Виды, составляющие
Сбалансированный сплав на основе доминирующего металла для создания неразъёмных соединений металлических деталей методом внесения плавкого соединителя с местным нагревом – это припой.
Способы пайки, ограничения воздействия температуры на детали, механическая прочность соединения, сопротивление влиянию коррозии обусловливают многообразие видов.
Технологические требования к заполнителю:
- Свободная текучесть после прохождения температуры ликвидуса.
- Смачивание поверхностей соединения.
- Механическая устойчивость, ограниченная усадка теплопереносимость, невосприимчивость к внешним воздействиям в твёрдом состоянии, электропроводность.
Мягкие легкоплавкие
Отечественные припои именуются в соответствии с ГОСТ. Маркировка соответствует наименованиям доминирующих химических элементов, определяющих свойства материала. Форма выпуска: проволока, прутки, фольга, порошки, комбинированные пасты, трубки с наполнением из канифоли.
Легкоплавкими припоями считаются сплавы с температурой плавления 60–4500 С. Низкотемпературные оловянно-свинцовые имеют низкую прочность. Применяются для соединения деталей, боящихся перегрева. Распространены составы ПОС.
Дешифровка аббревиатуры: «припой оловянно-свинцовый». Цифровая индикация указывает на процентное содержание олова. Распространённые химические элементы в составе припоев и тинолей помимо свинца: сурьма, медь, висмут, мышьяк, цинк.
Плавкость паяльных составов, область применения:
- Сплав Вуда – 600 С (лужение плат).
- Cплав д’Арсенваля – 790 С (радио аппаратура и электроника).
- Сплав Розе – 950 С – (температурные ограничения).
- ПОСВ 33 – 1300 С – (плавкие вставки предохранителей).
- ПОСК 50 – 1450 С (полупроводники, сплавы меди).
- ПОС 61 – 1900 С (требование повышенной электропроводности).
- ПОС 30 – 2600 С (пайка, лужение стали, меди).
- П 250 – 2800 С (алюминий и сплавы).
Тугоплавкие
Сфера применения – промышленная пайка чугунов, разнородных сталей, медесодержащих сплавов, томпака. Температура плавления в диапазоне 400–8000 С. Составляющие припоев: медь, серебро, никель, магний. Соединения отличаются прочностью.
В сокращении ПМЦ (припой медно-цинковый), цифра указывает на содержание меди. Всего используются 3 марки, утверждённые ГОСТ 1534—42 : ПМЦ-36, ПМЦ-48, ПМЦ-54. Помимо основного компонента присутствует цинк, 5–7% приходится на железо, олово, сурьму. Температура плавления 800–9000 С.
Существуют ограничения применения вследствие выгорания лигатур. Цинк выгорает при переходе из жидкой фазы, что становится причиной пористости. Разрушительные последствия грозят:
- Изделиям, испытывающим внутреннее давление.
- Вибрацию и динамические нагрузки.
В этом случае ведётся пайка рафинированной медью при повышении температуры. Иной путь – использование низкотемпературных оловянистых лигатур, улучшающих жидкотекучесть. Или кремнистых присадок. Кремний препятствует испарению и окислению цинка.
ПМЦ выпускаются прутками, полосами, гранулами. Флюсы для пайки – бура.
ПСр (медно-серебряные) – дорогостоящие тугоплавкие присадки высокой прочности. Уникальность в сохранении гибкости соединения. Разбег рабочих температур между начальным в ряду ПСр-10 и серебряным на 92% ПСр-92 – 720–9500. ПСр 72–92 нашли применение в соединительных операциях на высокочастотных элементах.
Альтернатива серебру — фосфор. Пластичные медно-фосфорые припои при сохранении подобия свойств имеют плюсы:
- Дешевизна.
- Устойчивость к коррозии и агрессивным средам.
- Жидкотекучесть.
- Температура плавления 700–8500.
- Пригодны для соединения разнородных металлов, например, медь со сталью.
Пайка алюминия ведётся в узких температурных рамках под слоем масла, чтобы сдержать окисление, ультразвуковыми паяльниками. Применяются силумин, 34А, П590А, П 575. Легирующие элементы кремний, медь, цинк.
Припои и флюсы
Чтобы паять, недостаточно только паяльника. Здесь я расскажу, чем ещё необходимо затариться, прежде чем начинать работу.
Припой Припой – это легкоплавкий сплав металлов. Иными словами, металл, который плавится при сравнительно низкой температуре – обычно 200…300 градусов. Припой служит своеобразным электропроводящим клеем, с помощью которого металлические детали скрепляются между собой. В отличие от сварки, где скрепление происходит за счёт взаимодействия расплавленных масс самих деталей, при пайке детали не повреждаются: плавится только припой. Это требует меньшей температуры, меньшего времени, жрёт меньше энергии и более безопасно.
Припои бывают разные. При монтаже электронных схем применяются мягкие оловянно-свинцовые припои. Самый ходовой из них – ПОС-61. Первые три буквы названия переводятся как Припой Оловянно-Свинцовый. Далее идёт число, обозначающее процентное содержание олова в припое. В ПОС-61 соответственно, 61% олова, остальные 39% – свинец. Его температура плавления – 180 градусов.
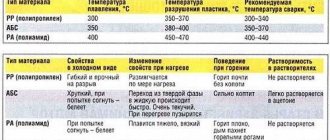
Ниже приведены температуры плавления различных ПОС:
ПОС30 – 240 ПОС40 – 210 ПОС61 – 180 ПОС90 – 310
Помимо родного отечественного, нынче на базаре (т.е., рынке) много буржуйского припоя. Не стоит его бояться, он тоже хороший. Только надо проконсультироваться у продавца, какой более подходит для ваших целей.
Припой обычно продаётся в виде проволоки. Толщина проволоки может быть различной, но я рекомендую тонкую: удобнее дозировать количество. Впрочем, это не принципиально. Если Вы хорошо умеете паять, то у Вас не будут возникать проблемы по таким мелочам.
