Данные археологических раскопок, а также исторических хроник подтверждают, что бронзовое литье можно отнести к старинным способам обработки металла. Технологию, требующую виртуозного мастерства при точном соблюдении правил, ремесленники прошлого держали в секрете. Современное литье бронзы представляет собой прочный сплав древних литейных секретов с прогрессивными технологиями, что позволяет любоваться красотой авторских изделий.
С чего начать?
Для организации небольшого собственного дела потребуется приобрести оборудование для литья бронзы. Чтобы обустроить небольшую мастерскую потребуется купить такие устройства и инструменты, как:
- Печь для плавки.
- Тигель.
- Щипцы.
- Горн.
Также потребуется приобрести древесный уголь и металл для плавки. Все материалы и инструменты можно купить в специализированных магазинах или через Интернет. Печь для плавки можно изготовить самостоятельно, но при условии использовании для этой цели материалов устойчивых к высокой температуре.
После того как будет приобретено необходимое оборудование, изготовление художественного литья из бронзы своими руками можно начать незамедлительно, но для получения качественной продукции нужно правильно выполнять все нормы технологического процесса.
Это интересно: Свойства бронзы: цвет, плотность, марки, маркировка, применение
Особенности работы с бронзой в домашних условиях
При литье бронзы в домашних условиях заранее подготавливается помещение с соблюдением техники противопожарной безопасности. Требуется наличие вентиляции.
Для этого используются индукционные или дуговые печи. Также в качестве источника разогрева можно использовать газовую горелку или паяльную лампу. Если устанавливается глиняная печь, то подготавливается горн, уголь и щипцы.
Этапы художественного литья из бронзы
Литая статуэтка из бронзы
Перед началом процесса литья бронзовых изделий производится изготовление литейной формы. Состоит оно из следующих этапов:
- Разрабатываются чертежи на основе сформированной модели.
- По чертежам, изготавливается литейная форма. Для этого используется кварцевый песок или глина. Состоит она из 2 половинок. Внутри формируется полость, в которую будет вестись заливка расплавленных сплавов. Формы бывают одноразовые и многоразовые.
- Для устранения риска разрушения литейной конструкции снаружи формируется опока. Туда устанавливается форма после заливки сплава.
Важным этапом является помещение формы в опоку. Если этого не сделать, под действием внутренних сил материал может не выдержать. Оптимальным вариантом является изготовление опоки из металла. Однако и деревянные изделия при формировании небольших бронзовых отливок тоже хорошо выполняют свою функцию.
После изъятия из формы готовую отливку необходимо доработать. Убрать литники и отливы. Дальнейшей обработкой скульптуры занимаются с целью придания ей декоративности. Вынутая из формы заготовка имеет множество внешних дефектов, которые устраняются с помощь шлифовальной машинки. Последняя операция — чеканка. Расплавленный металл не всегда заполняет все углы полости формы, поэтому часто статуэтка имеет незаконченный вид. С помощью чеканки все эти дефекты устраняются.
Тонкости технологии
Перед тем, как залить металл в форму, он разогревается до расплавленного состояния.
Важным этапом является полнота заполнения сплавом литейной формы. В противном случае образуются дефекты:
- раковины;
- пригары;
- недоливы;
- спаи.
Не всегда расплавленный металл заполняет карманы формы, поэтому полученный рисунок изделия до его доводки имеет нечеткие очертания.
Основные этапы
Чтобы получить качественные литые изделия требуется строгое соблюдение технологической последовательности. Процесс литья выглядит следующим образом:
- Изготовление модели или копии по эскизу, чертежу. Материалы для модели –легко плавящиеся при невысоких температурах: стеарин, парафин, воск и прочие. Способность полного заполнения объема внутреннего пространства в форме сделало эти материалы широко используемыми.
- Примыкание к модели литниковой системы производится приклеиванием, спаиванием или механическим креплением. Таким образом, формируют питатели, каналы, выпоры и другие элементы.
- Изготовление литьевой формы производится из огнеупорной смеси. В основной состав смесей водит глина шамотная или глиноземная и кварцевый песок.
- Освобождение формы от модельного состава производится путем нагревания паром или погружением в нагретую воду.
- Обыкновенно литье бронзы производится свободной заливкой с использованием центробежных машин, избыточного или недостаточного давления (вакуума).
- Охлаждение производится на воздухе или с использованием термостата.
- После остывания, модельная форма разрушается. Производится обрубка литниковой системы. Заготовка отправляется на чистку с помощью промывки или химическими составами.
Открытие крупного предприятия
- Приобретение отражательной печи — оборудование применяется для плавки металла. В качестве топлива могут быть использованы: газ, электричество, дизельное топливо. Примерный расход энергии составляет 30 кВт/ч. Загрузка печи — до 1 т. Производительность отражательной печи составляет до 600 кг/ч.
- Кокильный станок — используется для отливки изделий из бронзы. Для изготовления художественных изделий в промышленных масштабах могут использоваться 2 вида станков:
- Однопозиционный — применяется для изготовления бронзовых предметов, которые не имеют обратных углов. Форма в станках этого типа открывается только в одну сторону.
- Многопозиционный — форма в таких устройствах может открываться в разных направлениях, поэтому такое оборудование больше подходит для отливки сложных бронзовых изделий. Потребляемая мощность станков обоих типов составляет около 2,5 кВт.
- Аренда помещения — является значительной статьёй расходов. Учитывая специфику использования оборудования рекомендуется самостоятельно построить помещение, где будет установлено оборудования для литья.
- Зарплата работникам — На большом предприятии по изготовлению художественных изделий из бронзы не обойтись без привлечения грамотных специалистов, поэтому объём ежемесячных отчислений в фонд заработной платы также будет значительным.
- Регистрация ООО или ИП — перед началом бизнес-деятельности потребуется обязательное оформление необходимых документов. Зарегистрировать предприятие можно за небольшую сумму денег, если заниматься решением этого вопроса самостоятельно, но при легальном способе ведения бизнеса потребуется также выплачивать налог на прибыль и различные социальные отчисления в пенсионный фонд и ОМС.
- Коммунальные расходы — в процессе художественного литья тратится большое количество энергии, поэтому оплата коммунальных расходов завода по изготовлению бронзовых изделий будет исчисляться десятками тысяч рублей в месяц.
- Покупка металла — Приобретение металла для плавки будет основной статьёй расхода в течение всего времени работы предприятия по изготовлению художественных изделий, но следует понимать, что цена расходных материалов будет заложена в окончательную стоимость изделия и при правильно налаженном процессе сбыта, доход от реализации такой продукции также будет значительным. Купить бронзу для литья можно у поставщиков занимающихся реализацией сырья. Возможно приобретение как оптовых партий, так и небольшого объёма металла для домашнего изготовления продукции.
Стоимость комплекта оборудования, состоящего из отражательной печи и кокильного станка составляет около 6 млн. рублей, кроме расходов на приобретение оборудования потребуется также построить или арендовать помещение. Исходя из приблизительных расчётов на открытие крупного предприятия потребуется единовременно затратить не менее 7 млн. рублей. Ежемесячные расходы на поддержание производственного процесса будут также велики и составят не менее 500 000 рублей. Несмотря на высокие издержки полная окупаемость предприятия возможна в течение 2 — 3 лет, но только при условии грамотно разработанной стратегии реализации готовой продукции.
Выбираем оборудование для гибки арматуры.
Какой купить лазерный гравер с ЧПУ?
Технология порошковой покраски своими руками в домашних условиях.
Необходимое оборудование
Приведем список основного оборудования для изготовления фигур из данных материалов.
- Литейная форма. Изготавливается из различных материалов.
- Щипцы, чтобы доставать готовую деталь из формы.
- Тигель для плавления в нем шихты. Материал его создания графит и глина.
