Выбор оборудования и инструмента
Нарезка выполняется на станках:
- фрезерных;
- строгальных;
- долбежных;
- токарных;
- протяжных.
Затем детали подвергают шлифовке на шлифовальных станках.
В мелкосерийном и единичном производстве очень часто нарезание шлицев осуществляется на шлицефрезерном или зубофрезерном оборудовании с использованием червячной фрезы и метода обкатки. Использование такого инструмента эффективно как для прямобочных, так и для эвольвентных шлицев.
Горизонтально-фрезерный станок для нарезания шлицев используется в паре с фасонной дисковой фрезой. Для одновременной нарезки нескольких пазов используют делительную головку. Стоит отметить, что для изготовления шлицов такой способ используют крайне редко из-за неточностей по шагу и ширине. Целесообразно будет провести на горизонтально-фрезерном станке с дисковой фрезой черновую обработку детали, оставив припуск на чистовую обработку и шлифовку. Чистовую обработку пазов проводят специальными торцевыми фрезами, а для треугольного шлицевого соединения применяют треугольные фрезы.
Используется метод обкатки с применением долбяка. За высокое качество, получаемых поверхностей зубодолбежное оборудование используются в массовом производстве.
Помимо долбежных станков, широкое распространение в массовом и крупносерийном производстве шлицевых соединений получили строгальные и протяжные станки. Такое оборудование в несколько раз эффективнее и производительнее фрезерных станков. Нарезка строганием осуществляется с применением набора резцов, количество и размеры которых зависят от числа зубьев, ширины и глубины пазов соединения. При протягивании используют инструмент под названием протяжка. Этот инструмент имеет несколько режущих зубьев разной высоты, которые при поступательном движении срезать часть металла с заготовки.
Для изготовления эвольвентных соединений применяют холодную накатку с использованием специальных роликовых головок. Таким инструментом изготавливают изделия с большим количеством зубьев. По своей эффективности метод холодной накатки выше фрезерования в 10 раз.
После нарезки зубьев и термической обработки, все изделия подвергают шлифовке. Это позволяет добиться требуемой шероховатости и избежать зацепления сопрягаемых деталей в работе. Для шлифования используют следующий инструмент:
- фасонный круг;
- дисковый круг;
- конический круг.
Для шлифования внутренних поверхностей в некоторых случаях применяют оправку.
Шлицевые соединения и методы их обработки
Применяются три способа центрирования прямоугольных шлицевых соединений: а) центрирование по наружному диаметру; оно используется в том случае, когда твердость отверстия невысокая и его можно обработать протяжкой, а вал не подвергается значительным деформациям при термической обработке; б центрирование по внутреннему диаметру; производится при высокой твердости отверстия и значительных деформациях вала, для устранения которых требуется шлифование; в) центрирование по ширине шлица; применяется при высокой твердости отверстия и необходимости минимальных зазоров по боковым поверхностям. Центрирования эвольвентных и треугольных шлицевых соединений производится только по профилю шлицев с гарантированными зазорами по диаметрам впадин и выступов. Обработка шлицев на наружных поверхностях производится методом деления или методом обкатки. Методом деления шлицы фрезеруются на горизонтально-фрезерных станках набором фрез или фасонными фрезами. Этот метод применяется также при шлифовании шлицев на шлицешлифовальном станке (рисунок 2).
Шлицефрезерные станки, работающие по методу деления, снабжены точными делительными устройствами, которые после каждого двойного хода поворачивают деталь для обработки следующего шлица. Методом обкатки шлицы нарезают на шлицефрезерных или зубофрезерных станках однозаходной червячной фрезой, профиль которой при обкатке с обрабатываемой деталью образует шлицы требуемой формы и размеров (рисунок 3). Методом обкатки обрабатывают прямоугольные, треугольные и эвольвентные шлицы. По сравнению с методом деления этот метод является более производительным.
