Виды сварочных полуавтоматов
Такое оборудование стоит недешево, поэтому следует правильно разобраться, какие бывают типы полуавтоматов и выбрать подходящий аппарат:
- По методу защищенности сварочных швов, которые создаются:
- сварка под слоем флюса – используются редко;
- сварка в защитных газах – самый распространенный вид;
- сварка с использованием порошковой проволоки – применяются вместе с защитными газами.
- По источнику питания:
- трансформаторный – имеют большой размер и массу, используется в стационарных местах работы;
- выпрямительный – достаточно крупные по размеру, потребляют много энергии, в основном применяются в стационарных условиях работы;
- инверторный – небольшие по размеру и весу, требуют немного мощности от источника питания, используются в быту, в домашних условиях.
- По количеству компонентов:
- однокорпусные – все необходимые детали располагаются в одном блоке;
- двухкорпусные – две части корпуса, в которых находятся нужные составляющие. В одной части содержится механизм подачи проволоки, сварочная горелка и пульт управления, в другой – источник сварочного тока, монитор управления и пускорегулирующая аппаратура.
- По способу перемещения на рабочем месте:
- стационарные – в основном, применяются на средних и крупных серийных производствах для сварки специализированных постов;
- передвижные – используются в домашних условиях, могут легко переноситься или перемещаться на колесиках.
- По способу подключения к электрической сети:
- однофазные – включаются в самую простую бытовую электрическую розетку;
- трёхфазные – подключаются с помощью специальных электрических разъёмов.
- По методу подводки электродной проволоки:
- толкающего типа – привод подачи выталкивает проволоку в устье сварочной горелки;
- тянущего типа – проволока тянется с катушки поверхности оборудования с помощью привода подачи, который находится в ручке горелки;
- тянуще-толкающего типа – совмещает в себе оба типа подачи проволоки.
- По числу роликов, которые доставляют проволоку:
- одна пара;
- две пары.
- По форме сварочного тока:
- постоянный;
- пульсирующий;
- импульсивный.
- По полярности подключения:
- прямая полярность – минус на электроде;
- обратная полярность – плюс на электроде.
Качество и скорость необходимой работы будет напрямую зависеть от правильно выбранного сварочного полуавтомата.
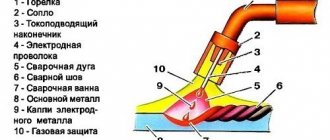
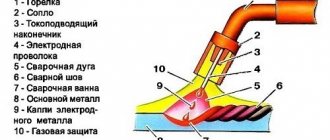
Устройство полуавтомата
Полуавтоматическая дуговая сварка осуществляет качественное сваривание изделий из черного и цветного металла. Она подходит даже для ржавого и оцинкованного металла. А вот при сваривании компонентов из сложно свариваемых материалов рекомендуется использовать медную и алюминиевую проволоку. Применение данных элементов обеспечивает образование прочного и крепкого шва.
Для сварки требуется полуавтоматическое сварное оборудование. И перед тем как приступать к процессу стоит рассмотреть важные особенности устройства аппарата.
Чтобы понять, какой нужен сварочный полуавтомат, необходимо изучить его устройство. Конструкция прибора включает следующие компоненты:
- основной блок. Это важный элемент устройства оборудования, он отвечает за подачу питания к электродной проволоке;
- сварочный рукав или шланг;
- горелку, внутри которой имеется проволока;
- наконечник токопроводящего вида;
- систему для подачи защитного газа.
Для проведения работ используется механический агрегат, в устройстве которого предусмотрена катушка с проволокой, именно она выполняет функции плавящегося электрода. Дополнительно предусмотрен механизм, который осуществляет автоматическую подачу катушки. Силу тока и скоростные показатели для подачи электрода сварщик подбирает на оборудовании самостоятельно, данные параметры зависят от вида сплавляемого металла, от скорости передвижения горелки.
Имеется много видов аппаратов, которые используются для сварочного процесса. Для их упорядочивания применяются различные классификации. В зависимости от способа защиты материала при сварочных работах выделяют следующие типы:
- сварка металла полуавтоматом под слоем флюсов. Флюс является порошкообразным составом, который присутствует в сердцевине рабочей проволоки. По химическим качествам он похода на обмазывающий состав для электрода;
- сварка на полуавтомате с использованием инертных и активных газовых смесей.
В зависимости от способа подачи электродной проволоки сварочное оборудование разделяют на:
- Стационарное. Приборы зафиксированы на подставке или специальной консоли.
