Сварка – создание неразъёмного соединения путём установления межатомных связей между соединяемыми предметами при нагревании. Проще – когда атомы свариваемых кромок, расплавляясь и перемешиваясь в месте соединения, образуют сварной шов. Сваривают металлы и неметаллические материалы: стекло, пластмассу и другие.
Процесс дуговой сварки – плавление материала в месте соединения деталей. На электрод подаётся электрический ток, между ним и свариваемым металлом при контакте возникает электрическая дуга, в зоне которой материал оплавляется, образуя сварочную ванну.
Виды электродуговой сварки
По уровню автоматизации электродуговая сварка подразделяется на четыре вида:
- ручная;
- механизированная – применяются средства автоматизации, но участие сварщика обязательно;
- полуавтоматическая – процесс автоматизирован, но детали двигает рабочий;
- автоматическая – работа автоматизирована, оператор контролирует ход процесса.
Классификация и способы
Электродуговая сварка классифицируется по методу защиты сварочной ванны:
- не защищена – процесс происходит при свободном доступе воздуха;
- в вакууме – воздух откачивается;
- шов делается в защитном газе – инертном или активном;
- процесс под флюсом – жидкий металл защищается от воздуха расплавленным шлаком, образующимся при плавлении флюса;
- комбинированные способы защиты.
По виду тока подразделяется на сварку:
- переменным – от трансформатора;
- постоянным – от сети с помощью выпрямителя или генератора;
- импульсно-дуговым – электричество подаётся импульсами, это позволяет контролировать дугу при условии регулирования тока.
Разновидности
Типы процессов различают по типу дуги:
- прямого действия – возникает между электродом и свариваемой деталью;
- косвенного действия – дуга горит между анодом и катодом, а металл не входит в электрическую цепь;
- дуга горит между плавящимися электродами и соединяемыми кромками, электропитание переменным трёхфазным током;
- сжатая дуга – радиус горения ограничивают подающиеся к месту сваривания струи газа.
Электроды бывают плавящимися (стальными, чугунными, алюминиевыми, медными) и неплавящимися. Первые выполняют и функцию присадочного материала. Для ручной дуговой – электроды в виде стержней круглого сечения различного диаметра. Состав материала обмазки выбирается в зависимости от металла свариваемых частей и особенностей техпроцесса.
Электросварка в домашних условиях
Электросварка — это процесс эффективного несъемного соединения металлических деталей. Сегодня он активно используется для создания сетчатой сетки, всех видов рамок, резервуаров. Люди, обладающие соответствующими навыками, на собственном заднем дворе могут создавать навесы для крыш, ажурных заборов и других вещей, необходимых в повседневной жизни. Вот почему многие люди обеспокоены тем, как научиться работать с электросваркой.
Рекомендации:
- Хорошо очищайте поверхности для сварки. Важно, чтобы на них не было ржавчины, грязи.
- Вставьте электрод в специальное держательное устройство для сварки и сформируйте электрическую арку. Для этого необходимо вызвать движение тока в области сварки.
- При электрической дуге необходимо сделать промежуток между ним и соединительной поверхностью. Следует отметить, что размер зазора не должен изменяться от трёх до пяти миллиметров. В противном случае дуга будет периодически прерываться, соответственно, это приведёт к ухудшению качества сварного шва.
- Стержень должен удерживаться под углом около 70 градусов. Однако это значение можно изменить, чтобы улучшить комфортность электросварки.
- Соблюдайте правила безопасности.
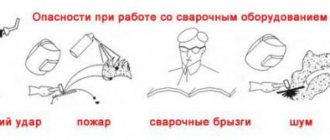
Электросварка требует соблюдения следующих правил безопасности:
- Должны быть эффективно изолированы провода, которые подключены к источнику питания и дуговой сварке, а также необходимо заземление корпуса сварочного аппарата. Рекомендуется использовать корпус и дополнительное электрооборудование.
- Рекомендуется использовать специальные силовые выключатели в блоках питания. Они во время холостого хода разрывают сварочный контур и накладывают напряжение на 12 В на держатель.
- Сварочные работы должны проводиться в хороших сухих перчатках и одежде. Обратите внимание, что, если вы планируете работать в ограниченном пространстве, следует побеспокоиться о подготовке матов из резины или резиновых галошах.
- В случае одновременного использования нескольких сварочных аппаратов их необходимо расположить так, чтобы расстояние между ними составляло не менее 0,35 м (оптимальная ширина проходов — около 0,8 м).
Следует уделять большое внимание этим правилам. Ведь электросварка — это довольно травмоопасный процесс. Но любой беды можно избежать, если внимательно изучить вопрос и ответственно подходить к делу.
Ручная дуговая сварка
Параметры ручной электродуговой сварки указаны в межгосударственном стандарте ГОСТ 5264-80, действующим взамен принятого в СССР в 1981 году ГОСТ 5264-69. В нём учтены:
- тип соединения;
- форма подготовленных кромок;
- характер сварного шва;
- поперечное сечение шва и кромок;
- толщина свариваемых деталей.
