Токарные патроны. Разновидности, особенности выбора и эксплуатации
Токарные патроны — еще их называют зажимными устройствами, предназначаются для установки на передний конец шпинделя токарных станков. Конструкция токарного патрона обеспечивает большое усилие зажима обрабатываемой детали, обеспечивает точность центрования и перпендикулярность поверхностей оси обработки.
Отечественные и зарубежные производители изготавливают патроны для токарных станков из прочного чугуна или на базе закаленного корпуса из стали, они включают в себя комплект закаленных кулачков.
- Содержание
- Предприятия — производители токарных патронов
- Государственные стандарты регламентирующие конструкцию и размеры токарных патронов
- Разновидности и классификация токарных патронов
- Патроны самоцентрирующие трехкулачковые ГОСТ 2675—80
- Система обозначения токарных патронов
- Маркировка токарных патронов производства БелТАПАЗ
- Маркировка польских токарных патронов Bison—Bial типа «СТ»
- Спиральные патроны
- Фланцы промежуточные (переходные) к токарным патронам
Предприятия — производители токарных патронов
- Гродненский завод токарных патронов — В настоящее время — БелТАПАЗ выпускает токарные патроны и является самым крупным их производителем на территории СНГ;
- Барановичиский завод станкопринадлежностей БЗСП — Завод выпускает патроны токарные ручные стальные, патроны токарные с механизированным зажимом стальные 2-х, 3-х, 4-х кулачковые;
- Инрост, ООО г. Екатеринбург — Компания выпускает патроны токарные ручные 3-х кулачковые;
- Псковский завод технологической оснастки изготавливает самоцентрирующие токарные патроны с ручным приводом;
- Оршанский инструментальный завод ОИЗ — Завод выпускает сверлильные трехкулачковые патроны, резьбонарезные патроны и станочную оснастку;
- Новосибирский инструментальный завод — Завод выпускает сверлильные трехкулачковые патроны.
Предприятия — производители токарных патронов в СССР
- Псковский машиностроительный завод Псковмаш — изготавливал самоцентрирующие токарные патроны с ручным приводом;
- Павелецкий завод станочных узлов ПЗСУ — Завод прекратил существование. Завод являлся единственным в России изготовителем 4-х кулачковых токарных патронов с независимым перемещением кулачков;
- Борисоглебский завод токарных патронов — Выпуск токарных патронов прекращен. Завод выпускал трехкулачковые самоцентрирующие и четырехкулачковые патроны с независимым перемещением кулачков.
- Луганский станкостроительный завод — В настоящее время — Луганский Патронный Завод — токарные патроны завод не выпускает. Выпускал токарные патроны диаметром 125 мм (7100-0003), 250 мм (7100-0009) с посадкой на планшайбу
- Фрунзенский машиностроительный завод им. Ленина — В настоящее время — Бишкекский машиностроительный завод. Наиболее известная продукция: токарные патроны диаметром 160 мм (7100-0005), 250 мм (7100-0009)
Иностранные поставщики токарных патронов в Россию
- BISON-BIAL Польша — Официальный представитель завода в России — ООО «Скальт» Санкт-Петербург
- Jet, Китай — Токарные патроны для станков Jet
- Proma, Китай — Токарные патроны для станков Proma
Государственные стандарты регламентирующие конструкцию и размеры токарных патронов
- ГОСТ 1654 — Патроны токарные общего назначения. Общие технические условия
- ГОСТ 2571 — Патроны токарные поводковые. (для шпинделей по ГОСТ 12593-72 и ГОСТ 12595-85)
- ГОСТ 2675 — Патроны токарные самоцентрирующие трехкулачковые. Основные размеры
- ГОСТ 14903 — Патроны токарные самоцентрирующие двухкулачковые
- ГОСТ 24351 — Патроны токарные самоцентрирующие 3- и 2-х кулачковые клиновые и рычажно-клиновые
- ГОСТ 24568 — Патроны магнитные. Технические условия
- ГОСТ 3890 — Патроны четырехкулачковые с независимым перемещением кулачков
- ГОСТ 16157 — Патроны мембранные для шлифования отверстия в зубчатых колесах
Государственные стандарты регламентируют эксплуатационные и технические параметры, согласно которым подбираются токарные патроны для станков:
- Ряд возможных внешних диаметров патронов и соответственно диапазон размеров заготовки: максимальный и минимальный диаметр (наружный и внутренний) в зависимости от способа крепления — на прямых или обратных кулачках. Учитывается максимально допустимая масса заготовки;
- Способ крепления патрона на шпинделе. Присоединительные размеры: диаметр центрирующего пояска или центрирующего конуса;
- Расположение и размеры крепежных отверстий в токарном патроне;
- Пределы частот вращения токарного патрона;
- Диаметр отверстия в корпусе патрона для установки прутка или трубы;
- Точность токарного патрона
Порядок установки
Перед его установкой , следует тщательно проверить состояние поверхностей шпинделя и патрона. Поверхности не должны иметь забоин, царапин, заусениц и загрязненных мест.