- Нагревательное оборудование, печи. Для плавления латуни можно использовать газовую горелку и термостойкую емкость.
- Различные вспомогательные материалы: уголь, горн.
Нужно использовать строгую последовательность технологии. Сначала помещают тигель на печь, затем закладывают в него кусками металл. При полном расплавлении смесь меняет цвет. Затем специальным оборудованием – крючком достают тигель из печи и аккуратно отливают расплав в литьевую форму. После полного остывания деталь извлекают с помощью щипцов и подвергают заключительной обработке.
История и суть технологии
Литье по выплавляемым моделям: технология, преимущества и недостатки
С металлом человечество познакомилось очень давно, но самые ранние попытки получения отливок из него, скорее всего, берут начало в четвёртом тысячелетии до н. э. Такие предположения позволяют делать археологические находки на Ближнем Востоке. Согласно исследованиям, первые формы, заполненные жидким металлом, были простыми углублениями в открытом грунте.
Значительного прогресса в точности и качестве отливок мастерам древности удалось добиться не сразу. Приблизительно вторым-третьим тысячелетием до нашей эры датируются первые сохранившиеся артефакты, которые можно отнести к скульптурному жанру. В этот период литьё становится не только предметом ремесла, но и способом создания произведений искусства высокого уровня.
Суть технологии заключается в свойстве расплавленного металла (как и любой другой жидкости) заполнять сосуд, в который его вылили. После остывания готовая отливка становится точной геометрической копией пустот в ёмкости. Основные этапы упрощённо выглядят так:
- Изготовление скульптором оригинальной модели из пластичных неметаллических материалов.
- Приготовление материалов для формования, создание литейной формы по оригиналу.
- Плавление металла, заливка его в форму, остывание.
- Освобождение готового изделия от формы, очистка и механическая обработка.
Обзор литейных моделей
Перед тем как приступить к литью готового изделия, нужно сначала создать эскиз будущей формы. Чертеж выполняется специальными мастерами-художниками. Потом по нему будет создаваться отливная форма, в которую заливают основной расплав. Создание литейной формы – достаточно трудоемкое и ответственное занятие. Для этого используют специальные композиции для формования, инструменты и приспособления. Готовая модель играет основную роль во всем технологическом процессе. Ее внутренняя полость должна быть точной копией готового изделия по выплавляемым формам. В нее вливают расплавленный раствор, который впоследствии, находясь внутри, остывает и приобретает конечный вид.
Для придания устойчивости, чтобы во время отлива расплава в форму она не разрушилась, используют опоки. Это специальное приспособление, сделанное из двух прямоугольных соединяющихся частей, похожее на ящик. Обычно сделано из дерева либо фанеры. В металлических опоках происходит не только создание литейной формы, но и само литье. Модели для изготовления латуни и бронзы бывают многоразовые и одноразовые. Это зависит от того, из чего они изготовлены.
Материалы
Слоновая кость, дерево, гипс и полимеры. Также для изготовления многоразовой формы используют сталь. Реже всего используют пластиковый материал для создания литейной модели. В домашних условиях расплав чаще всего отливают в неразборную гипсовую форму. После остывания и затвердевания сплава в готовую фигуру форму аккуратно разламывают специальным молотком.
Конструкции
Конструктивно литейные формы могут быть трех типов.
- Разъемная. Это конструкция, состоящая из двух и более деталей, соединяющаяся по прямой или сложной поверхности. Разъединяется для извлечения готового изделия. Чаще всего применяется на производстве для многоразового использования.
- Неразъемная. Для извлечения готовой детали разбивается молотом. Подходит только для одноразового использования. Изготавливается под определенное изделие по эскизам. Часто используется в домашнем производстве. Для создания таких форм больше всего подходит гипс.
- Специальная. Это сложный формовочный или скелетный шаблон. Отличается многодетальной составляющей. Создается для выплавки фигур сложной конструкции.
Это интересно: Как и чем почистить изделия из бронзы в домашних условиях
Тонкости технологии
Для того чтобы выполнить художественное литье из бронзы или изготовить из данного сплава изделие практического назначения, необходимо в первую очередь получить расплавленный металл. Для плавки металла применяются различные типы печей: индукционные, дуговые, пламенные и др. В самом простейшем варианте (при выполнении литья в домашних условиях) для плавки бронзы можно использовать и обычную газовую горелку, расположив ее под специальной емкостью для расплава.
Возможностей небольших печей, которые можно изготовить и самостоятельно, вполне хватает для того, чтобы выполнять в них плавку цветных металлов и их сплавов, к числу которых также относятся латунь и бронза.
Для расплава небольшого количества бронзы нужен огнеупорный кирпич и газовая горелка
Важнейшим этапом литья из бронзы является заполнение расплавленным металлом литейной формы. Несмотря на что, что такая заливка длится всего 1–2 минуты, правильность ее выполнения напрямую влияет на качественные характеристики готового изделия. Итогом неправильно выполненной заливки могут стать такие дефекты, как:
- спаи;
- пригары;
- шлаковые раковины;
- недоливы.
На этих бронзовых отливках раковины образовались вследствие плохой очистки тиглей перед заливкой
При литье латунных и бронзовых изделий небольшого размера разливка расплавленного металла осуществляется не из самого тигля, в котором он нагревался, а при помощи специального приспособления, используемого в качестве ручного ковша или ложки.
Металлу, который уже залит в литейную форму, необходимо дать остыть до требуемой температуры, которая, в зависимости от марки используемого сплава, может варьироваться. Порядок извлечения готового изделия из формы зависит от того, какого она типа – одноразовая или многоразовая. В первом случае ее просто разбивают молотком, а отливку извлекают при помощи клещей. Многоразовые формы, соответственно, разбивать не надо: их просто размыкают по соединяемой поверхности и аккуратно извлекают из них отливку.
Только что извлеченную отливку необходимо доработать. Заключается такая доработка в том, что с поверхности изделия удаляются литники, выпоры, прибыли и заливы, образовавшиеся в процессе выполнения литья. Такая операция, которую можно выполнять при помощи различного механического инструмента, называется обрубкой.
Основные тонкости выполнения литья
Центробежное литье
С помощью данного способа литья изготавливают детали и оборудование для машиностроения и других промышленных отраслей. Основа технологии – центробежная сила. Она появляется из-за вращения литейной модели. Данный тип литья используют в основном для изготовления тел вращения. Формование может осуществляться машинами с вертикальной и горизонтальной заливкой. На машинах с горизонтальной осью вращения изготавливают:
- вкладыши;
- втулки;
- кольца.
На машинах с вертикальной осью вращения производят:
- гребные винты;
- червячные колеса;
- шестерни.
В процессе отлива формовочная смесь уплотняется, а посторонние элементы вытесняются.
Художественное литье
В домашних бытовых условиях используют данный способ изготовления бронзы. Но этот сплав из меди обладает высокой текучестью, поэтому не полностью заполняет форму, в отличие от латунного сплава. Из-за этого задуманный рисунок на поверхности детали смазанный. Для придания четкости используют чеканку. Это довольно трудоемкий и времязатратный процесс. Но в то же время самый творческий момент художественного литья. От уровня выполненной чеканки зависит качество конечного вида изделия.
Этапы художественного литья:
- создание эскиза и рабочего чертежа;
- изготовление конструкции для создания литейной формы;
- изготовление литейной модели;
- подготовка модели;
- плавление шихты;
- отлив формомассы в литейную модель;
- охлаждение;
- извлечение из модели;
- обработка готового изделия шлифовальной машинкой, иногда используют щетку из металла.
Готовые отдельные компоненты объединяют в одно изделие, если по конечному замыслу оно должно быть единым, но состоящим из нескольких частей. Затем полученную готовую фигуру обрабатывают, чтобы удалить мелкие недочеты, и покрывают верхним защитным слоем.