ГОСТ регламентирует предельные отклонения в сочетаниях вышеперечисленных признаков. Требования ГОСТ 5264-80 не распространяются на сварные соединения стальных трубопроводов, для них – ГОСТ 16037-80.
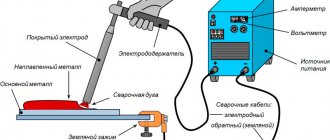
Принцип действия
Источником нагрева соединения является сварочная дуга – концентрированная лучистая энергия в промежутке между электродом и изделием. Питание происходит от трансформатора при переменном токе или преобразователя – при постоянном. От источника питание подаётся проводами на электрод, зажатый в держателе, и на изделие. При контакте между ними возникает дуга. Шов образуется от расплавления электрода и соединяемой кромки.
Создание дуги
Дуга возникает от нагревания торца электрода, являющийся в электрической цепи катодом. Он соприкасается с изделием, цепь замыкается. При прохождении тока через контакт с большим сопротивлением выделяется большое количество тепловой энергии. При отрыве электрода на расстояние 1-2 миллиметра зажигается дуга, и начинается термоэлектронная эмиссия. Зажигание и горение возможны при наличии трёх компонентов:
- Электрический источник питания, у которого напряжение холостого хода выше напряжения дуги.
- Ионизация в столбе дуги.
- Реактивное сопротивление в сварочной цепи – это повышает стабильность горения.
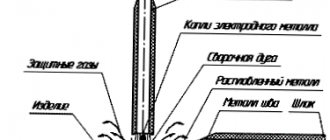
Схема сварочной дуги
Области сварочной дуги
Сварочная дуга включает в себя три основные зоны:
- Катодная – находится между столбом дуги и поверхностью катода.
- Столб дуги – между катодной и анодной зонами.
- Анодная – состоит из анодного пятна и приэлектродной части. Ток в ней образуется потоком электронов из столба.
Под влиянием высокой напряжённости возле катода с его пятна вырываются свободные электроны, которые летят к аноду. За счёт бомбардировки электронов происходит интенсивное нагревание катода.
Источники питания
Трансформатор – источник питания электрической дуги. Напряжение подаваемого из сети тока изменяется регулировкой расстояния между первичной и вторичной обмоткой: приближение уменьшает индуктивное сопротивление и увеличивает ток. Удаление уменьшает его. Обмотка, подключенная к сети – первичная, к держателю и свариваемому изделию – вторичная.
Примерная стоимость трансформаторов. Яндекс.Маркет
Используемые электроды
При сварке постоянным и переменным током электроды применяют разные, маркировка первых имеет в маркировке буквенную аббревиатуру УОНИ, вторых – МР. И те, и другие покрываются специальной обмазкой для сварки сталей:
- углеродистых и низкоуглеродистых конструкционных;
- легированных конструкционных;
- легированных теплоустойчивых;
- высоколегированных с особыми свойствами;
- для наплавки поверхностных слоёв с особыми свойствами.
По толщине обмазки в прямой зависимости от соотношения диаметра электрода к диаметру стального сердечника:
- с тонким покрытием, соотношение меньше 1,20;
- со средним, D/d между 1,20 и 1,45;
- с толстым, D/d между 1,45 и 1,80;
- с особо толстым, D/d больше 1,80.
По составу покрытия маркируются:
- кислое – А;
- целлюлозное – Ц;
- рутиловое – Р;
- основное – Б;
- прочие – П.
Смешанное покрытие отмечается сочетанием соответствующих ему символов.
Ещё одна маркировка – по положению электрода по отношению к поверхности детали:
- для всех – 1;
- для всех, кроме вертикального – 2;
- для нижнего, горизонтального к вертикальной плоскости сварки и вертикального снизу вверх – 3;
- для нижнего и нижнего в лодочку (свариваемые поверхности под прямым углом) – 4.
Примерная стоимость электродов. Яндекс.Маркет
Выбор других параметров сварки
Скорость подачи проволоки напрямую связана со сварочным током. При изменении скорости подачи соответственно изменяется и сварочный ток. Напряжение должно соответствовать сварочному току и скорости подачи проволоки. Только в этом случае возможно обеспечение стабильности сварки. Но при возникновении проблем часто очень сложно оценить, какой параметр подобран не верно и в какую сторону его необходимо изменить, чтобы добиться хороших результатов.
Существует ряд признаков, по которым можно оценить несоответствие параметров. Например, напряжение дуги слишком низкое, если:
- дуга издает слишком громкий шум,
- металл слишком сильно разбрызгивается,
- шов получается очень узким, а головка – высокой.
