Документация для свариваемых конструкций
Особой разновидностью моделей сборок являются сварные конструкции, процесс создания которых состоит из «разделки», «сварки», «обработки» и «моделирования». Для любого из состояний конкретные виды можно создать на чертеже:
- виды состояния сборки позволяют увидеть, как выглядит модель без сварочных соединений или заданной к ним разделки;
- виды подготовки представляют модель с уже заданной разделкой соединительных швов;
- виды сварки показывают будущую модель со сварными стыками;
- виды обработки определяют модель с подготовкой соединений, с уже готовыми стыками и обработкой после сварочных работ.
При оформлении чертежей только состояние сборки может применяться. Когда же конструкция переходит в какое-либо из других состояний, то должно осуществляться соответствующее сообщение об этом.
Как обозначают типы сварок
Огромное количество возможностей перед мастером открывают современные разновидности сварки, позволяющие любые задумки воплощать в действительности. Но чтобы применять на практике какую-либо сварочную технологию необходимо понимать обозначение сварки и научиться составлять чертежи.
В зависимости от технологии условное обозначение сварки на чертежах следующее:
- Э — электродуговая;
- Kт — контактная;
- Г — газовая;
- З — выполняемая в среде защитных газов.
В чертежах содержится вся информация, которая может понадобиться мастеру в процессе сваривания металлоконструкций, поэтому обязательным условием для каждого профессионального сварщика является умение читать и составлять сварочные чертежи.
Типы сварочных соединений и условные обозначения
Для качественного соединения отдельных элементов при создании металлоконструкций необходимо иметь подробное описание каждого стыка. Для этого выполняется состоящая из чертежей конструкторская документация, в которой все условные обозначения сварных швов должны соответствовать ГОСТам.
В зависимости от способов стыковки свариваемых друг с другом элементов различают несколько видов соединений. Наименования, особенности и обозначение сварочных швов на чертежах можно посмотреть в таблице ниже.
| Типы швов | Характеристики | Сварочный шов на чертеже |
| Стыковой | Расположенные в одной плоскости детали свариваются по прилегающим торцам. Чтобы стыки получались ровными и прочными необходимо перед соединением обработать стыковые кромки | С |
| Угловой | Детали соединяются по наклоненным один к другому торцам, угол между которыми должен составлять более 30° | У |
| Торцевой | Соединяются торцы элементов таким образом, чтобы между собой соприкасались боковые поверхности | С |
| Нахлесточный | Одна на другую накладываются плоскости элементов. Используются в случаях, когда точность подгонки не является критичной | Н |
| Тавровый | К поверхности конструкции под углом или вертикально приваривается торец детали | Т |
Существуют также не предусмотренные ГОСТом особые виды швов, которые на схемах обозначаются символом «О».
Графическая работа 14. сборочный чертеж сварного соединения
Цель работы:
научиться выполнять сборочной чертеж неразъемного сварного соединения, оформлять спецификацию на неразъемное соединение.
ТЕОРЕТИЧЕСКИЙ МАТЕРИАЛ
Чертежи сварного изделия выполняют как сборочный чертеж. При выполнении чертежа сварной сборочной единицы предварительно выполняют рабочие чертежи деталей, входящих в состав сборочной единицы.
Каждой такой детали должно быть присвоено обозначение и название, например плита, планка, косынка, ребро, втулка, кольцо, цилиндр, пластинка и т.п. при выполнении рабочих чертежей детали необходимо определить вид кромок под сварку и указать на чертежах необходимые данные для изготовления деталей. В спецификации указывается формат листов, а которых выполнены эскизы.
В том случае, когда сварное изделие несложное, его детали можно изготовлять непосредственно по сборочному чертежу. На сборочном чертеже при этом наносят все размеры, необходимые для изготовления деталей. В спецификации в графе «Формат» проставляют символ БЧ (без чертежа), приводят обозначение и наименование деталей, их количество.
Сварное изделие из однородного материала в разрезах и сечениях изображают одним из трех способов:
1) пограничные детали штрихуют как одно целое (в одну сторону) с проведением линий контура между ними;
2) пограничные детали штрихуют без указания границ между ними, как монолитное тело;
3) пограничные детали штрихуют в разные стороны в соответствии с общими правилами штриховки.
На рисунке 85 представлен пример чертежа сварного изделия «Опора».
Задание:
выполнить сборочный чертеж сварного соединения. Материал всех деталей: Ст 5 ГОСТ 380–94
Порядок выполнения задания
1. Выбрать вариант задания (рис.86-88);
2. Выяснить, из каких деталей состоит сборочная единица;
3. Дать наименование каждой детали;
4. Выполнить сборочный чертеж сварной единицы;
5. При выполнении чертежа на формате А4, спецификацию расположить над основной надписью.
6. Заполнить основную надпись чертежа.
Рисунок 85 – Сборочный чертеж сварного соединения
Рисунок 86 – Задание для вариантов 1-6
Рисунок 87 – Задание для вариантов 7-12
Рисунок 88 – Задание для вариантов 13-15
Графическая работа 15. выполнение чертежа электрической схемы
Цель работы:
научиться выполнять чертеж электрической схемы и перечень элементов к принципиальной электрической схеме.
ТЕОРЕТИЧЕСКИЙ МАТЕРИАЛ
Схема –
это графический конструкторский документ, на котором показаны в виде условных изображений или обозначений составные части изделия и связи между ними.
Схемы применяют при изучении принципа действия машин, механизмов, приборов, аппаратов, при их наладке и ремонте, монтаже трубопроводов и электрических сетей, для уяснения связи между отдельными составными частями изделия без уточнения особенностей их конструкции.
В зависимости от характера элементов и линий связей, входящих в состав устройства, схемы подразделяются на виды, каждый из которых часто обозначается буквой: кинематические (К), гидравлические (Г), пневматические (П), электрические (Э), оптические (О) и др.
Схемы в зависимости от основного назначения делятся на типы, каждый из которых обычно обозначается цифрой: 1 — структурные; 2 — функциональные; 3 — принципиальные; 4 — соединения (монтажные); 5 — подключения; б — общие; 7 — расположения и др.:
1. Элементы схемы
— составная часть схемы, выполняющая определенную функцию (назначение) в изделии, которая не может быть разделена на части, имеющие самостоятельное функциональное назначение (например, насос, соединительная муфта, конденсатор, резистор и т.п.).