Впрочем, не всегда то что выглядит проволочкой на самом деле ею же и является. Очень часто внутри такой проволочки есть полость. В этой полости содержится какой-нибудь флюс, например, канифоль. Это нужно для замедления окисления припоя в процессе пайки, но это совершенно не значит, что отдельно флюс уже не нужен.
Ну, уж раз мы заговорили про флюсы, продолжим о них.
Флюс Второй материал, который нужен для пайки – это флюс. Заметим, что он не имеет никакого отношения к зубам в-общем и к больным зубам в частности. Просто он так называется.
Флюс – это вещество, помогающее снять слой окисла с поверхности металла. С другой стороны, флюс предохраняет металл от окисления в процессе пайки и способствует равномерному растеканию припоя по поверхности металла. Во-общем, без флюса – никуда.
Флюсы, как и припои, весьма разнообразны. Нам удобнее разделить всё разнообразие флюсов на две большие группы: кислотные и бескислотные. Из этих двух групп мы выберем бескислотные.
Самый распространённый бескислотный флюс – это всеми любимая канифоль. На севере нашей Ленобласти, в царстве чахоточных сосен, канифоль можно добывать своими руками. Ведь канифоль – ни что иное, как переработанная (очищенная) сосновая сера. Не припомню, чтобы канифоль как-то классифицировалась по видам. Правда различается по сортам (по степени очистки). Чем чище канифоль, тем она меньше пахнет при паянии, и тем медленнее загрязняется жало паяльника. Впрочем, запах у канифоли довольно приятный, а жало будет всё равно загрязняться, медленно-ли быстро-ли, хоть ты тресни. Поэтому чистота канифоли – не тот параметр, за которым стоит гоняться.
Канифоль довольно дешева, поэтому, возьмите побольше. Поверьте, она очень быстро кончается (если грамотно паять).
Как её применять? Канифоль можно употреблять как в сухом, так и в разведённом виде. “Разводят” канифоль обычно в спирте, в пропорции канифоль:спирт = 1:3 (обьёмных частей). Если идея разводить что либо в СПИРТЕ кажется вам кощунственной, можно развести в ацетоне. Правда, он сильно пахнет, и у некоторых от него болит башка. Кроме того, не удивляйтесь, если после некоторого времени использования Вами ацетона, по стене начнут бегать маленькие зелёные человечки. Не пытайтесь их ловить: они чрезвычайно шустрые.
Обычно, жидкие флюсы, как например, спирто-канифольный, используют для покрытия больших поверхностей (например, печатной платы). Для тривиальной пайки элементов, используют, всё же, твёрдую канифоль.
Чтобы меня не обвиняли в предвзятости, черкну пару строк о прочих флюсах. Ну, во-первых, стоит всё же вернуться к отвергнутым кислотным флюсам. Почему мы их недолюбливаем? А потому что после пайки их надо тщательно смывать с деталей: иначе остатки кислот будут медленно и верно грызть конструкцию, и в один прекрасный день, всё развалится. Кроме того, если Вам на пальчик попадает капля горячей канифоли, вы громко нецензурно ругаетесь, и получаете тепловой ожог, который проходит за пару дней. Если же на пальчик капнуть горячей кислотой, то вдобавок, получится нехилый химический ожог, который будет заживать долго и болезненно. И всё же, кислотный флюс может быть очень и очень полезным, например, при пайке железа (сталь, чугун и пр.). С помощью канифоли железо паять очень сложно, а кислотой – запросто. Лично я для подобных целей использую… аспирин. Аспирин – енто ацетилсалициловая КИСЛОТА. Берём таблетку аспирина – и вперёд: теперь железные поверхности Вам не страшны!!! Только старайтесь как можно меньше вдыхать пары ацетилсалициловой кислоты – это очень неприятно и чрезвычайно вредно.
Существуют также различные специализированные флюсы, например флюс для пайки алюминия. Покупаешь такой флюс – и можно спокойно паять алюминий, нержавейку и прочие металлы, которые канифолью не возьмёшь.
Это, пожалуй, всё о флюсах. Теперь нам нужно подготовить к работе паяльник.
https://radiostudy.narod.ru
Tweet Нравится
- Предыдущая запись: ЗАРЯДНОЕ УСТРОЙСТВО ДЛЯ НИКЕЛЬ-КАДМИЕВОГО АККУМУЛЯТОРА С РЕГУЛЯТОРОМ ТОКА И ТАЙМЕРОМ
- Следующая запись: Что такое интегральная микросхема (ИМС)
- ИНДИКАТОР ОТКЛЮЧЕНИЯ ПЕРЕДНЕЙ ФАРЫ МОТОЦИКЛА (0)
- МОСТОВАЯ СХЕМА УИТСТОНА (0)
- ПРЕОБРАЗОВАТЕЛЬ ТОК/НАПРЯЖЕНИЕ C УСИЛИТЕЛЕМ HA ТРАНЗИСТОРЕ (0)
- Снова об ИК барьере (0)
- Как выбрать электрозамок (0)
- Как выбрать видеокамеру (0)
- О печатных платах (0)
Похожие посты:
Флюс в припое что это и зачем?
По аналогии со сварочной самозащитной проволокой выпускается офлюсованный припой. Нет нужды разделять операции по очистке обрабатываемой поверхности, улучшении адгезии.
Пример материала для бытового применения – 7-компонентная комбинация HTS2000 производства США для сращения широкого спектра алюминиевых сплавов.
Овальная трубка длиной 460 мм, Ø 2,1 мм плавится без внесения в зону пламени горелки, при касании разогретого металла. Температура плавления прутка 3900 подразумевает раздельное нагревание. Инструкция гласит, что плавление и заполнение шовного пространства происходит при натирании зоны нагрева присадочным прутком.
Для нагруженных швов не применяется. Технология раздельного нагрева усложнена и требует ювелирного владения горелкой. Чтобы не выжечь на протяженном участке ранее наложенный контактный слой, необходимы ухищрения по поддержанию равной температуры зоны обработки.