Выявленные дефекты устраняются точечно надфилем, или шабером.Следует проверить биение торца и конуса посадочной базы шпинделя, которое не должно превышать трёх микронов.
Завести в него металлический прут или трубу диаметром около 20 мм. зажать её кулачками. С напарником взявшись с двух сторон за прут, или при помощи подъёмных механизмов, через монтажную петлю, переместить патрон на монтажную подставку закрепленную на суппорте станка.
Направляющую установить в задней бабке. Патрон следует сместить перекатыванием к оси шпинделя.
Продольной подачей переместить его к фланцу шпинделя так, что бы шпильки патрона не доходили до посадочных отверстий порядка 10 мм. В станке следует установить нейтральную скорость для свободного вращения шпинделя.
Заднюю бабку с полностью убранной пинолью подать вперед к патрону так, что бы направляющая зашла на всю ширину призм кулачков и зафиксировать заднюю бабку.
Зажать кулачки патрона для переноса тяжести на направляющую. Совместить шпонку на фланце шпинделя с посадочным отверстием. Поворотную шайбу выставить в положение открытых отверстий. Пинолью подать патрон вперед до упора.
Убедившись, что все гайки шпилек вышли с обратной стороны фланца шпинделя, повернуть поворотную шайбу в замкнутое положение. Зажать верхнюю гайку с усилием достаточным для переноса веса патрона на шпиндель. Распустить кулачки и отвести заднюю бабку назад. Обжать гайки по правилу крест на крест равномерно распределяя усилие между шпильками.
После завершения монтажа, патрон следует проверить на осевое и торцевое биение. В случае превышения норм, следует его снять и внимательно продефектовать все сопрягаемые части этого узла.
Видео: монтаж легкого патрона на резьбовом креплении.
Разновидности и классификация токарных патронов
Количество кулачков в патроне и их конструкция
Токарные патроны различают по количеству кулачков: 2; 3; 4; 6
- 2-х кулачковый самоцентрирующий патрон — применяется для зажима небольших несимметричных заготовок (арматуры, литых деталей, поковок). Патроны этого типа имеют достаточно простое строение. Применяются как ручные потроны, так механизированные (пневматические);
- 3-х кулачковый самоцентрирующий патрон — применяется обычно для крепления круглых и шестигранных заготовок, получил наибольшее распространение. Причина высокой популярности — быстрота центровки и зажима деталей, что особенно важно в мелкосерийном производстве, где смена заготовок происходит весьма часто;
- 4-х кулачковый патрон с независимой установкой кулачков — применяется для крепления прямоугольных и нессиметричных деталей, а также прутков квадратного сечения. Патрон имеет кулачки, которые перемещаются независимо друг от друга, что обеспечивает ему широкие возможности;
- 6-х кулачковый самоцентрирующий патрон — позволяет вести обработку тонкостенных деталей без их деформации. Захватывающие силы в шести-кулачковом токарном патроне равномерно распределяются по 6 кулачкам.
Кулачки делятся на прямые и обратные:
- Прямые кулачки — зажимают деталь сверху, по внешней поверхности;
- Обратные кулачки — зажимают деталь изнутри, деталь должна иметь соответствующее отверстие, быть полой, например труба;
Кулачки патронов всех типов изготавливаются следующих исполнений (ГОСТ-2675—80):
- Цельные кулачки — изготавливаються из цельного куска стали с пределом прочности σB не менее 500 МПа и термообработкой зажимных и трущихся рабочих поверхностей до твердости не менее 43 HRCЭ;
- Сборные кулачки — состоит из рейки (основания) из закаленной стали, на которую винтами крепиться накладной кулачок, который может быть из незакаленной стали или цветного металла.