2. Устройство
— совокупность элементов, представляющая одну конструкцию (например, механизм храповой, печатная плата, шкаф).
3. Функциональная группа
— совокупность элементов, выполняющих в изделии определенную функцию и не объединенных в одну конструкцию.
4. Функциональная часть
— элемент, оборудование или функциональная группа.
5. Линия взаимосвязи
— отрезок линии на схеме, показывающей связь между функциональными частями изделия.
При выполнении схемы не соблюдаются масштабы. Действительное пространственное расположение составных частей изделия может на схеме не учитываться или учитываться приближенно.
Условные обозначения элементов общего применения устанавливает ГОСТ 2.721—74.
Элементы, составляющие отдельное устройство, допускается выделять на схемах штрихпунктирными тонкими линиями с указанием этого устройства.
Таблица 11 — Условные графические обозначения общего применения для использования в электрических, гидравлических, тематических и комбинированных схемах(выдержка из ГОСТ 2.721—74)
| Наименование | Обозначение |
| Поток электромагнитной энергии, сигнал электрический в одном направлении | |
| Поток жидкости в одном направлении | |
| Поток газа (воздуха) в одном направлении | |
| Движение прямолинейное одностороннее | |
| Движение вращательное одностороннее | |
| Движение винтовое | |
| Линии механической связи в гидравлических и пневматических схемах | |
| Линии механической связи в электрических схемах | |
| Регулирование. Общее обозначение | |
| Примеры обозначения регулируемых элементов: — передача ременная с изменением передаточного отношения — резистор регулируемый |
Каждый элемент, изображенный на схеме условно, должен иметь свое обозначение: порядковый номер или буквенно-цифровое позиционное обозначение. Для каждого вида схем установлены правила нанесения таких обозначений.
На гидравлических, пневматических и электрических схемах обозначения заносятся в перечень элементов, оформляемый в виде таблицы, заполняемый сверху вниз (рис. 89).
Электрические схемы имеют классификацию, термины и определения, которые устанавливает ГОСТ 2.701—84. Они выполняются в соответствии с ГОСТ 2.702—75 — «Схемы электрические. Общие требования к выполнению».
| На рис. 90 приведена принципиальная электрическая схема питания электроэнергией электромагнитной муфты. Линии электрической связи (проводов) должны состоять из горизонтальных и вертикальных отрезков, обычно выполняемых толщиной 0,3… 0,4 мм. Промежуток между любыми двумя параллельными линиями должен быть не менее 2мм. Условные графические обозначения элементов вычерчивают на схеме линиями 1,8…1,4мм. Каждый элемент, входящий в изделие и изображенный на схеме, имеет буквенно-цифровое позиционное обозначение, составленное из буквенного обозначения и порядкового номера, проставленного после буквенного обозначения. Стандарты устанавливают буквенно-цифровые позиционные обозначения для наиболее распространенных элементов. Например, резистор — R ; конденсатор — С; дроссель и катушка индуктивности —
| ||||||||||||||||||||||||||||
Необходимость обозначений
Современные металлоконструкции состоят из множества разных по формам и размерам элементов. Чтобы они соответствовали всем требованиям ГОСТов, то создавать их необходимо по предварительно разработанной конструкторской документации.
Обозначение сварных швов на чертежах позволяет узнать полный перечень их технических характеристик:
- тип материалов, необходимых для создания качественных стыков;
- геометрические размеры швов и оптимальные параметры допусков;
- технологии сваривания;
- размер и форму наплавки;
- герметичность стыков и прочностные свойства;
- условия и очередность процесса сваривания и другие особенности.
Не только при изготовлении металлоизделий необходимо обозначение сварочных швов, проверки готовых конструкций на прочность и целостность стыков также требует наличия чертежей. Осуществляющие контроль сотрудники геометрические параметры каждого соединения сравнивают с показателями из конструкторской документации.
Использование САПР
САПР для обозначения сварных швов
Автоматизируя рутинные процессы, САПР позволяют конструктору значительно сократить время разработки проектов. Они дают возможность моделировать различные ситуации, моментально проводить сложные расчеты, подбирать во встроенных библиотеках готовые инженерные решения.
Большим преимуществом САПР является автоматизация разработки документации согласно условиям ЕСКД. Например, в Компасе поиск и размещение обозначения сварных швов на чертежах занимает считанные секунды.
Умение использовать условную маркировку необходимо квалифицированному специалисту в области строительства или на производстве. Корректно составленная конструкторская документация – необходимое условие для успешного выполнения всей технологической цепочки изготовления изделий с применением сварочных работ.
Видео по теме: Обозначение швов на чертеже
Публикации по теме
Что такое катет сварного шва
Особенности, преимущества и недостатки ультразвуковой дефектоскопии сварных швов
Особенности сварки инвертором тонкого металла
Как на чертежах изображают сварочные швы
Требования к разработке рабочей документации и условное обозначение сварных швов на чертежах регламентированы единой системой конструкторской документации (ЕСКД).
Вне зависимости от способа сварки используется два основных типа линий, которыми обозначают сварные швы на чертеже:
- сплошные — для наружных видимых стыков;
- штриховые (пунктирные) — для невидимых соединений.
На представленном ниже фото можно увидеть какой линией изображают видимый сварной шов на чертеже и невидимый.
В обеих случаях обязательно должна быть выносная линия со стрелкой, указывающая на место расположения шва. Если стрелка указывает на видимый стык, то условное обозначение размещается над ней, когда невидимый — под ней.
Когда стык выполняется несколькими наложенными друг на друга проходами, то его называют многопроходной сварной шов, на чертеже при его обозначении указывается количество проходов.
Все соединительные стыки могут выполняться:
- односторонними. Образуются при сваривании деталей только с одной стороны поверхности, изображаются символами SS;
- двухсторонними. При создании такого типа соединений источник нагрева по верхней и нижней поверхностях поочередно перемещается и корень стыкового шва расположен внутри сечения. Символом BS изображается такая сварка на чертеже.
Чтобы обеспечить оптимальную глубину при сварке методом плавления необходимо осуществлять разделку кромок. При этом форма, угол вскрытия, притупление, ширина зазора и другие параметры зависят от сварочной технологии и толщины материала. Наиболее часто встречающиеся разделы кромок приведены на картинке ниже.
По характеру выполнения сварочные соединения разделяются на точечные, прерывистые и сплошные. Обозначение на чертеже прерывистого сварного шва являет собой сплошную линию при видимых стыках и штриховую — при невидимых. Прерывистые стыки создаются в шахматном порядке или цепными.