Литье под давлением
Данный метод литья основан на воздействии избыточного, вакуумического давления. Используется принцип пресса, расплав в литьевую форму подают избыточным давлением. Пневмо- или гидросистема действует на поршень. Благодаря высокой скорости, с которой подается расплав высокой вязкости, создается избыточное давление, форма заполняется полностью.
Затем вакуумным всасыванием формомасса перетекает в полость кристаллизатора. У него тонкие стенки, окруженные холодной водой. Охлаждение переходит от краев в центр. Втягивание расплава происходит за определенный отрезок времени. Потом давление нормализуется, и лишние остатки формовочной массы стекают по стенкам.
Из-за усадки после охлаждения изделие легко достать из формы. За счет автоматизации форма заполняется расплавом за доли секунды, что значительно сокращает время изготовления деталей и является несомненным преимуществом данного способа литья. Вне зависимости от используемого метода литья, при изготовлении изделий из бронзы и латуни нужно соблюдать технику безопасности.
- При работе нужно использовать защитные очки, чтобы уберечь глаза от капель расплавленного материала и испарений.
- Перед началом деятельности следует надеть перчатки из специального жаропрочного материала.
- Помещение должно хорошо проветриваться и вентилироваться, так как при плавлении данных сплавов выделяются вредные для человека газы.
- Не стоит допускать контакт легковоспламеняющихся материалов и жидкостей с нагревательными приборами.
- Нужно строго следовать технологии процесса. Так как это производство довольно травмоопасно.
О том, как делают бронзовые скульптуры, смотрите в следующем видео.
Художественная обработка металла. Закрепление камней в изделиях и художественное литье
Различают несколько способов закрепления камней и изделии: закрепки крапанновые, гризантные, гладкие, корнеровые, штрихами и некоторые другие.
Место, в которое крепится камень, называется кастом (оправой).
Каст должен прочно и длительно удерживать камень, подчеркивать его красоту, служить связующим звеном между металлической частью изделия и камнем.
Из основных видов закрепок наиболее распространенной является закрепка крапанами.
Крапана напоминают лапки, концы которых загибаются и со всех сторон охватывают камень.
При гризантной закрепке верхняя часть каста плотно обжимается и ободок металла вокруг камня отделывается мелкой насечкой, называемой гризантом.
При гладкой закрепке камень крепят в каст и без каста в высверленном гнезде. Края каста или гнезда заполировывают гладилом, и камень прочно удерживается в изделии.
При конеровой закрепке закрепление камня в шинке (ободке) кольца вынимают металл или высверливают гнездо, по краю которого специальным резцом надвигают стружку металла к закрепляемому камню и затем накатывают из этой стружки корнера, которые и закрепляют камень в касте.
Штриховую закрепку выполняют в кольцах и других ювелирных украшениях. Этот вид закрепки осуществляют путем поднятия из тела оправы с помощью резца тонкой стружки, которая и удерживает в касте камень.
Вставки из недорогих камней с граненых стекол закрепляют также клеем. После закрепления камней в оправе проверяют надежность их крепления, а затем изделия еще раз полируют на круге из шерсти.
Особенности производства художественных изделий из металла
Существует множество различных ручных и механических способов художественной обработки металлов. Они обладают различными свойствами и качествами. Одни способы являются очень древними, но не потерявшими своей ценности и в наши дни, например, гравирование, дифовка, литье, филигрань и т.п.
Они, как и прежде, основаны на приемах ручной художественной обработки. Приемы эти трудоемки, малопроизводительны, требуют известного мастерства и применимы для уникальных произведений, например чеканка, насечка и т.д.
Другие способы возникли сравнительно недавно на основе новых научных открытий и развития техники – гальванопластика, новейшие виды литья, электрохимические способы обработки и т.д.
Выбирая ту или иную технологию для воплощения своего художественного замысла, мастер должен, кроме экономической эффективности, учитывать особенности различных способов обработки, влияющих, как на сам процесс формообразования изделий, так и на его эстетическую сторону.
Следует учитывать, что художественное изделие, выполненное той или иной технологией, приобретает присущие ей определенные черты и характерные особенности.
Так, детали, выточенные на токарном станке, отличаются точностью, четкостью форм, а кованые или дифованые – мягкостью и пластичностью.
Обработка резанием позволяет получать острые углы и четкие грани, а листовая штамповка постоянно связана с необходимостью применять изгибание только по радиусам, хотя и минимальным.
Поэтому уже при проектировании художественных изделий мастер должен учитывать специфические особенности материала и способы его обработки, так как существует определенная взаимозависимость между материалом и его обработкой.
Некоторые металлы и сплавы хорошо обрабатываются многими способами. Например, золото и серебро можно и отливать, и ковать, они хорошо режутся и обрабатываются давлением.
Однако имеются металлы, технологические свойства которых довольно ограничены.
Например, чугун хорошо отливается и режется, но в силу своей хрупкости он не обрабатывается давлением (ковкой, штамповкой и др.).
Наоборот, красная медь плохо отливается и режется, но хорошо обрабатывается ковкой, штамповкой, чеканкой.
Художественное литье
Литье является одним и самых древних способов обработки металлов путем заливки расплавленного металла в специальные формы. Археологические раскопки подтверждают, что уже за 5000 тысяч лет до нашей эры люди умели отливать металл. Памятники античной греческой и римской культуры являются весьма совершенными образцами литейного дела.
В древней Руси литье было известно с периода скифской культуры. В раскопках обнаружены не только прекрасные ажурные отливки из золота и серебра, но и большое количество медных и бронзовых отливок, представляющих ювелирные и культовые изделия, а также и орудия производства литейщиков – печи и горны, в которых плавили металл, а также каменные формы для отливки.
Для исполнения художественных работ в технике литья могут применяться самые разные металлы и их сплавы. Для дорогих, уникальных изделий прежде и теперь используют золото, серебро, бронзу.
Художественное качество работы, выполняемой способом литья, зависит прежде всего от качества модели, по которой делается форма для литья.
Сам процесс литья составляет в значительной степени техническую работу, но он требует высокой квалификации, выполняющих ее мастеров.
Более того, мастеру приходилось дорабатывать отливку: зачищать швы на месте стыкования формы, снимать остатки литников (место, откуда шел в форму расплавленный металл), подчеканивать форму отдельных деталей.
В связи с этим и сама отливка выполняется по-разному.
Замечательным мастером был Андрей Чохов, отливавший колокола и пушки. Более полувека он проработал литейщиком и воспитал большое количество учеников.
Основным его произведением является “Царь-пушка” весом 40 т, представляющая собой образец художественного бронзового литья 16 века.
Не менее высоким образцом художественного литья является огромный “Царь-колокол”, также отлитый из колокольной бронзы в 1735 году И.Ф. Моториным и его сыном Михаилом. Вес колокола достигает 200 т.
С конца 17 века начинает развиваться художественное статуарное литье. Одним из первых крупных литейщиков из бронзы и скульпторов был Карло Растрелли, приглашенный Петром I для работы в России.
Наиболее значительными его работами являются бронзовый бюст Петра I и статуя императрицы Анны, которую отливали русские мастера, а также Конная статуя Петра I, отлитая после смерти Растрелли литейщиком Мартелли и установленная в Петербурге.
Огромное влияние на развитие статуарного литья по восковой модели оказал Э.М. Фальконе, создавший “Медного всадника”, над которым проработал 12 лет.
Талантливым бронзолитейщиком был скульптор П.К. Клодт, который довел до совершенства сложнейшую технологию отливки крупных фигур по восковым фигурам. Отлитая им статуя Николая I представляет собой шедевр литейного искусства.