- Накладные кулачки — служат для крепления заготовок больших диаметров;
Класс точности патрона
Класс точности патрона имеет пять ступеней (ГОСТ 1654-86):
- Н — патрон нормальной точности;
- П — патрон повышенной точности;
- В — патрон высокой точности;
- А — патрон особо высокой точности.
Материал корпуса и деталей токарных патронов
Корпуса токарных патронов (ГОСТ 1654-86) должны изготавливаться из следующих материалов:
- из чугуна по качественным показателям не ниже чем у марки СЧ 30;
- из стали с пределом прочности σB не менее 500 МПа и термической обработкой рабочих поверхностей до твердости не менее 43 HRCЭ
Детали токарных патронов должны изготавливаться из стали с пределом прочности σB не менее 500 МПа и термической обработкой рабочих поверхностей до твердости не менее 57 HRCЭ;
Стальной корпус дороже в производстве, чем чугунный, но позволяет ощутимо увеличить количество оборотов патрона.
Токарные патроны с сырыми кулачками
Для обеспечения точности центрования и перпендикулярности поверхностей обычно используют так называемые сырые кулачки, которые растачиваются точно по диаметру закрепляемой детали. К таким кулачкам относятся сборные кулачки к токарному патрону. Кулачки состоят из термообработанного основания (рейки), в которое запрессован цилиндрический штифт с резьбой. На основание кулачка с помощью винтов 3 крепятся накладки 2 цилиндрической, шестиугольной, прямоугольной или другой формы.
В «сырых» кулачках можно закреплять детали, на наружной окончательно обработанной поверхности которых не допускаются следы зажима кулачков, а также проводить обработку тонкостенных втулок. В последнем случае необходимо расточить кулачки так, чтобы они на 90—95% охватывали поверхность обрабатываемой детали.
«Сырые» кулачки очень эффективны при креплении в патроне той части детали, на которой нарезана резьба. В этом случае в кулачках нарезают соответствующую резьбу и завинчивают подлежащую обработке деталь в эту резьбу, а затем дополнительно зажимают кулачками.
Тип используемого в патроне привода
Патрон может иметь ручной привод и механизированный привод.
- Ручной привод — деталь зажимается в патроне человеком, обычно с помощью ключа;
- Механизированный привод — автоматизирует процесс зажима-разжима заготовки с заданным усилием.
- Пневматический привод — применяется, в основном, на токарных автоматах
- Гидравлический привод — гидравлические патроны чаще используются на станках с диаметром патрона больше 200 мм.
- Электромеханический привод
Если деталь в патроне зажимается вручную, то это патрон с ручным приводом и используются он в универсальных станках в условиях индивидуального и мелкосерийного производства.
Патроны с механизированным приводом обеспечивают хорошую производительность станка (большая скорость зажима и разжима) и используются в условиях серийного производства.
Конструкция зажимного механизма токарных патронов
Токарные патроны имеют различные конструкции механизма зажима кулачков:
- Поводковый патрон — самый простой тип патрона. Предназначен для обработки деталей в центрах
- Спиральный самоцентрирующий кулачковый патрон — наиболее распостраненный тип конструкции — обычно это 2-х, 3-х, 6-и кулачковые патроны. Центральная деталь патрона — спиральный диск. Центрирование происходит одновременно с закреплением;
- Патрон с независимым перемещением кулачков — обычно это 4-х кулачковые патроны. Удобны для закрепления заготовок с нецилиндрической формой, либо когда ось цилиндрической поверхности, что обрабатывается, не совпадает с осью крепления;
- Рычажный патрон — крепление заготовки в рычажном токарном патроне происходит от гидропривода, который перемещает тягу с муфтой. Рычажные патроны могут быть использованы в мелкосерийном производстве;
- Клинореечный патрон — закрепление заготовки происходит при помощи пневматического или гидравлического привода. Клиновые патроны демонстрируют высокую точность центрирования заготовки, нежели патроны рычажные;
- Цанговый патрон — для зажима прутковой заготовки относительно небольшого диаметра. Преимущества перед прочими зажимными устройствами – радиальные биения детали, которая закреплена в цанге настолько незначительные, что ими спокойно можно пренебречь. Цанги бывают подающими и зажимными;
- Сверлильный патрон — используется для фиксации в сверлильных станках сверл и других рабочих инструментов;
- Мембранный патрон — мембранный патрон обеспечивает самую высокую точность центрирования деталей. Упругие мембраны крепятся к фланцу патрона болтами. Подобная мембрана имеет от 3 до 8 кулачков со сменными губками. Большое число кулачков на мембранном токарном патроне способствует центрированию изделия с точностью 0,05 миллиметров и выше;
- Термопатрон — термопатроны используются для тех же целей, что и цанговые патроны. Отличие кроется в методике зажима инструмента: в термопатронах применяется для этого горячая посадка;
- Гидропатрон — гидропатрон представляет собой альтернативу термопатрону. Зажим инструмента в гидропатроне совершается благодаря давлению жидкости;
- Эксцентриковый патрон — 3-х кулачковые эксцентриковые патроны применяются в крупносерийном производстве. Обладают высокой точностью и силой зажима. Переналаживаются на зажим другой детали сравнительно просто – перестановкой насадных кулачков.