При любой сварочной технологии обозначение точечной сварки на чертеже выполняется знаком «+», который состоит из сплошных линий. Одиночные невидимые точки на конструкторских схемах не отображаются.
Обозначение стыков по характеру выполнения
В приведенных ниже таблицах показано как обозначаются сварные швы на чертежах в зависимости от их характера.
Таблица стыковых соединений
| Характер стыков | Без скосов | Скос на одной кромке | Скос на двух кромках | Два симметричных скоса на обеих кромках |
| Односторонний | ||||
| Двусторонний | ||||
| Односторонние соединения с применением прокладки |
Таблица сварных швов углового типа
| Характер шва | Скос отсутствует |
| Односторонний | |
| Двусторонний | |
| Выполненный впритык односторонний | |
| Выполненный впритык двусторонний |
Таблица сварных швов на чертеже таврового типа
| Характер соединения | Без наличия скоса |
| Двусторонний обычный | |
| Двусторонний в шахматном порядке |
Таблица выполненных внахлестку стыков
| Характер стыкового соединения | Без скоса |
| Как выглядит двусторонний стык | |
| Обозначение прерывистого сварного шва |
Согласно общеустановленных международных стандартов швы также различаются между собой в отношении пространственного положения:
- вертикальные и горизонтальные;
- сваренные в нижнем положении и потолочные.
Учитывая положение стыка существуют также разные способы снятия кромок. Если тщательно зачистить и подготовить кромки перед сварочным процессом, то соединительный стык будет обладать рядом преимуществ:
- экономичность. Количество используемого для наплавления металла сводится к минимуму;
- эффективность. Намного быстрее выполняется сваривание за один проход;
- прочность. В полученном сварном соединении прочностные характеристики нисколько не уступают показателям прочности, которыми обладает основной металл.
Чтобы получить в процессе сварки результат с исключительным качеством, то обязательно нужно указывать в технической документации тип сварочного стыка и вид снимаемой кромки.
Pereosnastka.ru
Швы сварных соединений
Категория:
Сварка металлов
Швы сварных соединений
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварной шов является частью сварного соединения, которая по своей структуре отличается от структуры основного металла.
Сварные швы по виду соединения и форме поперечного сечения подразделяются на стыковые и угловые. Стыковые швы применяют для выполнения стыковых и, значительно реже, угловых и тавровых соединений. Угловые швы применяют в угловых, тавровых и нахлесточных соединениях.
Стыковой шов характеризуется шириной шва (е) и глубиной проплавления (ft). Характеристиками углового шва служат ширина шва (е), толщина шва (а) и катет шва (К).
Глубина проплавления стыкового шва (ft) — наибольшая глубина расплавления основного металла в сечении шва.
Толщина углового шва (а)—наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
Катет углового шва (К) — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части. При симметричном угловом шве за расчетный катет принимается любой из равных катетов, при несимметричном шве — меньший.
Выпуклость сварного шва (g)—выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линий границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Рис. 1. Сварные швы стыковой и угловой: е — ширина шва; h — глубина проплавления; g — выпуклость (усиление) шва; а — толщина шва; с — катет шва
Швы сварных соединений можно классифицировать по различным признакам.
По форме наружной поверхности. Сварные швы могут быть выпуклыми, плоскими, вогнутыми. Стыковые швы выполняются выпуклыми (с усилением) и плоскими. Вогнутость стыковых швов недопустима, это является серьезным браком сварки.
Угловые швы выполняются выпуклыми, плоскими, вогнутыми. Вогнутость (А) угловых швов при сварке во всех пространственных положениях допускается не более 3 мм.
Выпуклость (усиление) сварных швов допускается не более 2 мм при сварке в нижнем положении и не более 3 мм при сварке в остальных положениях. Допускается увеличение усиления сварных швов, выполненных в вертикальном, горизонтальном и потолочном положениях на 1 мм при толщине основного металла до 26 мм и на 2 мм при толщине основного металла свыше 26 мм.
Сварные соединения с выпуклыми (стыковыми и угловыми) швами лучше работают на статическую нагрузку. Но швы с чрезмерным усилением нежелательны по двум причинам: а) повышенный расход электродов и электрической энергии;
б) концентрация напряжений в точках пересечения поверхности шва с основным металлом.
Сварные соединения с плоскими (стыковыми и угловыми) и вогнутыми (угловыми) швами лучше работают на переменную и динамическую нагрузку.
По положению сварки. В соответствии с ГОСТ 11969—79 (СТ СЭВ 2856—81) («Сварка плавлением. Основные положения и их обозначения») сварные швы классифицируются в зависимости от положений сварки. Положение сварки определяется углом наклона продольной оси шва (а) и углом поворота поперечной оси шва ((3) относительно их нулевых положений.
Рис. 2. Классификация швов по форме наружной поверхности: а — стыковой выпуклый; б — стыковой плоский; в — стыковой вогнутый; г — угловой выпуклый; д — угловые плоский и вогнутый
Рис. 3. Положение швов в пространстве: а — нижнее; б — вертикальное; в — горизонтальное; г — потолочное
Установлены следующие положения сварки и их обозначения: нижнее — Н, в лодочку — Л, горизонтальное — Г, полугоризонтальное — Пг; вертикальное — В, полувертикальное — Пв; потолочное — IT, полупотолочное — Пп.
Сварка в нижнем положении наиболее удобна, легко осваивается. В заводских условиях с помощью различных приспособлений удается почти полностью сваривать конструкции в нижнем положении. Сварка швов в вертикальном, горизонтальном и потолочном положениях выполняется в строительно-монтажном производстве.
По протяженности. Различают сварные швы непрерывные и прерывистые. Непрерывный шов — сварной шов без промежутков по длине. Непрерывные швы по длине условно делят на короткие (до 300 мм), средние (до 1000 мм) и длинные (свыше 1000 мм).
Прерывистый шов — сварной шов с промежутками по длине. Расстояние от начала одного участка шва до начала следующего участка называется шагом шва (t). Прерывистые швы могут быть цепными и шахматными.
Цепной прерывистый шов — двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.
Шахматный прерывистый шов — двусторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны.
По отношению к направлению действующего усилия. Различают сварные швы фланговые (боковые), лобовые, косые, комбинированные.
Фланговый шов расположен параллельно направлению действующего усилия.
