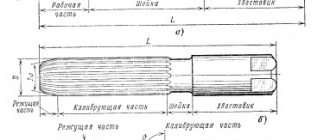
Когда нужны расчеты
Параметры рассчитываются на калькуляторе или с помощью онлайн-программ
Какую площадь должна иметь поверхность трубопровода, важно знать в следующих случаях.
- При расчете теплоотдачи «теплого» пола или регистра. Здесь высчитывается суммарная площадь, которая отдает помещению тепло, исходящее из теплоносителя.
- Когда определяются потери тепла по пути от источника тепловой энергии к обогревательным элементам – радиаторам, конвекторам и т.д. Чтобы определить количество и размеры таких приборов, нужно знать величину калорий, которой мы должны располагать, а она выводится с учетом развертки трубы.
- Для определения необходимого количества теплоизоляционного материала, антикоррозийного покрытия и краски. При строительстве магистралей протяженностью в километры, точный расчет экономит предприятию немалые средства.
- При определении рационально оправданного сечения профиля, которое могло бы обеспечить максимальную проводимость водопроводной или отопительной сети.
Определение параметров трубы
Площадь сечения
Труба представляет собой цилиндр, поэтому производить расчеты не сложно
Сечение круглого профиля – это круг, диаметр которого определяется, как разница величины наружного диаметра изделия за вычетом толщины стенок.
В геометрии площадь круга рассчитывается так:
S = π R^2 или S= π (D/2-N)^2, где S – площадь внутреннего сечения; π – число «пи»; R – радиус сечения; D — наружный диаметр; N — толщина стенок трубы.
Обратите внимание! Если в напорных системах жидкость заполняет весь объем трубопровода, то в самотечной канализации постоянно смачивается только часть стенок. В таких коллекторах применяется понятие площади живого сечения трубы.
Внешняя поверхность
Поверхность цилиндра, которым и является круглый профиль, представляет собой прямоугольник. Одна сторона фигуры – длина отрезка трубопровода, а вторая – величина окружности цилиндра.
Расчет развертки трубы осуществляется по формуле:
S = π D L, где S – площадь трубы, L – длина изделия.
Внутренняя поверхность
Такой показатель применяется в процессе гидродинамических расчетов, когда определяется площадь поверхности трубы, которая постоянно контактирует с водой.
При определении данного параметра следует учитывать:
- Чем больше диаметр водопроводных труб, тем меньше скорость проходящего потока зависит от шероховатости стенок конструкции.
На заметку! Если трубопроводы с большим диаметром характеризуются малой протяженностью, то величиной сопротивления стенок можно пренебречь.
- При гидродинамических расчетах шероховатости поверхности стенок придается не меньшее значение, чем ее площади. Если вода проходит по ржавому внутри водопроводу, то ее скорость меньше скорости жидкости, которая протекает по сравнительно гладкой полипропиленовой конструкции.
- Сети, которые монтируются из не оцинкованной стали, отличаются непостоянной площадью внутренней поверхности. При эксплуатации они покрываются ржавчиной и зарастают минеральными отложениями, из-за чего сужается просвет трубопровода.
Важно! Обратите внимание на этот факт, если захотите сделать холодное водоснабжение из стального материала. Проходимость такого водопровода сократится в два раза уже после десяти лет эксплуатации.
Расчет развертки трубы в данном случае делается с учетом того, что внутренний диаметр цилиндра определяется, как разность внешнего диаметра профиля и увеличенной вдвое толщины его стенок.
В результате площадь поверхности цилиндра определяется по формуле:
S= π (D-2N)L, где к уже известным параметрам добавляется показатель N, определяющий толщину стенок.
Формула развертки заготовки помогает рассчитать количество необходимой теплоизоляции
Чтобы знать, как посчитать развертку трубы, достаточно вспомнить курс геометрии, которую осваивают в средних классах. Приятно, что школьная программа находит применение во взрослой жизни и помогает решать серьезные задачи, связанные со строительством. Пусть они окажутся полезными и для вас!