Художественные отливки уральских заводов получили мировое признание. Они славятся камерной чугунной скульптурой, включая и тончайшее ажурное, почти ювелирное литье, создавая миниатюрные цепочки, каждое звено которых едва превышает в длину 3 мм и весит всего 0,5 грамма.
В дальнейшем для художественного литья характерна механизация литейного производства, освоение новой техники, внедрение новейших технологий литья, таких, как кокильное, оболочковое, центробежное и другие. На новой основе начали развиваться и старые способы литья.
В настоящее время имеются различные способы литья, которые позволяют отливать изделия различных размеров и веса – от нескольких граммов драгоценного металла в ювелирном деле до крупных статуй и памятников из чугуна и бронзы.
В области производства художественных изделий применяют такие способы литья, как центробежное литье, литье под давлением, в постоянные металлические формы, в оболочковые формы, в земляные формы, по выплавленным моделям.
Литье в земляные формы
Одним из древнейших способов литья, который не утратил значения и в наши дни является литье в земляные формы.
Процесс получения отливки этим способом заключается в том, что по модели или по шаблону из формовочной земли изготовляют литейную форму, которую заливают расплавленным металлом.
При извлечении готовой отливки форма разрушается и для следующей отливки процесс изготовления формы повторяется вновь, т.е. каждая форма служит только один раз.
Модели для приготовления литейных форм представляют собой копии авторского оригинала. Они изготовляются из гипса, дерева, пластмасс или металла в зависимости от тиража.
Гипсовые модели применяются для уникальных отливок или небольших серий, так как при формовке они быстро разрушаются. Чтобы увеличить прочность, их покрывают лаком.
Модели деревянные долговечнее, но от сырой земли они деформируются, коробятся и разбухают. Высыхая, они уменьшаются в размерах и растрескиваются.
Для упрочения деревянных моделей их красят и покрывают водонепроницаемым лаком.
Модели из пластмасс имеют гладкие и чистые поверхности, небольшой вес, водоустойчивость. Но они недостаточно прочны и не выдерживают больших тиражей.
Наиболее прочны и долговечны металлические модели из бронзы, чугуна, алюминия. Наиболее экономичны алюминиевые.
Они легче по весу, не ржавеют, достаточно долговечны.
Модель по размеру обычно делают несколько больше оригинала на величину линейной усадки, чтобы отлитое по ней изделие после усадки соответствовало размерам оригинала или чертежа.
При изготовлении модели учитывают также последующую механическую обработку отливки, поэтому она должна иметь припуск на обработку. Простые модели, цельные, например, модель невысокого барельефа, т.е. изделие, на поверхности которого нет поднутрений и выступов, которые мешали бы снятию формы.
При отливке более сложных по конфигурации изделий применяют разъемные модели, а также модели с отъемными частями. Такие модели изготовляют разрезанными на две более или менее равные части в соответствии с линией разъема опок.
Обе половинки соединяются между собой шипами, плотно входящими в соответствующие гнезда на другой половине модели.
При формовке каждая часть модели извлекается из формы отдельно, чем существенно облегчает процесс формовки.
При отливке изделий с выступающими частями все детали, которые мешают извлечению модели из формы, делаются съемными. В начале формовки модель собирается, при этом все съемные детали закрепляются на ней при помощи специальных шипов, шпилек, винтов и т.п., а после того, как модель заформована, крепежные детали удаляются и модель беспрепятственно извлекают из формы.
При этом отъемные части остаются в форме, потом их вынимают, каждую отдельно.
Модели для пустотелых отливок …
конец ознакомительного фрагмента
Источник: https://iknigi.net/avtor-ilya-melnikov/60643-hudozhestvennaya-obrabotka-metalla-zakreplenie-kamney-v-izdeliyah-i-hudozhestvennoe-lite-ilya-melnikov/read/page-1.html
Особенности
Художественное литье латуни почти не отличается технологией от литья бронзы. Приведем тонкости процесса.
- Температура расплавки латуни довольно невысокая, в диапазоне 880-965 С. Это позволяет использовать разные виды печей. Даже газовую горелку, достаточно выбрать термоустойчивую посуду. Но иногда температуру повышают до 1070 С из-за добавок (для многокомпонентной латуни). Температура плавления бронзы выше. У сплава медь с оловом 900-950 С, а у бронзы без олова 950-1100 С. Бронзовые сплавы имеют высокую вязкость, поэтому для повышения качества их нагревают на 100 выше. Для экономии энергии лучше использовать индукционные или тигельные печи.
- Основной этап литья – заливка расплава в форму. Длительность процесса не должна превышать 2 минут. Иначе изделие будет с браком. Появятся расколы, пригары и спаи. Вещь будет окончательно испорчена и непригодна. Или потребуется дополнительная обработка.
- Для латуни должно быть равномерное постепенное охлаждение, без применения специальных растворов. При охлаждении бронзы используют охлаждающие жидкости.
- Заключительным этапом является обработка готовой детали. Требуется удаление заливов, литников, выпор. Для сохранения состава неизменным в сплав добавляют флюсы. Благодаря им можно защитить поверхность расплава и дегазировать его состав. Это уменьшает брак на готовом изделии.
Прием заказа на художественное литье
1). Вы присылаете на почту эскиз, чертеж или фотографию будущего изделия с габаритами, желаемое количество штук в партии. Или звоните нам по телефону и мы детально проконсультируем Вас.
2). В кратчайшие сроки мы оценим работу и ответим в любой удобной форме.
3). Заключаем поэтапный договор на художественное литье, которое входит – 3D-моделирование или 3D-сканирование, создание мастер-модели и литье, а также обязательство с нашей стороны выполнить заказ качественно и в срок по заранее обговоренной цене.
4). Вы производите оплату любым удобным Вам способом.
Этапы работы
Издержки процессов
Для уменьшения убыточности процесса обычные способы литья в одноразовые модели были модернизированы с созданием высокопрочных полимерных составов. Для этого стали производить отливку в оболочковые емкости, изготовленные из термореактивного порошкообразного полимера. Он при воздействии температуры превращается в твердую оболочку, формирующую жидкий сплав.
Таким способом отливаются радиаторы водяного и парового отопления, узлы автомобилей, станков, самолетов и других видов высокотехнологичных механизмов. Эта технология позволяет получать детали большого размера и любой сложной модификации.
Традиционной считается отливка в кокиль, когда используется прочная форма.
Из нее вытаскивается деталь после отвердения металла. Таким способом производят простые стальные изделия небольшого размера. Чаще всего в кокиль отливаются медные и алюминиевые сплавы с невысокой температурой правления.
Модель для них делается из жаропрочной стали или чугуна, имеющих боле высокую температуру плавления чем медь или алюминий.
К преимуществам такой технологии следует отнести:
- невысокую себестоимость производственного процесса и возможность его недорогой автоматизации;
- простоту исполнения;
- сохранность отливочных форм, которые используются неоднократно;
- точность параметров изготовленных изделий;
- качественную структуру металла, в которой не будет неметаллических частиц;
- гладкую поверхность изделия, которая получается при таком способе отливки.
Традиционная технология отливки по выплавляемым моделям сегодня усовершенствовалась благодаря появлению новейших материалов.
Если раньше модель для заливки сплава делали из дерева или иной органики, которая могла быть разрушена высокими температурами при выжигании, то сегодня используются легкоплавкие материалы, такие как парафин и стеарин.
Отливка по выплавляемым моделям применяется при отливке художественной продукции со сложной конфигурацией. Это затратная технология отлива, которая используется при создании памятников или иных художественных изделий.
Стальную емкость для такой заливки делают на основе моделей из легкоплавких материалов, она имеет точные размеры, а ее поверхность тщательно полируют.
Разбор процесса по шагам
Порядок изготовления предметов из бронзы очень ответственное мероприятие, требующее последовательности действий.