Поверхность нагрева в этот период беззащитна, окисляется. Присадочный стержень следует за щёткой, сцарапывающей окисную плёнку. Заполнение микропор при температуре, далёкой до разжижения основы безопасно: переход алюминия из твёрдого состояния в текучее трудно определить на глаз.
Отмечена невысокая герметичность за счёт образования пор на поверхности шва. Зато HTS2000 один из недорогих в своей нише. Обеспечивает достойную прочность сопряжения.
На сколько хороши разрекламированные патентованные средства и целесообразность применения, проверяем на форумах по отзывам специалистов.
Припой с флюсом HTS-528 с температурным порогом 7600 по этой же схеме применяется для чёрного металла с чугуном, сплавов меди, никеля. Изготовитель рекомендует ориентироваться по цвету нагретой детали, достигнута ли потребная температура.
Что такое припой, пайка, флюс
Есть два способа соединения металлов — сварка и пайка. При сварке металл в месте соединения деталей плавится, за счет чего получаем неразрывное соединение. Такой тип соединения наиболее надежен, но не все металлы можно сваривать. Для металлов которые сваривать не получается, применяют пайку.
Что такое припой для пайки — это материал, который обеспечивает соединение
Что такое припой и для чего он нужен
Пайкой называют процесс соединения металлов с использованием вспомогательного состава — припоя. Это сплав, который имеет более низкую температуру плавления чем соединяемые детали. В процессе соединяемые детали только нагреваются, но не начинают плавиться. Плавится только припой. Он переходит в жидкое состояние, растекается и заполняет капилляры соединяемых деталей. В результате соединение получается надежным, хоть и менее прочным чем сварка. При сварке получаем, по сути, монолит. При пайке добиться такого эффекта невозможно.
Припой для пайки — это сплав металлов с температурой плавления ниже чем у соединяемых деталей
Итак, припой для пайки — это сплав с температурой плавления ниже, чем у соединяемых деталей. С его помощью получаем прочное соединение. Некоторые виды припоя обеспечивают герметичность, другие дают хорошую электропроводимость. Именно эту группу припоев и используют при ремонте и изготовлении приборов, соединении проводов.
Что такое флюс и что он делает
При пайке плат, проводов, электроники важно достигнуть хорошего электрического контакта, т.е. с минимальным сопротивлением. Это возможно только при соединении чистых металлов без загрязнений и оксидной пленки. А медь и алюминий, которые и приходится обычно паять, как раз активно окисляются. Окислы можно удалять механически, но это занимает время, да и результат слишком зависит от человека. Поэтому обычно применяют флюс — это вещество, которое растворяет окислы и, заодно, улучшает растекаемость припоя. Простейший флюс — это канифоль растворенная в спирте.
Это все припой для пайки
Есть флюсы, которые также служат для защиты от воздействия окружающей среды. Но, в большинстве случаев, они слишком активны и, после пайки, требуется очищение плат и деталей. Иначе остатки флюса разъедают оболочки, саму плату, соединение. Для этого существуют специальные смывки. Обычно это спирты и спиртовые растворы, но некоторые составы смываются водой. Способ удаления обычно указывается в описании к составу.
Формы выпуска припоя для пайки
Чаще всего припой встречается в виде проволоки различной толщины — от 0,3 мм до 3 мм. Это те размеры, которые применяют при пайке электроники и проводов. Припой в виде проволоки наматывают на катушки (бобины) . Длина проволочного припоя — несколько метров, но продают его по весу — на граммы и килограммы. Стандартные варианты расфасовки на катушке — 50, 100, 200, 250 и 500 грамм. Для производственных целей выпускаются катушки с весом припоя от 1 кг и более.
Проволочный припой в бобинах — наиболее удобная для применения форма. Популярностью пользуется продукция немецкой компании Stannol
Мелкая фасовка может быть и без катушки.
Припой ПОС-61 с каналом канифоли. Продается без катушки, так как вес всего 10 грамм
Обратите внимание, что проволочный припой может с флюсом/канифолью — трубочка из припоя, заполненная флюсом. Количество флюса — 1-8%. Такой вариант идеален, так как компоненты подобраны оптимально (у хороших марок) и дают хорошее качество пайки.
Трубчатый припой с флюсом — внутри трубки находится канифоль
Процентное содержание флюса указывается на наклейке.
Согласно информации на наклейке, содержание флюса составляет 2,2%
Есть еще следующие виды выпуска припоя:
- Прутки. Диаметр — 5-10 мм, но продают тоже по весу.
- Порошок. Обычно для промышленного применения.
- Гранулы. Тоже чаще для производств.
- Фольга. Такая форма выпуска хороша для тонкопленочных (СМД) деталей.
- Паяльная паста. Паяльной пастой удобно работать и с обычными, но мелкими деталями. Но она разрабатывалась для СМД электроники.
Припой в виде пасты в тюбике, фольги и гранул. С такими удобнее работать при пайке СМД компонентов
Наиболее распространенная форма выпуска припоя — проволока. Различная толщина позволяет брать то количество материала, которое требуется для данного типа деталей. Да и хранить катушку проще чем, скажем моток, порошок и т.д. Удобна еще паяльная паста, которая продается в тюбиках. Но такая форма выпуска в разы дороже. Так что ее обычно применяют целенаправленно — для тонкопленочных деталей.
Технические характеристики
В процессе пайки деталей важно чтобы жидкий припой был не настолько горячим, чтобы вывести из строя деталь или расплавить изоляцию. Второй важный момент — чтобы он хорошо «ложился» на соединяемые детали. Ну и третий — чтобы контакт в месте пайки был надежным. Еще часто обращают внимание на блеск — это свидетельство того, что пайка была выполнена с соблюдением технологии. За все эти параметры отвечают следующие технические характеристики припоя:
- Смачиваемость. При пайке важно чтобы припой хорошо растекался и обволакивал соединяемые фрагменты и не стекал с них. Это возможно при хорошей смачиваемости. Это именно свойство растекаться, оставаться в то же время на деталях.