Определение размеров заготовки при гибке производится как развертка детали, при этом суммируются длины прямолинейных участков и длины закруглений, подсчитанных по нейтральному слою. Такие расчеты не представляют существенных затруднений. На практике при гибке особо сложных деталей рекомендуется получить их развертку опытным путем, так как не всегда удается точно подсчитать ее теоретически.
Различают два основных случая гибки: 1) по кривой определенного радиуса; 2) под углом закругления при r
Гибка по кривой определенного радиуса.
Для определения длины заготовки можно пользоваться способом развёртки детали, основанном на том, что нейтральная линия сохраняет при гибке свои первоначальные размеры и расположена в местах закруглений на расстоянии х
0s
от внутренней стороны изделия
(рис. 2.4).
Поэтому для определения длины заготовки сложной детали следует просуммировать длину прямолинейных участков загибаемого изделия с длиной закругленных участков, подсчитанных по нейтральному слою.
Для детали с одним перегибом при угле длина заготовки определяется по формуле
, (2.13)
где l 1 , l 2 – длина прямолинейных участков загибаемого изделия, мм;
l
0
— длина нейтрального слоя закругленного участка,
мм
;
r
— радиус закругления,
мм
;
Угол гибки, град;
х
0
— коэффициент, определяющий положение нейтрального слоя.
Для детали с несколькими углами длина заготовки определяется по формуле
Рис. 2.4 Расчёт длинны заготовки
Для малых упругопластических деформаций, (при гибке заготовок с относительным радиусом закругления r
/s>5
) принимают, что нейтральный слой проходит по середине толщины полосы
р(р0)=рср
то есть его положение определяется радиусом кривизны
р=r+s/2
. А
х0
находится по формуле:
Для значительных пластических деформаций, что имеет место при гибке заготовок с относительным радиусом закругления изгиб сопровождается уменьшением толщины материала и смещением нейтрального слоя в сторону сжатых волокон. В этих случаях радиус кривизны нейтрального слоя деформации следует определять по формуле:
где — коэффициент утонения материала (толщина материала после гибки, мм).
Коэффициент утонения при гибке зависит от рода материала, относительного радиуса гибкии угла загиба. Расстояние нейтрального слоя от внутренней поверхности загибаемой заготовки при гибке широких полос находится по формуле
Значения коэффициентов их
о
для гибки приводятся в справочниках.
Гибка под углом без закругления.
При гибке под углом без закруглений или с закруглениями очень малого радиуса ()
, что сопровождается значительным утонением металла в местах перегиба, для определения размера заготовки (рис.2.5) до гибки АБ и после гибки АВГ, пользуются методом равенства масс.
Рис.2.5 Расчет длины заготовки
На практике, пользуются следующей формулой:
, (2.20)
где L – длина заготовки;
Величина прибавки (припуска) материала на образование угла.
Обычно эта величина в зависимости от твердости и толщины материала принимается равной на каждый угол. При этом, чем мягче материал, тем меньше прибавка, и наоборот.
Длина заготовки для n прямых углов, может быть определена по формуле:
При последовательной гибке . При одновременной гибке углов, изгиб сопровождается растяжением материала в середине и по концам участков. В этом случае растяжение материала получается на большей части изгибаемой заготовки, так что здесь образование углов идет частично за счет растяжения материала прямых участков. Поэтому для этих случаев прибавку к длине заготовки рекомендуется брать вдвое меньше, чем при последовательной гибке, то есть принимать.
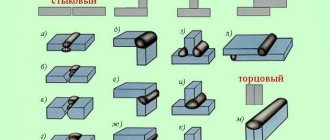
Элементы заготовки, расположенные в деформируемой зоне и прилегающие к внутренней поверхности изгибаемой детали (со стороны пуансона), подвергаются сжатию, а прилегающие к внешней поверхности (со стороны матрицы)-растяжению. Между растянутыми и сжатыми волокнами находится нейтральная линия длина которой не изменяется (Черт. 106).