Короткие шлицы на концах валов у выступов, не позволяющих использовать фрезу, обрабатывают на зубодолбежных станках специальными долбяками. Для повышения производительности обработки шлицев на наружных поверхностях применяют шлицестрогальные, протяжные станки, а также производят накатку. Шлифование шлицев применяют для обработки валов, которые после термической обработки имеют деформацию и высокую твердость, не позволяющую обработать шлицы фрезой. Наиболее распространенным методом обработки шлицев на внутренних поверхностях является протягивание шлицевых отверстий комбинированными шлицевыми протяжками или набором протяжек. Комбинированной протяжкой обрабатывают внутреннюю поверхность шлицевого отверстия и шлицы. Протяжками можно обрабатывать только детали невысокой твердости, поэтому протягивание шлицев производят до термической обработки. После термической обработки производят калибрование шлицев прошивками (при твердости HRC не более 35). У шлицевых отверстий при центрировании деталей по внутреннему диаметру вала после термической обработки шлифуют внутреннюю поверхность шлицевого отверстия.
Меню
Пишите, звоните до 21: 00 по Москве:
[email protected] [email protected] +7(903)-982-12-16
©Проект-Технарь, 2010-2021 Все работы, чертежи и связанные с ними материалы принадлежат их авторам и предоставляются только в ознакомительных целях. ИНН550705958503
Шлицевое соединение
Использование шлицевого соединения — один из способов жесткой передачи крутящего момента.
Шлицы, по сравнению со шпоночным соединением обладают несколькими преимуществами — лучшей прочностью, точностью и технологичностью.
Шпонки необходимо подгонять, поэтому их рекомендуется применять в единичном или мелкосерийном производстве. Шлицы, в отличае от шпонок, взаимозаменяемы, и рекомендуется использовать в крупносерийном и массовом производстве.
Шлицы считаются более технологичным соединением, чем шпонка, внутренние шлицы изготавливают протягиванием, наружные — фрезерованием (червячными фрезами), долблением, строганием.
В технике применяются прямоугольные, треугольные, трапецеидальные, эвольвентные шлицы.
Наибольшее распространение получили прямоугольные шлицы.
Расчет соединений
Расчет прямобочных шлицев и таблица нормированных размеров заложена в ГОСТ 1139-80. Для эвольвентных шлицевых соединений применяется ГОСТ 6033-80. В нем предусматривается посадка по наружному диаметру и поверхности сбоку.
Центрирование по внутреннему радиусу эвольвентных соединений применяется исключительно для теоретических расчетов. Практичное изготовление подобных эвольвентных соединений более сложное, просит специализированной доводки шлифовкой до нужного размера и форм зуба.
Посадка при центрировании по наружному диаметру:
Df – размер по вершине зуба;
da –размер самый большой по втулке.
Для применения в качестве центрирующей боковой эвольвентной поверхности:
Прежде чем определить модуль, рассчитывается номинальный диаметр вала и подбирается ближний нормализованный. После проходит проверочный расчет, подтверждающий безошибочность выбора эвольвентного соединения.
В таблице нормализованных эвольвентных валов есть 2 вида цифр. Жирным шрифтом или цветом выделяются предпочтительные значения модуля для разных диаметров. К примеру, не рекомендуется к исполнение самый маленький модуль для этого диаметра и самый большой по значению. Сами значения диаметров также размещены в 2 ряда. Размеры из первого лучше. Они повсеместно используются, легче в отделке, есть набор обычного инструмента, применяемого для нарезки зубьев. Детали из начального ряда обеспечиваются стандартизированными кольцами, крепежом и прочими деталями для сборки узла.
Расчет на сечение эвольвентного соединения, обозначение радиуса вала, выполняется по наименьшему диаметру на вращающий момент, крепость на изгиб и динамические нагрузки. Расчет номинального диаметра соединения выполняется по формуле:
Где D – внешний диаметр;
D? – номинальный диаметр;
При центрировании эвольвентного соединения – поверхности сбоку
с учетом щелей
Угол профиля зуба зацепления эвольвентного соединения по ГОСТ 30°, в случае выполнения по Отраслевому Стандарту разрешается Наклон эвольвенты 20°. Такое зацепление встречается в старом оборудовании некоторых фирм, работающих по отраслевым нормам тяжёлого автомобилестроения.
При проведении расчетов на крепость зуба по сечению, построение эвольвенты и расчет нагрузок на шлицы выполняется по методике для прямозубых зацеплений. Вводится корректирующий показатель, потому как площадь для работы больше. Одновременно и каждый раз взаимодействуют под нагрузкой все зубья. Погрешность выполнения во время обработки не может обеспечить одинаковое соединение фактически всех боковых поверхностей. Вводится расчетный показатель 0,75 при центрировании по поверхности сбоку с точностью выполнения по 9 и 8 квалитетах.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Центрирование и посадки
Если шлицевое эвольвентное соединение центрируется по наружному радиусу, по формуле рассчитываются основные размеры:
Читать также: Самодельный ящик для инструментов в машину
где d – диаметр делительной окружности;
m – модуль зуба выла и впадины втулки;
z – число зубьев.
