Ремонт шабрением
Шабрение направляющих или шабрение с последующей притиркой остается до сих пор самым эффективным способом восстановления их геометрической, технической точности. И сейчас этот способ часто используется, на протяжении многих десятилетий демонстрируя прекрасный результат ремонта станины. В первую очередь надо обследовать состояние направляющих, определить степень их износа. То место, где износ минимальный, принимается за базовой уровень, а данные замеров заносятся в таблицу, на основании которых будет производится ремонт. В токарном станке за базовую поверхность принимают чаще всего место расположение задней бабки, которое в процессе эксплуатации оборудования практически не изнашивается. Метод включает следующие этапы:
- установка станины станка на жесткое основание (ремонтный стенд), следует выставить продольное и поперечное положение станины точно в горизонтальной плоскости клиньями, башмаками или с помощью домкратов;
- после окончания подготовительных работ выполняется черновое (предварительное) шабрение с рабочей шириной шабера 20-25 мм при этом выдерживается длина штрихов на поверхности более 10 мм и достигается 4-6 пятен при контроле на краску в квадратах 25×25 мм. Этим достигается разбивка крупных пятен на более маленькие;
- получистовое шабрение выполняется шабером 12-16 мм, длиной штрихов 5-10 мм до достижения 8-15 пятен на квадрат;
- финишное (чистовое) шабрение производят шабером шириной 5-10 мм и длиной штрихов 3-5 мм для достижения 20-25 пятен в квадрате.
[Показать слайдшоу]
Поскольку направляющие станины токарного станка достаточно длинные, обработка выполняется по маякам с разбивкой общей длины на участки. Первым маяком всегда является место максимальной выработки. На расстоянии, меньшем длины поверочной линейки, от первого маяка шабрят второй маяк, находящийся в одной плоскости с первым. Затем шабрится вся поверхность между маяками с последующим переходом на соседний участок. Периодически следует прикладывать линейку с краской для оценки состояния направляющих и качества работы.
Смотрите видео чернового шабрения
Такой обработке подвергаются незакаленные части направляющих токарного станка, метод гарантирует достижение высокой точность поверхности (0,002 мм на 1000 мм длины). Образующиеся после шабрения мельчайшие лунки способны хорошо удерживать и равномерно распределять смазку. Качество шабрения полностью зависит от профессионализма рабочего.
Станина токарного станка. Подготовка к ремонту
Качество капитального или среднего ремонта при минимальном сроке исполнения зависит от степени подготовки станка к ремонту и правильной организации труда бригады слесарей.
Перед остановкой станка для ремонта производят проверку его работы на холостом ходу с целью выявления повышенных шумов и вибраций на каждой ступени оборотов шпинделя и также осуществляют обработку образца с целью определения состояния опор качения шпинделя. Проверяют радиальное и осевое биение шпинделя. Указанные проверки являются обязательными, так как при этом легче установить дефекты, которые в ряде случаев весьма сложно выявить у разобранного станка.
Результаты проверок учитывают при составлении ведомости дефектов и ремонте станка.
Другие проверки станка на точность по ГОСТ 42—56 (рекомендуемые в некоторых литературных источниках) проводить нецелесообразно, так как точность сборки станка обеспечивается на всех этапах технологического процесса ремонта.
В настоящей главе рассмотрено несколько вариантов технологических процессов, которые применяют для капитального или среднего ремонта корпусных (базовых) деталей и узлов большинства моделей токарно-винторезных станков, например, 1К62, 1601, 1610, 1613Д или 250, 1612В, 1615А, ТВ-320, 1А616, 1Е61 и др. соответствуют современному уровню ремонтного производства и могут быть использованы ремонтными базами с различным уровнем оснащенности.
Технические характеристики, фотографии и чертежи приведены на странице Токарно-винторезный станок 1К62.
Станина токарного станка. Календарный график капитального ремонта
Весьма важным мероприятием является организация ремонта станка по календарному графику. График ремонта станка определяет последовательность и сроки проведения ремонтных операций, комплектование узлов и окончательную сборку станка,
Кроме того, в первый день бригада осуществляет промывку деталей и дефектацию станка и приступает к ремонту других узлов станка.
Ремонт шлифованием
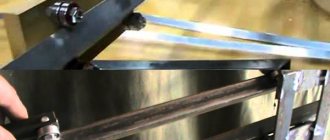
Не всегда имеется возможность использовать для ремонта продолно-строгальные или продолно-фрезерные станки в виду большой длины станины токарного станка. В этом случае направляющие станины восстанавливают при помощи переносного приспособления со шлифовальной головкой, которое устанавливается непосредственно на станине оборудования.
Ремонт можно производить на месте, без снятия станка с фундамента. Такой способ обеспечивает высокую точность ремонта, малую шероховатость поверхности, он также незаменим при обработке закаленной поверхности. Этот способ по производительности во много раз превосходит шабрение, но специалисты все же отдают предпочтение финишному строганию.