Черт. 106
Радиус нейтральной линии
R в мм (черт. 106) определяется по формуле
где r — радиус гибки, мм;
s- толщина материала мм;
x — коэффициент, величина которого зависит от отношения r/s (табл. 48).
Таблица 48
| Отношение r/s | ||||||||||
| Коэффициент x | 0,323 | 0,340 | 0,356 | 0,367 | 0,379 | 0,389 | 0,400 | 0,413 | 0,421 | 0,426 |
| Отношение r/s | 10 и более | |||||||||
| Коэффициент x | 0,441 | 0,445 | 0,463 | 0,469 | 0,477 | 0,780 | 0,485 | 0,490 | 0,495 | 0,500 |
При завивке шарниров (петель) вследствие наличия внешних сил трения, препятствующих деформированию, коэффициент х определяется по табл. 48а.
Таблица 48а
| Отношение r/s | ||||
| Коэффициент x | 0,56 | 0,54 | 0,52 | 0,51 |
Длина развертки
изгибаемой детали L р в мм (черт. 107) определяется по формуле
L р =(l 1 +l 2 +l 3 +. . .)+ π / 180 (φ 1 R 1 +φ 2 R 2 +φ 3 R 3 +. . .) (47)
где l 1 ; l 2 ; l 3 -прямые участки, мм;
φ 1 ; φ 2 ; φ 3 — углы гибки, град;
R 1 ; R 2 ; R 3 — радиусы нейтральной линии, определяемые по формуле (46).
Черт. 107
При гибке материалов толщиной свыше 3 мм под углом 90° с радиусом гибки r≤s радиус нейтральной линии R, рассчитанный по формуле (46), должен быть скорректирован до величины R 1 (черт. 108), исходя из условия целостности материала и сопряжения в точках а и а 1 криволинейного участка радиусом R 1 с прямыми а-а и а 1 -а 1 , преходящими через середину толщины s. На участке С-С 1 пунктиром показан внешний контур при расчете без учета утонения материала. В связи с утонением при гибке толщина s 1 на этом участке меньше исходной s.
Черт. 108
Значения R 1 радиуса скорректированной нейтральной линии и длину дуги abа 1 , следует подсчитать по формулам
R — определяется по формуле (46); r — радиус гибки, мм; остальные обозначения показаны на черт. 108.
Элементы для определения размеров разверток часто применяемых гнутых деталей приведены в табл. 49.
Таблица 49
Примечание
:
- y, y 1 , y 2 — величины, учитывающие изменение длины развертки при гибке под углом 90°. При толщине материала до 2,5 мм принимаются по табл. 50, а при толщине 3 и более мм при r
- х — коэффициент, принимается по табл. 48а.
Таблица 50
Таблица 50а
Пример
. Определить длину развертки для детали, изображенной нa черт. 109.
Черт. 109
Согласно табл. 49 L р =l+l 1 + у,
где l и l 1 -длины прямых участков гнутой детали;
у -находим по табл. 50а
При s=4 мм и r= 3,5 мм
L p =50+40+ 1,22=91,22 мм.
Если в рабочем чертеже детали заданы односторонние допуски, то для подсчета длины развертки эти допуски должны быть пересчитаны на двухсторонние, с сохранением заданного поля допуска. При этом должны быть также пересчитаны номинальные размеры детали (черт. 110).
Черт. 110
В табл. 51 и 52 приведены формулы для расчета длины развертки
гнутых деталей при различных исходных данных на рабочем чертеже и различных формах сопряжения.
Таблица 51
Примечание
: х — коэффициент, определяется по табл. 48.
