Конструктивные особенности и сферы применения алмазных шлифовальных кругов
Шлифовальные круги — это расходный алмазный инструмент для ручных и автоматических шлифовальных машин.
Фотография №1: алмазные шлифовальные круги.
Расскажем о ключевых конструктивных особенностях инструментов. Начнем с того, что каждый круг состоит из корпуса и нанесенного на него алмазного слоя. Кроме алмазов в его состав входят связка с наполнителем или без него.
В маркировку алмазных кругов входят две цифры и одна буква. По этим символам определяют основные характеристики инструментов.
Изображение №1: маркировка алмазных шлифовальных кругов
Начнем с формы корпуса.
Изображение №2: формы корпусов алмазных кругов
Буква в маркировке обозначает форму сечения алмазного слоя.
Изображение №3: формы сечения алмазных слоев
По последней цифре в маркировке определяют, где именно на круге расположен алмазоносный слой.
Изображение №4: варианты расположения алмазоносных слоев на алмазных кругах
К числу самых важных характеристик алмазных кругов также относится тип связки. Она может быть органической, металлической и гальванической.
Органическая связка
Представляет собой смесь, состоящую из органической связки, алмазов и наполнителя.
Изображение №5: органическая связка
Органическая связка имеет невысокие твердость, термостойкость и теплопроводность. Использование такого инструмента характеризуется высокой производительностью и малым количеством времени, затрачиваемым на обработку заготовок.
Перечислим основные сферы применения алмазных кругов с органической связкой.
- Шлифование, заточка и доводка деталей и изделий из твердых сплавов и сверхтвердых материалов.
- Обработка высокоточных измерительных и медицинских инструментов.
- Изготовление изделий из огнеупорных материалов.
- Полировка и огранка драгоценных камней.
Металлическая связка
Ее состав выглядит так.
Изображение №6: металлическая связка
Металлическая связка отличается высокими твердостью, теплопроводностью и термостойкостью. Круги с такими алмазоносными слоями применяют для:
- выполнения черновых операций, требующих снятия больших припусков;
- профильного шлифования;
- заточки твердосплавных деталей и изделий;
- обработки заготовок из специальной керамики и иных труднообрабатываемых материалов.
Гальваническая связка
Ей с добавлением алмазов покрывают опорные металлические основы. У таких кругов зерна выступают далеко за поверхность связки. Это значительно облегчает отвод стружки.
Изображение №7: гальваническая связка
Алмазные круги с гальванической связкой отличаются высокой режущей способностью, хорошей теплопроводностью, низкой стоимостью и возможностью исполнения любой геометрии. Перечислим сферы применения инструментов данной категории.
- Обработка деталей и изделий из кремния, германия и иных полупроводниковых материалов.
- Шлифование и резка заготовок из ситала и различных видов технического стекла.
- Фактурная обработка природного и искусственного камня.
- Изготовление притиров и алмазных головок различных форм.
- Производство ручного инструмента для доводки штампов из легированных сталей и твердых сплавов.
Иные характеристики алмазных шлифовальных кругов
Перечислим оставшиеся параметры.
- Размер корпуса. Выбор инструмента зависит от габаритов заготовки и операции, которую необходимо выполнить.
- Зернистость. Определяет чистоту поверхности после обработки. Чем меньше зернистость кругов, тем более гладкими получаются поверхности. Главный недостаток мелкой зернистости заключается в том, что при работе нередко происходят засаливания инструментов. Возможно также прижигание поверхности заготовки.
- Концентрация алмазов. Этот параметр напрямую зависит от зернистости. Чем выше зернистость, тем больше алмазов находится в 1 мм3 абразивного слоя. Круги с высокой концентрацией используют для обработки малых площадей. Инструменты с низкой концентрацией предназначены для обработки больших поверхностей.
- Классы точности. Их 3 — Б, А и АА. Последние — лучшие по качеству. При помощи таких алмазных кругов выполняют высокоточные операции.
- Классы неуравновешенности (1–4). Зависят от качества абразивной массы.
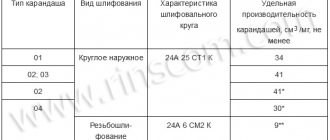
Как устроен алмазный карандаш?