Свойство растекаться и «сцепляться» с деталями называют смачиваемостью припоя
- Температура плавления. Тут все понятно. Подбирать припой надо так, чтобы он расплавился раньше, чем начнут плавиться детали или перегрев будет критическим.
Это все технические характеристики, по которым подбирают припой для домашнего использования. И именно эти два момента отмечают, когда рекомендуют или нет ту или иную фирму. Больше упирают на температуру. И, вот что странно, один и тот же состав, но разных фирм, нагревать требуется по-разному. Смачиваемость можно откорректировать при помощи флюса — он улучшает этот показатель. А вот с температурой плавления бороться никак не получается. Поэтому удобство пайки определяется тем, насколько легко припой плавится.
А вообще, учитывается прочность, упругость, твердость, электропроводность. Прочность и упругость важна там, где могут возникнуть механические нагрузки. Это больше относится к пайке медных труб и других подобных изделий. Твердость показывает насколько легко повреждается зона пайки. Электропроводность важна для обеспечения электрического контакта.
Что такое флюс для пайки?
Качество пайки основывается на правильности подбора компонентов флюса и присадки. Функция флюса:
- Создание вокруг припоя, на поверхности металла легкоиспаряемой плёнку, растворяющую окислы в рабочей зоне.
- Создать условия для растекания припоя за счёт снижения поверхностного натяжения.
- Улучшить сцепление с основой, снизить воздействие окружающей среды.
- Испариться на пороге температуры плавления.
Разнообразие предложений с незамысловатыми и сложными составами жидкого вида, порошков и пастообразных делят на два технологически непохожих вида флюсов для пайки: пассивные и активные в химическом отношении. Продаются паяльные пасты, составленные из комбинации флюс-припой, альтернативные трубчатые припои с заполнением внутренней полости флюсом.
Химически активные
Преимущественно это кислотосодержащие реагенты. Оксидные плёнки, жирный налёт устраняются успешно. Но возникает вопрос по нейтрализации активности агрессивных веществ путём промывки: металл и текстолитовые платы разрушаются коррозией.
Доступны и активно используются ортофосфорная, соляная кислоты после протравки, бура, нашатырь. Воздействие паров на органы дыхания токсично, кожные покровы также уязвимы.
Паяльные кислоты применяются в пайке никеля, сталей. Легко удаляют продукты окисления. Требуют нейтрализации слабощелочными растворами с обязательной процедурой окунания в проточную воду. Температуры применения 250–3300 С.
Рабочее помещение при пользовании агрессивными средствами нуждается в вентиляции, минимальная мера – проветривание. Попадание на кожу рук требует смывания с моющими средствами без промедления.
Oрганические
Химически пассивные флюсы снимают жировые плёнки, отчасти нестойкие окислы. Эти органические некорродирующие вещества – защита против окисления. Канифоль сосновая, воск, стеарин и растворы спиртоканифоли не выделяют вредных для здоровья паров. Используются с легкоплавкими припоями в радиотехнике.
ФЛЮС ДЛЯ ПАЙКИ
Флюс
— вещества (чаще смесь) органического и неорганического происхождения, предназначенные для удаления оксидов с поверхности под пайку, снижения поверхностного натяжения, улучшения растекания жидкого припоя и/или защиты от действия окружающей среды. Паяльный флюс не должен взаимодействовать с припоем, кроме флюсов для реактивно-флюсовой пайки. В зависимости от технологии, флюс может использоваться в виде жидкости, пасты или порошка. Существуют также паяльные пасты, содержащие частицы припоя вместе с флюсом; иногда трубка из припоя содержит внутри флюс-заполнитель.
*****************************************************************************************************************************************************
Для заказа флюса необходимо отправить заявку в на эл. почту: [email protected] или [email protected] Заявка может быть в свободной форме.
*****************************************************************************************************************************************************
Классификация
Согласно ГОСТ 19250-73 «Флюсы паяльные. Классификация», паяльные флюсы подразделяются по следующим признакам:
— по температурному интервалу активности: низкотемпературные (до 450 °C) и высокотемпературные (свыше 450 °C);
— по природе растворителя: водные и неводные;
— по природе активатора определяющего действия: канифольные, кислотные, галогенидные, гидразиновые, фторборатные, анилиновые, стеариновые (низкотемпературные) и галогенидные, боридно-углекислые (высокотемпературные);
— по механизму действия: защитные, химического действия, электрохимического действия, реактивные;
— по агрегатному состоянию: твёрдые, жидкие и пастообразные.
Флюсы для пайки припоями типа ПОС
1) Флюсы для пайки чёрных металлов
* Сильно-кислые флюсы («активные флюсы») — Хлорид цинка
* Флюсы средней и малой активности — Хлорид аммония
2) Флюсы для электротехники
Основные требования к таким флюсам — низкий ток утечки и низкая коррозионная активность.
Простейшие флюсы такого типа создают на основе канифоли — например, растворы канифоли в спирте — этаноле либо других спиртах или спирто-бензиновой смеси. Также часто применяются кислотные флюсы — разнообразные кислоты и их соли, но в связи с большой кислотностью, необходимо промывать место пайки. Даже такой флюс как глицерин, необходимо отмывать от печатной платы, так как он обладает хорошей гигроскопичностью, вследствие чего место пайки быстро окисляется. Исключением является канифоль и её спиртовые растворы из-за того, что она покрывает поверхность и является своеобразным нейтральным защитным покрытием.
3) Флюсы для алюминиевых сплавов
Хотя алюминиевые сплавы можно паять свинцово-оловянными припоями, лучшие результаты достигаются с многокомпонентными припоями, содержащими цинк, кадмий, висмут и другие металлы. Применяется «бинарный» флюс: концентрированная ортофосфорная кислота (часто называемая просто фосфорной) — до побеления, затем 20%-я эвтектика (50 мол.%, а.и. 8:11,5) NaOH—KOH в глицерине.