Способ крепления патронов на шпинделе токарного станка
Способ крепления патрона на шпинделе зависит от типа конца шпинделя и его исполнения. Всего существует 4 вида концов шпинделей с множеством типоразмеров и исполений. (Смотрите врезку: Разновидности передних концов шпинделей токарных станков).
Токарные патроны имеют три типа крепления по ГОСТ 2675-80 и один тип по ГОСТ 26651:
- ГОСТ 2675-80 Тип 1 — Цилиндрическая посадка. Патрон устанавливается на шпинделе через промежуточный фланец (по ГОСТ 3889). Патрон центрируется на промежуточном фланце через цилиндический центрирующий поясок. Промежуточный фланец либо навинчивается на резьбу шпинделя (Исполнение 1 промежуточного фланца), либо устанавливается на центрирующий конус фланца шпинделя;
- ГОСТ 2675-80 Тип 2 — Посадка на конус фланца шпинделя. Патрон устанавливается на центрирующиий конус фланца шпинделя и крепится винтами сквозь корпус патрон в торец фланца шпинделя (тип А) (ГОСТ 12595);
- ГОСТ 2675-80 Тип 3 — Посадка на конус фланца шпинделя. Патрон устанавливается на центрирующиий конус фланца шпинделя и крепится через поворотную шайбу (ГОСТ 12593);
- ГОСТ 26651 — Посадка на конус фланца шпинделя. Патрон устанавливается на центрирующиий конус фланца шпинделя и крепится зажимом Кэмлок.
Разновидности передних концов шпинделей токарных станков. Конструкции и размеры
Существует две разновидности передних концов шпинделей:
- Резьбовой конец шпинделя — для того чтобы установить патрон на шпиндель в обязательном порядке необходим промежуточный фланец;
- Фланцевый конец шпинделя — имеет коническую направляющую — центрирующий конус, обеспечивающий более точное центрирование патрона на шпинделе. Патрон может устанавливаться непосредственно на фланцевый конец шпинделя (если патрон имеет центрирующий конус) или через промежуточный фланец по ГОСТ 3889-80 (если патрон имеет центрирующий поясок).
На сегодняшний день действует четыре государственных стандарта регламентирующих конструкцию и размеры передних концов шпинделей.
- ГОСТ 16868 — Концы шпинделей резьбовые (Взамен ОСТ 428)
- ГОСТ 12595 — Концы шпинделей фланцевые типа А и фланцы зажимных устройств
- ГОСТ 12593 — Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств
- ГОСТ 26651 — Концы шпинделей фланцевые типа Кэмлок и зажимные устройства
- ГОСТ 3889 — Фланцы промежуточные к самоцентрирующим патронам.
Передние концы шпинделей токарных станков
Классификации
Условно делятся на две группы:
- Кулачковые. Подвижные сегменты (кулачки), производят фиксацию детали. Отличаются друг от друга конструкцией и назначением.
- Цанговые. В зависимости от принятия рабочего положения цанги, закрепляющей деталь в нужном положении, токарные патроны этого типа различают:
- с выдвижной цангой;
- неподвижной цангой;
- втягиваемой цангой.