Лобовой шов расположен перпендикулярно (нормально) к направлению действующего усилия.
Рис. 3. Прерывистые сварные швы: а — цепной; б — шахматный; в — шаг прерывистого шва; г — длина участка шва
Рис. 4. Виды сварных швов по способу заполнения сечения шва: а — однослойный; б — многослойный; в — многослойный многопроходный
Косой шоё расположен под углом к направлению действующего усилия. Комбинированный шов представляет сочетание» флангового и косого, флангового и лобового.
По способу заполнения сечения шва. Различают сварные швы однослойные (однопроходные), многослойные, многослойные многопроходные (рис. 4).
В многослойном шве число слоев равно числу проходов. Если в многослойном шве некоторые слои выполняются в несколько проходов, то такой шов называется многослойным многопроходным.
В стыковых сварных соединениях в основном применяются однослойные и многослойные швы. В угловых, тавровых и нахле-сточных соединениях чаще применяются однослойные и многослойные многопроходные швы.
По условиям и месту выполнения. Различают сварные швы заводские и монтажные. Заводские швы, как правило, выполняются в помещениях (цех, мастерские или участок монтажных заготовок), т. е. в наиболее благоприятных для сварки производственных условиях. Монтажный шов — сварной шов, выполняемый при монтаже конструкций или сооружения. Монтажные швы чаще выполняются в неблагоприятных для сварки условиях (на больших высотных отметках, в различных пространственных положениях сварки, на открытом воздухе, зимой и летом).
Читать далее:
Типы сварных соединений
Статьи по теме:
pereosnastka.ru
Типы швов по форме наружной поверхности
Форма соединительного стыка непосредственно влияет на его физико-механические характеристики, а также на расход электродов. При выпуклости швов практически всегда требуется их дополнительная обработка с использованием абразивных кругов или фрезы.
В таблице ниже приведены разновидности выпуклых стыков и каким образом сварное соединение условно обозначается на проектных чертежах.
| Типы соединений | Как выглядит стык | Изображение | Характеристики |
| Нормальные | _____ | Отличаются экономичностью при создании, обладают высокой выносливостью при постоянных нагрузках | |
| Вогнутые | Эффективны при динамических нагрузках, просты и экономичны в исполнении | ||
| Выпуклые | Если на стыках присутствуют выпуклости, то на них уходит намного больше расходников и экономичными они не являются |
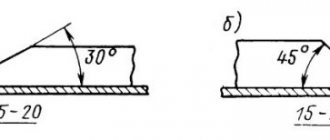
Виды снятия кромок
С разных сторон и под разными углами могут выполняться кромки в зависимости от того, металл какой толщины используется при сваривании. Существуют следующие разновидности:
- перпендикулярно под углом 90°: металл не должен превышать 8 мм в толщине при двусторонней сварке, до 3 мм — при одностороннем соединении, 4-8 мм — для стальных листов;
- V-образно с выполнением одностороннего скоса с диапазоном толщины листов в пределах 4-26 мм;
- Х-образно с созданием двухстороннего скоса, при этом 12-40 мм должна быть толщина металла;
- под острым углом, который от 60° уменьшается до 45° при толщине от 20 мм и больше.
Чтобы швы получались прочными и качественными, то расстояние между кромками должно составлять 4 миллиметра.
Вспомогательные знаки
Обозначение сварки на чертеже будет неполным и непонятным без вспомогательных знаков. В таблице ниже приведены знаки вспомогательного характера, указано что каждый из них значит при нанесении на схему.
Используя вспомогательные знаки специалисты при составлении схем металлоконструкций указывают следующую информацию:
- Необходимость устранить на стыке выпуклость, возникшую при проведении сварочных работ.
- Потребность в обеспечении на основную поверхность плавного перехода. Осуществить это можно с помощью механической или ручной обработки всех существующих неровностей.
- Линия сваривания элементов должна оставаться незамкнутой.
- Контур сварочного стыка должен быть замкнутым.
- Вначале необходимо провести монтаж подготовленных деталей и только после этого приступать к сварочному процессу.
- Нужно выполнить точечный или прерывистый шов, расположение его при этом должно быть цепным.
- В шахматном порядке необходимо создавать соединительный стык.
Каждое дополнительное обозначение сварного шва регламентировано ГОСТом и указывает на уточнения, которые следует дополнительно провести на стыке.
Примечания к обозначениям
Чтобы увидев, как на чертеже обозначается сварной шов правильно прочитать всю техническую информацию, следует запомнить некоторые нюансы:
- сторона, с которой осуществляется сварка одностороннего стыка, является лицевой поверхностью;
- в двустороннем соединении, кромки которого одна относительно другой несимметричны, лицевой стороной считается та, с которой осуществляется выполнение основного шва;
- лицевой поверхностью двустороннего стыка, в котором кромки подготовлены симметрично может выступать любая из сторон.
Все дополнительные символы и знаки наносятся на схемы тонкими сплошными линиями. При создании чертежей следует обратить внимание на то, что все знаки должны иметь такую же высоту, что и цифры.
В таблице ниже приведено несколько примеров того, как используются на чертежах дополнительные символы.
| Название | Как выглядит стык | Изображение на чертежах |
| Одностороннее плоское соединение, разделка кромок V-образная | ||
| Шов выпуклый двусторонний, кромки разделены в виде символа V | ||
| Угловой стык вогнутого типа | ||
| Стыковое односторонне соединение, кромки разделены V-образным способом с плоским подварочным швом | ||
| Стыковой шов односторонний, V способом выполнен раздел кромок с большим притуплением и подварочным швом | ||
| Односторонний плоский стык с V-образным разделением кромок. С помощью дополнительной обработки снято усиление | ||
| Угловое соединение с плавным переходом к основному металлу от самого шва |
Правила нанесения и расшифровки обозначений
На чертежах видимый сварной стык обозначается сплошной линией, невидимый – штрихами. Для описания шва применяют стрелку с полкой, указывающую на черту стыка. Условные обозначения для видимого соединения располагаются над полкой, при описании невидимого – под полкой. Надпись с обоих боков стрелки обозначает двустороннюю обработку.
Обозначение сварки на чертеже делится на 9 блоков:
Структура обозначения сварного шва
- Блок 1 – Вспомогательный знак (при выполнении замкнутого или монтажного шва).
- Блок 2 – Стандарт на метод сварочных работ.
- Блок 3 – Маркировка вида шва.
