Расчет наплавленного металла при сварке
Наплавленным металлом называется присадочный материал, который наплавляется на основной материал или вводится в ванну. Этот термин применяется при использовании термических видов сварочного оборудования в промышленности. Для автоматических и полуавтоматических аппаратов приобретается проволока различных видов, различающаяся по конструкции стержня и составу, наличию/отсутствию легирующих компонентов.
Существует 3 группы стальной проволоки:
- с большим объемом легирующих составляющих;
- с минимальным объемом легирующих составляющих;
- с углеродом, титаном, хромом, никелем, кремнием, марганцем.
Каждая группа, исходя из состава, делится на множество подгрупп.
По конструкции стальная проволока может быть:
- сплошная;
- порошковая (в виде трубки);
- активированная (5-7% порошка в виде фитилей в сплошной конструкции).
Доступны алюминиевые и медные проволоки, порошковые присадки. Для каждого метода сварки предусмотрен свой вид присадки и нормы ее расхода, которые разработаны, базируясь на многолетний опыт.
Расчет массы наплавленного металла чаще всего применяется при определении времени, необходимого для осуществления какого-то объема работы: изготовления изделия, создания метра сварного соединения. Хотя удобнее всего выражать время в минутах, необходимых для создания метра шва, иногда используются минуты для наплавления килограмма присадки.
Количество наваренного на поверхность или введенного в ванну присадочного материала тесно связано с нормативами, разработанными для расхода проволоки. Если знать, сколько присадки нужно, чтобы создать метр сварного соединения, и сколько таких соединений запланировано создать за определенный период времени, то легко определить вес запасов проволоки. При вычислениях необходимо учесть характеристики присадки и объем отходов.
Формула для вычисления веса расплавленной присадки
Формула для расчета веса наплавленного металла на метр сварного соединения:
L(м 2 ) – площадь поперечного сечения;
q(г/м 3 ) – удельный вес присадки (7700-7900 – сталь, 2640-2700 – алюминий, 8200-9100 медь и сплавы);
T=1, если рассчитывает расход на метр.
Эта формула верна, если сварка производится при расположении основного материала в горизонтальном положении. В других положениях формула дополняется коэффициентом:
- 1,05 – соединение расположено под наклоном, формула:
- 1,1 – соединение расположено вертикально, формула:
- 1,2 – соединение на потолке, формула:
Швы бывают двухсторонние, угловые, тавровые, V-образные, Х-образные (ГОСТ 5264 – 80), поэтому могут возникнуть проблемы при расчете площади поперечного сечения. Если шов соединяет две плоские детали без скоса кромок, то нужно ширину умножить на глубину (толщину свариваемого материала). Если имеется скос более 30 градусов, полученный результат умножается на 0,75. Для угловых и тавровых сочленений результат делится на 2.
Всю площадь можно разделить на несколько простых частей, площадь которых рассчитывается просто. Если соединение Х-образное, вычисляется площадь для каждой стороны, потом результаты суммируются. В интернете доступны таблицы для различных видов швов, позволяющие не заниматься трудными расчетами.
Вес присадки, необходимой для работы в определенный период времени, можно узнать, если к полученному результату прибавить 2-6% (естественные потери). Процентное соотношение зависит от множества факторов:
- состава свариваемого материала;
- диаметра проволоки;
- присутствия/отсутствия и вида газа;
- метода сварки;
Таблица наплавленного металла при сварке
- технических характеристик оборудования.
Как определить массу наплавленного металла при сварке, каждое домашнее хозяйство и предприятие решает самостоятельно.
Площадь поперечного сечения наплавленного металла шва формула
Шов (сварной шов) – это место сплава разных элементов одной конструкции.
Сечение шва – это изображение фигуры, образованной рассечением шва плоскостью в поперечном направлении.
Формула для расчета площади сечения шва:
a – основание шва; h – высота шва.
Смотрите также статью о всех геометрических фигурах (линейных 1D, плоских 2D и объемных 3D).
Быстро выполнить эту математическую операцию можно с помощью нашей онлайн программы. Для этого необходимо в соответствующее поле ввести исходное значение и нажать кнопку.
На этой странице представлен самый простой онлайн калькулятор расчета площади сечения шва (площади поперечного сечения шва), если известны основание шва и его высота. С помощью этого калькулятора вы в один клик сможете рассчитать площадь сечения шва (площадь поперечного сечения шва, площадь сечения сварного шва, площадь сечения металла шва).
Независимо от способа сварки необходимо соблюдать следующие условия, которые позволяют получить сварное соединение с необходимой трудоспособностью:
1) специальная подготовка кромок;
2) высокое качество подготовки и сборки под сварку;
3) обязательная зачистка поверхностей, которые свариваются.
Режимом сварки называют совокупность основных характеристик сварочного процесса, которые обеспечивают получение сварных швов заданных размеров, формы и качества.