Таблица 52
Рассмотрим ситуацию, которая нередко возникает на гибочном производстве. Особенно это касается небольших цехов, которые обходятся средствами малой и средней механизации. Под малой и средней механизацией я подразумеваю использование ручных или полуавтоматических листогибов. Оператор суммирует длину полок, получает общую длину заготовки для требуемого изделия, отмеряет нужную длину, отрезает и.. после гибки получает неточное изделие. Погрешности размеров конечного изделия могут быть весьма значительными (зависит от сложности изделия, количества гибов и т.д.). Все потому, что при расчетах длины заготовки нужно учитывать толщину металла, радиус гибки, коэффициент положения нейтральной линии (К-фактор). Именно этому и будет посвящена данная статья.
Итак, приступим.
Честно говоря, произвести расчет размеров заготовки несложно. Нужно только понять, что нужно брать в расчет не только длины полок (прямых участков), но и длины криволинейных участков, получившихся ввиду пластических деформаций материала при гибке.
Притом, все формулы уже давно выведены «умными людьми», книги и ресурсы которых я постоянно указываю в конце статей (оттуда вы, при желании, можете получить дополнительные сведения).
Таким образом, для расчета правильной длины заготовки (развертки детали), обеспечивающей после гибки получение заданных размеров, необходимо, прежде всего, понять, по какому варианту мы будем производить расчет.
Напоминаю:
Таким образом, если вам нужна поверхность полки А
без деформаций (например для расположения отверстий), то вы ведете расчет по
варианту 1
. Если же вам важна общая высота полки
А
, тогда, без сомнения,
вариант 2
более подходящий.
Вариант 1 (с припуском)
Нам понадобится:
в) Суммировать длины этих отрезков. При этом, длины прямых участков суммируются без изменения, а длины криволинейных участков – с учетом деформации материала и соответственного смещения нейтрального слоя.
Так, например, для заготовки с одним гибом, формула будет выглядеть следующим образом:
Где X
1
– длина первого прямого участка,
Y1
– длина второго прямого участка,
φ
– внешний угол,
r
– внутренний радиус гибки,
kS
– толщина металла.
Таким образом, ход расчета будет следующим..
Y1 + BA1 + X1 + BA2 +
..т.д
Длина формулы зависит от количества переменных.
Вариант 2 (с вычетом)
По моему опыту, это самый распространенный вариант расчетов для гибочных станков с поворотной балкой. Поэтому, давайте рассмотрим этот вариант.
Нам также необходимо:
а) Определить К-фактор (см таблицу).
б) Разбить контур изгибаемой детали на элементы, представляющие собой отрезки прямой и части окружностей;
Здесь необходимо рассмотреть новое понятие – внешняя граница гибки.
Чтобы было легче представить, см рисунок:
Внешняя граница гибки – вот эта воображаемая пунктирная линия.
Так вот, чтобы найти длину вычета, нужно от длины внешней границы отнять длину криволинейного участка.
Таким образом, формула длины заготовки по варианту 2:
Где Y
2
,
X2
– полки,
φ
– внешний угол,
r
– внутренний радиус гибки,
k
– коэффициент положения нейтральной линии (К-фактор),
S
– толщина металла.
Вычет у нас (BD
), как вы понимаете:
Внешняя граница гибки (OS
):
И в этом случае также необходимо каждую операцию рассчитывать последовательно. Ведь нам важна точная длина каждой полки.
Схема расчета следующая:
(Y2 – BD1 / 2) + (X2 – (BD1 / 2 + BD2 / 2)) + (M2 – (BD2 / 2 + BD3 /2)) +
.. и т.д.
Графически это будет выглядеть так:
И еще, размер вычета (BD
) при последовательном расчете считать надо правильно. То есть, мы не просто сокращаем двойку. Сначала считаем весь
BD
, и только после этого получившийся результат делим пополам.
Надеюсь, что этой своей ремаркой я никого не обидел. Просто я знаю, что математика забывается и даже элементарные вычисления могут таить в себе никому не нужные сюрпризы.
На этом все. Всем спасибо за внимание.