Алмазный правящий карандаш имеет вид штыря из стали длиной в 5 см. В нижней части изделия размещены природные/синтетические алмазы. Функцию связующего звена выполняет металлический сплав с коэффициентом расширения, близким к аналогичному показателю у кристаллов алмаза.
В бытовых условиях наиболее часто используют инструмент диаметром 80–100 мм. При работе его фиксируют в специальных удерживающих приспособлениях. Для профильного шлифования и правки кругов больших диаметров рационально купить алмазный карандаш с большими кристаллами в оправе. Преимущество крупных алмазов состоит в наличии естественных граней, которые увеличивают стойкость инструмента к износу.
Изображение № 1: Схема устройства алмазных карандашей типов 01, 02, 03, 04 по ГОСТу
Оправа изделий бывает различных форм: цилиндр, ступени, конус. Есть алмазные карандаши с резьбой. Внутри изделия алмазы удерживаются методом пайки, чеканки или металлическими зажимами. Крепить карандаш в фиксатор следует таким образом, чтобы инструмент выступал за края оправы максимум на ¼ длины.
Для чего нужно править шлифовальные алмазные круги
Какими бы качественными ни были алмазные шлифовальные круги, в процессе эксплуатации они рано или поздно портятся и изнашиваются. Происходят:
- сглаживание на каких-либо участках;
- обломы;
- истирание;
- засаливание.
При эксплуатации мягких шлифовальных кругов проблем гораздо меньше. Они обладают таким свойством, как самозатачивание. При выпадении зерен обнажаются новые слои. Твердые же инструменты таким свойством не обладают. Чтобы восстановить характеристики таких алмазных шлифовальных кругов и нужна правка. После нее инструменты получают новую жизнь. Восстанавливаются режущие свойства и геометрическая форма изделий.
Способы правки алмазных кругов
Существуют три способа правки алмазных кругов. Расскажем о применяемых технологиях.
Метод обтачивания
Предполагает использование высокопрочных и твердых инструментов. Ими обтачивают круги с целью разрушения связки и последующей заточки алмазов.
Используют следующие приспособления для правки алмазных шлифовальных кругов.
- Алмазные иглы.
- Стержни с большими алмазными камнями на концах.
- Эльборовые резцы.
- Алмазные карандаши и пр.
Фотография №2: приспособления для правки алмазных шлифовальных кругов методом обтачивания
Технология предполагает простую обработку поверхностей вращающегося со скоростью до 35 м/с износившегося круга. Все происходит либо вручную, либо с применением специальных подручников.
Метод шлифования
Для этого подходят инструменты следующих категорий.
- Алмазные ролики.
- Шлифовальные круги (алмазные, эльборовые).
- Диски из карбидно-вольфрамовых сплавов.
Правка алмазных кругов по технологии шлифования имеет следующие особенности.
- Изношенному инструменту задают рабочую скорость вращения.
- Скорость вращения приспособления для правки — небольшая. Показатель не превышает 25 м/мин.
- Правка выполняется с применением специального оборудования.
- Ось шлифовального аппарата может располагаться как перпендикулярно, так и параллельно к оси вращения алмазного круга.
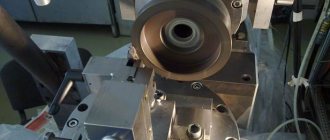
Фотография №3: станок для правки алмазных шлифовальных кругов
Метод обкатки
Предполагает использование специальных круглых инструментов. К ним относятся:
- карбидно-кремниевые круги;
- стальные диски с зацементированными и закаленными поверхностями;
- твердосплавные ролики;
- шарошки-звездочки.
Инструменты последней категории получили максимально широкое распространение.
Принцип технологии заключается в том, что изношенные диски при контакте с приспособлением начинают плавно скользить по поверхности инструмента (обкатывать его). В результате:
- алмазные зерна высвобождаются;
- обнажается новый слой рабочей поверхности;
- круг выравнивается.
Расскажем в деталях о применении шарошек для правки алмазных шлифовальных кругов.
Как применяют алмазные карандаши?
Правка абразивных кругов алмазным карандашом — высокоточный способ восстановления свойств рабочей поверхности изделия. Инструмент позволяет править фасонный профиль и возвращать исходную геометрию на высоких скоростях. Процесс правки представляет собой обтачивание хрупкого материала более плотным абразивом.