Первым условием расчета режимов сварки является получение швов с оптимальными размерами и формой, которые обеспечивают высокую технологическую прочность и высокие эксплуатационные характеристики.
К основным параметрам дуговой сварки относятся: сварочный ток Iсв, напряжение дуги Uд и скорость сварки Vсв. Каждый из этих параметров как отдельно, так и в совокупности с другими, влияют на величину тепло вложения а, значит, и на геометрические размеры шва, коэффициент формы провара, коэффициент формы шва и участие основного и электродного металла в формировании шва.
Оптимальные параметры режима сварки обеспечивают необходимые геометрические размеры сварных швов и необходимые соотношения между основным и электродным металлом, при котором достигаются заданные механические свойства металла шва.
Шов №1:
Способ сварки: полуавтоматическая сварка в среде защитных газов;
Тип шва: Т1-?5 тавровый, односторонний, без скоса кромок;
Марка стали: ст3сп5,
Рисунок 4.1. – Разделка кромок для шва Т1 по ГОСТ 14771-76
Определяем площадь наплавленного металла по формуле:
Fн=
Fн
Задаём диаметр электродной проволоки dэ.пр.=1,6мм, плотность тока j=175 А/мм 2
Сила сварочного тока при сварке в среде защитных газов определяется в зависимости от диаметра электрода, которым мы изначально задаемся, и допустимой плотностью тока:
Для принятого диаметра электрода и силы сварочного тока определяем оптимальное напряжение дуги:
.
Скорость сварки может быть определена по формуле:
,
где – коэффициент наплавки, определяется в зависимости от тока сварки и диаметра проволоки;
g=7,8 – плотность наплавленного металла;
FН1пр – площадь поперечного сечения наплавленного металла за данный проход, см 2 .
Вылет электрода находится по формуле:
Выбираем L = 18 мм.
Скорость подачи проволоки определяется по формуле:
Шов №2:
Способ сварки: полуавтоматическая сварка в среде защитных газов;
Тип шва: Т7, тавровый, односторонний, со скосом одной кромки, с подварочным швом;
Марка стали: ст3сп5;
Рисунок 4.2 – Разделка кромок для шва Т7 по ГОСТ 14771-76
1. Определим катет шва по формуле:
k = 0,15 * s – 0,5s = 0,15 * 20 – 0,5 * 20 = 3 – 10мм,
Принимаем k = 5 мм
2. Определим площадь наплавленного металла:
Площадь наплавленного металла при полуавтоматической сварке составляет 40-50 мм 2. Выбираем Fн = 40 мм 2 .
3. Площадь наплавленного металла подварочного и корневого шва:
Конструктивно принимаем =10 мм 2 .
4. Зная общую площадь поперечного сечения металла, наплавленного при первом и последующих проходах, определим количество проходов:
Задаём диаметр электродной проволоки dэ.пр. = 1,6 мм, плотность тока j = 175 А/мм 2
5. Определяем силу сварочного тока:
6. Определяем оптимальное напряжение дуги:
.
7. Определяем скорость сварки:
,
где – коэффициент наплавки, определяется в зависимости от тока сварки и диаметра проволоки;
g=7,8 – плотность наплавленного металла;
FН1пр – площадь поперечного сечения наплавленного металла за данный проход, см 2 .
8. Вылет электрода находится по формуле:
Выбираем L = 18 мм.
9. Определяем скорость подачи сварочной проволоки:
Определяем режимы сварки для выполнения подварочного и корневого шва:
1. Определяем силу тока:
Сила тока должна быть меньше, чем при сварке основного шва, чтоб избежать прожогов.
2. Определяем напряжение на дуге:
3. Определяем скорость сварки:
4. Определяем скорость подачи сварочной проволоки:
Шов №3:
Способ сварки: полуавтоматическая сварка в защитных газах.
Тип шва: Т6, тавровый, односторонний, со скосом одной кромки.
Марки стали: ст3сп5.
Рисунок 4.3 – Разделка кромок для шва Т6 по ГОСТ 14771-76
Расчет веса наплавленной присадки при длине шва 1м
Вес наплавляемого металла при сварке метра обычной стали полуавтоматом на горизонтальной поверхности:
Если шов на стене:
Если шов на потолке:
Но получить точный результат при помощи этой формулы или таблицы из интернета нельзя, особенно, если проект большой и важный. Необходимо привлечь специалиста, имеющего лицензированные программы соответствующих ведомств. Помочь могут и организации, занимающиеся проектированием. Похожие программы есть и в интернете, причем скачать их можно совершенно бесплатно.
Читать также: Принцип работы домкрата гидравлического бутылочного разрезе
Программа простая в использовании. После ввода исходных данных в крайнем окошке появляется результат.