При подготовке информации я использовал: 1. Статья «BendWorks. The fine-art of Sheet Metal Bending» Olaf Diegel, Complete Design Services, July 2002; 2. Романовский В.П. «Справочник по холодной штамповке» 1979г; материалы англоязычного ресурса SheetMetal.Me (раздел “Fabrication formulas”, ссылка:
ТЕХНОКОМ | Калькулятор усилия гибки онлайн
Калькулятор расчета необходимого усилия листогибочного пресса позволяет просчитать необходимый тоннаж. Полезен для технологов и инженеров для общей проработки возможностей своего оборудования или подбора листогибочного пресса для выполнения определенной гибки по параметрам. Позволяет получить общие справочные значения в считанные секунды без сложного обсчета, в том числе для дальнейшего подбора гибочного инструмента или размещения заказов по гибке.
Легенда
F (усилие, тоннаж), тонн — общее необходимое усилие для осуществления гибаS (толщина), мм — толщина материала (листа) для гибкиV (открытие), мм — открытие матрицыh (длина полки), мм — минимальная необходимая длина для прямой остаточной полки детали после гибкиL (длина гибки), мм — основная длина гибки детали (параллельна ширине листогибочного пресса)R (радиус), мм — внутренний радиус гибаTS (предел прочности) — предел прочности материала детали для гибки
Основная используемая формула для расчета:
Гибочное усилие F = (1,42 x TS x S2 x L)/1000 x V Внутренний радиус R = (5 x V) / 32
Внимание!
Данный калькулятор предназначен исключительно для получения ориентировочной справочной информации и не может являться эффективным инструментом для точных расчетов и составления технических заданий. Для получения точных и достоверных значений необходимо консультироваться со специалистами.
Таблица по усилиям гибки для листогибочного пресса
Нижеприведенная таблица отображает примерное справочное усилие в соответствии с открытием матрицы, минимальной полкой, толщиной металла и радиусом. Данная таблица действительна для 1 метра конструкционной стали
| V | H min | R | 0,5 | 0,8 | 1 | 1,2 | 1,5 | 1,8 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | 15 | 18 | 20 |
| 6 | 5 | 1 | 2,5 | 6,5 | 10 | |||||||||||||||||||
| 8 | 6 | 1,3 | 2 | 5 | 8 | 11 | ||||||||||||||||||
| 10 | 7 | 1,7 | 1,5 | 4 | 6 | 9 | 13 | |||||||||||||||||
| 12 | 9 | 2 | 3 | 5 | 7 | 11 | 16 | |||||||||||||||||
| 15 | 12 | 2,7 | 4 | 6 | 9 | 13 | 16 | |||||||||||||||||
| 20 | 15 | 3,3 | 4 | 7 | 10 | 13 | 19 | |||||||||||||||||
| 26 | 18 | 4,2 | 5 | 7,5 | 10 | 14 | 21 | |||||||||||||||||
| 30 | 22 | 5 | 6,5 | 8 | 12 | 19 | 24 | |||||||||||||||||
| 32 | 23 | 5,4 | 7,5 | 11,6 | 17 | 23 | 30 | |||||||||||||||||
| 37 | 25 | 5,8 | 10 | 14,5 | 20 | 26 | 33 | |||||||||||||||||
| 42 | 29 | 6,7 | 13 | 17 | 23 | 29 | 35,5 | |||||||||||||||||
| 45 | 32 | 7,5 | 16 | 21 | 27 | 33 | 48 | |||||||||||||||||
| 50 | 36 | 8,3 | 19 | 24 | 30 | 43 | 58 | |||||||||||||||||
| 60 | 43 | 10 | 20 | 25 | 36 | 49 | 64 | |||||||||||||||||
| 70 | 50 | 11,5 | 21 | 31 | 42 | 55 | 69 | |||||||||||||||||
| 80 | 57 | 13,5 | 27 | 37 | 48 | 60 | 75 | |||||||||||||||||
| 90 | 64 | 15 | 32 | 42 | 54 | 66 | 95 | |||||||||||||||||
| 100 | 71 | 17 | 38 | 48 | 60 | 86 | 134 | |||||||||||||||||
| 130 | 93 | 22 | 37 | 46 | 66 | 103 | 149 | |||||||||||||||||
| 180 | 130 | 30 | 33 | 48 | 75 | 107 | 133 | |||||||||||||||||
| 200 | 145 | 33 | 43 | 67 | 97 | 119 | ||||||||||||||||||
| 250 | 180 | 42 | 54 | 77 | 95 |
www.technocom-rus.ru
Программа для развертки листового металла
Материал гнут вручную или на гибочном станке, или штампами под прессами. Вручную гнут преимущественно детали небольших размеров.