[Показать слайдшоу]
Ремонт и восстановление каретки
Вследствие износа направляющих каретки нарушается прямолинейность, параллельность и взаимная перпендикулярность поверхностей, а также соосность отверстий винтов и валов, смонтированных на столе и консоли, относительно перемещающихся по ним деталям, закрепленным на каретке. Поэтому при ремонте направляющих консольно-фрезерных станков восстанавливают прямолинейность всех направляющих, в том числе клиновых направляющих 2 и 8, параллельность поверхностей 1 и 4 поверхностям 5 и 7 (рис. 69) по направлениям б—б и в—в и взаимную перпендикулярность поверхностей 3 и 6 по направлениям а—а и а1—а1.
Восстановление точности направляющих обычно производят снятием слоя металла до устранения следов износа. Однако при этом происходит еще большее нарушение соосности отверстий для ходовых винтов и валов в столе, каретке и консоли.
Для установления соосности винта продольной подачи с осью отверстий сопрягаемых деталей, смонтированных на каретке, в кронштейнах винта фрезеруют отверстия для болтов крепления и совмещают кронштейны. Ось винта поперечной подачи совмещают методом разметки заготовки для маточной гайки «по месту» и затем нарезают резьбу по винту. В ряде случаев этот прием не удается осуществить, в связи с чем приходится растачивать отверстия, устанавливать компенсирующие втулки и коррегиро-вать зубчатые передачи (вследствие изменения межосевого расстояния). На эти работы затрачивается обычно много времени и выполняются они недостаточно высокого качества. Поэтому ремонт направляющих каретки рационально производить методом установления накладок (компенсаторов износа), сохраняя первоначальное взаимное расположение деталей и узлов.
Не следует начинать ремонт с поверхностей каретки, сопрягаемых с консолью, так как при этом фиксируется положение каретки, полученное вследствие неравномерного износа направляющих. В этом случае восстановление всех других поверхностей относительно поперечных направляющих сопряжено с неоправданно высокой трудоемкостью ремонтных работ.
Ремонт направляющих каретки следует начинать с поверхностей, сопрягаемых с продольным столом. В качестве накладки применяют текстолит, капрон, акрилопласт, чугун, бронзу и др.
Типовые технологические процессы восстановления направляющих кареток фрезерных станков приведены в табл. 9, 10 и 11.
В табл. 9 приведен технологический процесс ремонта направляющих кареток шабрением. Этот процесс в основном применяется при небольшом износе (менее 0,05 мм) направляющих. Основной недостаток этого способа — большая затрата физического труда, необходимость последующего установления соосности ходовых винтов и валов.
В табл. 10 приведен наиболее рациональный способ восстановления направляющих кареток — установлением компенсационных накладок. Этот способ особенно эффективен при повторных ремонтах, так как в этом случае достигается значительное сокращение трудоемкости (почти в два раза) при высоком качестве выполнения ремонтных работ.
В табл. 11 приведен технологический процесс восстановления направляющих акрилопластами. Этот прогрессивный способ обеспечивает высокое качество ремонта, при этом в 5—б раз повышается производительность труда слесаря-ремонтника по сравнению с ручным шабрением (см. гл. XIII).
На рис. 70 показан способ установки и выверки каретки на клиньях 4 при восстановлении направляющих, сопрягаемых с поверхностями стола, а на рис. 71 — пример установки каретки на таких же клиньях и выверки ее на консоли при восстановлении нижних направляющих.
Установка ходового винта и вала
Порядок совмещения осей ходового винта и вала с коробкой подач и фартуком токарного станка хорошо демонстрирует видео такого процесса.
Выполняется эта процедура в следующей последовательности.
- Корпус коробки подач токарного станка фиксируют на станине.
- Продольные салазки монтируют в середине станины, закрепляя винтами их заднюю прижимную планку.
- Фартук токарного станка соединяют с кареткой при помощи винтов.
- В отверстия фартука и коробки подач, в которые входят ходовой винт и вал, вставляют контрольные оправки.
- Каретку с фартуком подводят к коробке подач и в зоне соприкосновения контрольных оправок определяют величину их несоосности.
- Добиваются соосности оправок путем установки новых накладок, шабрения направляющих станка или переустановки коробки подач.