Изображение № 2: Схема установки карандаша относительно обрабатываемого наждачного круга
Для получения оптимального результата рекомендуется устанавливать инструмент под углом в 10–15 градусов в сторону вращения круга с небольшим разворотом в направлении подачи. Такой способ позволяет периодически вращать инструмент по оси, уменьшая нагрузку и разрушение рабочей части карандаша.
Правка алмазных шлифовальных кругов шарошками: технология и особенности
Начнем с того, что чаще всего применяемые для правки алмазных кругов стандартные шарошки могут иметь тупые и острые зубья.
Фотография №4: острозубая (справа) и тупозубая (слева) шарошки
Приспособления первого типа применяют для правки алмазных шлифовальных кругов с зернами минимальных размеров. Это связано с тем, что острозубая шарошка лишь испортит круг с зернами крупной и средней фракций. Для правки таких изделий подходят тупозубые приспособления. Как вы уже сами могли догадаться, тупозубыми шарошками править круги с зернами мелкой фракции нельзя!
Обратите внимание! Для правки шлифовальных алмазных кругов используют не одну шарошку определенного типа, а наборы приспособлений. Их закрепляют в специальных державках.
Фотография №5: шарошки, закрепленные в державке
Технология правки алмазных шлифовальных кругов шарошками
Процесс правки алмазных шлифовальных кругов шарошками выглядит так.
- Набор приспособлений собирают в единый блок.
- Его закрепляют в державке.
- Получившееся приспособление устанавливают на специальной оси, оснащенной рукояткой для оператора.
- Инструмент вводится в контакт с вращающимся изношенным алмазным диском.
У этой технологии правки шлифовальных кругов есть свои преимущества и недостатки. Начнем с плюсов.
- Правка проходит очень быстро.
- Шарошки для правки алмазных кругов стоят дешево.
- Обеспечивается высокая эффективность правки. Рабочие поверхности кругов не заглаживаются.
- Технология проста в применении.
Главный недостаток метода — выделение большого количества пыли, но проблем легко решается при помощи промышленного пылесоса.
Правила и особенности правки алмазных шлифовальных кругов шарошками
- Надевайте защитные очки и используйте маску от пыли.
- Не используйте для правки не подходящие по размерам шарошки.
- Обрабатывайте круги выше их центров. Это исключит излишнее углубление зубьев в абразивные поверхности.
- Перемещайте державку с шарошками максимально плавно.
- При правке старайтесь удерживать стабильное давление на алмазный круг.
- При появлении искр увеличивайте нажим.
Маркировка алмазных карандашей
Чтобы выбрать подходящий инструмент, обратите внимание на маркировку. Стандартные обозначения изделий прописаны в ГОСТ 607-80. В регламенте указаны такие параметры, как размер инструмента, разновидности, технические требования и т. п.
Обязательными становятся следующие пункты:
- товарная марка компании, которая выпустила карандаш;
- обозначение изделия без первых шести цифр;
- виды алмазов (01, 02, 03), где буква А соответствует природным камням, С — синтетическим;
- номер согласно маркировке производителя.
Пять первых цифр в шифре — стандартное обозначение расположения камней и их веса, который колеблется в пределах 0,5–2 карата.
Номера 0051–0055
Изображение № 4: Цепочное расположение природных алмазов
В этих изделиях камни размещены по цепочке. Сфера применения карандашей — правка абразивных кругов средней плотности. В составе — природные алмазы.
Масса алмаза по номерам:
- 0051–0053 — 0,5 карат;
- 0054 — 1 карат.
Номера 0081–0085
Изображение № 5: Слоистое расположение природных кристаллов
Кристаллы идут послойно. Изделия используют для правки кругов максимальной твердости. В составе — природные алмазы.
Масса алмаза по номерам:
- 0081–0083, 0085 — 1 карат;
- 0084 — 2 карата.
Номера 0086–0088
Изображение № 6: Послойное расположение технических камней
Алмазы в изделиях расположены слоями. Масса всех кристаллов — 1 карат. Камни синтетические, подходят для шлифовки кругов средней твердости диаметром до 600 мм.