Содержание:
Для определения себестоимости сварных изделий очень важно правильно рассчитать расход материалов при сварочных работах. Кроме того, количество необходимых электродов, сварочной проволоки, флюсов, защитных газов и других расходных материалов необходимо знать и для того, чтобы обеспечить непрерывность рабочего процесса, создав на складе достаточный их запас.
Расчет необходимого количества материалов для сварки ведется на основе существующих норм их потребления при применении того или иного метода сварки.
Норма расхода сварочных материалов – это их количество, необходимое для полного изготовления сварного изделия с учетом всех потерь и отходов. Данная норма включает в себя расход материалов на всех этапах технологического процесса, связанного со сваркой, а именно – во время проведения подготовительных работ (изготовление прихваток), ведения самих сварочных работ, а также возможной последующей правки конструкции.
Для каждого типа сварного шва и каждого метода сварки существуют свои нормативы расхода материалов. Кроме того, при определении количества нужных материалов учитываются и неизбежные при ведении сварки потери, причем существует также определенная норма таких потерь, которая зависит от применяемого метода сварки и ее режима, длины шва и сложности всей сварной конструкции.
Как рационально организовать личное место и работу сварщика?
Понятие нормирование сварочной работы подразумевает организацию труда, а также рабочего места. Главные задачи здесь — повышение эффективности процесса труда и обмен производственным опытом.
Увеличить производительность труда можно, правильно обустроив рабочее место сварщика. Все мероприятия, направленные на обустройство личного места работника, должны быть прописаны в планах НОТ (научная организация труда).
Рабочее место сварщика должно быть оснащено согласно всем требованиям техники безопасности. Кроме того, сварщику должно быть удобно выполнять свою работу, он должен иметь быстрый и легкий доступ ко всем необходимым деталям, инструментам, расходным материалам. Это значительно сэкономит время выполнения любых работ.
Основные формулы для расчета нормы расходов сварочных материалов.
Существуют определенная нормативная формула, помогающая рассчитать расход материалов при сварочных работах. Эта формула позволяет понять, сколько сварочных материалов потребуется на один метр шва:
N – норма расхода сварочных материалов на один метр сварного шва
G – масса наплавленного металла сварного шва, длина которого равна 1 метру
K – коэффициент перехода от массы наплавленного металла к расходу материалов для сварки
А для того, чтобы определить массу наплавленного металла на 1 метр сварного шва (G), можно воспользоваться следующей формулой:
F – площадь поперечного сечения сварного шва (в мм 2 )
y – удельная масса металла (г/см 3 )
L – длина сварного шва (она равна 1 метру).
Приведенные выше формулы позволяют рассчитать нормы расхода материалов для сварочного шва в наиболее простом – нижнем положении. Если же сварочные работы ведутся в вертикальном или потолочном положении, то полученный норматив необходимо умножить на поправочный коэффициент, который как раз и учитывает особенности расхода материалов при различных положениях сварного шва:
- для нижнего положения шва этот коэффициент равен 1,00
- при полувертикальном положении шва берется коэффициент 1,05
- при вертикальном (горизонтальном) положении шва коэффициент равен 1,10
- при потолочном положении шва полученная предварительно норма умножается на коэффициент 1,20.
Рассмотрим, на какие особенности следует обращать внимание при определении необходимого количества конкретных сварочных материалов – сварочной проволоки и защитного газа.
Составляющие нормирования сварочных работ.
Нормы сварочных работ при электродуговом сваривании включают в себя такие составляющие, как время, количество работы, выработку и пр.
Время, затраченное на производство конкретной единицы, становится нормой времени при проведении электрического дугового сваривания. Один килограмм наплавленного в ходе процедуры сварки металла, один метр сварочного узла, а также одна деталь, изготовленная в ходе сваривания, – и будут количеством работы. Измеряют стандарты времени в минутах на метр. Под стандартом выработки понимается весь спектр работ, выполненный за определенное время. Эту выработку измеряют длиной сварочного шва (в метрах), который был выполнен за рабочий час или смену.
Потребление электроэнергии – тоже очень важная единица, как с технической, так и с экономической стороны. Единицы измерения расхода электроэнергии – киловатт в час на килограмм расплавленного в ходе процедуры сваривания металла.
Как рассчитать расход сварочной проволоки.
Для того, чтобы рассчитать количество сварочной проволоки, которое потребуется для изготовления сварной конструкции, необходимо учесть следующие параметры:
- Если применяется полуавтоматический метод сварки, то количество сварочной проволоки зависит от следующих факторов:
- характеристик подвергаемого сварке металла
- диаметра сварочной проволоки
- особенностей и технических характеристик самого сварочного оборудования
- присутствия или отсутствия защитного газа.
- Расчет расхода сварочной проволоки можно произвести, исходя из массы всей сварной конструкции – как правило, максимальное количество проволоки равняется 1,5% массы сварной конструкции.