Для начала художником создается эскиз будущего сувенира. После этого на основании наброска составляется чертеж с четко указанными габаритами, впоследствии оказывающими помощь производству. Именно на основе схемы происходит последующая подготовка отливочной модели, в которую будет заливаться горячее жидкое вещество. Обычно она может эксплуатироваться большое множество раз, что позволяет изготовить целую серию по одной задумке. Литейную внутреннюю сторону покрывают особым затвердевающим негорючим раствором и приступают к заливке. Это не сложный, но важный этап. Чтобы созданный экземпляр отвечал заявленным характеристикам, требуется грамотно рассчитать количество исходных компонентов, для разработки качественной продукции. Если нарушить алгоритм, можно получить видимые и невидимые дефекты (недолив, пригары и другое).
После того как содержимое застывает, его нужно аккуратно извлечь. В зависимости от типа литейной конструкции зависит вариант извлечения. Если многоразовая – ее размыкают по соединяемой плоскости, если же одноразовая – разбивается, а продукт осторожно достается клещами.
Общие характеристики металла
Бронза не относится к однородным металлам, а представляет собой сплав на основе меди, усиленный легирующими добавками алюминия, бериллия, свинца, кремния, олова. На основе количества и типа дополнительных компонентов, кроме латуни, бронзовый сплав приобретает определенную расцветку, ряд химических и физических характеристик.
Бронзу относят к особо прочным и стойким сплавам, температура ее плавления составляет 900–1100 градусов. С учетом базовых показателей материала, его применяют на производстве, а также для получения художественного литья благодаря обилию полезных свойств:
- высокой прочности, износостойкости;
- исключительно низкому уровню коррозии;
- простоте обработки, паростойкости;
- способности проводить ток и тепло;
- устойчивости к внешним повреждениям.
С точки зрения химического состава, бронза может быть двух вариантов – безоловянные и оловянные сплавы. Сочетание олова с медью наделяет конечный материал крепостью, но понижает температуру плавления и теплопроводность. В качестве примера бронзово-оловянного сплава можно назвать колокольную бронзу, но изделия из нее приобретают повышенную хрупкость.
Бронзы без олова
К материалам без содержания олова относят следующие виды:
- особо стойкая свинцовая с широким спектром антифрикционных свойств, тугоплавкая;
- бериллиевая – самая прочная и пластичная после закаливания;
- кремниецинковая с высоким показателем текучести при расплавлении;
- алюминиевая – стойкая к агрессии химических элементов, окружающей среды.
В составе многокомпонентного сплава без присутствия олова содержится 2,5 % легирующих элементов, значительно улучшающих набор полезных качеств бронзового металла. Наличие железных примесей способствует улучшению структуры и прочностных характеристик сплава. Для маркирования бронзы применяют сочетание букв «Бр», после которых следует первые буквы названия добавки (алюминий, бериллий, свинец и т.д.) и процент ее содержания в сплаве.
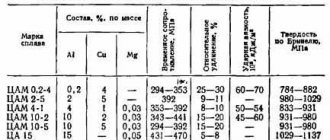
Температура плавления
Сведения о температурах плавления и литья отдельных видов бронзы приведены в таблице ниже:
По технологическим характеристикам бронзы бывают двух типов:
- деформируемый вид, отлично выдерживающий механическую обработку, используют для штамповки, изготовления проволоки, производства листов;
- литейную разновидность стойкую к высоким температурам, используют для отливки изделий больших габаритов с особо сложной конфигурацией.
Название «бронза» металл получил по аналогии с древнейшим морским портом Италии – Бриндизи. В четвертом тысячелетии до н. э. местные металлурги достигли совершенства в массовом производстве сплава меди и олова, а эпоху стали называть бронзовым веком.
Основные характеристики бронзовых сплавов
Цвет бронзового сплава зависит от количественного состава легирующих элементов. Они оказывают влияние на физические свойства: пластичность, износостойкость, температуру плавления бронзы. В качестве легирующих компонентов выступают металлы (олово, алюминий, бериллий, свинец, марганец) и неметаллы (фосфор, кремний). Расплавить в домашних условиях можно любой бронзовый сплав. Зная маркировку лома, несложно определить точную температуру плавления бронзы. Но обычно состав бронзовых кусочков, подготовленных к плавлению, разнится. Тогда оценивают внешний вид металла.
Бронзовые сплавы классифицируют по двум категориям:
- оловянные более пластичные;
- безоловянные хуже поддаются обработке:
- бериллиевые характеризуются высокой прочностью, максимальной выносливостью на разрыв, кручение;
- у алюминиевых невысокая температура плавления, они устойчивы к коррозии, обладают хорошими антифрикционными свойствами;
- свинцовые пластичные, хорошо поддаются механической обработке;
- с добавками цинка и кремния отличаются текучестью, при плавлении равномерно заполняют форму для литья;
- сплав с железом неплохо сваривается, но контакт ее с агрессивными средами нежелателен;
- марганец улучшает прочностные характеристики с сохранением пластичности, свойственной меди;
- оловянно-свинцовые бронзы отличаются ковкостью, их подвергают горячей деформации, делают из сплава горячекатаный прокат.
Для литья в промышленных условиях используют оловянную бронзу с низкой температурой плавления, до +1000°С.
В отличие от латуни, бронза более вязкая в точке плавления. При заполнении форм сложной конфигурации в производственных цехах применяют центрифуги. Сплаву, разогретому выше температуры плавления на 5°, придают дополнительное ускорение, чтобы он растекался равномерно. При кустарном изготовлении отливок вязкость бронзового сплава в точке плавления желательно учитывать, чтобы не было брака на поверхности. Достоинством цветного металла литейщики считают низкую усадку при охлаждении. Удается получать литье, не требующее длительной доводки до заданных геометрических размеров. Из бронзовых сплавов делают качественные фасонные отливки.
Подготовка к работе
Металл популярен не только в различных отраслях современной промышленности (судостроение, авиация, ракетная техника и др.), но также для литья скульптурных композиций по причине долговечности и стойкости к механическим повреждениям. Высокохудожественные формы бронзовых изделий украшают театры и дворцы, залы торжественных мероприятий.
Несмотря на сложность технологии, художественное литье бронзы остается востребованной процедурой, которая реально станет прибыльным бизнесом по причине низкой насыщенности рынка. Сначала будущему мастеру понадобится стартовый капитал не менее 200 тысяч рублей, чтобы заняться приобретением оборудования, постижения секретов работы с материалом.
Необходимое оборудование
Для обустройства небольшой плавильной мастерской нужно приобрести:
- простую плавильную печь;
- чугунный либо стальной тигель;
- специальный вид щипцов для извлечения тигля;
- формы для отливки, вспомогательный крючок;
- горн потребуется, если печь не муфельная;
- запас древесного угля, если использовать горн для плавления.
Подбирая помещение для литейных работ, важно снабдить его эффективной вентиляцией, подготовить набор надежных средств, обеспечивающих противопожарную защиту. Для отлива мелких изделий можно воспользоваться небольшим помещением. Литье крупногабаритных конструкций лучше выполнять в цеху или гараже.
Общий план процесса выглядит следующим образом:
- создание эскиза, а затем модели для отлива;
- загрузка металлолома в тигель, плавление внутри печи;
- заполнение отливочной формы жидким сплавом;
- извлечение готового изделия, устранение дефектов.
Перед процессом самостоятельного литья бронзы необходимо запастись сырьем. Для этого подойдет небольшой запас бронзового лома – выпускаемые промышленностью слитки металла либо детали сантехнических приборов.
Заключительная обработка
После извлечения из литейной формы изделия, как правило, имеет непрезентабельный вид. Оно имеет различные поверхностные дефекты. Чтобы придать изделию из бронзы нормальное состояние и его нужно очистить шлифовальной машинкой или металлической щеткой.