4) Флюсы для пайки нержавеющих сталей — Ортофосфорная кислота
Флюсы для высокотемпературной пайки медно-фосфорными припоями
При пайке тугоплавкими припоями в качестве флюса используется тетраборат натрия (бура́).
Флюсы применяемые для пайки
1) Флюсы должны удовлетворять следующим основным требованиям:
2) Температура плавления флюса и его удельный вес должны быть ниже температуры плавления и удельного веса припоя.
3) Флюс должен полностью расплавляться и иметь хорошую жидкотекучесть при температуре пайки, но в то же время не должен быть слишком текучим, чтобы не «уходить» от места пайки.
4) Флюс должен своевременно и полностью растворять окислы основного металла, причем флюс должен действовать при температуре на несколько градусов ниже температуры плавления припоя.
5) Флюс не должен образовывать соединений с основным металлом и припоем, а также поглощаться ими.
6) Флюс должен равномерным слоем покрывать поверхность основного металла у места пайки, предохраняя его от окисления в продолжение всего процесса пайки. Однако для того, чтобы припой мог сплошным слоем покрывать поверхность основного металла, необходимо, чтобы адгезия флюса к основному металлу (т. е. силы сцепления между флюсом и основным металлом) была слабее, чем адгезия припоя (т. е. силы сцепления между припоем и основным металлом).
7) Флюс не должен испаряться и выгорать при температуре пайки, а продукты его разложения и окислы должны вытесняться припоем, легко удаляться после пайки и не вызывать коррозии.
Для пайки мягкими припоями
применяют кислотные или активные, антикоррозийные, бескислотные, активизированные флюсы. Кислотные или активные флюсы — на основе хлористых соединений — интенсивно растворяют окисные пленки на поверхности основного металла и тем самым обеспечивают хорошую адгезию и, следовательно, высокую механическую прочность соединения. Остаток флюса после пайки вызывает интенсивную коррозию соединения и основного металла, а потому после пайки место пайки нужно тщательно промывать. Для пайки проводников при монтаже электрорадиоприборов применять кислотные флюсы категорически запрещается.
Кислотные флюсы
К кислотным флюсам относятся хлористый цинк (обычно в виде 30%-ного водного раствора с добавкой 0,6-0,7% свободной соляной кислоты; составляет около 263˚ С), флюс-паста (хлористый цинк или хлористый аммоний с соответствующим наполнителем: ланолин, вазелин, глицерин и т. п.; tпл = 263° С), флюс «Прима I» (раствор хлористого цинк-аммония в смеси воды и этилового спирта с добавкой глицерина, tпл = 170˚ С).
Антикоррозийные флюсы
Антикоррозийными флюсами являются флюсы на основе фосфорной кислоты с добавлением различных органических соединений и растворителей, а также флюсы на основе органических кислот. Флюсы этой группы не вызывают коррозии черных металлов и поэтому после пайки не нужно удалять остатки флюса.
Флюс ВТС
Флюс ВТС (смесь технического вазелина с салициловой кислотой, триэтаноламином и этиловым спиртом) применяется для пайки меди, латуни, бронзы, константана, серебра, платины и сплавов платиновой группы. Этот флюс особенно удобен для пайки электромонтажных соединений, так как он обеспечивает’ чистоту и надежность пайки и не вызывает коррозии, даже если остается в местах пайки.
Бескислотные флюсы
Пайка соединений при монтаже электрорадиоприборов производится, как правило, бескислотными флюсами на основе канифоли.
Сосновая канифоль представляет собой в основном смесь смоляных кислот. При хранении на воздухе канифоль поглощает кислород, причем поглощение тем больше, чем выше температура. Измельченная канифоль в смеси с воздухом способна взрываться. Температура плавления (размягчения) канифоли колеблется в пределах от 52˚ до 83° С; при 125˚ С канифоль переходит в жидкое состояние. Основное достоинство канифоли состоит в том, что в расплавленном состоянии (при температуре 150° С) она способна растворять окислы, а после затвердевания на паяном соединении остаток флюса не вызывает коррозии. Остаток канифоли не гигроскопичен и является хорошим изолятором, что также относится к числу достоинств канифоли как флюса для пайки монтажных соединений. Являясь поверхностно-активным веществом, канифоль существенно улучшает растекание припоя.
Канифоль относится к флюсам химически мало активным и может применяться при условии, если детали тщательно подготовлены к пайке, т. е. зачищены или залужены.
В качестве флюсов для пайки монтажных соединений применяют натуральную канифоль (ГОСТ 797-64), а также растворы , канифоли в спирте (флюс КЭ и глицерино-канифолевый).
Активированные флюсы
Активированные флюсы на основе канифоли применяют для пайки металлов и сплавов, плохо поддающихся пайке с канифолевым флюсом; они также ускоряют процесс пайки меди и медных сплавов.
В качестве активизаторов в канифоль вводят в небольших количествах солянокислый анилин, фосфорнокислый анилин, фе-нолевый ангидрид, солянокислый диэтиламин, салициловую кислоту и т. д.
Лучшим для пайки монтажных соединений из флюсов этой группы является флюс с анилином.
Для пайки твердыми припоями
применяются в основном кислотные флюсы, остатки которых необходимо удалять после пайки. В зависимости от температуры плавления они подразделяются: на флюсы с температурой плавления выше 750° С, применяющиеся для пайки тугоплавкими припоями, и флюсы с температурой плавления ниже 750˚ С, применяющиеся для пайки сравнительно легкоплавкими серебряными припоями. В качестве тугоплавких флюсов наибольшее- распространение получили бура и борная кислота. Активной группой этих флюсов является борный ангидрид В2О3, который, вступая в реакцию с окислами металлов, образует бораты.
Буру применяют в виде безводной соли Na2В4O7 и в вид( кристаллической соли Na2В4O7 • 10Н2О.