- Также массу проволоки можно определить, исходя из массы наплавляемого металла. При этом методе расчета учитывается, что требуемая масса проволоки превышает вес наплавляемого металла на 2-6%.
Расчет расходов защитного газа.
Правильный расчет количества необходимого для ведения сварочных работ защитного газа дает возможность добиться высокого качества и непрерывности сварных работ в среде защитного газа. Количество необходимого газа зависит от того, какой именно металл подвергается сварке:
- для сварки конструкции из алюминия потребуется 15-20 литров защитного газа (аргона) в минуту
- сварка медной конструкции в среде защитных газов потребует 10-12 литров газа в минуту
- для магниевых сплавов потребуется 12-14 литров аргона в минуту
- при сварке сплавов никеля «уйдет» 10-12 литров газа в минуту
- титан и его сплавы требуют более значительного расхода газа при проведении сварочных работ – 35-50 литров в минуту.
А вот для сварки изделий из стали защитный газ расходуется более экономно.
Для того, чтобы не расходовать лишнее количество газа при сварке, баллоны с газом снабжаются специальным регулятором.
В заключение хотелось бы отметить, что правильный расчет расхода материалов для сварочных работ дает возможность не только обеспечить сварщика вовремя всем необходимым, но и сэкономить затраты на производство сварных конструкций, а значит, снизить себестоимость продукции и повысить конкурентоспособность ее на рынке.
Читать также: Как лучше соединить алюминиевый провод с медным
Главная страница » О сварке » Расход электродов, нормы, таблицы, как рассчитать
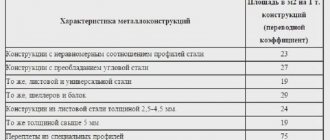
Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
Следует отметить, что расчет расхода сварочных электродов является актуальным и востребованным только при строительстве крупных объектов. Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие «расход электродов на 1 т металлоконструкций».
Расход электродов, нормы, таблицы, как рассчитать
Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
Следует отметить, что расчет расхода сварочных электродов является актуальным и востребованным только при строительстве крупных объектов. Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие “расход электродов на 1 т металлоконструкций”.
Параметры, влияющие на расход
Прежде чем выполнять расчет количества электродов при сварке, следует узнать, какие показатели оказывают важнейшее значение:
- Масса наплавки материала на соединение. Объем данного параметра не должен превышать 1,5 % от общей массы всей конструкции.
- Продолжительность и глубина сварочного шва.
- Общая масса наплавки на 1 м.п. соединения. Нормы расхода электродов на 1 метр шва являются справочными показателями, представленными в ВСН 452-84.
- Тип сварки.
Важность для расчета качества материала
Сварщику в соответствии с квалификационными возможностями приходится работать с разнохарактерными материалами. Это существенно сказывается на норме времени сварочных работ.
Принято выделять несколько основных групп, отличающихся содержанием химических компонентов и назначением. Например, к группе М01 относят конструкционные стальные сплавы с углеродистым и низколегированным составом. Предел текучести этих материалов не превышает 360 МП.
По мере увеличения значения цифры в маркировке улучшаются характеристики сплавов. Так в класс М07 внесены арматурные стали, предназначенные для изготовления железобетонных конструкций. При расчете норм времени на проведение сварочных работ качество материалов имеет принципиальное значение.
Теоретический и практический расчеты
Рассчитать расход электродов с теоретической точки зрения можно с помощью большого количества специальных формул. Рассмотрим наиболее распространенные.
Первый способ — по коэффициенту — применяется для расчета расхода различных сварочных материалов, а не только электродов:
Н = М * К, где М — масса свариваемой конструкции; К — специальный коэффициент расхода из справочника, который варьируется в диапазоне от 1,5 до 1,9.
Второй способ основан на расчетах, зависящих от физических свойств электрода и металлоконструкции. Позволяет определить массу наплавленного металла. Здесь исполнителю понадобится знать справочные данные, также необходимо выполнить замер соединительного шва:
G = F * L * M, где F — площадь поперечного сечения; L — длина сварочного шва; M — масса проволоки (1 см3).
Практический расчет подразумевает осуществление тестовых работ. После их завершения, сварщик следует произвести следующие действия:
- выполнить замер огарка;
- учесть напряжение и силу тока;
- определить длину сварного соединения.
Эти данные и позволяют установить расход сварочных электродов при сварке конструкций швом определенной длины.
Точные показатели исполнитель сможет получить только, если внешние данные и угол положения при основных работах будут идентичны тем, которые были во время тестирования. Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Использую данные методы, можно с легкостью произвести расчет расхода электродов на тонну металлоконструкций. Однако, следует помнить о существовании погрешности.