На гибочном станке загибают листовые заготовки и детали по прямой линии из различного материала и под различными углами как, для получения различных профилей коробчатых форм, так и для отбортовки небольшой ширины (5-30 мм).
При гибке материала во избежание трещин нужно следить за радиусом загиба, руководствуясь данными табл. 4.
Таблица 4 — Радиусы загиба в мм
| Толщинаматериала | Электрон | Дуралюмин | Алюминий, медь, латунь | Сталь |
| 0,3 | 1.5 | 1.5 | 0,6 | O.6 |
| 0,4 | 1,5 | 1,5 | 0.6 | 0,6 |
| 0,5 | 2.5 | 1.5 | 0,6 | 0.6 |
| 0,6 | 2,5 | 2.5 | 1.0 | 1,0 |
| 0,75 | — | — | 1,0 | |
| 0,8 | 4,0 | 2.5 | 1,0 | — |
| 1,0 | 4.0 | 2.5 | 1,5 | 1,5 |
| 1,2 | 4,0 | 4,0 | 1.5 | — |
| 1,25 | — | — | — | 2.5 |
| 1,5 | 6,0 | 4,0 | 2,5 | 2.5 |
| 1,75 | — | — | 2,5 | |
| 2,0 | 10,0 | 6,0 | 2,5 | 2,5 |
Перед загибом на небольшой радиус все детали отжигают. При загибании материал сжимается и растягивается (рис. 194).
рис. 194.
До загиба длина линии аб у верхней кромки листовой заготовки в месте загиба равна длине линии сд, находящейся в середине листовой заготовки, и линии ми у нижней кромки листовой заготовки.
После загиба длина дуги аб меньше длины дуг сд и мн.
Это неравенство показывает, что при загибе материал снаружи растягивается, а внутри закругления сжимается, и только средняя линия сд не изменяет своей длины.
При гибке листовых заготовок из различных материалов для получения детали требуемых размеров большое значение имеет выбор допустимых радиусов и определение длин разверток (заготовок).
Гибка с закруглением (рис. 195) требует более короткой заготовки, чем гибка без закругления (рис. 196).
Приспособление для разметки труб. Расчет и изготовление шаблона — Оборудование
В крупных заготовительных мастерских разметку и резку труб производят на разметочно-отрезном агрегате, который позволяет получать детали трубопроводов с допуском ± 1 мм.
В небольших заготовительных мастерских и на монтажной площадке разметку труб производят на разметочных стеллажах, применяя обычный разметочный и измерительный инструмент: линейки, рулетки, чертилки, шаблоны и др.
Разметка трубы заключается в определении ее заготовительной длины и нанесении необходимых осей. Разметив трубу для резки, на ней намечают начала всех изгибов, отверстия для врезки отборов и тройников.
Для изготовления гнутого отвода и определения длины заготовки должны быть известны радиус (R) и угол (а) загиба трубы, длина свободных концов или длина прямого участка между отводами. Длину заготовки (рис. 1) определяют по формуле
Где LОбщ – длина заготовки, м;
L= π/180*αR – длина изогнутом части, м;
L1 = L – S – длина прямого участка, м;
L2 = L1-S‑длина второго прямого участка, м; .
Рисунок 1. Разметка трубы для изгиба
- а – разметка отвода;
- б – участок трубопровода.
