для фиксации. Регулируя их, оператор имеет возможность подгонять прибор под размер детали, которая обрабатывается.
Фиксаторы для люнета изготавливают чаще всего из чугуна. Это помогает избежать повреждений хрупких деталей. На кулачках устанавливается специальное покрытие, которое служит защитой. Чаще всего такое защитное покрытие создают сами производители люнетов.
Однако, не только обрабатываемые детали могут пострадать от фиксаторов, но и сами кулачки в ходе работы изнашиваются. Поэтому их тоже производят на основе твердых сплавов.
Устанавливают статичные люнеты в несколько этапов:
- Фиксируют в центре станка обрабатываемую деталь.
- Настраивают предварительно три кулачка прибора.
- Подтачивают шейку заготовки в месте ее соприкосновения с кулачками.
- Фиксируют заготовку.
Следует отметить, что предварительная обточка шейки заготовки требуется не всегда. Обточку можно не производить, если предварительно деталь обработана и у нее фиксированные размеры.
По какому принципу выбирать
При выборе модели приспособления следует обратить внимание на ряд факторов. Прежде всего, рассматриваются технические характеристики – внутренний диаметр основания люнета, его размеры и масса, предельные (минимальный и максимальный) диаметры обрабатываемой детали, рекомендуемая длина заготовки, способ крепления.
Важное значение имеет наличие защитной крышки и специального покрытия у быстроизнашивающихся элементов. Тип станка и виды токарных работ определяют нужную разновидность приспособления (подвижное или неподвижное).
Плюсы и минусы
Основные преимущества использования люнетов:
- расширение возможностей токарного станка;
- повышение точности обработки;
- снижение количества брака;
- простота использования (установки и настройки);
- повышение безопасности для обслуживающего персонала.
Важно отметить, что подвижный люнет легче устанавливается, однако неподвижный вариант обеспечивает повышенную точность обработки и дает возможность работы с более длинными и габаритными деталями.
Важно!
Серьезных технических недостатков люнеты не обнаруживают. Изъяны возникают при неправильном размещении и неточной регулировки опор, а потому требуется тщательный контроль установки приспособления и фиксации самой заготовки.
Производительность и стоимость
В качестве основных минусов многие специалисты отмечают влияние на производительность токарных работ и необходимость дополнительных затрат.
Снижение производительности связано с затратой времени на установку люнетов и регулировку опор. При этом необходима тщательная подгонка и многократная проверка. В ряде случаев производится предварительная обработка заготовки в месте фиксации.
Другой важный момент – финансовые затраты, вызванные достаточно высокой стоимостью приспособлений. Она зависит от типа люнета, его модели, производителя, технических возможностей, используемых материалов, наличия защитных покрытий и других факторов.
Стоимость подвижных моделей несколько ниже неподвижных люнетов аналогичной категории. Так, цена мобильных приспособлений колеблется от 1100-1300 рублей за простые изделия до 4500–4800 рублей за люнеты повышенной долговечности.
Неподвижные разновидности реализуются по цене от 1800 до 6500 рублей, соответственно.
Важные нюансы
Перед покупкой или применением этих устройств следует ознакомиться со следующими важными моментами:
- Обточку места соприкосновения детали с фиксаторами люнета можно проводить только в случае черновых работ. Если деталь имеет фиксированные размеры или ее поверхность уже была предварительно обработана, то не стоит проводить с ней предварительную обточку.
- Если оператор проводить чистовые работы, но есть необходимость надежно закрепить деталь, то можно использовать специальный валик-накладку цилиндрической формы. По диаметру он должен быть сходным с диаметром обрабатываемой заготовки в месте ее контакта с кулачками люнета. Одна часть накладки фиксируется в приборе, а другая в патроне станка.
- При работе с очень тонкими или длинными деталями не всегда есть возможность предварительно проточить шейку для установки в люнете. В этом случае рекомендуют делать несколько временных шеек с максимальным приближением к передней бабке.
- Резец станка желательно настроить с отрицательным углом. В противном случае он может отталкивать деталь от себя, вследствие чего будет снижаться точность обработки.
Основными производителями люнетов являются Jet (США), Днепропресс (Украина), Астраханский станкостроительный завод (Россия), Zmm (Болгария), Proxxon (Германия), SMTCL (Китай).
Republished by Blog Post Promoter
Как изготовить своими руками
Удешевить приспособление для токарного станка позволяют самодельные конструкции. Можно предложить вариант на базе фланца для трубного соединения (диаметр: внешний – 20 см, внутренний – 11 см).