Многофункциональная шлифовальная машина
Помимо очистки, потребуется и чеканка, хотя бронза имеет неплохую текучесть и при заполнении формы с легкостью проходит во все углубления. Тем не менее для того чтобы добиться на изделии четкого рисунка не обойтись без чеканки. Этот этап работы часто занимает долгое время, особенно если изделие имеет ажурные элементы.
Чеканка является наиболее творческим этапом литейной процедуры, и от ее качества будет зависеть окончательный внешний вид изделия. Готовые изделия часто покрывают серебром или позолотой, хромом или никелем. Часто дополнительным слоем покрываются статуэтки.
Изделия, отличающиеся сложностью конструкции, могут отливаться отдельными частями, а не целиком. После, элементы изделия соединяются специальными замками. Рекомендуется маркировать каждую часть, чтобы не спутать замки при сборке.
Видео: Литье бронзы в стальную форму
Где продавать изделия из бронзы
Изделия из бронзы, выполненные в домашних условиях, ценятся выше заводской продукции. Небольшие масштабы позволяют получать качественные отливки. Это небольшие фигурки или скульптуры знаменитых людей.
С целью получения прибыли можно заниматься выполнением работы на заказ. Продажа готовой продукции организовывается через специализированные магазины. Вариантом реализации является реклама в интернете. При расширении производства к распространению привлекаются посредники. Начинается продажа оптовыми партиями.
Организация литья бронзы в домашних условиях требует больших вложений. Однако такая продукция востребована. Правильно спланированное производство быстро окупается.
Производство титана
Для изготовления высокопрочных сплавов из титана и стали применяют вакуумную отливку, позволяющую снизить в металле содержание газов. Таким способом создают более плотную структуру металлического сплава с помощью плавления в вакууме. Затем горячий металл разливают в многократные емкости, в которых он остывает.
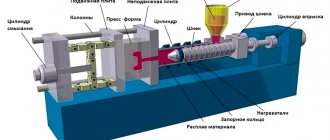
При введении технологии отливки под давлением применяется специальное оборудование, с помощью которого заполняют пресс-формы жидким металлом. Он подается под высоким давлением в диапазоне 7–700 МПа.
Такой способ производства выполняется машинами горячего или холодного прессования.
Выполняется эта технология для заливки алюминиевых, медных, цинковых и оловянно-свинцовых сплавов. Все эти металлы обладают низкой температурой плавления, что увеличивает технологические характеристики изделий из них.
Холодные и горячие способы литья под давлением позволяют получать изделие с идеально точными размерами и ровной поверхностью, которую не нужно после завершения процесса дополнительно обрабатывать.
Такая технология позволяет повысить производительность труда. А также она сокращает время всего технологического цикла, упрощает изготовление металлического изделия. У нее имеются также недостатки, к которым относится невозможность производить продукцию сложной конфигурации, так как они могут при вынимании из пресс-формы деформироваться. Таким способом производят только металлическую продукцию, имеющую небольшой диаметр.
При центробежном литье применяются специальные вращающиеся в горизонтальной или вертикальной плоскости формы.
Действие центробежных сил обеспечивает равномерное заполнение всех полостей в отливочной форме. Внедряется такая технология отлива при производстве труб, втулок или металлических дисков. А также ее применяют при отливке ажурных ювелирных изделий.
Технологии литья бронзовых изделий
Плавка, как и обработка резанием, широко распространенная операция получения деталей. Для плавки рекомендуется использовать индукционные плавильные или тигельные нагревательные печи. Выбор обуславливается экономным потреблением электричества.
Чтобы сохранить химический состав сплавов применяются флюсы. С их помощью можно:
- Защитить внешний слой поверхности расплава: от окисления;
- повысить объем годного расплава;
- исключить неметаллические компоненты;
- Дегазировать состав из-за чего снижается образование: газовых пор;
- раковин.
Для получения гладких поверхностей на отливке и легкости ее извлечения после охлаждения используются антипригарные краски. Их использование обеспечивает:
- смазку пресс-форм;
- защиту от разрушения при контакте с расплавом;
- отсутствие пригаров.
Литье под давлением
Литье под давлением происходит при воздействии избыточного или недостаточного (вакуумического) давления. Для подачи расплава под избыточным давлением используется прессовый принцип. На поршень действует усилие от гидро- или пневмосистемы. Высокая скорость подачи наряду с высокой вязкостью создают высокое давление, позволяющее полностью заполнить форму. У полученных отливок высокая точность и мелкозернистая структура.
За счет вакуумного всасывания расплав втягивается в форму кристаллизатора.Охлаждение происходит к центру формы. Требуемое количество расплава втягивается за определенный промежуток времени.
Кристаллизатор — емкость с тонкими стенками, которые охлаждаются водой.
После восстановления нормального (атмосферного) давления излишки расплава стекают. После охлаждения за счет усадки деталь самостоятельно извлекается из формы. Автоматизация процесса вакуумного всасывания позволяет заполнять форму в минимальное количество времени, вплоть до 0,1 секунды.
Готовое изделие из бронзы
Центробежное литье
Целесообразно использовать центробежное литье, разливая бронзу и латунь при изготовлении деталей типа тел вращения. Формирование деталей происходит на машинах с горизонтальной и вертикальной осями вращения. На машинах с горизонтальной заливкой отливают:
- втулки;
- вкладыши;
- кольца.
На машинах с вертикальной заливкой отливают:
- шестерни;
- червячные колеса;
- гребные винты.
Центробежное литье
В основе технологии лежит центробежная сила, которая образуется при вращении формы. Расплав уплотняется под действием сил, вытесняя сторонние компоненты.
Художественное литье
Современные тенденции диктуют применять литье не только при производстве деталей к механизмам и агрегатам, но и при получении элементов интерьера. Так, используя технологию художественного литья можно изготавливать:
- барельефы, скульптуры;
- элементы оград, решеток, ограждений ворот;
- сувенирную продукцию;
- светильники, бра;
- элементы интерьера.
Этапы технологии получения отливок следующие:
- изготовление модели;
- изготовление формы;
- подготовка формы;
- плавка шихты;
- подготовка расплава к заливке;
- охлаждение;
- извлечение из формы;
- обрубка;
- чистка и придание товарного вида.
Готовые отливки, по замыслу мастера, соединяются в единое изделие, если оно является многокомпонентным. После чего могут хромироваться, никелироваться, покрываться патиной и другими металлами.
Литье из бронзы: технология художественного бронзового литья
Литье бронзы позволяет изготавливать изделия, отличающиеся исключительной декоративной привлекательностью. Технология литья из данного сплава, основу которого составляет медь, известна на протяжении многих веков, но и в наше время она продолжает совершенствоваться.
Внешний вид бронзовых изделий говорит об кропотливом труде мастера, превращающего безликий металл в художественное произведение
История технологии
По мнению историков, возраст, который имеет бронзовое литье, составляет 12 тысяч лет. Изначально при помощи такой технологии из бронзы изготавливались украшения и простейшие орудия труда. С течением времени данная технология совершенствовалась, и сегодня она представляет собой метод, при помощи которого создают множество уникальных изделий из данного сплава.
Современный уровень развития литья из бронзы позволяет получать из данного сплава меди различные предметы не только в производственных, но и в домашних условиях.
Благодаря изобретению бронзы, а также развитию технологий ее обработки, основной из которых является литье, мы и сегодня можем наслаждаться видом произведений искусства, которые были созданы мастерами еще в Средние века и в античные времена.
Старинный бронзовый набор письменных принадлежностей
Наибольшую популярность бронзовое литье, а также литье латуни – еще одного сплава, основу которого составляет медь, приобрело в эпоху классицизма и европейского барокко. Именно в те времена люди научились использовать эти материалы для того, чтобы создавать уникальные интерьерные элементы и декор.