- Переносное. Оборудование имеет вид переносимой тумбы.
- Передвижное. Это специальная тележка, которая предназначена для перемещения в пределах помещения.
Характеристики сварочного полуавтомата
Сварочный полуавтомат изготовлен для выполнения сварки по дуге с использованием электрода в защитной среде. При помощи такой сварки возможно сделать ювелирную работу очень тонких металлов. Защита от ржавчины и качество шва с таким оборудованием увеличивается в несколько раз, а продуктивность работы возрастает.
В комплект одного хорошего сварочного аппарата должны входить:
- источник тока для сварки – выпрямитель или инвертор;
- механизм, подающий сварочную проволоку;
- сварочная горелка;
- провода и кабели, которые нужны для подключения к электрической сети;
- пакет сварочных кабелей – с держателем и с зажимом;
- рукав для присоединения защитного газа к источнику;
- баллон с газом для защиты – углекислый газ, аргон или гелий;
- терминал для управления оборудованием с регулирующей и контрольной аппаратурой.
Комплект сварочного полуавтомата
Самыми важными характеристиками сварочного полуавтомата являются:
- Максимальный ток. Этот параметр оказывает воздействие на диаметр применяемой проволоки и максимальную толщину свариваемого металла. В техническом документе изготовитель указывает необходимый ток для работы с каким-либо материалом.
- Параметры сети. В зависимости от напряжения можно использовать более мощные аппараты с дополнительными возможностями и функциями. Для обычного пользования дома достаточно напряжения 220 В.
- Продолжительность включения. Эта характеристика показывает сколько может работать сварочный полуавтомат беспрерывно. Чем выше этот параметр, тем дольше может работать аппарат. Для бытовых условий хватает 30%, а для профессиональных моделей – не менее 60%.
Схема сварочного полуавтомата
Производительность оборудования полностью соответствует потребляемой мощности. Величина напряжения холостого хода является различной на моделях сварочного полуавтомата. Диапазон выходного тока для всех режимов указывается отдельно. Масса аппарата и его размеры не сильно влияют на устройство.
Преимущества и недостатки
Сформулируем основные положительные свойства, которыми обладает сварочный инвертор полуавтомат, делающие выбор в пользу такого аппарата более предпочтительным.
Возможность создавать высококачественные соединения, в том числе материалов, обычно плохо поддающихся сварке. Это преимущество обусловлено использованием специфической технологии, заключающейся в применении специальных газов, формирующих защитную микросреду в сварочной зоне.- Возможность сваривать тонколистовой металл. Таким свойством полуавтомат обладает в силу того, что благодаря защитной среде и возможности применения тонкой (до 1 мм) сварочной проволоки, можно работать с малыми токами сварки. Такой режим недоступен при использовании штучного электрода, либо требует от сварщика высочайшего мастерства.
- Малый нагрев деталей при сварке. Данное качество обусловлено применением тонкой сварочной проволоки, благодаря чему зона горения дуги локализуется более узко, общая энергия дуги, и, следовательно, количество выделяемого тепла, уменьшается. Это очень важно при работе с тонколистовым материалом, неравномерный нагрев которого может привести к его короблению. При кузовном ремонте автотранспортной техники, малый нагрев обеспечивает сохранность лакокрасочного покрытия прилегающих к месту сварки деталей.
- Способность длительно работать в режиме сварки без гашения дуги. Это свойство особенно важно в условиях промышленного использования. При сварке ответственных крупногабаритных деталей, длинные сварные швы можно выполнять за одну проходку, благодаря наличию «бесконечного» электрода в виде сварочной проволоки.
- Простота использования. Настройка полуавтомата на нужный режим работы, обеспечивает дальнейшую устойчивость, не зависящую от квалификации сварщика. Это позволяет успешно работать с полуавтоматом даже новичкам.
Сварочный полуавтомат с газом
Сварка разнообразных изделий из меди, титана или стали сварочным аппаратом представляет собой процесс совмещения частей металла с помощью подачи проволоки к месту соединения. Вместе с этим процессом подаётся защитный газ. Этот газ гарантирует, что воздух не повлияет негативно на нагретый и расплавленный металл.
Сварка с использованием защитного газа не требует дополнительной покупки дорогостоящего оборудования. Ещё большим преимуществом является то, что работы с углекислым газом можно делать в любых местах без установки специального источника энергии.