При пересечении двух труб тройник реза намечают по приспособлению, которое изготавливают на листе плотной бумаги. Вначале вычерчивают в двух проекциях и в натуральную величину пересечение двух труб, как показано на рис. 2. На врезаемой части трубы строят полуокружность, которую обычно делят на шесть частей (точки 1, 2, 3, 4, 5, 6). Через эти точки проводят прямые параллельные оси трубы. На второй проекции делают аналогичные построения, прямые проводят до пересечения с контуром трубы, в которую нужно сделать врезку (точки 0, 1, 2, 3). Проводя из этих точек параллельные прямые, как показано на рисунке, получим точки 0l, 1l, 2l, 3l, 4l, 5l, 6l.
Рис. 5. Разметка пересечения двух труб
Программа расчета в Excel длины развертки при гибке труб.
Для выполнения расчетов используем программу MS Excel. Можно воспользоваться табличным процессором Calc из свободно распространяемых пакетов
Apache OpenOffice илиLibreOffice.
Исходные данные:
Положим, что в рассматриваемом примере деталь состоит из трех прямых и двух изогнутых участков (как на схеме вверху).
1.
Записываем наружный диаметр трубы
D
в миллиметрах
в ячейку D4: 57,0
2.
Значение внутреннего диаметра трубы
d
в миллиметрах заносим
в ячейку D5: 50,0
Внимание!!! Если рассчитывается длина развертки прутка сплошного круглого сечения, то
d=0!
3.
Длину первого прямого участка
L 1
в миллиметрах вводим
в ячейку D6: 200,0
4.
Осевой радиус сгиба первого кривого участка
R 1
в миллиметрах записываем
в ячейку D7: 300,0
5.
Угол сгиба первого кривого участка
α 1
в градусах пишем
в ячейку D8: 90,0
6.
Длину второго прямого участка детали
L 2
в миллиметрах вводим
в ячейку D9: 100,0
7.
Осевой радиус сгиба второго изогнутого участка
R 2
в миллиметрах записываем
в ячейку D10: 200,0
8.
Угол сгиба второго изогнутого участка
α 2
в градусах пишем
в ячейку D11: 135,0
9.
Длину третьего прямого участка детали
L 3
в миллиметрах вводим
в ячейку D12: 300,0
10-15.
Ввод исходных данных в Excel для нашего примера завершен. Ячейки D13…D18 оставляем пустыми.
Программа позволяет рассчитывать развертки деталей, содержащих до пяти прямых участков и до четырех изогнутых. Гибка трубы с большим количеством участков требует для расчета развертки незначительной модернизации программы.
Результаты расчетов:
16.
Длину первого изогнутого участка
L 1
в миллиметрах вычисляем
в ячейке D20: =ЕСЛИ(D7=0;0;ПИ()*D8/180*((4*D7^2-$D$4^2)^0,5+(4*D7^2-$D$5^2)^0,5)/4) =469,4
17.
Длину второго изогнутого участка
L 2
в миллиметрах вычисляем
в ячейке D21: =ЕСЛИ(D10=0;0;ПИ()*D11/180*((4*D10^2-$D$4^2)^0,5+(4*D10^2-$D$5^2)^0,5)/4) =467,0
18-19.
Так как в рассматриваемом примере нет третьего и четвертого кривых участков, то
в ячейке D22: =ЕСЛИ(D13=0;0;ПИ()*D14/180*((4*D13^2-$D$4^2)^0,5+(4*D13^2-$D$5^2)^0,5)/4) =0,0
в ячейке D23: =ЕСЛИ(D16=0;0;ПИ()*D17/180*((4*D16^2-$D$4^2)^0,5+(4*D16^2-$D$5^2)^0,5)/4) =0,0
20.
Общая длина развертки детали
L
в миллиметрах суммируется
в ячейке D24: =D6+D9+D12+D15+D18+D20+D21+D22+D23 =1536,3
Длина развертки изогнутой трубы рассчитана с помощью программы MS Excel.