Кристаллическая десятиводная бура начинает плавиться при 75˚ С; по мере повышения температуры нагрева бура теряет воду, сильно при этом вспучиваясь и разбрызгиваясь, и постепенно переходит в безводную соль Na2В4O7 (плавленая или жженая бура); плавящуюся при температуре 783° С. Во избежание кипения бурь при пайке ее обычно применяют в прокаленном виде. Кристаллизационную воду удаляют путем нагрева буры до 400 — 450° С. Активное действие буры начинается с температуры 800° С, при более низких температурах бура плохо растекается. Бура в расплавленном состоянии может быть нагрета до высоких температур без заметного испарения, она весьма жидкотекучая и энергично растворяет окислы многих металлов, в особенности меди.
Борная кислота является менее активным флюсом, чем бура. Температура активного действия борной кислоты выше, чем буры, и составляет 900° С. Одну борную кислоту редко применяют в качестве флюса. Смеси буры и борной кислоты являются основой большинства флюсов.
Для повышения активности смеси буры и борной кислоты при пайке нержавеющих сталей и жаропрочных сплавов в состав флюсов вводят фтористый кальций и другие добавки.
В качестве легкоплавких флюсов для пайки серебряными и медно-фосфористыми припоями в основном применяют смеси голоидных солей щелочных металлов с борнокислыми солями. Галоидные соли флюсуют окислы главным образом физическим растворением, борнокислые соли оказывают химическое действие.
Флюсы применяют в виде пасты, порошка и в жидком виде.
Иногда флюсующее действие производит сам припой с соответствующими добавками раскислителей (например, меднофосфористые припои).
Наименования и применение
Канифоль сосновая – самый простой, дешевый и доступный вид флюса с низким током утечки. Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Паяльный жир – существует в двух видах: активный и нейтральный. Применяется для окисленных деталей, состоящих из черного или цветного металла. Активный паяльный жир в радиоконструировании не применяется. Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.
- Бура – необходима при высокотемпературной пайке высокоулеродитсых металлов: чугуна, меди, стали и т.д.
- ТАГС – флюс на глицериновой основе для радиомонтажа. Из-за остаточного сопротивления нуждается в отмывке спиртом.
- Флюсы ЗИЛ – хорошо подходят спаивания стали, латуни, меди легкоплавкими припоями на основе висмута.
- Ф-38Н ПЭТ – сильно химически активный флюс. Применяется для пайки быстро окисляемых на воздухе металлов при температуре выше 300 градусов. Им паяют нихром, манганин, бронзу. Обязательное применение при его использовании средств индивидуальной защиты. Промывка щелочью так же обязательна
- Активные флюсы ФИМ — пайка окисленного серебра, платины. Требует отмывки водном раствором с содержанием соды. В составе флюса фосфорная кислота.
- ФКДТ и ФКТ ПЭТ – популярный неактивный флюс широкого применения для лужения проводов и медных контактов в РЭА.
- ФТС – бесканифольный пассивный флюс без дыма. Предназначен для пайки радиодеталей.
- Паяльная паста «Тиноль» — специальный химический флюс для пайки SMD радиодеталей термофеном паяльной станции.
- Флюс-гель ТТ – флюс с индикатором химической активности красноватого оттенка для широкого спектра пайки. При воздействии температурой обесцвечивается, указывая на отсутствие активных компонентов. Не требует отмывки.
- СТ-61 – паяльная паста пассивная. А – температура плавления +200 градусов, В – для компьютерных и мобильных радио запчастей, С – канифоль.
Мягкие припои
Для пайки печатных плат, проводов и других работ нужна невысокая температура. Многие радиодетали просто не переносят высоких температур, от перегрева выходят из строя. Не переносит нагрева и изоляция проводов. Поэтому припой для пайки этой категории выбирают из мягких и легкоплавких. Причем, желательно чтобы плавился припой при 200°C или чуть ниже.
Внешне отличить припои для пайка с большим содержанием свинца можно по серому цвету
ПОС: виды. типы, применение
Наиболее распространенный мягкий припой для пайки — ПОС (Припой Оловянно-Свинцовый). Состоит он из олова и свинца в разных пропорциях. Процентный состав отображается в названии — после ПОС идет цифра, в которой указывается процент олова. Например, в ПОС 40 содержится 40% олова. В ПОС 61 — 61%, в ПОС 90 — 90% и т.д.
Килограммовая бухта ПОС 40 — для солидных объемов работ. Выпускается по ГОСТу 21931-76
Для улучшения/изменения характеристик в состав могут вводиться в небольшом количестве добавки. Тип добавки и ее процентное содержание прописывается в конце маркировки припоя. Например, дописка к ПОС 61 Sn61Pb37Ag2 обозначает, что припой состоит из следующих компонентов:
- Sn61 — 61% олово;
- Pb37 — 37% свинец;
- Ag2 — 2% серебро.
Этот припой для пайки хорошо растекается и дает почти зеркальный блеск. Но серебро — недешевая добавка, что и отразится на цене.
ПОС и ПОССу: технические характеристики
Есть одна популярная разновидность ПОС — ПОССу. А обозначает оно «припой оловянно-свинцовый с добавкой сурьмы» (две последние буквы «Су» и обозначают наличие этой добавки в составе). Сурьма повышает прочность пайки, так что такие составы применяют там, где требуется повышенная прочность соединений.