При сварке с газом можно легко изменять мощность пламени для соединения разных материалов, отличающихся температурой плавления. Чугун, медь, свинец и латунь намного лучше, быстрее и крепче свариваются этим типом сварки. При соблюдении всех правил и инструкций швы получаются самыми качественными.
Данным видом сварки можно не только сваривать, но и резать, закалять разный металл. Сваривание может происходить в среде аргона, углекислого газа или другого инертного газа. Специальная проволока для сварки с газом содержит в себе марганец и кремний, которые защищают от негативного воздействия внешней среды.
Экономить время с такой сваркой просто, потому что электроды менять не нужно и швы после сварки не требуется очищать. При использовании чистого углекислого газа шов получится с чешуйчатым рельефом, а при добавлении аргона шов будет гладкий и ровный.
Режимы работы MIG, MAG, MMA, TIG
На современном этапе создано множество методов сваривания. Больше всего известны способы mig, mag, tig, и mma сваривания. Данные условные обозначения отличаются с учётом разновидности газа, защищающего конструкцию от окисления.
Сварка МИГ – мировое определение металлов в среде инертного газа. МИГ – Металл Инертный Газ указывает на применение аргона. Газ поступает от баллонов по трубам большого давления в горелку
Технология сварки МИГ
Технологией МИГ возможно сварить наиболее сложные группы металлов в сварной деятельности.
MAG сварка – мировое обозначение сварки в среде активного газа. В подобной технологии применяется углекислый газ. У активных газов задача аналогична инертным газам, – защита кислорода.
MMA или РДГ – ручная дуговая сварка расплавляющимся проводником считается вспомогательной функцией оборудования. Проводник, плавясь, попадает в сварную чашу, появившуюся по итогам плавления краев заготовок. Покрытие также плавится и обеспечивает защитный слой сверху чаши.
TIG-полуавтоматическое сваривание расплавляющимся проводником в аргоновой среде, считается дополнением в более дорогих полуавтоматах. Электрод имеет постоянную длину, что способствует упрощенному свариванию, а исключение других примесей обеспечивают качественные швы.
Сварочный полуавтомат без газа
Сваривание таким способом происходит с использованием проволоки-флюса, в которой располагается специальный порошок для сварки. По внешним признакам сварка с газом и без газа похожи из-за сгорания флюса с образованием облака из газа.
Основным преимуществом такого типа сваривания является отсутствие баллонов, которые находятся под давлением газа. Проволока для работы может быть из любого материала, всё зависит от свариваемого металла. После наложения одного шва необходимо сделать ещё один сверху, потому что из-за флюса может попасть шлак на шов. После этого может потребоваться дополнительная обработка.
Сварочный полуавтомат без газа
Работать с такой сваркой немного сложнее: подавать проволоку в область сварки следует с усилием, а на протяжении всей работы требуется следить за изгибами шлангов, полярностью и фазой операции.
Как работает полуавтомат
Чтобы понять, как работает полуавтоматическая сварка стоит рассмотреть принцип работы оборудования. Во время обработки на область свариваемого участка непрерывно подается электродная проволока. По этой причине сварщик не должен постоянно устанавливать новые электроды.
Во время сварки производится нагревание и деформирование свариваемых изделий. Между металлическим элементом и электродом, который находится под напряжением, в газовой смеси образуется электрический разряд. Качественные характеристики соединения повышаются благодаря применению инертного газа, именно он предотвращает появление окислов.
Стоит отметить! Технология полуавтоматической сварки получила это название, потому что подача проволоки производится автоматически, а контроль подачи и сварочный процесс производится сварщиком вручную.
Среди основных особенностей работы полуавтомата можно выделить:
- У полуавтоматического оборудования предусмотрено два полюса — с положительным и отрицательным зарядом. Полярность подключения подбирается в соответствии с металлом, который сваривается. Один зажим прикрепляется к свариваемому изделию, другой подается к скользящему контакту горелки.
- Параметры силы тока выбирается согласно характеристикам материала, который применяется для сваривания.
- Для подбора оптимальных показателей силы тока сварщики применяют специальные таблицы, следуют рекомендациям изготовителя сварочного оборудования.
- Скоростные показатели подачи задаются с помощью коробки передач или шестерни.
- Газовое полуавтоматическое оборудование предназначено для работы с инертным или углекислым газом. Для проведения сварочных работ подается сварочная проволока для полуавтоматического прибора, которая имеет в составе магний и кремний. Постепенно происходит ее расплавление и последующая подача на свариваемую область.
- Вместе с проволокой подается газ, который обеспечивает защиту металлическому изделию и электроду от отрицательного влияния кислорода.