Способ определения площади проплавления при сварке плавящимся электродом
Изобретение относится к области сварочного производства и может быть использовано для оценки неравномерности расплавления металла по длине сварочного шва, не прибегая к его разрушению. Способ включает измерение скорости сварки и производительности наплавки, на основании которых вычисляют площадь поперечного сечения наплавленного металла. При этом до сварки на основании технических условий для основного и наплавленного металлов определяют содержание в них химических элементов, а после сварки определяют содержание этих же элементов в металле шва, при этом рассчитывают долю участия основного металла в металле шва для каждого содержащегося в нем химического элемента и вычисляют среднее значение ΨОС доли участия основного металла в металле шва, а площадь поперечного сечения FО проплавления основного металла рассчитывают по формуле
FО=ΨОСFН/(1-ΨОС),
где FН — площадь поперечного сечения наплавленного металла, см2. 3 ил.
Изобретение относится к области сварки и может быть использовано для определения химического состава сварного шва при сварке плавлением.
Известен способ определения площади проплавления основного металла шва, наплавленного на пластину дуговой сваркой плавящимся электродом, по которому изготавливают макрошлиф поперечного сечения шва, определяют по макрошлифу границу между металлом шва и основным металлом, измеряют площади поперечного сечения шва и наплавленного металла и рассчитывают площадь поперечного сечения расплавленного основного металла, как разность между площадью шва и площадью наплавленного металла (см. Н.Л. Зайцев и др. Расчетно-экспериментальная методика оценки конфигурации сварных швов. Современные проблемы сварочного производства. Сборник научных трудов. Челябинск, Издательский центр ЮУрГУ, 2021, с.168, рис. 4).
Данный способ является трудоемким, так как требует изготовления макрошлифа и не может использоваться непосредственно на свариваемом изделии, а только на контрольных образцах. Получаемое значение площади проплавления основного металла характеризует только одно конкретное сечение сварного шва, не позволяя судить о средних значениях площади проплавления для всего шва. Этот способ не применим для большинства сварных соединений, которые имеют разделку кромок и зазор между свариваемыми пластинами и остается неизвестным точное значение площади сечения наплавленного металла.
Известен также способ определения площади проплавления основного металла шва соединения с зазором и разделкой свариваемых кромок, выполненного автоматической дуговой сваркой плавящимся электродом, по которому определяют скорость сварки и производительность наплавки электродного металла, рассчитывают площадь поперечного сечения наплавленного металла, изготавливают макрошлиф поперечного сечения шва, определяют на макрошлифе границу между металлом шва и основным металлом, измеряют площадь поперечного сечения шва и рассчитывают площадь поперечного сечения расплавленного основного металла, как разность между площадью поперечного сечения шва и площадью поперечного сечения наплавленного металла (см. А.А. Ерохин. Основы сварки плавлением. М.: Машиностроение, 1973. С. 159). Этот способ принят за прототип.
Данный способ также является трудоемким, так как требует изготовления макрошлифа и не может использоваться непосредственно на свариваемом изделии, а только на контрольных образцах. Получаемое значение площади проплавления основного металла характеризует только одно конкретное сечение сварного шва, не позволяя судить о средних значениях площади проплавления для всего шва. Способ не позволяет получать информацию о степени отклонений площади поперечного сечения проплавления основного металла и, как следствие, неоднородности химического состава сварного шва по его длине.
В предлагаемом способе определения площади поперечного сечения проплавления основного металла шва, выполненного автоматической сваркой плавящимся электродом, по которому определяют скорость сварки и производительность наплавки электродного металла, рассчитывают площадь поперечного сечения наплавленного металла.
В отличие от прототипа до сварки определяют содержание химических элементов в основном и наплавленном металлах, после сварки определяют содержание этих же элементов в металле шва, рассчитывают долю участия основного металла в металле шва для каждого химического элемента по формуле
где СШ — содержание химического элемента в шве, %;
СН — содержание этого элемента в наплавленном металле, %;
СО — содержание элемента в основном металле, %
и вычисляют среднее значение доли участия основного металла в металле шва для всех элементов, а площадь поперечного сечения основного металла рассчитывают по формуле
где ΨОС — среднее значение доли участия основного металла в металле шва по всем химическим элементам, %;
FH — площадь поперечного сечения наплавленного металла, см2.
Технический результат предлагаемого способа заключается в том, что площадь поперечного сечения основного металла получают без изготовления макрошлифа поперечного сечения шва, путем определения его химического состава. Это возможно благодаря тому, что среднее значение расчетной доли участия основного металла в металле шва по нескольким химическим элементам адекватно отражает значение площади проплавления основного металла, а значения химического состава наплавленного металла определяются стандартным образом при сертификации или аттестации сварочных материалов. Химический состав основного металла приводится в сертификатах на партию проката и контролируется при входном контроле свойств металла на предприятиях. Определение содержание химического состава основного и наплавленного металлов при сварке ответственных конструкций является неотъемлемой частью отработки технологии их сварки. Современные методы спектрального химического анализа позволяют быстро и с высокой точностью определять содержание химических элементов в шве, в том числе в отдельных точках по его длине на лицевой и обратной поверхностях шва. Это позволяет применять предлагаемый способ и без разрушения металла шва. Информация об отклонениях площади поперечного сечения проплавления основного металла по его длине позволяет судить о стабильности и однородности сварного шва и принимать меры по повышению качества сварных соединений.