Двухкулачковый
Самоцентрирующиеся двухкулачковые патроны. Все детали изделия производятся из стали, подвижные части подвергаются термообработке, что увеличивает их прочностные характеристики и износостойкость.
Обеспечивают самоцентрирование и фиксацию необработанных поверхностей заготовок. Размеры рабочего диаметра патрона стандартизированы и варьируются от 125 до 400 мм.
Применяется патрон для крепления:
- сложных фасонных деталей;
- нецилиндрических и несимметричных заготовок.
Трехкулачковый
Механизм фиксации 3-кулачкового патрона производится:
- с реечным механизмом;
- со спиральным диском.
Реечный
Точнее, патрона со спиральным диском, имеет более мощный зажим заготовки. Может применяться в мелкосерийном или штучном производстве.
Четырехкулачковый
Четырехкулачковый патрон применяется при обработке несимметричных заготовок. Позволяет проточить деталь вне центра или при расточке отверстий по разным осям.
Изделие крепится двумя парами независимых держателей во взаимоперпендикулярных плоскостях и обеспечивает полное совпадение оси шпинделя с обрабатываемой поверхностью.
Кулачок может быть цельным или сборным. Патрон со сборным кулачком имеет основание и насадной кулачок. Сборный кулачок размещен в пазе основного элемента и имеет свободное радиальное перемещение без потери устойчивости.
Этим обеспечивается двойное шпоночное крепление. Преимущество конструкции в жесткости фиксации и простоте применения.
Шестикулачковый
Усилие фиксации распределяется между шестью кулачками, что позволяет крепить тонкостенную деталь без опасений её разрушения или деформирования.
ГОСТ 2675—80 Патроны самоцентрирующие спирально-реечные трехкулачковые
ГОСТ 2675—80 Патроны самоцентрирующие спиральные трехкулачковые
ГОСТ 2675—80 Патроны самоцентрирующие спиральные трехкулачковые
Стандарт распространяется на самоцентрирующие спирально-реечные трехкулачковые токарные патроны, устанавливаемые на шпиндели станков через переходные фланцы и непосредственно на фланцевые концы шпинделей.
Всего стандарт предусматривает десять типоразмеров токарных патронов: 80, 100, 125, 160, 200, 250, 315, 400, 500, 630 мм.
По способу установки на шпиндели токарные патроны должны изготавливаться следующих 3-х типов:
- Тип 1 — с цилиндрическим, пояском и с креплением через промежуточный фланец по ГОСТ 3889;
- Тип 2 — с креплением на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593;
- Тип 3 — с креплением на фланцевые концы шпинделей по ГОСТ 12595.
- Десять типоразмеров — : 80, 100, 125, 160, 200, 250, 315, 400, 500, 630 мм;
- Исполнение 1 — с цельными кулачками;
- Исполнение 2 — со сборными кулачками;
- Класс точности — Н – нормальный ; П – повышенный ; В – высокий; А – особо высокий;
Патрон самоцентрирующий трехкулачковый. Тип 1 — с цилиндрическим, пояском и с креплением через промежуточный фланец по ГОСТ 3889
ГОСТ 2675—80 Патрон самоцентрирующий трехкулачковый. Тип 1 — с цилиндрическим, пояском
Патрон самоцентрирующий трехкулачковый. Тип 3 — установка на конус шпинделя, крепится винтами сквозь корпус патрона в торец фланца шпинделя по ГОСТ 12595
ГОСТ 2675—80 Патрон самоцентрирующий трехкулачковый. Тип 3 — установка на конус шпинделя
Концы шпинделей фланцевые типа Кэмлок ГОСТ 26651
Концы шпинделей фланцевые типа Кэмлок ГОСТ 26651-85 (DIN 55029, ИСО 702/II-75) Станки металлорежущие. Концы шпинделей фланцевые типа Кэмлок и зажимные устройства.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом типа Кэмлок (Camlock) для токарных станков и зажимные устройства, устанавливаемые на концы шпинделей. Стандарт полностью соответствует СТ СЭВ 4853-84 и ИСО 702/II-75.
Крепление патрона на фланцевый конец шпинделя типа Кэмлок
Фланцевые концы шпинделей типа Кэмлок с посадкой на конус 1:4 предусмотрены восьми условных размеров (3, 4, 5, 6, 8, 11, 15, 20).