В качестве кулачков применяются 3 шпильки длиной 15 см и с резьбой М14. На них сверху формируется ручка, а снизу закрепляется колпачок из бронзы с отверстием диаметром 14 мм.
Фланец размечается на 3 сектора (по 120 градусов). По разметке сверлятся отверстия по направлению к центру окружности. Для регулировки привариваются гайки М14, в которые вкручиваются шпильки.
Основание для крепления к станку делается из уголка 100 мм (толщина стали не менее 10 мм). Он приваривается к фланцу.
В основании делаются отверстия для закрепления приспособления на стандартной пластине крепления станочной бабки.
Варианты конструкций самодельных люнетов
Люнет для токарного станка стоит недешево, поэтому покупать его, если приспособление не так часто используется, нет особого смысла. Проще тогда изготовить своими руками люнет. Например, для токарного станка ИЖ1 можно реализовать самоделку, используя следующую конструкцию:
- В качестве основания, где будут закреплены кулачки, берут фланец для соединения труб. Размер фланца по внешнему диаметру составляет 200 мм, по внутреннему – 110 мм. Фланец при помощи транспортира делят маркером на три равных сектора с углом 120 градусов каждый. Линии соединения секторов как раз и будут местами, куда нужно закрепить механизмы подачи кулачков.
- Вместо кулачков можно использовать три шпильки с резьбой 14 и длиной 150 мм каждая. На шпильки с одного торца наваривают ручки (куски проволоки 8 мм в диаметре и длиной по 30 мм, чтобы получилось подобие буквы «Т» по форме), на другой торец заказывают у токаря три бронзовых остроконечных колпачка внутренним диаметром резьбы на 14.
- Механизм регулировки и фиксации кулачков можно сделать из трех гаек внутренней резьбой на 14 (для каждого кулачка), две из которых приваривают напротив друг друга по заранее прочерченным на фланце линиям.
Самодельный люнет готов к использованию. Предварительно накрученные гайки с граверами служат фиксаторами при выставлении кулачков на необходимую позицию.
Все, кто в теме, поддержите обсуждение в комментариях! Возможно, у вас есть еще интересные конструкции для изготовления токарных люнетов своими руками!
Достоинства и недостатки
При использовании люнетов среди положительных качеств отмечаются следующие:
- безопасность станочника;
- точность размеров изделия;
- снижение вибраций;
- предупреждение разрушения заготовки и инструмента;
- расширение диапазона размеров обрабатываемых деталей;
- простая конструкция;
- надежность.
Среди недостатков отмечается маленький ресурс работы элементов, непосредственно находящихся в контакте. Для снижения нагрузок опоры изготавливаются из чугуна или бронзы. Опоры качения, имеющие роликовую форму, более долговечны, но быстро разрушаются опорные подшипники, особенно если их подача механизирована.
Плюсы и минусы люнетов
Работая на токарном станке, нужно знать, что использование люнета в некоторых случаях просто необходимо. Это, в первую очередь, относится к очень длинным заготовкам, провисающим под собственным весом. Поэтому, применяя приспособление, важно максимально использовать его выгодные стороны и по возможности избегать отрицательных эффектов, которые могут проявиться в процессе работы при неправильных действиях.
Люнет для токарного станка, установленный по всем правилам, во многом облегчает работу оператора:
- Обработка проводится проще, так как нагрузка на резец становится одинаковой во всех точках контакта;
- Уменьшается риск брака за счет более точной центровки детали;
- Увеличивается точность обработки;
- Повышается безопасность работы за счет исключения биений детали, риска повреждения и заклинивания резца;
- Увеличивается скорость обработки;
- Расширяются возможности использования токарного станка;
- Устройство легко крепится и требует лишь точного выставления регулировочных болтов.
Есть определенные сложности в работе с люнетом, которых можно избежать при должном подходе к установке приспособления:
- Плохо выставленный механизм ведет к браку изделия, так как центр вращения заготовки смещается относительно резца;
- Люнет можно устанавливать только на предварительно обработанную поверхность, либо делать под него проточку;
- Приспособления для станка с выдвижными кулачками лучше использовать для черновой обточки детали;
- Для чистового вытачивания необходимо иметь в арсенале устройство с выдвижными роликами, которое не оставляет следов на заготовке;
- Время установки и подгона оборудования снижает интенсивность производственного процесса;
- Приобретение люнета – дополнительные финансовые затраты.