На фиг. 1 показано поперечное сечение наплавочного шва при дуговой наплавке на пластину плавящимся электродом, на фиг. 2 — поперечное сечение сварного шва стыкового соединения, выполненное с зазором и разделкой кромок, на фиг. 3 — зависимости скорости расплавления плавящегося электрода от тока дуги.
На фиг. 1 приведено поперечное сечение шва, полученное путем изготовления макрошлифа наплавки на сплошную пластину 1 толщиной S. Его можно точно разделить на поперечное сечение основного металла 2, площадью FO и поперечное сечение наплавленного металла 3 площадью FH. Площадь проплавления основного металла определяется как разность между площадью сечения шва FШ и сечения наплавленного металла
По измеренным площадям FШ и FO можно рассчитать долю участия основного металла в металле шва
Из формулы (4) получаем формулу для определения площади проплавления основного металла FO, если известна доля участия основного металла в металле шва
На фиг. 2 показано поперечное сечение шва 4, полученное путем изготовления макрошлифа из наплавки одностороннего шва стыкового соединения двух пластин 5 и 6, толщиной S выполненного с зазором и (или) разделкой кромок. В этом случае по макрошлифу нельзя точно определить площадь сечения наплавленного металла, так как неизвестны точно величины площади зазора и площади поперечного сечения разделки кромок.
Площадь поперечного сечения наплавленного металла FH в этом случае можно определить, если измерена скорость сварки и производительность наплавки по формуле
где GH — производительность наплавки, г/с;
ρ — плотность наплавленного металла, г/см3;
VC — скорость сварки, см/с.
Производительность наплавки можно определить также взвешиванием, например, контрольных образцов до и после сварки. Разницу масс пластин до и после сварки следует разделить на время сварки, которое можно получить измерением или по известным длине шва и скорости сварки. Данная методика представляет известный способ определения площади поперечного сечения основного металла.
На фиг. 3 приведены зависимости скорости расплавления электрода при сварке дугой под флюсом от тока дуги обратной полярности. С их помощью можно определить производительность наплавки GH и площадь поперечного сечения наплавленного металла FH по формуле (6) и использовать для определения FO как в известном, так и в предлагаемом способах. Аналогичные зависимости имеются для других способов сварки плавлением.
Производительность наплавки GH определяется следующим образом. Скорость расплавления электродного металла VЭ и коэффициент расплавления электродной проволоки ар связаны известным соотношением
где j — плотность тока в сечении электродной проволоки, А/см2;
ρ — плотность электродной проволоки, г/см3.
Коэффициенты расплавления αP и коэффициент наплавки αН связаны между собой зависимостью
где ψП — коэффициент потерь, данные о котором имеются в специальной литературе.
Производительность наплавки GH в формуле (6) можно определить по формуле
где — ток в электроде, А.
Содержание какого-либо химического элемента в шве при сварке СШ можно определить по известной формуле
I
где СО — содержание данного элемента в основном металле, %.
ΨО — доля участия основного металла в металле шва;
СН — содержание данного элемента в наплавленном металле, %.
Из формулы (10) получаем формулу (1) для определения доли участия ΨО
ΨО=(СШ-СН)/(СО-СН),
а из нее формулу (2) для определения площади проплавления поперечного сечения основного металла FO.
Содержание химического состава основного металла СО при производстве ответственных сварных конструкций обычно контролируется при поступлении на производство новой партии металлического проката и известно с высокой точностью или известно по представляемым поставщиком сертификатам качества. Также оно может точно указываться при поставках проката по желанию потребителя. Содержание химического состава наплавленного металла при автоматической сварке с учетом протекающих металлургических реакций определяется путем получения многослойной наплавки на основной металл таким образом, чтобы основной металл не попадал в верхние слои наплавки. Конкретное содержание химических элементов также может указываться в документах при поставке сварочных материалов. При отработке технологии сварки также несложно получить содержание химических элементов в такой наплавке. Следовательно, определив путем химического анализа содержание химического элемента в шве, можно рассчитать с помощью формулы (1) долю участия основного металла, показываемую данным химическим элементом. То же самое необходимо выполнить для других химических элементов. Наилучшим образом истинную долю участия ΨО будет характеризовать среднее значение ΨОС, полученное по результатам расчетов по всем элементам. Разброс значений ΨО, по полученным данным относительно среднего значения ΨОС в пределах одной зоны шва, где проводится его химический анализ, будет характеризовать стабильность и однородность свойств сварного шва в этой зоне. Разброс значений и адекватность полученного среднего значения ΨОС можно определить с помощью методов математической статистики.