| Марка припоя | Олово Sn в % | Сурьма Sb в % | Медь Cu в % | Серебро Ag в % | Температура плавления солидус/ликвидус | Временное сопротивление разрыву, кгс/мм2 | Применение |
| ПОС-90 | 89-91 | 0,05 | 0,05 | 0,02 | 183/220 | 4,9 | Пищевая посуда и медицинская аппаратура |
| ПОС-61 | 59-61 | 0,05 | 0,05 | 0,03 | 183/190 | 4,3 | Электро-радио приборы |
| ПОС-40 | 39-41 | 0,05 | 0,05 | 0,03 | 183/238 | 3,8 | Электро-радио приборы, оцинкованная сталь |
| ПОС-10 | 9-10 | 0,05 | 0,05 | 0,03 | 268/299 | 3,2 | Лужение контактных дорожек, пайка приборов, реле |
| ПОССу-61-0,5 | 59-61 | 0,05-0,5 | 0,08 | 0,03 | 183/189 | 4,5 | Аппаратура и детали с жесткими требованиями по температуре |
| ПОССу-40-0,5 | 39-41 | 0,05-0,5 | 0,08 | 0,03 | 183/235 | 4,0 | Жесть, обмотки, кабели, монтаж электроэлементов, радиодеталей, медных трубок |
Пару слов насчет характеристик, отраженных в таблице. Температура плавления дана двумя цифрами — солидус и ликвидус. Первая — это начало плавления. При нагреве до этой степени переходят в жидкое состояние самые легкоплавкие компоненты состава. Ликвидус — это температура полного плавления. Именно она нужна при пайке — жало должно быть чуть «горячее». Например, чтобы паять ПОС 61, паяльник надо разогреть до 190°C или около того. Точный нагрев паяльника подбирается экспериментальным путем, так как флюсы, детали, потери тепла отличаются. Но общий принцип одинаков: чуть выше чем точка плавления.
Как отличить, каким припоем выполнена пайка? По степени блеска контактной площадки. Чем больше олова в составе, тем более блестящей получается поверхность. Свинец придает тусклый серый цвет. И это видно невооруженным глазом.
| Марка припоя | Температура плавления солидус/ликвидус | Плотность, г/см3 | Удельное электросопротивление Ом*мм2/м | Временное сопротивление разрыву кгс/мм2 | Относительное удлинение % | Ударная вязкость кгс/см2 | Твердость по Бринеллю, НВ |
| ПОС 90 | 183/220 | 7,6 | 0,120 | 4,9 | 40 | 4,2 | 15,4 |
| ПОС 61 | 183/190 | 8,5 | 0,139 | 4,3 | 46 | 3,9 | 14,0 |
| ПОС 40 | 183/238 | 9,3 | 0,159 | 3,8 | 52 | 4,0 | 12,5 |
| ПОС 10 | 268/299 | 10,8 | 0,200 | 3,2 | 44 | 3,2 | 12,5 |
| ПОС 61М | 183/192 | 8,5 | 0,143 | 4,5 | 40 | 1,1 | 14,9 |
| ПОСК 50-18 | 142/145 | 8,8 | 0,133 | 4,0 | 40 | 4,9 | 14,0 |
| ПОССу 61-0,5 | 183/189 | 8,5 | 0,140 | 4,5 | 35 | 3,7 | 13,5 |
| ПОССу 50-0,5 | 183/216 | 8,9 | 0,149 | 3,8 | 62 | 4,4 | 13,2 |
| ПОССу 40-0,5 | 183/235 | 9,3 | 0,169 | 4,0 | 50 | 4,0 | 13,0 |
| ПОССу 35-0,5 | 183/245 | 9,5 | 0,172 | 3,8 | 47 | 3,9 | 13,3 |
| ПОССу 30-0,5 | 183/255 | 8,7 | 0,179 | 3,6 | 45 | 3,9 | 13,2 |
| ПОССу 25-0,5 | 183/266 | 10,0 | 0,182 | 3,6 | 45 | 3,9 | 13,6 |
| ПОССу 18-0,5 | 183/277 | 10,2 | 0,198 | 3,6 | 50 | 3,6 | — |
| ПОСу 95-5 | 234/240 | 7,3 | 0,145 | 4,0 | 46 | 5,5 | 18,0 |
| ПОССу 40-2 | 185/229 | 9,2 | 0,172 | 4,3 | 48 | 2,8 | 14,2 |
| ПОССу 35-2 | 185/243 | 9,4 | 0,179 | 4,0 | 40 | 2,6 | — |
| ПОССу 30-2 | 185/250 | 9,6 | 0,182 | 4,0 | 40 | 2,5 | — |
| ПОССу 25-2 | 185/260 | 9,8 | 0,185 | 3,8 | 35 | 2,4 | — |
| ПОССу 18-2 | 186/270 | 10,1 | 0,206 | 3,6 | 35 | 1,9 | 11,7 |
| ПОССу 15-2 | 184/275 | 10,3 | 0,208 | 3,6 | 35 | 1,9 | 12,0 |
| ПОССу 10-2 | 268/285 | 10,7 | 0,208 | 3,5 | 30 | 1,9 | 10,8 |
| ПОССу 8-3 | 240/290 | 10,5 | 0,207 | 4,0 | 43 | 1,,7 | 12,8 |
| ПОССу 5-1 | 275/308 | 10,2 | 0,200 | 3,3 | 40 | 2,8 | 10,7 |
| ПОССу 4-6 | 244/270 | 10,7 | 0,208 | 6,5 | 15 | 0,8 | 17,3 |
В этой таблице собраны припои на основе олова, которые можно встретить в магазинах. Как видим, самый легкоплавкий — ПОСК 50-18 — плавится при 145°C. Самый прочный и жесткий — ПОССу 4-6, самый «тягучий» — ПОССу 50-0,5, чуть менее растяжимый ПОС 40.
Припой для пайки ПОС 61
По совокупности характеристик, радиолюбители, да и профессионалы, чаще всего применяют ПОС 61 либо его импортный аналог Sn63Pb37. Их температура плавления 183/189. Но называют его часто ПОС 60. Но смотрите, сплав именно с таким составом — Sn60Pb40 — плавится при 191°C. Так что не обманывайтесь названием. Нужен 61% олова, хотя по ГОСТу допустима вилка 59-61%. Именно поэтому «одинаковые» припои разных фирм по-разному плавятся. В них по-разному выдержано процентное соотношение, хотя, изготовлены они по ГОСТу. Ну, и из-за добавок, конечно.
ПОС 60 имеет температуру плавления выше чем у ПОС 61
Вот какие добавки могут вводиться в ПОС 61:
- Сурьма — не более 0,1 %;
- Алюминий — не более 0,002 %;
- Медь — не более 0,05 %;
- Сера — не более 0,02 %;
- Мышьяк — не более 0,02 %;
- Железо — не более 0,02 %;
- Висмут — не более 0,02 %;
- Никель — не более 0,02 %;
- Цинк — не более 0,002 %.