- Блок 4 – Дефис (разделение на подкатегории).
- Блок 5 – Буквенное обозначение типа сварки (автоматическая – А, электрошлаковая – Ш, расплавляющимся электродом в газовом облаке – ИП и т.д.). Может не указываться.
- Блок 6 – Значок длина катета шва в мм.
- Блок 7 – Дополнительные параметры (шахматное или цепное расположение, интервал шага и т.п.).
- Блок 8 – Вспомогательные условные значки для обозначения обработки.
- Блок 9 – Значение чистоты поверхности стыка (при необходимости механической обработки).
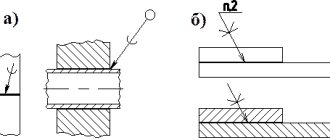
Изображение соединений при разных типах сварки
В зависимости от типа используемой сварочной технологии по-разному изображаются виды сварных швов и соединений, их обозначения на чертежах указаны в таблице.
| Способ выполнения сварки | Как на чертеже показать сварку |
| Для изготовления конструкции используется сварка с применением автоматического аппарата. Выполняется под слоем флюса, предварительная проварка стыка не требуется. Подкладки или подушки в работе не используются | А |
| Сварка под флюсом с помощью автоматической установки с использованием специальной подушки с флюсовой основой | Аф |
| Соединение деталей должно происходить в среде инертного газа. Работы проводятся вольфрамовым тугоплавким электродом. Технология не требует использования дополнительного присадочного материала | ИН |
| Элементы соединяются вольфрамовым электродом посредством сварки в инертных газах с применением присадочного металла | ИНп |
| В среде инертного газа свариваются друг с другом детали с помощью плавящегося электрода | ИП |
| Сварочные работы проводятся в среде защитного газа, для этого используется углекислый газ | УП |
| Применять нужно газосварочную технологию | Г |
| Соединение элементов электродуговым методом | Э |
| Выполнять работы необходимо с применением защитного газа | З |
Особенности расшифровки технической аббревиатуры
Каждый сварщик должен уметь расшифровать все указанные на конструкторской документации изображения и символы, например, какой линией изображают сварной шов на чертеже или же как выглядит обозначение контактной сварки на чертеже.
Существует два эффективных способа, позволяющих овладеть навыками чтения технических схем:
- внимательно изучать все действующие межгосударственные стандарты, по требованиям которых составляется проектно-техническая документация. Кроме ГОСТов также потребуется читать специальную литературу, в которой есть обозначения сварочных швов на чертежах и их расшифровка;
- на примере готовых чертежей изучать всю представленную информацию. Это позволит с оптимальной интенсивностью и скоростью осваивать материал и углублять свои знания постепенно.
Поскольку в стандартах выложенная информация структурирована по общим требованиям к определенному типу работ, то профессиональные специалисты более удобным и доступным считают второй вариант. В нем намного легче найти именно ту информацию, которая в работе понадобится сварщику.
Обозначение швов сварных.
Условное обозначение на чертеже сварного шва бывает:
- Т-тавровый сварной шов. Из всех возможных вариантов соединений этот считается самым жестким и не применяется если в конструкции предусматривается хоть какая-нибудь эластичность, так как этот вид шва — это стыковка двух элементов под углом девяносто градусов.
- С-означает стыковой шов. Если те элементы конструкции, которые необходимо соединить находятся на одной плоскости то зачастую применяют именно этот метод сварки (стык в стык). Он считается наиболее сложным, поэтому как правило, его могут сделать только сварщики профессионалы.
- У-это значит в чертежах угловой шов. У расположенных под углом девяносто градусов двух заготовок оплавляют торцевые части, благодаря чему получается довольно крепкое соединение.
- Н-обозначает нахлесточный шов. Он определенно уступает тавровому так как является менее жестким. Как правило именно его применяют если заготовки для сварки находятся в разных плоскостях, и они параллельны друг другу.
Как выглядят швы представленных видов наглядно, можно посмотреть на данном рисунке:
Все остальные варианты сварочных швов показаны как «О»-то есть особый тип. Они не входят в основные стандарты, но также применяются в работе.
Квалифицированному сварщику просто необходимо знать все обозначения сварочных швов и их аббревиатуры.
Обозначения берутся из ГОСТа в основном 5264 либо 16037, либо ГОСТ 14771-76
Они все перекликаются между собой.
Например, условное обозначение для РДС по ГОСТу 5264 сварного шва это:
Для проведения работ в инертной среде по ГОСТу 14771 это будет:
По аналогии так же и с ГОСТ 16037
Правила нанесения обозначений и особенности их расшифровки
Выше уже упоминалось о том, как должно выполняться обозначение сварных соединений разных типов. На черту стыка указывает линия с направленной стрелкой, над или под которой наносятся надписи.
Существуют определенные правила, согласно которых должны наноситься все технические надписи. Маркировка сварных швов состоит из 9 взаимосвязанных между собой блоков. На фото ниже показана структура расположения маркировочных знаков.
На фото показано как обозначается сварное соединение на чертеже на примере двухстороннего монтажного стыкового шва, выполняемого ручной дуговой сваркой:
- В первой колонке изображен вспомогательный знак. Это контур замкнутого шва, определяющий выдвигаемые к элементу монтажные условия.
- Второй блок содержит код межгосударственного стандарта, в соответствии которого должны осуществляться работы по свариванию металлоконструкции.
- Третья колонка — это маркировка (обозначение) сварного шва на чертеже.
- Далее изображен дефис, который на подкатегории разделяет все последующие позиции.
- Буквы в пятом блоке указывают на технологию, по которой выполняются сварочные работы. Обязательно к заполнению эта позиция не является.
- В шестой колонке содержится величина углового катета, величина его указана в миллиметрах.
- Седьмой блок: дополнительное обозначение — прерывистый сварной шов, интервал шага, цепное или шахматное расположение и т. д.
- В восьмом блоке изображаются вспомогательные знаки, указывающие на тип обработки.
- Последняя девятая колонка — это показатели чистоты поверхности стыкового соединения. Указывается в случаях, когда после сварочного процесса необходима механическая обработка изделия.
Это приведено стандартное обозначение сварных швов на чертежах, примеры обозначения некоторых уже выполненных соединений приведены ниже.