Эксцентриковые зажимы Кэмлок существенно ускоряют установку токарного патрона, поэтому устанавливаются там, где требуется частая смена патрона.
Единая система обозначения токарных патронов
Шифр патрона состоит из 8 цифр и буквы, указывающий класс точности изделия. Воспользовавшись соответствующей таблицей по такой маркировке можно определить:
- Количество кулачков в патроне
- Диаметр патрона
- Основные размеры патрона
- Вид крепления на конце шпинделя
- Исполнение кулачков
- Класс точности патрона Н, П, В, А
Пример условного обозначения патрона типа 1, диаметром 200 мм, с цельными кулачками, класса точности Н:
Патрон 7100-0007 ГОСТ 2675—80
То же, патрона типа 2 диаметром 200 мм, устанавливаемого на шпиндель с условным размером 5, со сборными кулачками, класса точности П:
Патрон 7100—0032—П ГОСТ 2675—80
Маркировка польских токарных патронов Bison—Bial типа «СТ», производимых по ГОСТ 2675-80
Патрон токарный СТ 250-ПФ6
- [CT] — тип патрона, трехкулачковый самоцентрирующийся стальной токарный патрон
- [250] — наружный диаметр патрона
- [П] — класс точности Н, П, В, А
- [Ф6] — тип посадки
- Ф — посадка на промежуточный фланец (DIN 6350, ГОСТ 3889-80) – после буквы Ф ничего не указывается
- Ф6 — посадка на конус шпинделя (DIN 55027, ГОСТ 12593) – после буквы Ф указывается номер конуса
- Ф95 — посадка на конус шпинделя, сквозное крепление (DIN 55026, ГОСТ 12595) – добавляется число 95
Спиральные патроны
Патрон спиральный самоцентрирующий трехкулачковый
Трехкулачковый патрон получил наибольшее распространение. Причина высокой популярности — быстрота крепления деталей, что особенно важно в мелкосерийном производстве, где смена заготовок происходит весьма часто.
В отличие от патронов клинореечного типа, этот патрон не требует времени на переналадку, когда устанавливается заготовка другого размера. Центрирование патрона может выполняться цилиндрическим пояском или конусом.
Патрон представляет массивную планшайбу, в которой прорезаны радиальные пазы. В них перемещаются три кулачка, приводимые в действие конической зубчатой передачей, которая смонтирована внутри планшайбы. Одно из колец снабжено торцевой резьбой, называемой спиралью Архимеда, при помощи которой его можно вращать ключом. При вращении этой спирали происходит одновременное перемещение всех кулачков.
Патрон, показанный на рис. 12, состоит из корпуса 1 с привернутым к нему фланцем (фланец на чертеже не показан). В корпус патрона помещен спиральный диск — улитка 4, на одном торце которого нарезаны зубцы, а на другом архимедова спираль. С зубцами диска сцепляются три конические шестерни 5, вмонтированные в корпус патрона, а в зацепление со спиралью входят зубцы кулачков 2. При вращении улитки 4 кулачки перемещаются в радиальных пазах корпуса.
Спиральные патроны просты по конструкции, обеспечивают большой диапазон зажима, удобны в управлении (зажим возможен с помощью любой из трех шестерен) и обладают сравнительно высоким коэффициентом полезного действия. Однако эти патроны имеют ряд существенных недостатков. Ввиду того, что радиусы кривизны на разных участках спирали различны, прилегание зубьев кулачков происходит не по всей ширине последних, а по линиям (узким площадкам), как это показано в позиции а. При этом неизбежны высокие удельные давления, требующие высокой твердости соприкасающихся поверхностей. При закалке улитки до высокой твердости начальная точность патрона вследствие коробления понижается. Обычно улитка подвергается только улучшению, не обеспечивающему высокую твердость, поэтому в эксплуатации патрон быстро теряет начальную точность и требует частой проверки и подшлифовки кулачков. Грязь и мелкая стружка, попадающие в патрон, затягиваются в клиновидные зазоры между зубьями кулачков и спиралью и в свою очередь ускоряют износ.
Кулачки патронов применяются цельными и сборными, состоящими из основания 2 и насадного кулачка 3. Конструкция кулачков позволяет зажимать обрабатываемые детали как за наружные, так и за внутренние поверхности.