Такие сплавы, созданные на основе меди, и сегодня активно применяются при изготовлении:
- предметов, служащих для оформления интерьера;
- ворот и заборов, выполняющих не только декоративную, но и защитную функцию;
- скульптурных композиций и сувенирной продукции;
- барельефов и элементов оформления осветительных приборов – люстр и бра;
- элементов лестничных конструкций и входных групп.
Литьё из бронзы для изготовления рукоятей ножей
Многие из таких изделий, не отличающихся большими габаритами и сложностью форм, можно изготавливать из бронзы и латуни не только в производственных, но и в домашних условиях.
Этапы художественного литья из бронзы
Для того чтобы качественно выполнить литье из такого металла, как бронза, необходимо придерживаться определенной последовательности действий. В первую очередь следует отразить в эскизе форму изделия, которое планируется отлить из бронзы.
На базе эскиза, над созданием которого на современных предприятиях работают профессиональные художники и дизайнеры, специалисты создают чертеж, в котором точно отражены все размеры будущей отливки.
Именно чертеж является базой для изготовления точной модели, которую используют для производства литейной формы.
Для создания модели изделия, которое будет в дальнейшем изготавливаться из бронзы методом литья, могут использоваться различные материалы, в частности:
- слоновая кость;
- древесина (при этом преимущество отдается таким сортам данного материала, как сосна, ольха, бук, липа);
- гипс;
- различные виды полимерных материалов.
Полости восковой модели будущей статуэтки заполняются глиной, которая будет удаляться после отливки
Чтобы поверхность модели была максимально гладкой, ее грунтуют, шпаклюют и покрывают несколькими слоями лака. При изготовлении литейной модели могут быть использованы не только разные материалы, но и различные конструктивные подходы. Так, модели могут быть:
- разъемными (это сложные конструкции, состоящие из нескольких составных элементов, которые могут соединяться между собой по плоским или сложным поверхностям);
- неразъемными (модели монолитного, наиболее простого типа, чаще всего используемые для выполнения литья в домашних условиях);
- специальными (сюда относятся скелетные или формовочные шаблоны, используемые в тех случаях, когда необходимо сделать литейную форму для изготовления предметов, отличающихся сложной конфигурацией).
Следующим этапом после создания точной модели будущего изделия из бронзы является изготовление литейной формы. Для этого используются специальные приспособления и инвентарь, а основными материалами, которые применяются в этом случае, являются формовочные смеси, созданные на базе глины и тщательно очищенного кварцевого песка.
Наиболее продолжительной стадией литья из бронзы является формовка – изготовление литейной формы
В таком технологическом процессе, как литье, выполняемое из бронзы и любого другого металла, литейная форма играет решающую роль.
Именно в такую форму, внутренняя полость которой должна в точности повторять отливаемое изделие, заливается расплавленный металл, в ней же он и остывает, формируя готовую отливку.
Литейные формы, применяемые как в производственных, так и в домашних условиях, могут быть одно- или многоразовыми, что определяется не только материалом, из которого они изготовлены, но и особенностями их конструктивного исполнения.
Для того чтобы спрессованная и застывшая смесь, из которой изготавливается литейная форма, не разрушилась в тот момент, когда на нее начинает воздействовать расплавленный металл, ее помещают в специальные приспособления, которые называются опоки.
Опоку часто делают из фанеры или древесины
Размер таких опок, которые также могут быть одно- и многоразовыми, целиком и полностью зависит от геометрических параметров будущего изделия. В опоках, которые обычно изготавливают из металла, проходит как создание литейной формы, так и само литье.
Познавательно видео о достоинствах и особенностях художественного литья из бронзы.
Тонкости технологии
Для того чтобы выполнить художественное литье из бронзы или изготовить из данного сплава изделие практического назначения, необходимо в первую очередь получить расплавленный металл.
Для плавки металла применяются различные типы печей: индукционные, дуговые, пламенные и др.
В самом простейшем варианте (при выполнении литья в домашних условиях) для плавки бронзы можно использовать и обычную газовую горелку, расположив ее под специальной емкостью для расплава.
Возможностей небольших печей, которые можно изготовить и самостоятельно, вполне хватает для того, чтобы выполнять в них плавку цветных металлов и их сплавов, к числу которых также относятся латунь и бронза.
Для расплава небольшого количества бронзы нужен огнеупорный кирпич и газовая горелка
Важнейшим этапом литья из бронзы является заполнение расплавленным металлом литейной формы. Несмотря на что, что такая заливка длится всего 1–2 минуты, правильность ее выполнения напрямую влияет на качественные характеристики готового изделия. Итогом неправильно выполненной заливки могут стать такие дефекты, как:
- спаи;
- пригары;
- шлаковые раковины;
- недоливы.
На этих бронзовых отливках раковины образовались вследствие плохой очистки тиглей перед заливкой
При литье латунных и бронзовых изделий небольшого размера разливка расплавленного металла осуществляется не из самого тигля, в котором он нагревался, а при помощи специального приспособления, используемого в качестве ручного ковша или ложки.
Металлу, который уже залит в литейную форму, необходимо дать остыть до требуемой температуры, которая, в зависимости от марки используемого сплава, может варьироваться.
Порядок извлечения готового изделия из формы зависит от того, какого она типа – одноразовая или многоразовая. В первом случае ее просто разбивают молотком, а отливку извлекают при помощи клещей.
Многоразовые формы, соответственно, разбивать не надо: их просто размыкают по соединяемой поверхности и аккуратно извлекают из них отливку.
Только что извлеченную отливку необходимо доработать. Заключается такая доработка в том, что с поверхности изделия удаляются литники, выпоры, прибыли и заливы, образовавшиеся в процессе выполнения литья. Такая операция, которую можно выполнять при помощи различного механического инструмента, называется обрубкой.
Придание отлитому изделию привлекательного внешнего вида
Изделие, которое только что извлекли из литейной формы, выглядит достаточно непрезентабельно. На его поверхности может остаться пригоревшая формовочная смесь и обнаруживаются другие поверхностные дефекты.
Первым этапом приведения отлитого из бронзы предмета в нормальное состояние является его очистка.
Для выполнения такой процедуры используются металлические щетки или шлифовальные машинки (в качестве рабочего органа на них устанавливается проволочный круг).
Несмотря на то, что латунь и бронза отличаются хорошей текучестью и при выполнении литья хорошо заполняют все углубления в форме, получить на готовом изделии тонкий рисунок практически невозможно.
Чтобы сформировать подобный рисунок, используют такую доводочную операцию, как чеканка. Она выполняется при помощи специального инструмента.
В зависимости от сложности и тонкости рисунка, который необходимо сформировать на поверхности отлитого из бронзы изделия, операция чеканки может занимать различное количество времени.
Ручная чеканка бронзовой статуэтки
Следует иметь в виду, что чеканка – это самый творческий этап процедуры литья, от качества и тщательности ее выполнения напрямую зависит то, как в конечном итоге будет выглядеть изделие. Именно поэтому подходить к выполнению такой операции следует очень ответственно и с максимальной аккуратностью.
В зависимости от задумки мастера, выполняющего литье из бронзы или латуни, а также от требований к декоративности, поверхность отливки может покрываться искусственной патиной, позолотой, серебром, слоем никеля или хрома.
Предметы, которые имеют сложную конструкцию, часто отливают не целиком, а отдельными частями, которые затем необходимо правильно соединить. Выполняется такое соединение при помощи специальных замков, изначально предусмотренных в конструкции.
Для того чтобы не перепутать такие замки и правильно сопоставить их элементы друг с другом, их часто маркируют.
Области применения
Технологический процесс литья металлов отличается востребованностью, так как его применение позволяет производить разнообразную продукцию высокого качества, не прибегая к громоздкому оборудованию и огромному количеству работников.