Напротив, слишком высокое напряжение дуги можно узнается по другим параметрам:
- шум, производимый дугой, приглушен или почти не слышен,
- образуется слишком длинная дуга,
- шов получается излишне широким и низким,
- при использовании присадочного материала образуются крупные капли,
- появляется большой подрез.
Для получения хороших результатов разработан ряд таблиц и руководств, помогающих в работе. Помощь сварщикам обеспечивают сварочные машины с встроенной функцией определения необходимого напряжения для заданной скорости и сварочного тока. Но даже с такой функцией иногда требуется дополнительная регулировка напряжения. Это связано с различиями характеристик присадочного материала у разных производителей.
В некоторых случаях невозможно точно отрегулировать напряжение дуги по отношению к скорости подачи проволоки. Точная регулировка выполняется изменением скорости подачи проволоки, а не изменением напряжения.
Технология выполнения ручной дуговой сварки
Перед основным процессом проводят подготовительные, без которых сварной шов не будет качественным: правку, очистку, разметку, резку и сборку. Зажигание дуги между электродом и изделием выполняется в два приёма: прикосновение к поверхности, короткое замыкание, отрыв на расстояние, равное диаметру электрода. Зажигают двумя способами: впритык и чирканьем. В первом случае металл разогревается в точке, где происходит короткое замыкание, во втором – в нескольких местах.
После зажигания электродный и основной металлы начинают плавиться, на месте шва образуется ванна расплава. Задача сварщика – поддерживать длину дуги постоянной, от этого зависит качество соединения. Оптимальная длина дуги – от 0,5 до 1,1 диаметра.
Угол наклона к поверхности обеспечивает достаточную глубину плавления свариваемых деталей. Также он зависит от толщины и состава металла, диаметра электрода, толщины и вида покрытия, расположения сварки в пространстве.
Подготовка кромок под сварку
Чистота и конфигурация кромок – очень важная составляющая сварочного процесса. Что касается конфигурации кромок, то они могут быть плоскими, V-образными и Х-образными. Первые чаще всего используются для стыковки тонких заготовок, вторые и третьи для толстых.
Подрезать кромки можно ручными инструментами или на станках. Это так сказать, холодный вариант. Термический – при помощи горелок вручную или на автоматах. Холодная подготовка кромок – это подрезка фасок профилей. Для габаритных заготовок используют фрезерные станки, фаски небольших деталей изготавливают различными ручными инструментами. Необходимо отметить, что кромки, изготовленные по-холодному, более качественные. При этом точность сборки свариваемой конструкции в разы выше. Фаски после термической обработки иногда необходимо доработать до нужной формы и размеров.
Что касается чистоты, то необходимо обозначить, что любые металлы при соприкосновении с воздухом, начинают окисляться. На поверхности свариваемых поверхностей образуется оксидная пленка, которая является жаростойкой. Так вот от нее и необходимо избавиться. Поэтому перед началом сварочных работ кромки и прилегающие к ним участки зачищаются железной щеткой вручную или с помощью болгарки. Если торцы свариваемых кромок имеют пятна масла или жира, то правило номер один – все это нужно еще и обезжирить, применяя любой растворитель.
В промышленных условиях чистка может производиться песко- или дробеструйными аппаратами. А химическая чистка с погружением деталей в ванну с химикатами, где заготовка должна пролежать определенное время. Есть и струйный способ очистки, когда химические растворы подаются на фаски струей под давлением.
Обычно химическая чистка металлических заготовок производится, когда нужна подготовка заготовок из цветных металлов, механическая для черных стальных деталей.
Что влияет на качество и размеры сварного шва
Эти два показателя зависят от выбора режима сварки:
- диаметр и угол наклона электрода;
- скорость;
- напряжение на дуге;
- сварочный ток.
Диаметр электрода выбирают исходя из толщины металла и типов соединения и шва. На качество шва существенно влияет длина дуги. На практике оптимальную её величину определили в 2-8 мм.
Сварочный ток устанавливают в зависимости от диаметра электрода.
Раздел «Контроль сварочных работ и сварных соединений».
Раздел должен содержать виды контроля (входной, операционный), объем и методы контроля (визуальный и измерительный, ультразвуковой, радиографический и др.), нормы оценки качества, виды испытаний. В разделе должны быть определены порядок проведения (методику) контроля и нормы оценки качества сварных соединений. Виды и объемы контроля, нормы оценки качества следует определять в соответствии с проектной документацией. При необходимости нужно определить объем, виды и методику механических испытаний допускных образцов, виды и порядок испытаний сварной конструкции.
Плюсы и минусы
К достоинствам ручной дуговой сварки относят:
- простоту процесса, компактность и мобильность оборудования;
- возможность работать в разных пространственных положениях;
- сваривание в труднодоступных местах.
К недостаткам:
- зависимость от квалификации специалиста;
- низкая эффективность по сравнению с автоматизированными процессами;
- вредное влияние на организм сварщика.
View this post on Instagram
О том, как устроится сварщиком