Видео: Патрон спиральный самоцентрирующий трехкулачковый
Общие понятия
Патрон является одной из главных элементов токарного оборудования. Именно за счёт него производится крепление (установка) будущей заготовки. Крепится он на переднюю бабку с коробкой скоростей. Механизм патрона заключается в кулачковом устройстве.
Предназначение
Именно такая часть станка имеет самую важную миссию в любой обработке заготовки. За счёт кулачкового механизма, который расположен внутри самого патрона, заготовка зажимается и центрируется. Происходит это за счёт одновременного сужения кулачков вокруг плоскости заготовочной детали. После зажатия заготовки производится зажатие заготовки пинолем, расположенным на задней бабке. Когда эти действия сделаны, запускается станок и осуществляется вращение детали, которую можно обрабатывать.
Разновидность
В наше время различают токарные патроны по наличию крепёжных элементов (кулачков). Этих видов всего три:
Двух кулачковые
Такие патроны способны закреплять в себе сложные, несимметричные и фасонные детали. В таких патронах есть возможность закреплять не подверженные обработке поверхности. Применяются они при маленьком производстве, а также в серийном.
Трёх кулачковые
Такой вид оснащения является самым распространённым и применяется во всех работах. Позволяет обработать круглые и шестигранные детали. В таком виде патрона используют три разных кулачка. В не зависимости от этого производится центрирование заготовки вместе с зажиманием всех трёх кулачков.
Четырёх кулачковые
Такой вид применяется для обработки заготовок прямоугольной формы. Здесь, на каждый кулачок, размещён отдельный механический узел, который делает независимыми все кулачки.
Но разновидности патронов не заканчиваются тремя видами. Их также разделяют по механизму фиксации заготовки:
Цанговые
Состоят из втулки с прорезями, в которой расположены лепестки (различные модификации включают от 3 до 6 лепестков). Эти лепестки выполняют роль кулачков.
Клиновые
Такая разновидность оснастки используется в основном на станках с числовым программным управлением. Крепление заготовки производится с помощью 3-х кулачков, которые располагаются на пологом шпинделе.
Рычажные
В данных патронах расположены ползуны, с помощью которых передвигаются кулачки путём усилия рычагом. Такой вид используется при мало серийном производстве, а также для обработки единичной заготовки.
Мембранный вид
В данном случае используется пневмопривод, с помощью которого производится сжатие мембраны. Такой вид используется только при тонкой обработке, для снятия тоненького слоя стружки.
Сверлильные
Такие патроны схожи по принципу с патронами для ручных дрелей. При закручивании гайки, специальным ключом, кулачки плавно выдавливаются. За счёт такого действия происходит зажатие детали, либо инструмента.
Термопатрон
Этот вид приспособления очень неудобен в своей эксплуатации. Связано это с тем, что при креплении заготовки, производится термическое нагревание самого патрона, такие же действия производятся при снятии инструмента.
Гидропатрон
Аналогичный принцип действия, как в термопатроне. Зажатие детали производится за счёт жидкости, которая под давлением сдавливает кулачки. За счёт жидкостного содержимого в патроне, производится дополнительное гашение вибраций, которые возникают при работе.
Конструкция
Конструкция кулачкового токарного патрона
Рассмотрим элементы конструкции, из которых состоит сам токарный патрон:
Применяется для осуществления действий по зажиманию детали.
Пружина
Позволяет за счёт ключа совершить те или иные действия по зажиманию детали и наоборот.
Втулка
Производит свободный проход ключа.
Стопор
Предотвращает откручивание детали во время работы станка.
Фланцы промежуточные к самоцентрирующим патронам
Перед применением токарный патрон необходимо установить и закрепить на переднем конце шпинделя, но учитывая разницу конструкции и размеров посадочных мест токарных патронов и шпинделей не всегда можно закрепить патрон непосредственно на переднем конце шпинделя, например:
- Если патрон имеет центрирующий поясок (уступ), то для его установки на шпиндель обязательно требуется промежуточный (переходной) фланец, независимо от типа конца шпинделя
- Если патрон имеет центрирующий конус, но размер конуса не совпадает с размером центрирующего конуса конца шпинделя, также требуется промежуточный (переходной) фланец
- Если конец шпинделя заканчивается резьбой, то для установки на него любого патрона обязательно требуется промежуточный (переходной) фланец
ГОСТ 3889-80 (DIN 6350) Фланцы промежуточные к самоцентрирующим патронам
Настоящий стандарт распространяется на промежуточные фланцы, предназначенные для установки на концы шпинделей металлорежущих станков самоцентрирующих патронов общего назначения.