- При применении аппаратуры для флюсовой проволоки газ не требуется. При проведении сварки полуавтоматом без газа происходит сгорание флюса и образование газа, именно он нейтрализует отрицательное воздействие воздуха.
Сварочный полуавтомат для дома
Для выбора сварочного полуавтомата необходимо определиться, как будет использоваться это устройство. Приобретать профессиональное дорогое оборудование для дома не имеет никакого смысла, поэтому следует остановиться на бытовых и полупрофессиональных. Бытовые аппараты отлично подойдут для однотипных и простых работ с одинаковыми металлами. Второй тип полуавтоматов хорошо впишется людям, которые проводят операции с разными по структуре и толщине материалами.
Большое значение имеет сварочный ток. Необходимо сразу определиться с какой толщиной металла придется работать. Соотношение силы тока и толщины:
- до 50 А – 1,5 мм;
- до 80 А – 2 мм;
- до 130 А – 3 мм;
- до 160 А – 4 мм;
- до 180 А – 5 мм.
Это средние величины, точное значение нужно узнавать по конкретному металлу. Требуется учитывать, что устройство не должно работать на максимальной мощности, потому что может быстро выйти из строя. Лучше всего брать сварочный полуавтомат с небольшим запасом. Если швы требуются аккуратные, то при выборе аппарата для дома следует обращать внимание на регулирование тока.
Питающее напряжение является одним из важнейших вопросов для сварочных работ. Для домашних операций идеально подойдет оборудование с однофазным подключением. Но очень часто в сети происходят скачки напряжения, из-за которых может выбираться электричество. Поэтому необходимо смотреть на отклонения по номиналу. Если скачки частые, то отклонение должно быть как можно большим.
Если финансы позволяют взять более дорогую модель, то следует брать инверторный полуавтомат. Он обладает дополнительными функциями, регулированием тока и стабильностью дуги.
По каким критериям выбирать подходящий аппарат для себя
Потребитель не всегда знает как подобрать инвертор с длительным периодом службы за небольшую цену. Выделяют важные параметры подбора сварочного агрегата:
- Область применения.
Сварочное оборудование полуавтомат подходит для любых видов деятельности.
Ремонт автомобиля с помощью сварочного полуавтомата
- Внешний вид и размер сварочного шва.
Для внешних работ требуется эстетика сварочного шва. Для других же важна прочность места, обработанного сваркой. Данные показатели становятся главными при окончательном выборе оборудования.
- Тип металла для сваривания.
Отбирая из огромного ассортимента полуавтомат для сварки, следует знать из какого металла изготовлена заготовка, подлежащая свариванию. Проводя кузовной ремонт потребуется сварочник попроще, а для работы с конструкциями из стали понадобится более тяговитая и дорогая модель. Заготовки из алюминия требуют полуавтомат с дополнительной функцией TIG с инертным газом.
- Параметры электрической сети.
Проводя сварные мероприятия в деревне, на территории со старой проводкой, следует помнить о возможных скачках напряжения. Для таких условий выпущены специальные сварочные модели, имеющие большой охват скачков напряжения.
Таблица примерных режимов сварки для углеродистых сталей
Мнение профессионала.
Профессиональные сварочные полуавтоматы— выбор опытных специалистов. Новичкам в сварных работах подойдет прибор попроще, без дополнительных функций.
Сварочный полуавтомат для автомобиля
Для ремонта автомобиля подходит простой сварочный аппарат с напряжением 220 В. Для более углубленной работы с машиной требуется мощный сварочный аппарат с 380 В. В таком случае, сварочный шов получится намного качественнее и прочнее.
Получить ровный шов без брызг поможет устройство со смесью аргона и углекислого газа в соотношении 80 на 20. Выбирать производителя необходимо из ведущих европейских производителей, вложенные средства оправдают себя на много лет.
Продолжительность включения требуется выбирать не менее 50%, а мощность должна быть не менее 150 А. В зависимости от работ следует делать выбор между механической и электрической подачей проволоки.
Отличия полуавтоматов
К главным отличиям сварочных полуавтоматов следует отнести:
- Использование сварочной проволоки вместо штучных электродов;
- Применение защитных газов для формирования среды;
- Наличие автоматического механизма непрерывной подачи проволоки в процессе сварки.
Перечисленные конструктивные особенности обусловливают уникальные возможности, которыми обладают сварочные полуавтоматические аппараты.