Наиболее популярный припой для пайки ПОС 61
Олово составляет 59-61%, а свинец «все остальное» (38,7-40,7%). Конкретный «набор» добавок определяет конечные свойства припоя. Именно этим и отличается изделия разных фирм — количеством и составом добавочных элементов. Хотя всё называется ПОС 61, «работается» по-разному.
Легкоплавкие припои
Некоторые компоненты нагревать до температуры выше 100°C противопоказано. Другие едва переносят нагрев до 80°C, есть и еще более «нежные». Для таких применяют особо легкоплавкие виды припоев. Это сплав Розе (плавится при 94°C), Вуда (60,5°C), Д’арсенваля (79°) и некоторые другие.
| Название или марка припоя | Висмут Bi, в % | Свинец Pb в % | Олово Sn в % | Кадмий Cd в % | Температура плавления |
| Припой Вуда | 50 | 25 | 12,5 | 12,5 | 60,5 |
| Припой Розе | 50 | 25 | 25 | — | 94 |
| Припой д’Арсенваля | 45,3 | 45,1 | 9,6 | — | 79 |
| Припой Липовицы | 50 | 26,67 | 13,33 | 10 | — |
| ПОСВ 33 | 33,3 | 33,4 | — | — | 130 |
| ПОСК 50-18 | 32 | 49,8 | 18,2 | 145 |
Самая высокая температура плавления из этой группы у ПОСК 50-18. Он содержит много кадмия (буква К в маркировке именно об этом и говорит), что делает его токсичным. Его можно использовать только при хорошей вытяжке. Чуть меньше нагревается ПОСВ-33. Это олово, свинец и висмут в равных долях. Температура плавления — 130°C. Оба этих состава применяют для лужения дорожек печатных плат, пайки чувствительных к перегреву компонентов.
Для монтажа/демонтажа SMD-компонентов применяют припой Вуда и Розе. Они плавятся при температуре ниже 95°C. Применяют их и для лужения дорожек, но стоимость этих составов высока.
Импортные
- IF 8001 Interflux – один из лучших флюсов для бессвинцовой пайки SMD компонентов, в том числе и работы с BGA чипами. Довольно дорогой. Не требует смывания.
- IF 8300 BGA Interflux (30cc) – для пайки корпусов BGA. Представляет собой гель. Без вредного галогена.
- IF 9007 Interflux BGA – паяльная безотмывочная паста для пайки свинцовым припоем. После работы оставляет едва заметный слой флюса с высоким удельным сопротивлением.
- FMKANC32-005 – крем слабоактивированный безотмывочный. Показывает хорошие результаты при пайке BGA чипов и работе с инфракрасными паяльными станциями.
Классификация
Нередко в маркировке импортных флюсов можно встретить маркировочные символы. Рассмотрим ниже их обозначение:
- «R» — канифоль, которая идет либо в чистом виде, либо в виде раствора (спирто-канифоль). Химически пассивный флюс, поэтому перед применением требует ручной зачистки поверхности спаиваемых компонентов от окислов. После окончания работ требует отмывки спиртом или ацетоном.
- «RMA» — флюс на основе канифоли с небольшим добавлением активаторов (органических кислот и их соединениями). При термической обработке кислотосодержащие активаторы испаряются. Для их применения необходима вытяжка. Оптимальная пайка достигается с использованием горячего воздуха.
- «RA» — активированная канифоль. По заверению производителей из-за низкой активности кислот не оказывает коррозийных процессов на место пайки, поэтому не требует отмывки. Мы бы все таки рекомендовали после работы с ним использовать слабый раствор щелочи или спирт для отмывки, если речь не идет о BGA пайке!
- «SRA» — кислотные флюсы активного действия для пайки нержавеющей стали, никеля. В электронике практически не используются из-за разрушающего действия кислот. После пайки таким флюсом изделие нуждается в тщательной отмывке спиртом или ацетоном.
Так же нередко к импортным флюсам к названию добавляют надпись «no clean», которая означает, что данный флюс не требует смывки. Такие флюсы нередко применяют при пайке радиокомпонентов, где очистка после пайки деталей затруднена физически. Например, при пайке BGA микросхем.
Для алюминия
Fontargen F 400 M порошковый для сплавов с незначительным процентом магния прутками для аргонной сварки. Обеспечивает герметичность. Требует обильной промывки – активно коррозирует.
Castolyn FBK 192, припой с флюсовым сердечником. Рекомендован для тонкостенных конструкций с предварительным лужением и созданием зазора по периметру 0,2 мм. Состав оболочки Zn-98%, Al-2%. Преимущества материала:
- Нет остаточной коррозии;
- Устойчивость смачиваемости и текучести при t 4400;
- Ускорение кристаллизации;
- Надёжное сращение алюминия с нержавеющей сталью, гальванизированным чёрным металлом, медью.
Castolin 192 пригоден для восстановления внутренних резьб в корпусных деталях, ремонте и заделке поверхностных отверстий, в том числе без наложения заплат. Соединению внахлёст.
Для латуни и медных сплавов
Тугоплавкие коаксильные трубчатые флюсы для пайки – это медно-фосфорные и медно-фосфорные с добавлением серебра комплексы BrazeTec для газо-пламенного плавления. Температуры в пределах 645–8900 С. Соединение близкородственных металлов соседствует с пайкой латунь-сталь. Большой выбор паяльных паст комбинированного состава различного целевого назначения.
BrazeTec выбирают для особо ответственных работ, причины:
- Задекларированный состав не меняется в разных партиях.
- Сертификат качества гарантирует результативность работ.
Паяльная кислота ПЭТ – оптимальная температура процесса пайки с ее применением 150 – 320 градусов. Применяется при спаивании углеродистых сталей, латуни, меди, никеля.