Пример 1
Представленное на чертеже условное обозначение сварного шва расшифровывается следующим образом:
- знак говорит о том, что непосредственно на месте монтажа после подгонки элементов следует осуществлять их соединение;
- ГОСТ 5264-80 — это номер регламентирующего документа, в данном случае он указывает на то, что с помощью электродуговой сварки выполнен стык;
- С13 — значит, что в стыковом соединении на одном скосе изогнутая фаска;
- знак указывает что с двух сторон шва осуществлено снятие внутреннего термического напряжения (усилия);
- Rz20 — показатель чистоты поверхности лицевой стороны, Rz80 — обратной стороны.
Пример 2
Здесь изображен выполненный автоматической дуговой сваркой (А) по замкнутой линии под флюсом (ГОСТ 11533-75) двусторонний (У2) угловой шов без скоса кромок.
Пример 3
С тыльной стороны создан стык.
Соединение выполнено с применением электродуговой сварки по ГОСТу 5264-80. Шов односторонний с загибом края, контур разомкнутый.
Пример 4
Сварочное соединение под наклоном
- контур стыковки элементов сплошной, выполнен в форме кольца;
- в газовой среде осуществлена сварка, ГОСТ 17771-76;
- стык тавровый (ТЗ), выполнена обработка каждой его стороны без разделки кромок;
- в качестве газовой среды использована окись углерода (УП) газообразной консистенции, электрод — расплавляемый;
- 6 мм составляет длина катета стыкового соединения;
- в шахматном порядке (Z) периодически создается сплошной проваренный участок длиной 50 мм и с шагом 100 миллиметров.
Пример 5
Для выполнения шва применена дуговая полуавтоматическая сварка, чертеж обозначает что шов односторонний (Н1), созданный плавящимся электродом внахлестку без скоса кромок в среде защитных газов. Шов круговой (), выполнен по замкнутой линии, 5 мм (Δ5) составляет дина катета.
Если на чертеже содержится несколько одинаковых соединительных стыков, то только на одном их них наносится условное обозначение. К остальным швам в местах, где должно быть обозначение указываются только их порядковые номера. При этом количество одинаковых соединений указывается на линии-выноске, как показано на примере ниже.
Одинаковыми стыковые соединения считаются в случаях, когда:
- разновидности стыков и размеры элементов являются одинаковыми при сравнении их поперечного сечения;
- одинаковые требования выдвигаются ко всем соединениям.
Когда для сварочного стыка установлена категория его контроля либо контрольный комплекс, то только под линией выноской должно наноситься условное обозначение.
svarnoy.info
В соответствии с ГОСТ 2.312—72 швы сварных соединений на чертежах обозначают сплошной (видимые) и штриховой (невидимые) линиями. Видимую одиночную сварную точку (независимо от способа сварки) условно изображают знаком « + » (см. рис. 1), невидимые одиночные точки не изображают. От изображения шва или одиночной точки проводят линию-выноску с односторонней стрелкой и горизонтальной линией-полкой. Условное изображение шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 1,б), и под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис.1, в).
Рис. 1. Условные изображения видимых и невидимых швов сварных соединений: а — видимый электрозаклепочный, б — видимый стыковой односторонний, в — невидимый стыковой односторонний; 1— условное обозначение шва по ГОСТу
Таблица № 1.
Вспомогательные знаки для обозначения сварных швов
| № п/п | Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии выноски | |
| С лицевой стороны | С оборотной стороны | |||
| 1 | Усиление шва снять | |||
| 2 | Наплывы и неровности шва обработать с плавным переходом к основному металлу | |||
| 3 | Шов выполнить при монтаже изделия, т. е. при установке его по монтажному чертежу на месте применения | |||
| 4 | Шов прерывистый или точечный с цепным расположением. Угол наклона линии равен 60° | |||
| 5 | Шов прерывистый или точечный с шахматным расположением | |||
| 6 | Шов по замкнутой линии. Диаметр знака — 3…5 мм | |||
| 7 | Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа | |||
Примечания:
1. 3а лицевую сторону одностороннего шва сварного соединения принимают ту, с которой выполняют сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают ту, с которой выполняют сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
На рис. 2 показана структура условного обозначения шва. Вспомогательные знаки для обозначения сварных швов приведены в табл. 1, а ГОСТы на основные типы и конструктивные элементы швов сварных соединений — в табл. 2. В структуре условного изображения шва могут применяться только вспомогательные знаки 3 и 6, Обозначение стандарта можно выносить в технические условия на чертеже. Ручная дуговая сварка буквенного обозначения не имеет. Способ сварки можно не указывать. Примеры условных обозначений швов сварных соединений взяты из ГОСТ 2.312—72 (приложение 1) и представлены в табл. 3.
При наличии на чертеже одинаковых швов у одного из изображений наносят обозначение и порядковый номер шва (на выносной линии), а от изображений остальных одинаковых швов проводят линии-выноски с полками, над (под) которыми ставят порядковый номер шва, например № 1 (рис. 3). На линии-выноске, имеющей полку с нанесенным обозначением, допускается указывать количество одинаковых швов.
Рис. 2. Структура условного обозначения стандартного шва
2 — обозначение стандарта,1 — вспомогательные знаки,
3 — буквенно-цифровое обозначение шва согласно стандарту на типы и конструктивные элементы швов сварных соединений,
4—знак «дефис»,
5 — условное обозначение способа сварки (А — автоматическая, П — механизированная под флюсом, П-3 — механизированная плавящимся электродом в защитных газах; Ш — электрошлаковая и др.),
6 — знак и размер катета согласно стандарту на типы и конструктивные элементы швов сварных соединений,
7 — другие характеристики шва (длина привариваемого участка, размер шага, размеры отдельных точек и др.),
8 — вспомогательные знаки (см. табл. 1, порядковые номера 1, 2, 4, 5 и 7), 9 — шероховатость поверхности шва.
Рис.3. Обозначение на чертеже одинаковых швов (цифрой 12 указано количество одинаковых швов)
Таблица № 2.