Расчет номинальной делительной окружности для настройки инструмента рассчитывается по формуле:
s =е=0,5π m + 2х m tg α;
s – номинальная делительная окружность на валу;
e – делительная окружность по впадине втулки;
x – смещение формы исходного контура;
ɑ – угол наклона эвольвенты зуба, для шлицевых соединений он равен 30°.
На эвольвентные шлицы рассчитывается размер смещения от исходного контура:
И номинальный размер по впадинам втулки равен максимальному диаметру при центрировании по нему:
При центрировании по боковым поверхностям зубьев:
da – номинальный диаметр вала, вершин зубьев;
D – наружный размер впадины втулки;
Допуск на нецентрированные размеры зависит от типа термической и поверхностной обработки и определяется по таблице предельных отклонений, которая имеется в ОСТ 1 00086-73
На сборочном чертеже они указываются формулами, например узел прибора и деталями в соединении: вала с диаметром делительной окружности 4 мм и модулем зуба 0,5.
При центрировании по наружному диаметру –
При центрировании по боковой поверхности эвольвентного соединения –
Где – 8 число зубьев;
S4 – коэффициент, учитывающий исполнение по форме эвольвенты.
В технической сопроводительной документации указываются характеристики на шлицы:
На чертеже детали обозначение обозначение для вала:
Аналогичное значение для отверстия втулки:
Все” обозначения приведены для соединения с наружным диаметром вала 6 мм.
Характеристики шлицевых соединений
По своей конструкции и способу передачи вращательного момента, шлицевые соединения можно отнести к многошпоночным. Несколько плоскостей взаимодействия при вращении, только вместо большого количества пазов и шпонок в них, только шлицевый вал и втулка. Шпонки отсутствуют, их заменяют шлицевые пазы и зубья, вырезанные непосредственно на сопрягаемых деталях. Конструкция позволяет значительно сократить погрешность изготовления и дает возможность перемещаться втулке вдоль оси вала, не прекращая радиальное движение.
Размеры шлицов определяются внутренним диаметром вала, их количеством и формой. В шлицевом соединении образуется несколько плоскостей контактов. Возможность передачи большого крутящего момента возрастает по сравнению со шпонками в несколько раз.
Зуб шлица нарезается фрезами на зуборезных станках и протяжкой. Для подвижных узлов делается последующая шлифовка боковых поверхностей. Длина зубьев может быть любой, у неподвижных шлицевых соединений равна высоте ступицы колеса. При скольжении шестерни вдоль оси, длина нарезанных выступов на валу определяется размером перемещения шестерни, ее высотой и технологическим припуском, равным радиусу фрезы для ее выхода при обработке.
Диаметр вала по наружной поверхности равен размеру втулки по впадинам. Втулка со шлицами в точности копирует своим отверстием профиль вала и плотно надевается на него. Шлицевые канавки по отверстию нарезаются на долбежном станке. Технология изготовления длительная, требует большой точности, которую не может обеспечить долбяк, поскольку длина резца большая относительно его сечения. При попытке ускорить обработку, сделать больше заход и подачу, инструмент отжимает, размер получается в минус.
При проектировании узла и подборе пар, основным параметром является внутренний диаметр по шлицам. Его рассчитывают на кручение и изгиб. Шлицевая втулка подвергается меньшим по силе воздействиям. Она выбирается по справочнику. Детали делают из среднеуглеродистых малолегированных сталей: Ст 45, Ст40Х, Ст 40ХН. Они имеют относительно высокую вязкость и низкую хрупкость в нормализованном состоянии и после объемной закалки на воздух при твердости 320–350 HB.
Определить количество зубьев при проектировании можно по таблицам. Они разделены для каждого внутреннего диаметра на 3 группы по нагрузкам:
- легкая;
- средняя;
- тяжелая.
Чем больше крутящий момент нужно передавать, тем выше сам шлиц и больше их количество. За счет этого увеличивается площадь контакта.