Разброс значений ΨО, по полученным данным в пределах нескольких зон шва, где проводится его химический анализ, будет характеризовать стабильность и однородность свойств сварного шва по его длине.
После получения среднего значения ΨОС можно рассчитать площадь сечения основного металла по формуле (2), подставив в нее вместо ΨО среднее значение ΨОС.
Пределы допустимых отклонений площади основного металла или ΨОС по длине шва могут стать одним из приемочных показателей для сварных соединений наряду с требованиями по допустимости дефектов сварки. При использовании спектральных методов химического анализа шва способ позволяет использовать новый метод неразрушающего контроля качества сварных соединений.
Пример.
Для дуговой автоматической сварки под слоем флюса определяли площадь проплавления поперечного сечения основного металла по предлагаемому и известному способам. В качестве флюса использовался флюс АН-348А. Первый шов двухстороннего стыкового соединения выполняли с неполным проваром. Диаметр электродной проволоки составлял dЭ=4 мм, ток дуги IД=712 А, напряжение на дуге UД=32 В, скорость сварки VC=0,67 см/с. Толщина пластин из стали 09Г2С составляла δ=16 мм. Скорость подачи электродной проволоки составляла 2,9 см/с.
Взвешиванием сварочного образца до наплавки и после наплавки, измерением длины шва и времени наплавки была определена производительность наплавки GН= и рассчитано опытное значение площади поперечного сечения наплавленного металла FH=0,54 см2.
Содержание химических элементов в основном металле составило по данным сертификата на партию проката: углерод С=0,1%, марганец Mn=1,7%, кремний Si=0,8%, никель Ni=0,3%, медь Cu=0,3%, Cr=0,3%, серы S=0,04%, фосфора Р=0,035%.
Содержание этих же элементов в наплавленном металле проволокой Св-08А по результатам многослойной наплавки по требованиям стандарта ГОСТ 6497 составило: углерод С=0,08%, марганец Mn=1,0%, никель Ni=0,2%, хром Cr=0,2% кремний Si=0,2%, сера S=0,030%, фосфор Р=0,030%.
Содержание химических элементов в основном металле, наплавленном металле и сварном шве, представлено в таблице. Также в ней представлены расчетные значения ψO по каждому из элементов.
Среднее значение ΨОС, определенное по всем химическим элементам, составляет 0,643. Рассчитали площадь проплавления основного металла по предлагаемому способу по формуле (2)
FO=ΨOCFH/(1-ΨОС)=0,643⋅0,54/(1-0,643)=1,03 см2.
Также было определена площадь проплавления основного металла по известному способу.
На данном режиме получено поперечное сечение провара по макрошлифу с шириной шва В=20 мм и проваром Н=9,5 мм. С помощью современного программного обеспечения по увеличенным фотографиям макрошлифа были измерены составляющие площади экспериментального сечения шва: FШ=169 мм2, FH=52 мм2, FO=117 мм2.
FO=FШ-FH=1,69-0,52=1,17 см2.
Разница между определенной площадью проплавления основного металла по макрошлифу и по предлагаемому способу составляет 14 мм2, а относительное отклонение — 5,1%. При этом данные по макрошлифу характеризуют только одно сечение шва, в то время как выполнение определения поперечного сечения проплавления основного металла по предлагаемому способу характеризует полную длину шва.
Предлагаемый способ обладает промышленной применимостью, так как на многих предприятиях по производству сварных конструкций имеются лаборатории химического и спектрального анализа металла, производительность наплавки определяется с помощью несложного опыта, а данные по химическому составу основного металла и наплавленного металла имеются в документах от их поставщиков.
Способ определения площади поперечного сечения проплавления основного металла при автоматической сварке плавящимся электродом, включающий измерение скорости сварки и производительности наплавки, на основании которых вычисляют площадь поперечного сечения наплавленного металла и рассчитывают площадь поперечного сечения проплавления основного металла, отличающийся тем, что до сварки на основании технических условий для основного и наплавленного металлов определяют содержание в них химических элементов, а после сварки определяют содержание этих же элементов в металле шва, при этом рассчитывают долю участия основного металла в металле шва для каждого содержащегося в нем химического элемента по формуле
ΨО=(СШ-СН)/(СО-СН),
где СШ — доля участия элемента в металле шва, %,
СН- доля участия элемента в наплавленном металле, %,
СО — доля участия элемента в основном металле, %,
и вычисляют среднее значение ΨОС доли участия основного металла в металле шва для всех содержащихся в нем элементов, а площадь поперечного сечения FО проплавления основного металла рассчитывают по формуле
FО=ΨОСFН/(1-ΨОС),
где FН — площадь поперечного сечения наплавленного металла, см2.
Количество электродов в 1 кг
После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов. Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:
- диаметр;
- длина прутка;
- вес стержня;
- толщина герметичной упаковки.