Промежуточные фланцы (их называют еще План-шайбы) необходим для центрирования и крепления патронов с центрирующим пояском (ГОСТ 2675 тип 1) на любой из 4-х типов концов шпинделей токарных станков.
ГОСТ 3889-80 Фланцы должны изготавливаться исполнений:
- Исполнение 1 — устанавливаемое на резьбовые концы шпинделей по ГОСТ 16868;
- Исполнение 2 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12593 под поворотную шайбу;
- Исполнение 3 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 1;
- Исполнение 4 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 3.
ГОСТ 3889 Исполнение 1. Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
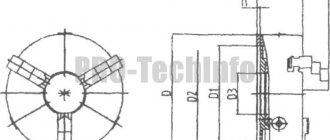
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на центрирующий поясок — цилиндр диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок — ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Процесс установки токарного патрона состоит из следующих этапов:
- Промежуточный фланец навинчивается на резьбу шпинделя до упора. Отверстие во фланце должно плотно садиться на поясок шпинделя
- Закручиваются винты запорного устройства против самоотвинчивания
- Проверяется биение центрирующего пояска на фланце (D1) и опорной торцевой поверхности со стороны патрона
- На центрирующий поясок (D1) устанавливается патрон и крепится болтами
- Проверяется радиальное и торцевое биение патрона
Пример: фланец промежуточный к токарному станку ТВ-4
Фланец промежуточный к токарному станку ТВ-4
Пример условного обозначения фланца исполнения 1, диаметром 100 мм:
Фланец 7081-0592 ГОСТ 3889-80
Пример условного обозначения фланца исполнения 1, диаметром 125 мм:
Фланец 7081-0593 ГОСТ 3889-80
Фланец промежуточный к токарному станку с резьбовым концом шпинделя
ГОСТ 3889-80 Исполнение 2. Фланцы промежуточные под фланцевые концы шпинделей под поворотную шайбу (ГОСТ 12593)
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
ГОСТ 3889-80 Исполнение 3. Фланцы промежуточные под фланцевые концы шпинделей исполнения 1 по ГОСТ 12595
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1
Видео обзоры
Видео обзор установки на станок:
Видео обзор, разборка, чистка, полировка:
Видео обзор токарного патрона из дерева:
Видео обзор самодельного, токарного патрона из дерева (дешёвый вариант):
Установка патрона на токарный станок может осуществляться несколькими методами, все зависит от конкретной вида этого элемента, с которым вы будете иметь дело.
Существует два вида крепления патрона на шпинделе токарного станка:
Резьбовое крепление применяется на малых станках с легкими видами патронов, фланцевое на средних и тяжёлых станках.
Если он лёгкий, достаточно легко устанавливается на станке без посторонней помощи, то тяжёлые (более 20 кг) устанавливаются при помощи вспомогательных подъёмных механизмов, или в паре с напарником. Рассмотрим порядок установки на токарный станок именно тяжелого патрона с фланцевым креплением.
Для установки тяжелого патрона необходимо подготовить два приспособления для монтажа.
- монтажная подставка;
- направляющая.
Монтажная подставка изготавливается из доски толщиной приблизительно 50 мм. Ширина равная 1,5 ширины устанавливаемого патрона, длина подставки L- соответствует ширине станины- B и радиусу -D.
К низу подставки крепятся брусочки. Через вертикальные сквозные отверстия, подставка болтами крепится к подвижному люнету суппорта станка. Подгонка подставки по высоте осуществляется толщиной брусков.
Между подогнанной до упора люнеттой с прикрепленной к ней подставкой и ещё установленным на станке патроном, зазор должен составлять 1-3 мм.
Направляющая представляет из себя цилиндрический вал диаметром 25-40 мм., с хвостовиком в виде конуса морзе не менее третьего номера. Длина цилиндрической части направляющей, равная 1,5-2,0 ширины устанавливаемого патрона.