Этот способ производства используется для создания и выпуска различных металлических изделий, которые, в свою очередь, широко применяются в следующих отраслях:
- автомобилестроительной;
- авиационной;
- машиностроительной;
- электротехнической;
- медицинской (в частности — стоматологической и ортопедической);
- ювелирной и т. д.
На современном рынке металлопромышленности эта производственная технология пользуется высочайшим спросом. Более того, литье металлов входит в топовую десятку лучших мировых технологий, наиболее эффективных и самых применяемых.
Расценки на производимую продукцию
Для того, чтобы определить, выгодно ли приобретать готовый мини-, необходимо сопоставить собственные затраты со стоимостью конечной продукции. Унифицировать цены в отрасли довольно сложно, поскольку они формируются с учетом изготовления кокиля или пресс-форм, а также объема производства, вида металла, сложности изделия. Поэтому стоимость работ будет рассчитываться для каждого заказчика индивидуально. Можно привести пример расценок на отливки из различных металлов:
- серый чугун – от 69 рублей за кг;
- легированный чугун – от 170;
- высокопрочный чугун – от 118;
- углеродистая сталь – от 87;
- низколегированная сталь – от 126;
- легированная сталь – от 210;
- жаропрочная сталь – от 350;
- отливки из алюминиевых сплавов – от 320;
медные отливки – от 580.
Реклама партнеров
Первые этапы технологии художественного литья
Сначала создается эскиз бронзовой конструкции при помощи подготовленных художников и дизайнеров. На его основании разрабатывается рабочий чертеж, по которому изготавливают отливочную модель, которая требуется для формирования в литейной форме отпечатка (контуров) будущего изделия.
Модели для художественного литья выполняются из слоновой кости или дерева (сосна, ольха, бук, липа), реже из пластика или гипса. На их поверхность обязательно наносят шпаклевку, грунтовку и несколько слоев специального лака, чтобы она была ровной и максимально гладкой.
Конструктивно же модели бывают следующих типов:
- Разъемные – сборные конструкции из отдельных элементов, которые можно разъединить после извлечения из формы по плоскости либо по сложной поверхности.
- Неразъемные – монолитные изделия, чаще всего используются в домашних условиях (при ручном литье).
- Специальные – скелетные либо формовочные шаблоны. Их применяют, когда из бронзы изготавливаются сложные конструкции.
После получения нужной модели приступают к производству литейной формы. Это долгий и трудоемкий процесс, выполняемый при помощи особых формовочных композиций (глина плюс кварцевый песок), приспособлений и специального инвентаря.
Литейные формы подразделяются на много- и одноразовые. Их наполняют расплавленной бронзой (смотрите видео), которая при остывании образует отливку, идентичную форме созданной модели.
Формовочная композиция при уплотнении удерживается двумя опоками – полуформами, составляющими одну литейную форму. В эти опоки обычно заливают подобранные комбинации различных неорганических и органических веществ. В домашних условиях рекомендуется применять небольшие опоки (по геометрическим параметрам и весу). А вот на крупных предприятиях, занимающихся художественным литьем, как правило, используют более «масштабные» полусферы.
Процесс литья
Литье бронзы начинается с подготовки рабочего места. Устанавливают подставку под опоку, тигель. Она делается из огнеупорного материала. Можно насыпать слой песка в поддон или воспользоваться металлической пластиной.
До загрузки измельченного лома в печь необходимо подготовить опоку. Ее хорошо прогревают, выдерживают минимум 2 часа при +600°C. Огнеупорный тигель при такой температуре начинает излучать желтоватое свечение. Пока прогретая форма остывает, приступают к плавлению измельченного лома.
Плавильню заполняют на 1/3 объема. С кусочками лома ставят в горячую печь, оставляют до полного плавления. Тигель или другую плавильную емкость устанавливают нагревать, когда температура в печи близка или достигла точки плавления бронзы. Оловянные бронзы становятся жидкими до 1000°C, безоловянные приходится прогревать дольше, у них точка плавления выше.
Когда вся бронз расплавится, ее оставляют в печи на 3-5 минут, чтобы расплав хорошо прогрелся, стал менее вязким. Затем плавильню достают щипцами или специальным крюком. Расплав готов. Пора приступать к изготовлению отливки.
Заливка бронзы в литейную форму
Расплавленный металл выливают в отверстие формы тонкой струйкой, бронза должна равномерно заполнить все пустоты. Она уплотняется под собственным весом. Чтобы горячая форма хорошо заполнялась, ее ставят на вращающуюся подставку с ручным или электрическим приводом. Такая хитрость необходима для получения качественного литья. Если заливать бронзу спокойно, углы отливки будут закругленными. Раскручивают форму с горячим расплавом в процессе заполнения. Когда бронза схватится, форму литья уже не изменить. В заводских условиях используют технологические центрифуги. В домашних условиях умельцы делают подобие промышленных установок на базе отслуживших стиральных машин.
Придавать сплаву движение необходимо при изготовлении небольших сложных отливок. Бронзовому расплаву не хватит собственного веса для заполнения всех пустот. Он будет застывать неравномерно, на поверхности литья возникнут раковины, складки.
Как сделать форму для литья
Самостоятельное изготовление литейной формы начинается с подбора корпуса, куда свободно войдет будущая отливка и останется свободным половина пространства. Это может быть жестяная банка или специально изготовленная емкость. Традиционно размер опоки в 1,3–1,5 раза превышает габариты отливки. Такое соотношение необходимо, чтобы песчано-глиняная смесь образовала равномерный слой со всех сторон детали. Наполнитель для опоки делается из материалов, способных сохранять тепло. Литая заготовка будет качественной только при постепенном остывании.
Литейные модели
Художественное литье бронзы и латуни предусматривает получение максимально гладкой поверхности, поэтому для воссоздания модели используются достаточно твердые материалы:
- древесина;
- гипс;
- слоновая кость.
Для получения максимально гладкой поверхности, она подвергается устранению пористости шпатлеванием, грунтованием и покрытием лаком. Литейные модели изготавливаются разъемными; неразъемными — подходят для отливки изделий простой формы; специальными для деталей имеющих достаточно сложную конфигурацию.
История технологии
Литье латуни, как и бронзы, появилось 12 тысяч лет назад. Сначала из данных материалов изготавливали орудия труда и украшения, позднее посуду и предметы домашнего быта. Изделия из бронзы и вещи из латуни имели широкое применение во всех сферах жизни. Первые методы изготовления бронзы и латуни зародились в античную эпоху в век классицизма. Многие шедевры искусства той эпохи мы можем созерцать и по сей день. На данный момент эти легкоплавкие сплавы используются в основном для изготовления декоративных вещей для декора и произведений искусства.
Медные сплавы с добавлением металлов широко применяются в производстве:
- скульптур и сувениров;
- решеток и других элементов ограждений;
- заборов и калиток;
- деталей интерьера;
- в отделке люстр и бра.
Со временем литьевой метод усовершенствовали. И в современном мире стало возможным выплавлять детали из бронзы и латуни не только промышленным способом, но и в бытовых условиях.
Литье из алюминия, бронзы, латуни, а также золота и серебра
Не так много производств, оказывающих услуги художественного литья в силиконовые формы, могут похвастаться отличным соотношением – цена/качество. Мы, в свою очередь, максимально оптимизируем процесс, создавая произведения искусства из алюминия, бронзы, латуни, а также золота и серебра.
С помощью художественного литья мы изготавливаем различные уникальные подарки, ювелирную продукцию, элементы декора, награды различного характера, сувениры, статуи, барельефы и многое другое.
Мы вывели старинный процесс декоративного литья на новый уровень, пользуясь опытом мастеров и внедряя новое оборудование, тем самым увеличивая скорость нашей работы без потери качества. А Вы имеете информацию по каждому этапу в цикле литья.
Прием заказа