Чем больше эти параметры, тем меньше прутков в пачке.
Однако, следует знать, что электроды определенного диаметра имеют собственную среднюю массу:
| Диаметр электрода | 2,5 | 3,0 | 4,0 | 5,0 |
| Масса, грамм | 17,0 | 26,1 | 57,0 | 82,0 |
Как посчитать расход электродов на тонну металла
Расчёт количества электродов на 1 т. металла также проводится на первоначальном этапе. Данный параметр применяется для работ большого масштаба, для крупныхпроектов. Норма расхода электродов на тонну металла — это максимальная величина затрат сварочных материалов.
Данный показатель рассчитывается по следующей формуле, которая определяет расход с помощью массы металла:
Н = М * К расхода, где М — масса металла; К расхода — табличная величина основывается на стандартных характеристиках, зависит от марки электрода.
Как определить расход электроэнергии, электродов, флюса и газов?
Расход электроэнергии зависит от типа агрегата, использованного при питании сварочных постов. Примерные значения можно увидеть в таблице:
Общая электродная потребность высчитывается по суммарной массе расплавленного в ходе процесса сваривания металла плюс 20-30% (тонкое покрытие на электродах) и 40-60% (если покрытие толстое). Штучная электродная потребность определяется делением суммарной массы электродов на массу отдельно взятого электрода, но с учетом массы его покрытия.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать» и автоматически получить готовый результат.
Читать также: Салфетки для обезжиривания перед покраской
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр, где Нсв — расход электродов на сваривание; Нпр — расход стержней на прихватки; Нпр — расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм. — 15%;
- свыше 12 мм. — 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Коэффициент расхода электродов
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13
АНЖР-2, ОЗЛ-28, ОЗЛ-27
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
Методика расчета
Существуют разные варианты сцепления металла. Расчет сварных соединений для каждого из них выполняется отдельно. В зависимости от пространственного расположения свариваемых деталей различаются и сварные соединения. Соответственно они могут быть:
- угловыми. Соединяемые заготовки одна по отношению к другой располагаются перпендикулярно. Чтобы конструкция получилась максимально прочной, следует определить предельные усилия, которые будут воздействовать на швы;
- стыковыми. Заготовки располагаются в одной плоскости таким образом, что одна из них является продолжением другой. Свариваются торцы деталей. Такой вариант соединения принято считать оптимальным, так как он характеризуется минимальными показателями напряженности на стыке. Шов может быть косым или прямым;
- внахлест. Плоскости соединяемых заготовок перекрывают одна другую. Такая технология лучше всего подходит для соединения деталей, толщина стенок которых не превышает 5 мм. Также метод используется в ситуациях, если требуется укрепить сварной шов;
- тавровым сварочным швом. Внешним видом очень похожи на угловые. Детали по отношению одна к другой тоже располагаются под углом в 90 градусов, но соединяются торцами. Такие виды стыков достаточно востребованы и часто используются. Среди основных достоинств методы – простота исполнения, надежность и экономичность. К тому же, используя специально разработанные методические указания, по тавровому соединению несложно выполнить расчеты с безупречной точностью.
Итак, пришло время детально рассмотреть методику расчета сварного шва. Специалисты вывели специальные формулы, которые упрощают выполнение необходимых вычислений. Помимо этого, в сети Интернет есть специальные программы. Они находятся в свободном доступе. От пользователя требуется только ввести нужные параметры, чтобы получить точный результат.
Расход электродов при сварке труб
Теоретический расчет осуществляется следующим методом вычисления: норма расхода на 1 метр шва делится на вес одного электродного прутка. Мерой вычисления является число требуемых стержней. Затем полученное значение умножается на метраж. Результат следует округлять в большую сторону.
Чтобы получить значение нормы в килограммах необходимо произвести следующие расчеты: объем раздела длиной в 1 метр умножается на плотность металла. Первый параметр следует определять, как объем цилиндра с диаметром, равным большей стороне стыка. Полученное значение нужно увеличить в 1,4-1,8 раз. Данная поправка берет в расчет огарки.
Существует также нормы расхода электродов при сварке труб исходя из затрат на сваривание одного стыка (при соединении горизонтальных стыков трубопроводов типа С8 сo скосом одной кромки):
| Размер труб, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 45Х3 | 0,021 | 0,037 | 0,040 | 0,042 | 0,044 | 0,047 |
| 45Х4 | 0,028 | 0,050 | 0,054 | 0,057 | 0,061 | 0,064 |
| 57Х3 | 0,027 | 0,047 | 0,060 | 0,054 | 0,067 | 0,060 |
| 57Х4 | 0,036 | 0,064 | 0,069 | 0,073 | 0,077 | 0,082 |
| 76Х5 | 0,061 | 0,108 | 0,116 | 0,123 | 0,130 | 0,137 |