Зубчатые соединения рассчитываются с учетом погрешности изготовления. Между поверхностями сопряженных деталей имеется зазор соединения. При повороте ведущей детали он смещается в противоположную сторону от направления действия силы. В идеале все поверхности соприкасаются и нагружены одинаково. По факту зубчатые соединения изготавливаются с погрешностью в 0,01–0,03 мм, в зависимости от размера и способа обработки. Муфта одной плоскостью соприкасается сильнее, другими меньше. При расчете прочности выбирается по таблице поправочный коэффициент, позволяющий рассчитать параметры деталей на прочность с учетом неравномерных сил нагрузок.
Зазор в соединении определяет размер холостого хода. Начиная двигаться, ведущая деталь сначала выбирает просвет между рабочими плоскостями, затем начинается силовое воздействие и вращение ведомой детали и всего узла.
Достоинства и недостатки
При конструировании механизмов, передающих вращение с высокой нагрузкой, чаще всего останавливаются на выборе шлицевого соединения. Оно имеет в определенных случаях огромные преимущества и может заменить несколько шпоночных соединений. Недостатки также имеются. Надо взвешивать все аргументы за и против, выбирая способ соединения.
В сравнении со шпонками, к достоинствам шлицевых соединений относятся:
- надежность при ударных нагрузках и вибрации;
- возможность уменьшить длину ступицы;
- малые радиальные зазоры;
- увеличение срока эксплуатации;
- отсутствие нагрузки на срез и малая на изгиб благодаря большому пятну контакта;
- несколько линий приложения сил, возможность передавать большие усилия валами с малым диаметром;
- осевое перемещение;
- в соединении только 2 детали;
- компактность;
- точная центровка.
Шлицы изготавливаются по ГОСТ и Стандартам, имеют строго нормализованные размеры и детали для соединения легко подобрать. Упрощена сборка узлов и подгонка деталей.
К недостаткам шлицевых соединений относятся:
- высокая стоимость деталей;
- сложная технология изготовления;
- использование специального оборудования и инструмента.
При перегрузках шпонка просто срезается, не допуская передачи повышенной нагрузки на рабочий механизм и предотвращая его поломку. Деталь простая и дешевая, легко меняется.
В шлицевых соединениях при аварийной ситуации может сломаться зуб или весь станок. Замена деталей сложная и дорогостоящая.
Эвольвентные шлицы
Эвольвентные шлицы вызывают меньшую концентрацию напряжений по сравнению с прямобочными. Шли-цевое соединение меньше снижает выносливое гь вала, чем шпоночное.
Эвольвентные шлицы вызывают меньшую концентрацию напряжений по сравнению с прямобочными. Шлицевое соединение меньше снижает сопротивление усталости вала, чем шпоночное.
Эвольвентные шлицы во втулке обычно нарезаются на зубодолбеж-ных станках. В настоящее время в массовом производстве внедрено протягивание эвольвентных шлицев. Протягивание эвольвентных шлицев во много раз производительнее долбления. Недостатком этого способа является сложность изготовления протяжки с эвольвентным профилем.
Эвольвентные шлицы обеспечивают точное центрирование сопрягаемых деталей, обладают повышенной прочностью, так как радиус во впадине может быть значительно больше, чем у шлиц других профилей, что уменьшает концентрацию напряжений у основания зуба ( см. гл.
Эвольвентные шлицы вызывают меньшую концентрацию напряжений по сравнению с прямобочными. Шли-цевое соединение меньше снижает выносливость вала, чем шпоночное.
Эвольвентные шлицы представляют собой зубья эволь-вентного профиля.
Эвольвентные шлицы вызывают меньшую концентрацию напряжений по сравнению с прямобочными. Шлицевое соединение меньше снижает выносливость вала, чем шпоночное.
Эвольвентные шлицы ( см. рис. 283, б) представляют собой зубья эвольвентного профиля, характеризуемые модулем т и углом зацепления а. Центрирование – обычно по боковым граням. Посадка может быть с натягом, зазором или центрирующей. Реже применяют центрирование по наружному диаметру шлицев.
Эвольвентные шлицы с закругленной впадиной ( рис. 299, б) можно рассматривать как частный случай шлицев треугольного профиля. Напряжения в них определяются по диаграмме рис. 294, б для соответствующих значений а 2а и рн.
Эвольвентные шлицы с закругленной впадиной ( рис. 285 6) можно рассматривать как частный случай шлицев треугольного профиля. Напряжения в них определяются по диаграмме рис. 281 6 для соответствующих значений а 2а0 и рц.