Ремонтирую направляющие небольших суппортов, фрезприставок — исправление геометрии, чистовое шабрение. Размеры — начиная от маленьких часовых станков типа Boley, Bergeon, Lorch и тп., Т-28, schaublin 70, Т-65 и тп. до размера schaublin 102, C-1, MN-80, ТВ-16, TSA-16
Технология ремонта круглошлифовальных станков
Ремонт направляющих станины
Приведенный в настоящей главе технологический процесс капитального ремонта является типовым для различных моделей кругло-шлифовальных станков и рассчитан для ремонтных баз (цехов) средних и крупных машиностроительных заводов. По этой технологии могут ремонтироваться круглошлифовальные станки моделей 3151, 3160А, 3161, 3164 и др. В технологическом процессе дано несколько вариантов ремонта отдельных сборочных единиц упрощенными методами в зависимости от специфических условий и состояния ремонтной базы. Эти варианты ремонта позволяют технически слабо оснащенным ремонтным базам (цехам) производить высококачественный ремонт оборудования.
К шлифовальным станкам, выполняющим финишные операции, предъявляются высокие требования. Точность обработки изделий на этих станках в основном зависит от состояния направляющих станины, кареток, передних и задних бабок, а также точности расположения осей шпинделей и состояния их подшипниковых опор. Поэтому ремонт таких станков имеет определенную специфику.
Одной из основных баз при ремонте круглошлифовальных станков являются направляющие станины. Неточность ремонта этих направляющих приводит к неправильному положению и взаимодействию основных сборочных единиц станка, что в некоторых случаях не может быть исправлено даже путем дополнительных пригонок по месту.
Рис. 6.1. Станина круглошлифовального станка
ри ремонте станины необходимо восстановить прямолинейность всех направляющих, при этом устраняют извернутость поверхностей 1—
3 и 6—8 (рис. 6.1). Поверхности 2, 3 и 7,
8
призматических направляющих должны быть взаимно перпендикулярны, что также необходимо восстановить. Поверхности 1—3 изнашиваются значительно больше поверхностей 6—3, поэтому первые ремонтируют финишным строганием, шлифованием или шабрением, а вторые, как правило — шабрением (табл. 6.1). Порядок ремонта станины шлифованием направляющих на продольно-шлифовальном станке следующий.
1. Устанавливают станину на столе продольно-шлифовального станка, выверяя ее на параллельность направляющих продольному перемещению колонны шлифовального станка по станине. По индикатору, закрепленному на корпусе шлифовальной бабки, при движении колонны проверяют параллельность поверхностей 1 и 3.
Перемещением шлифовальной бабки по траверсе проверяют параллельность поверхностей 6—8 направлению движения бабки. Точность установки станины по индикатору 0,02 мм на длине направляющих.
2. Шлифуют последовательно поверхности 1—3, добиваясь параметра шероховатости поверхностей Ra
= 1,250,63 мкм. Допуск прямолинейности направляющих 0,02 мм на длине 1000 мм. Проверку прямолинейности и извернутости осуществляют приспособлением (см. рис. 2.7).
3. Шлифуют поочередно поверхности 6—8 (рис. 6.1). Технические условия и способы проверки см. табл. 6.1 (операция 3).
Типовой технологический процесс ремонта направляющих станины шабрением
Источник
Оглавление
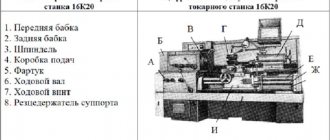
Токарные станки используются для обработки деталей цилиндрической формы. Они включают в себя множество разновидностей, которые отличаются по размеру и наличию дополнительных функций. Такие промышленные модели как, токарный станок 16К20 очень распространены и широко используются в современной промышленности. Чтобы устройство нормально функционировало, требуется знать все особенности его деталей.
Станина токарного станка служит для закрепления практически всех механизмов и узлов, которые применяются на данном оборудовании. Зачастую ее отливают из чугуна, чтобы получить массивную и прочную конструкцию, которая смогла прослужить длительный срок. Это связано с тем, что она будет подвергаться большим нагрузкам. Не стоит также забывать об устойчивости, так как массивные большие модели используют огромную энергию во время работы и основание должно хорошо сопротивляться нагрузкам.
фото:станина токарного станка
Станина и направляющие станка крепятся при помощи болтов к тумбам или парным ножкам. Если устройство короткое, то применяется две стойки. Чем оно длиннее, тем больше стоек может потребоваться. Большинство тумб имеет дверцы, что позволяет их использовать в качестве ящиков. К направляющим следует очень внимательно относиться и оберегать их возможности повреждения. Не желательно оставлять на них инструменты, заготовки и прочие изделия. если все же приходится располагать на них металлические предметы, то перед этим следует положить деревянную подкладку. Для лучшего ухода, перед каждым применением станка, станину требуется протирать и смазывать. Когда работа завершена, следует удалять с нее стружку, грязь и прочие лишние предметы.
Особенности конструкции станины металлорежущих станков могут отличаться в зависимости о конкретной модели, так как они разрабатываются для удобного и безопасного размещения всех узлов оборудования. Но основные положения во многих случаях остаются одинаковыми, так что на примере популярных моделей можно рассмотреть основы.