Как установить и настроить опорное приспособление
Обычно люнет для токарного станка закрепляют в необходимой точке при помощи болта, до того как устанавливают заготовку по центру. После этого:
- Все упоры кулачковые или роликовые вкручивают до конца в основание устройства;
- Далее откидывают подвижную часть приспособления с помощью шарнира;
- Закрепляют саму деталь на токарном станке и замеряют ее диаметр в месте будущего контакта с люнетом;
- Закрывают крышку и фиксируют ее к основанию специальным болтом;
- Выдвигают кулачки, чтобы диаметр между ними строго соответствовал диаметру заготовки;
- При правильном выставлении стальные кулачки должны упереться в деталь и при проворачивании ее вручную она должна равномерно вращаться.
Есть несколько способов выставления устройства – при помощи конкретной заготовки, специальной стойкой с вмонтированным микрометром. В первом случае болванка должна быть закреплена в центрах, и в месте контакта с люнетом иметь геометрически точную окружность. То есть ее предварительно протачивают. Если приспособление нужно выставить под проточенную заготовку предварительно без наличия последней – используют приборы измерительные высокой точности.
Еще один способ регулировки упоров часто применяемый в производственных цехах, когда люнет выставляют не по реальной заготовке, а по стальному кругляку, на котором протачивают нужный диаметр в месте установки опорного приспособления. Для большей надежности после установки болванки необходимо проверить качество вращения. Оно должно быть свободным и не вызывать дополнительных нагрузок, вибраций.
Видео по теме: Люнет на токарный станок своими руками
Процесс накатывания, виды и назначение
Формообразование при процедуре накатывания выполняют без получения стружки. Оно состоит в том, что инструмент (ролик, резец и т. д.) вдавливается в тело материала и за счет поверхностной деформации получают соответствующий профиль. Как видим накатка – это холодный способ обработки поверхностного слоя детали в процессе, которого формируется сетка, резьба, риски, насечек и другие шероховатости, не нарушая ГОСТ.
Это разрешает на поверхности ряда деталей (ручках, рукоятках, головках винтов) машин и аппаратов для удобства в эксплуатации иметь шероховатость в виде определенного рифленого узора. На данный момент практикуется два основных вида накатки токарной:
- формообразующая;
- упрочняющая;
Первый вариант применяют в формообразовании зубьев на колесах и валах, резьбы на изделиях, нанесении шкалы на приборах. Упрочняющее накатывание поверхности материала используют для увеличения прочности и износостойкости. В ходе накатки токарной на поверхности поделки образуется наклеп, способствующий повышению эксплуатационных свойств материала, и выдерживается гост. Таким способом выполняют пластическую деформацию валов, втулок, осей и других изделий.
Процедура токарной накатки выполняется быстро, а с учетом полученных дополнительных свойств изготовление таких деталей при серийном производстве становится экономически выгодным. Способ токарной накатки применяют для поделок в связи с повышением требований к рабочим характеристикам техники: прочности, высокой производительности, быстроходности, точности и прочих качеств. Данный метод применяют только на поделках с заранее подготовленной поверхностью.
Виды накатных роликов для рифления
Упрочнение поверхностного слоя требуется для повышения эксплуатационных характеристик деталей, как требует гост. После токарной накатки они менее чувствительны к разрушению от усталости, повышается износостойкость и антикоррозийные способности, удаляются микротрещины и риски. Заготовка приобретает нужные размеры и формы. Для выполнения такой работы применяют чаще всего токарные станки.
Как установить и настроить опорное приспособление
Люнет устанавливается только в том месте, где заготовка имеет строго цилиндрическую форму или прошла предварительную обработку при наличии деформаций.
Основание приспособления закрепляется болтами на станке. Первый шаг – регулировка нижних опор. Деталь должна лежать на них горизонтально, что проверяется измерительным прибором по всей ее длине.
При наличии провиса заготовки малого диаметра, она поднимается на нужную высоту с помощью механизмов перемещения нижних опор.
Далее, с помощью верхней опоры завершается фиксация детали и ее центровка. После завершения регулировок, создается крутящий момент без подведения резца. Проверяется наличие биений (вибраций). Только после тщательной проверки можно приступать к работе.
При обработке длинных заготовок на токарном станке просто необходимо использовать люнет. Он может иметь разную конструкцию в зависимости от типа станка и вида детали.
При выборе приспособления необходимо уделять особое внимание его техническим характеристикам и прочности применяемых материалов.