ГОСТы на основные типы и конструктивные элементы швов сварных соединений
| гост | Способ сварки | Тип соединения | Условное обозначение шва | |
| 5264—80 | Ручная дуговая | Стыковое | С … С27; С39; С40 | |
| Угловое | У1 … У10 | |||
| Тавровое | Т1 … T9 | |||
| Нахлесточное | HI; Н2 | |||
| 11534—75 | То же (под острыми и тупыми углами) | Угловое | У1 … У8 | |
| Тавровое | Т1 … Т8 | |||
| 14771—76 | Дуговая в защитных газах | Стыковое | C1 … С28 | |
| Угловое | У1 … У10 | |||
| Тавровое | Т1 … T9 | |||
| Нахлесточное | Н1 … Н2 | |||
| 23518—79 | То же (под острыми и тупыми углами) | Угловое | У1 … У10 | |
| Тавровое | Т1 … Т9 | |||
| 8713—79 | Автоматическая под флюсом | Стыковое | Cl … С34 | |
| Угловое | У1 … У4 | |||
| Тавровое | Tl … Т13 | |||
| Нахлесточное | |Н1 … Н6 | |||
| 11533—75 | То же (под острыми и тупыми углами) | Угловое | У1 … У6 | |
| Тавровое | Tl … T9 | |||
| 14806—80 | Дуговая алюминия и алюминиевых сплавов (толщина элементов — 0,8… …60 мм) | Стыковое | C1…С27 | |
| Угловое | У1…У 14 | |||
| Тавровое | Т1…Т12 | |||
| Нахлесточное | Н1, Н5 | |||
| 16098-80 | Дуговая и электрошлаковая двуслойной коррозионно-стойкой стали | Стыковое | Cl…С22 | |
| Угловое | У1…У11 | |||
| Тавровое | Т1…Т6 | |||
| 15164-78 | Электрошлаковая | Стыковое | С1…СЗ | |
| Угловое | У1…У4 | |||
| Тавровое | Т1…ТЗ | |||
| 14776-79 | Дуговая электрозаклепками под флюсом, в углекислом газе и аргоне | Нахлесточное | Н1…Н6 | |
Тблица № 3
Примеры условных обозначений стандартных швов
| Форма поперечного сечения | Условное обозначение шва, изображенного на чертеже | |
| с лицевой стороны | с обратной стороны | |
| Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия. Усиление снято с обеих сторон. Шероховатость поверхностей шва с лицевой стороны 5, с обратной 20. | ||
| Шов угловой, соединение без скоса кромок, двусторонний, выполняемый автоматической сваркой под флюсом с ручной подваркой по замкнутой линии | ||
| Шов нахлесточного соединения без скоса кромок, односторонний, выполняемый дуговой механизированной сваркой в защитных газах плавящимся электродом. Шов — по незамкнутой линии; катет шва — 5 мм | ||
Нестандартные швы
Соединения, в которых четко не указаны размеры конструктивных элементов называют нестандартными. Обозначение нестандартных сварных швов на чертежах необходимо выполнять с указанием размеров всех составляющих элементов.
На приведенном ниже фото можно детально рассмотреть, как на чертеже показывается сварка, выполненная нестандартными швами.
В процессе сварочных работ вследствие неравномерного нагрева стыковых соединений образуется остаточная деформация укорочения, которая становится причиной появления остаточных напряжений.
Разные факторы влияют на распределение таких напряжений: режим сварки, геометрические параметры соединительного шва и многие другие. Если принимать ко вниманию толщину соединяемых элементов, то в этом плане может возникать объемное или плоское состояние напряжения.
Границы нестандартного стыка изображаются основными сплошным линиями, а находящиеся в пределах шва конструктивные элементы — тонкими сплошными линиями.
Расположение символов на чертежах
Если рассматривать полное условное изображение соединительного стыка, то содержащиеся в нем дополнительные и основные знаки составляют только часть обозначения. Кроме них изображение включает и другие элементы:
- линия с направляющей стрелкой;
- двойная выноска, которая состоит из двух (пунктирной и сплошной) параллельных друг к другу линий;
- дополняющая линию-выноску вилка, за которой размещается необходимая для качественного выполнения соединения дополнительная информация.
Пунктирная линия может находиться как под сплошной линией, так и над ней. Обозначающий шов знак в зависимости в какую сторону направлена стрелка наносится на сплошной или пунктирной линиях:
- когда на сплошной линии находится символ, значит на лицевую сторону показывает стрелка;
- знак нанесен на пунктирной линии — на противоположную стыку сторону направлена стрелка.
Если речь идет о стыках с несимметричной разделкой, то стрелка должна направляться на сторону с обработанной кромкой.
Дополнительные данные стыковых соединений
К дополнительной информации относят следующие особенности соединительных швов:
- круговой стык. В такой разновидности кружок является обозначающим символом;
- монтажный стык. Здесь флажок выступает в качестве обозначения.
Если в изображении сварочного соединения дополнительно нужно указать:
- в соответствии ISO 4063 код сварочной технологии;
- в соответствии ISO 10042 и ISO 5817 выдвигаемый к стыку уровень качества;
- в соответствии ISO 6947 положение сварки;
- в соответствии ISO 544, 2560, 3581 используемый сварочный материал
то размещать такую информацию необходимо за вилкой, добавленной к сплошной линии-выноске.
Возможные упрощения
Конструкторскую документацию выполнять необходимо даже при изготовлении самой простой сварочной металлоконструкции. Если по единому стандарту выполнены все соединения, то соответственно также наносятся сварочные обозначения на чертежах и вся графическая информация описывается в пояснительной записке, которая является неизменной частью документации.
Согласно специальных указаний ГОСТа 2.312-72 считаются допустимыми и другие упрощения:
- когда все присутствующие на чертеже стыки находятся на одной поверхности и являются аналогичными по типу, то порядковый номер им разрешено не присваивать. Для изображений таких швов наносят линии выноски, в которых отсутствуют полки;
- в случае, когда требуется изготовить симметричную деталь, то нарушением не считается наличие условных обозначений только на одной из ее сторон. Допускается это тогда, когда на схеме есть ось симметрии, выполняющая функцию разделения детали;
- если два и больше одинаковых привариваемых аналогичным способом элементов содержится в одном чертеже, то разрешается только одну из составляющих частей выделять линией выноской. Здесь обозначенный элемент должен иметь свой порядковый индивидуальный номер;
- в некоторых случаях допустимо в составляемой к чертежным схемам пояснительной записке изображение выносной линии выполнять специальным указанием. Возможно это в ситуациях, когда расположение шва определено с предельной точностью. Также в записке указываются эксплуатационные характеристики (качественные и технические) стыкового соединения.
Обозначение сварных швов с использованием упрощений позволяет:
- не перегружать чертеж множеством условных знаков;
- существенно упростить сам чертеж. Если очевидными являются места сварки, то некоторые упрощения позволяют сделать чертеж более понятным и доступным. Практически всегда при отсутствии САПР удавалось существенно повысить эффективность работы конструктора за счет упрощений;
- в разы уменьшить количество сварных обозначений за счет присвоения номеров всем одинаковым стыками при этом с точностью знать количества каждой разновидности соединений.
Следует также обратить внимание на то, что чем технически сложнее является чертеж и чем больше в нем содержится упрощений, тем сложнее будет чтение сварочных чертежей для сварщика. Знать нужно и о том, что существуют определенные ограничения на использование упрощений и есть ряд случаев, когда они недопустимы при создании сложных конструкторских схем.
Пример чтения чертежа детали
Основная надпись говорит о том, что на данном техническом рисунке изображено резьбовое соединение, в частности, скрепление болтом. Также на ней указан код документа и индекс изделия. Масштаб чертежа выполнен в натуральную величину, а именно 1:1.
Главный вид представлен с наложенным сечением скрепляемых деталей. Соединение показано двумя проекциями. Отдельно представлен болт, с метрической резьбой и высотой 120 мм и 30 миллиметровым диаметром. Также изображена гайка на виде сверху. А вот размеры шайбы по данным этого чертежа неясны.
Создание чертежей с применением САПР
Практически все чертежи, по которым в дальнейшем с помощью сварочных технологий изготавливаются разнообразные металлоконструкции, выполняются с использованием специального программного обеспечения (САПР). Автоматизация процесса создания технических схем позволяет разработчикам существенно сэкономить время на составление проектной документации.
Благодаря САПР конструкторы быстро и с максимальной точностью наносят все сварочные швы на чертежах, обозначение их также выполняется соответственными программными комплексами, которые способны не только моделировать самые сложные металлоизделия, но практически мгновенно проводить самые сложные расчеты сварочных соединений за счет подбора готовых инженерных решений в специализированных встроенных библиотеках.
В настоящее время конструкторам предложено большое количество разных продуктов, из числа которых наиболее эффективными и востребованными являются следующие программные комплексы:
- Kompas;
- AutoCAD;
- SolidWorks.
Например, за считанные секунды Компас находит любые необходимые сварочные чертежи, и их расшифровка сразу же высвечивается на мониторе без необходимости тратить время на поиск дополнительных источников.
Бесспорно, профессиональный конструктор должен уметь вручную выполнять технические схемы и тем более знать, как на чертеже обозначается сварка. Но при этом производительность работ будет намного выше, если в процессе оформления документации использовать специализированные программы.
С помощью программных комплексов разрабатывать можно не только агрегаты и узлы сварных конструкций, но также осуществлять расчеты максимально допустимых нагрузок в процессе их эксплуатации. В свою очередь это позволяет специалистам еще на стадии разработки проектов применять правильные решения в отношении конструктивных особенностей металлоизделий, исключая при этом образование неточностей из-за неточного подбора сварных технологий и в частности типов соединительных стыков.
Все современные автоматизированные программы, предлагаемые инженерам-конструкторам, разработаны с максимальным соответствием установленных техническими регламентами и нормативно-правовыми документами требований.
Умение использовать обозначение швов сварных соединений на чертежах и в частности создавать схемы в автоматизированном режиме с помощью САПР позволяет корректно и безошибочно составить документацию и обеспечить условия успешного изготовления изделий из металла посредством проведения сварочных работ.
Требования к условным обозначениям
Вне зависимости какого типа при изготовлении металлоизделий используются сварные швы, обозначение на чертежах должно осуществляться в соответствии единого набора требований. Отражающаяся на схемах и в пояснительной записке информация должна быть приведена в специально разработанных формах:
- техническое описание соединяющих в единую конструкцию отдельные элементы стыков;
- таблица сварных швов на чертеже, пример заполнения ее в разных вариантах представлен выше. Определенными особенностями при составлении чертежей отличается и сама сварка. Проводиться она должна только в том виде, который установлен действующими требованиями.
Только разработанный в соответствии всех регламентов и стандартов чертеж способен выступать гарантией того, что в процессе сваривания у специалиста никаких проблем не возникнет и он сможет безошибочно и оперативно выполнять задачи любой сложности. Если же в чертеже имеют место нарушающие требования ошибки, то его не смогут утвердить контролирующие органы.
Не менее важным этапом сварочного процесса в сравнении с проведением работ является составление технической документации, поскольку определяющий фактор того, каким должно быть сварочное соединение — чертеж.
Если говорить об условных обозначениях соединительных стыков, то вне зависимости от технологии сварочного процесса здесь также существуют конкретные требования. Наряду с обеспечением наглядности чертежа используемые обозначения также в разы упрощают работу сварщика.
Конкретные особенности предусмотрены для каждого отдельного обозначения. Учитывая, что сварщик при изготовлении изделий ориентируется на представленный ему чертеж, то даже малейшие неточности в нем способны привести к тому, что готовая конструкция не будет отвечать выдвигаемым к ней техническим характеристикам.
Каждый специалист, работающий со сваркой, обязан знать, что указывается в условном обозначении сварного шва на чертеже и уметь быстро и точно прочитать любую информацию. Не имея таких навыков практически невозможно определить какими характеристиками должно обладать сварочное соединение, какой тип шва использовать в конкретных случаях.
Основным документом, в котором выдвинуты все требования относительно того как на чертеже показывается сварка любым способом является единый государственный стандарт. При этом не только разрабатывающие технические чертежи специалисты должны беспрекословно владеть всеми существующими требованиями, но также и те, кто непосредственно будет в дальнейшим по составленным проектам сваривать металлоизделия. Такие знания выступают залогом того, что реализация проекта будет проведена качественно.
Условные обозначения на чертеже
Как на чертежах обозначается сварка, так и в обязательном порядке должны быть показаны и дополнительные вспомогательные отметки (знаки).
С их помощью профессионалы, составляющие схемы сварки могут:
- Указать с помощью знаков, что необходимо осуществить плавный переход к основной поверхности. Реализовать это можно исправив неровности с помощью ручной или механической обработки;
- Выделить тот момент, что при сваривании элементов линия обязательно должна остаться не замкнутой
- Показать, что необходимо выполнить шов таким образом, чтобы он был цепным;
- Акцентировать внимание на том что контур стыковочного шва должен быть замкнут
- Показать, что соединительный стык нужно делать в шахматном порядке
Важно знать, что все дополнительные знаки регламентированы в ГОСТе и именно они уточняют что дополнительно необходимо будет сделать на стыке сварки.