Эвольвентные шлицы с закругленной впадиной ( рис. 285 6) можно рассматривать как частный случай шлицев треугольного профиля. Напряжения в них определяются по диаграмме рис. 281 6 для соответствующих значений а 2о0 и рц.
Прямобочные и эвольвентные шлицы применяют в подвижных и неподвижных соединениях.
Кроме того, эвольвентные шлицы сравнительно легко обрабатываются по принципу обработки зубчатых колес.
Кроме того, эвольвентные шлицы сравнительно легко обрабатывать по принципу обработки зубчатых колес.
По общей прочности эвольвентные шлицы несколько уступают треугольным шлицам оптимального профиля.
Шлицы — госты, обозначения
Шлицевые соединения называют многошпоночными, в нем шпонки выполнены как одно целое с валом, что позволяет передавать большие крутящие моменты по сравнению со шпоночным соединением. Кроме того, шлицевое соединение хорошо обеспечивает взаимное центрирование втулки (колеса) и вала, что очень важно для валов с большим числом оборотов.
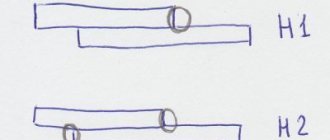
Стандартизованы соединения с прямобочным и эвольвентным профилем зубьев. Наиболее широко применяют первое соединение.Размеры прямобочных шлицевых соединений установлены ГОСТ 1139—80* (СТ СЭВ 187—75 и 188—75), предусматривающим три исполнения — 1, 2, 3 и три серии соединения — легкую, среднюю и тяжелую.Основные параметры: число зубьев z, внутренний диаметр d, наружный D, ширина зуба b (рис. 8.84). Для легкой и средней серии z=6, 8, 10, для тяжелой — 10, 16 и 20.Поверхности зубьев вала и втулки могут соприкасаться (центрироваться) по внешнему диаметру D (с образованием зазора по внутреннему диаметру, рис. 8.85, а), по внутреннему диаметру d (с образованием зазора по наружному диаметру, рис. 8.85, б) и боковыми сторонами зубьев (с образованием зазоров по наружному и внутреннему диаметрам, рис. 8.85, в).Обозначение втулки при центрировании по внутреннему диаметру d:d — 8X36H7X40H12X7D9, где d— указывает вид центрирования; 8 — число зубьев; 36 — внутренний диаметр с полем допуска Н7; 40 — наружный диаметр с полем допуска HI2; 7 — ширина зуба с полем допуска D9; то же, для вала d—8X36e8X X40a11X7f8, где е8, all и f8 — поля допусков d, D, b соответственно.В обозначении не отражается исполнение зуба — A, В или С (приводится на рабочем чертеже или решает технолог), а серию (устанавливает на основе расчета конструктор) определяют значения z, d и D; в данном примере числа 8, 36 и 40 относятся к легкой серии.
На учебных чертежах обычно ограничиваются указанием числа зубьев, размеров внутреннего и наружного диаметров и ширины зуба: 8X36X40X7.Шлицевое эвольвентное соединение с углом профиля 30° (ГОСТ 6033—80*) предусматривает основное центрирование по боковым поверхностям зубьев (рис. 8.86) и допускаемые — по наружному или внутреннему диаметрам.Основные параметры: номинальный диаметр D, модуль т и число зубьев z. Примеры обозначений:
- соединения — 50X2X9H/9g ГОСТ 6033—80;
- втулки — 50X2X9 Н ГОСТ 6033—80;
- вала — 50X2X9g ГОСТ 6033—80,
где 50 — номинальный диаметр, 2 — модуль, 9Н и 9g — поля допусков. Число зубьев не указывают, так как оно определено значениями D и т. Вид центрирования (в примере — по боковым поверхностям зубьев) определен значениями полей допусков.
На учебных чертежах обычно ограничиваются указанием D, т и обозначением стандарта.Шлицевые соединения изображают согласно ГОСТ 2.409—74* (СТ СЭВ 650—77) упрощенно, как показано на рис. 8.87, а (на валу), рис. 8.87,6 (в отверстии) и рис. 8.88 (в соединении). В изображениях эвольвентных соединений добавляют делительную окружность, как на рис. 8.88.
На чертежах, содержащих нестандартизованные шлицевые соединения (например, с треугольным профилем зуба), помещают изображение профиля зуба с впадинами (шлицами) со всеми необходимыми сведениями (рис. 8.89).