Рекомендуем похожие статьи из раздела:
Особенности и критерии выбора сварочных аппаратов Ресанта, преимущества и недостатки, актуальные модели с отзывами.
Стоит ли приобретать сварочные аппараты Кемпи, какими особенностями и преимуществами они обладают, примеры аппаратов фирмы и отзывы потребителей.
Советы по выбору сварочного полуавтомата
Перед приобретением устройства нужно:
- Определить через какую электрическую сеть будет осуществляться работа.
- Выяснить какого вида операции будут осуществляться на этом приборе.
- Изучить как происходит процесс сварки с помощью полуавтомата.
- Обратить внимание на производителя, отзывы о работе с ним.
Качество швов будет в 1,5-2 раза выше, если пользоваться зарубежными приборами. Но их цена превышает стоимость отечественных. Важно определить, что главнее лично для вас.
Основы сварки полуавтоматом
Используя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку. Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде. Тип шва выбирают, отталкиваясь от ГОСТов.
- Порядок проведения подготовительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.
- Убедиться в исправности газового оборудования.
- Сделать шов на пробу, чтобы определить точность настроек.
- Подобрать силу тока и напряжение.
Углекислый газ – сварка для начинающих
Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска. Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов. Поэтому скорость работы увеличивается в разы.
Рекомендуем! Как варить чугун электросваркой. Сварка инвертором
Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух.
Сварка без газа – альтернативный вариант
Используя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто. На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока. Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область.
Как сварить стальное изделие полуавтоматом без газа
Сначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки. Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом. Как только образуется электрическая дуга, мастер приступает к варению.
На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий. Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
Стоимость сварочного полуавтомата
Цена сварочного автомата зависит от многих факторов. Самый простой вариант можно приобрести за 200$. Для дома стоимость самого дорогого устройства будет 400$. А вот профессиональное оборудование для сварки обойдется в 1500-5000$.
Чтобы правильно использовать сварочный полуавтомат необходимо изучить все инструкции и следовать простым правилам безопасности. Для начала следует научиться варить простые элементы, а с опытом переходить на более сложные конструкции.
Как выбрать сварочный полуавтомат: виды, характеристики, стоимость
инструменты как выбрать полуавтомат сварка
Режимы полуавтоматической сварки – теория и практика
Полуавтоматическая сварка предполагает возможность самостоятельно выставить настройки. Человек может менять 4 основных параметра – скорость плавления, высоту шва и подачи проволоки, направление движения электрода. Также, мастера должны уметь регулировать сварочные горелки для полуавтомата. Подбирается режим с учетом толщины металлического листа и ГОСТа. За счет использования газа зона теплового воздействия уменьшается. Поэтому возможно наложение нескольких швов без деформации металла.
Сварщик должен помнить все рабочие параметры наизусть. Выделяют следующие режимы сварки полуавтоматом:
- цикличный – используют короткую дугу
- импульсный
- точечный
- постоянное круговое перемещение металлического листа
- струйное перемещение заготовки
Полезная информация. Если толщина детали более 5 миллиметров, придется производить обработку в несколько шагов.
Для работы в соответствии с требованиями ГОСТ необходим инертный газ – аргон или гелий. Иногда применяются смеси этих двух газов. В противном случае не только снижается качество сварного шва, но и возрастает вероятность получения травм и ожогов работником. Сварка низколегированных сталей осуществляется в среде углекислого газа. Поэтому важно правильно определить необходимый объем баллона и постоянно контролировать поступление газа.
Рекомендуем! Как обозначается сварка на чертежах
Механизм подачи
Для протяжки проволоки предназначен специальный подающий механизм для полуавтомата. Он снижает расход сварочной проволоки. Современные модели оснащаются электронным управлением, поэтому пользоваться ими несложно. В некоторых имеется возможность записывать более пяти программ сварочных режимов. Дорогостоящие модели обычно имеют несколько дополнительных регуляторов. Через канал горелки проволоку протягивают ролики для сварочных полуавтоматов. При этом, расходник подается с заданной сварщиком скоростью. На выбор представлено 3 модификации подающих механизмов:
- Толкающий – используется довольно часто, но имеет ограничения по длине шланга. Неудобен, если нужно сварить детали, расположенные на удалении от источника тока.
- Тянущего действия – возможно подключение длинного шланга.
- Комбинированный – объединяет преимущества предыдущих двух разновидностей.
После выставления режимов полуавтоматической сварки можно переходить к пробному запуску. На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают. Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным.
О тонкостях настройки механизма смотрите в видео: