Алмазный карандаш для правки абразивных кругов: назначение, строение, виды. Материалы для правки. Классификация по расположению абразивного материала. Особенности маркировки. Правка шарошками. Испытание кругов.
Алмазный карандаш, применяемый для правки абразивных кругов разной плотности, представляет собой инструмент правящего типа с высокой степенью износостойкости, с помощью которого методом обтачивания восстанавливают их первоначальную конфигурацию и режущие свойства. Представляет собой изделие определенной формы длиной 40÷80 мм, диаметром 80÷100 мм со вставкой, в которой с помощью специального состава связки крепятся алмазы определенных размеров. Корпус инструмента изготавливается из стали А20. Он может быть цилиндрической, конической или ступенчатой формы. Рабочая поверхность инструмента – алмазы природного или синтетического происхождения, которые располагаются определенным образом во вставке из стали или меди, различаются по весу, габаритам и количеству. Правка алмазных кругов является разновидностью механической обработки. Операция заключается в разрушении рабочей поверхностью алмазного карандаша абразивного материала. Их применяют для правки черновой и финишной поверхностей абразивных кругов, включая тарельчатые, дисковые, однониточные резьбошлифовальные виды.
Материалы для правки абразивных кругов
Изнашивание абразивных кругов происходит по разным причинам. Среди них скалывание зерен, разрушение формы зерна, истирание и засаливание. Правка таких дефектов может осуществляться не только металло-алмазными карандашами, но и такими способами:
- шарошками;
- роликами твердосплавного или алмазного типа;
- накатниками стальными;
- алмазами, расположенными в специальной оправе;
- кругами алмазными.
Применение любого из этих способов восстановит режущую способность круга, геометрическую форму рабочей поверхности. При выполнении правки с помощью соответствующего инструмента снимают с рабочей поверхности слой пришедшего в негодность абразива.
К режимам правки относят:
- скорость вращения, указываемую в м/мин;
- подачи продольная и поперечная;
- число проходов.
От поставленной задачи зависит подбор материала, с помощью которого будет выполняться обработка. Изделия имеют рабочую часть в виде зерен алмазного порошка натурального и синтетического происхождения, вкрапленных в металл. Различается она не только по происхождению алмазных зерен, но и по их расположению и величине. Правильные карандаши должны соответствовать ГОСТ 607-80 и техническим условиям производителя. Различают изделия, где алмазы расположены в виде цепочки, послойно, неориентированно и на поверхности в виде сферы. Правка может выполняться с применением алмазов и сырья разного качества, состава и происхождения, а также из композита АКТМ.
С алмазами, расположенными слоями. Выпускаются такие инструменты 2 типов, различающихся количеством зерен размером от 0,1 до 0,2 карат в каждом слое. В первом случае их количество не превышает 5 алмазов, во втором их количество достигает 10. Применяются эти правильные инструменты, относящиеся к мелкозернистым с повышенной износостойкостью, для финишной правки кругов. Относятся к типу 02 (С).
С алмазами на поверхности в виде сферы. Выпускаются изделия с алмазами, расположенными на такой поверхности, с количеством зерен размером от 0,05 до 0,2 карат. Относятся к типу 03.
Неориентированное или хаотичное расположение. Различаются величиной абразива и его качественными свойствами Относятся к типу 04 (Н). Используются для выравнивания поверхностей кругов, имеющих мелкозернистую структуру.
Другие виды инструментов
Существует несколько других способов правки, среди которых можно выделить:
- Обкатывание. Здесь применяются специальные вращательные механизмы, которые можно разделить на звездочки-шарошки, ролики, карбидокремниевые круги, а также специальные стальные круги. Такой способ достаточно сложный, так как не существует возможности добиться высокой точности.
- Правка шлифованием. Здесь используется тот же принцип, что и в предыдущем варианте, только инструменты уже приводятся в движение от собственных двигателей. Для решения подобных задач применяются разные виды алмазных роликов, карбидокремниевых, алмазных или эльборовых кругов.
Как видите, существует несколько способов правки с помощью различного инструмента, который следует покупать для решения только конкретных задач.
Подробное описание правящего карандаша для алмазных кругов — в этом ролике:
Твитнуть
Маркировка
В технической документации и при заказе указывают шифр изделия и ГОСТ. Например, при заказе изделия конической формы типа 02 Ø12 мм длиной 60 мм из порошка алмазного, имеющего зернистость 3150/2500, это будет выглядеть следующим образом: карандаш 3908-0077 ГОСТ 607-80.
На корпус самого изделия наносят:
- товарный знак или наименование предприятия;
- краткое обозначение шифра, которое исключает первые 6 цифр, при этом добавляется буква С, если алмазы синтетического происхождения;
- номер изделия.
Конструктивные особенности и области применения шлифовального круга
Шлифовальный круг состоит из абразивной поверхности, которую составляют связанные между собой фракционные зерна.
Отличительные особенности кругов между собой определяются сферой их использования. При длительной работе есть вероятность стачивания концевой части, что приводит к неравномерности шлифования и может спровоцировать порчу детали.
Мягкие круги способны самозатачиваться. Когда поверхностный слой стирается, в работу вступают новые зерна, расположенные под ним. На функционале самого круга это никак не сказывается.
Твердые круги лишены этой возможности по причине засаливания и затупления. Это вызвано засором пор фракций круга обтачиваемым материалом. Шлифовальный круг перестает выполнять свои функции и нуждается в правке.
Область применения
При помощи шарошек, оснащенных острыми зубьями, выполняется правка шлифовальных кругов, плотная структура которых состоит из абразивных зерен минимального размера. Если при помощи острозубых шарошек взяться за правку кругов из абразивных зерен средней и крупной фракции, то правящий инструмент просто испортит их рабочую поверхность, нанеся ей серьезный вред. В таких случаях как раз и используется тупозубая шарошка, специально предназначенная для правки средне- и крупнозернистых абразивных кругов.
Высокая эффективность использования шарошек-звездочек обеспечивается тем, что обработка с их помощью осуществляется на высокой скорости их вращения. Следует иметь в виду, что правка точильных и шлифовальных кругов выполняется не одной шарошкой, а целым их набором, помещаемым на специальную ось, оснащенную смазочным ниппелем.
Специальная державка для шарошек
Учитывая тот факт, что шарошечный инструмент в процессе использования испытывает серьезное механическое воздействие со стороны абразивного круга, его рабочая часть должна быть обязательно подвергнута качественной закалке.
Показания к правке
Правка представляет собой процесс очистки загрязнений между фракциями абразива, что позволяет восстановить остроту режущих кромок и геометрии. Понять о необходимости данной процедуры можно по таким признакам:
- Появление дефектов на обрабатываемой поверхности – можно обнаружить волнообразные переходы, зазоры, ссадины, которые возникают из-за нарушения геометрии края абразива. Достичь идеально ровной поверхности с таким кругом невозможно.
- Образование сколов на кромке круга – можно заметить визуально, но при небольших сколах неприятность больше отображается именно на обрабатываемой детали.
- Усиление шума и вибрации инструмента во время работы – проявляется из-за нарушений центробежной силы и разбалансировки.
- Адгезионное засаливание – в поры забиваются микрочастицы обрабатываемого материала, что делает абразив гладким. Можно заметить невооруженным глазом и при тактильном контакте с поверхностью. Выполнение работ с таким кругом будет в несколько раз дольше, чем обычно.
Нередки случаи, когда возникает искра. Это указывает на необходимость полной замены круга и невозможности его правки.
Не всегда правка позволяет вернуть первоначальное качество круга. При неправильных манипуляциях и полном изнашивании лучше заменить расходный материал новым.
Способы правки шлифовальных кругов и их особенности
Есть несколько вариантов восстановления геометрии и остроты шлифкруга, каждый из которых имеет свои особенности.
Обтачивание
Этот метод предполагает разрушение поверхностного засаленного слоя абразива и высвобождение новых частиц, которые будут выполнять основную работу по шлифованию. Работу выполняют по схеме:
- Устанавливают правящий инструмент на подручник.
- Запускают шлифовальный круг, к которому подносят шарошки или иглы для обтачивания.
- Контролируют угол взаимодействия двух плоскостей, при необходимости увеличивают его.
- Регулируют скорость вращения диска, чем она выше, тем более абразивной будет поверхность.
Понять, что процесс правки выполнен правильно можно только после оценки поверхности. Для этого берут обычную линейку и прикладывают ее к кругу. Если все ее части плотно соприкасаются с поверхностью круга, значит, правка прошла успешно. Образование неровностей может устраняться при дополнительной точечной обработке неровностей.
Обтачивание является одним из самых простых и быстрых методов правки. При работе важно соблюдать все меры предосторожности.
Обкатывание
Для работы подойдет инструмент округлой формы, который при соприкосновении с шлифкругом будет стачивать верхний слой до нужных границ. Такой метод удобен при наличии глубоких сколов и сильных загрязнений абразива. Применяются такие высокопрочные материалы:
- ролики из твердых сплавов;
- шарошки;
- карбидокремниевые диски;
- стальные круги с каленным покрытием.
Оптимальным вариантом по цене и получаемому качеству является использование шарошек. Во время контакта с рабочей поверхностью, шарошки также начинают вращаться, что усиливает эффект. Из недостатков использования можно отметить повышенное пылеобразование и необходимость использования респиратора.
Шлифовка
Этот метод предполагает воздействие на поверхность шлифкруга сверхпрочным материалом, который выравнивает поверхность и геометрию. Чаще всего применяют алмазные круги, которые имеют собственную ось вращения. Для достижения максимального результата, диск закрепляют стационарно.
Шлифовка выполняется на низких оборотах, поскольку это позволяет контролировать силу нажатия на поверхность и глубину стачивания.
Принцип действия
Принцип работы шарошки для правки шлифовальных кругов довольно прост. Набор таких инструментов, собранный в единый блок, помещается на специальную ось, оснащенную рукояткой для оператора, и вводится в контакт с вращающимся абразивным кругом. В результате набор шарошек тоже начинает вращаться на оси, обкатываясь и скользя по поверхности обрабатываемого круга. Поскольку рабочая часть шарошек закалена и отличается высокой твердостью, при их взаимодействии с кругом с него снимается слой абразива, а значит, его поверхность выравнивается.
По похожему принципу работает правящий инструмент, рабочим органом которого является алмаз, вернее, набор алмазов, закрепленных на специальной оправке в определенном порядке или произвольно. Наборы шарошек-звездочек могут не только фиксироваться на ручных приспособлениях для правки, но и использоваться в составе устройств, устанавливаемых на неподвижном основании.
Шарошки собираются в державку, которая устанавливается на подручник станка до упора в наждачный камень
Читать также: Шлифовка древесины своими руками
К недостаткам, которыми обладает шарошечный инструмент для правки абразивных кругов, следует отнести:
- невысокую точность выполняемой обработки;
- большое количество пыли, образующейся в процессе правки.
Проблема с пылью даже при использовании ручного инструмента, оснащенного шарошками, решается достаточно легко. Для этого к его полой рукоятке прикрепляют шланг, соединенный с пылесосом.
Конечно, нельзя не отметить и преимущества правки посредством шарошек. Сюда следует отнести:
- высокую производительность;
- исключение заглаживания абразивного круга, обрабатываемого правящим инструментом.
Наибольшую эффективность устройство на основе вращающихся шарошек демонстрирует в тех случаях, когда с его помощью осуществляется правка абразивных кругов, используемых для выполнения обдирочных работ.
Метод правки шлифовальных кругов обкатыванием
При выполнении правки с применением шарошек используется метод обкатывания. Его суть заключается в том, что инструмент, обкатываясь по обрабатываемому кругу, дробит, скалывает и удаляет с его поверхности абразивные зерна и скрепляющий их материал. Таким образом, поверхность абразивного круга очищается от инородных включений и выравнивается.
На сегодняшний день многие производители создают более усовершенствованные правящие инструменты на основе шарошек. Рабочим органом таких приспособлений является кассета, в которой уже скомплектован и надежно зафиксирован набор шарошек, размещенных на валу.
Процесс абразивной обработки изделий шлифовальным кругом неизбежно сопровождается постепенным истиранием самого инструмента, а при неравномерной выработке – нарушением его геометрии. При этом работоспособность круга зависит от характера износа и характеристик связующего вещества абразивных материалов.
В более мягких кругах происходит процесс выкрашивания изношенных зерен при сохранении абразивных свойств круга. При высокой твердости круг затупляется, происходит сглаживание и засаливание зерен со значительным ухудшением режущей способности, снижением качества обработки и производительности. Решение проблемы – своевременная правка абразивных шлифовальных кругов с применением различных технологий и инструментов.
Технология правки алмазных кругов шарошками
Шарошки являются самым распространенным средством для правки шлифовальных кругов. Эти металлические звездочки имеют острые или тупые зубья, что определяет тип их использования под каждый конкретный вариант. Для абразива с фракцией зерен наименьшего размера применяются только тупозубая шарошка. В остальных случаях применяются остроконечные аналоги.
Для правки используется не одна шарошка, а их набор. Закрепляются детали в специальном держателе, а количество зависит от габаритов обрабатываемого круга.
Технология выполнения работ следующая:
- Шарошки собирают в держатель, плотно закрепляя.
- Устанавливают образованное приспособление на ось, имеющую рукоятку для оператора.
- Подносят круг к вращающимся шарошкам, регулируя силу надавливания и угол наклона.
В течение нескольких минут можно получить идеально ровную поверхность без изъянов и сколов. В работе важно использовать респиратор, который будет защищать от попадания большого количества мелкой пыли в органы дыхания.
Правка алмазных шлифовальных кругов шарошками: технология и особенности
Начнем с того, что чаще всего применяемые для правки алмазных кругов стандартные шарошки могут иметь тупые и острые зубья.
Фотография №4: острозубая (справа) и тупозубая (слева) шарошки
Приспособления первого типа применяют для правки алмазных шлифовальных кругов с зернами минимальных размеров. Это связано с тем, что острозубая шарошка лишь испортит круг с зернами крупной и средней фракций. Для правки таких изделий подходят тупозубые приспособления. Как вы уже сами могли догадаться, тупозубыми шарошками править круги с зернами мелкой фракции нельзя!
Обратите внимание! Для правки шлифовальных алмазных кругов используют не одну шарошку определенного типа, а наборы приспособлений. Их закрепляют в специальных державках.
Фотография №5: шарошки, закрепленные в державке
Технология правки алмазных шлифовальных кругов шарошками
Процесс правки алмазных шлифовальных кругов шарошками выглядит так.
- Набор приспособлений собирают в единый блок.
- Его закрепляют в державке.
- Получившееся приспособление устанавливают на специальной оси, оснащенной рукояткой для оператора.
- Инструмент вводится в контакт с вращающимся изношенным алмазным диском.
У этой технологии правки шлифовальных кругов есть свои преимущества и недостатки. Начнем с плюсов.
- Правка проходит очень быстро.
- Шарошки для правки алмазных кругов стоят дешево.
- Обеспечивается высокая эффективность правки. Рабочие поверхности кругов не заглаживаются.
- Технология проста в применении.
Главный недостаток метода — выделение большого количества пыли, но проблем легко решается при помощи промышленного пылесоса.
Правила и особенности правки алмазных шлифовальных кругов шарошками
- Надевайте защитные очки и используйте маску от пыли.
- Не используйте для правки не подходящие по размерам шарошки.
- Обрабатывайте круги выше их центров. Это исключит излишнее углубление зубьев в абразивные поверхности.
- Перемещайте державку с шарошками максимально плавно.
- При правке старайтесь удерживать стабильное давление на алмазный круг.
- При появлении искр увеличивайте нажим.
Меры профилактики и рекомендации по эксплуатации и хранению
Чтобы минимизировать периодичность правки, важно соблюдать все правила эксплуатации шлифовального круга, а именно:
- Круг на шпиндель должен насаживаться свободно, не нужно применять силу и устанавливать неподходящие по габаритам шлифкруги на мелкие шпинделя.
- Всегда проверять работу круга на холостом ходу. Так можно выявить различные повреждения еще до того, как будет испорчен обрабатываемый материал.
- Правку следует выполнять только оборудованием, специально для этого предназначенным. Никакие напильники, наждачная бумага и подобное не подходит.
- Торцевое шлифование обычным кругом запрещено, так как это приводит к полному нарушению геометрии. Для подобных видов работ используют подходящие круги.
- Соблюдение всех правил хранения, что позволит увеличить срок службы приспособления.
Правка — алмазный круг
Правка алмазных кругов осуществляется следующими методами ( рис. 98): абразивными инструментами ( обтачивание брусками, шлифование кругами); обкатыванием кругами с относительным скольжением и без скольжения; доводкой свободным абразивным зерном; электрохимическими способами ( химическое травление, электроэрозия); путем подачи абразивной смазки в процессе работы алмазного круга. [2]
Правка алмазных кругов на металлических связках может осуществляться в процессе заточки инструмента путем подачи смазки, содержащей абразивный микропорошок. [3]
Правка алмазных кругов методом шлифования проводится с обильным охлаждением. Вращение алмазного круга вручную недопустимо, так как следствием неравномерного вращения является не-круглость или неплоскостность рабочей поверхности после правки. [4]
Правка алмазных кругов на металлической связке методом электрохимического шлифования осуществляется на модернизированных станках для электрохимического шлифования с обратной полярностью тока. В процессе правки за счет растворения металла связки круга обнажаются алмазные зерна. [5]
Правка алмазных кругов осуществляется следующими методами ( рис. 98): абразивными инструментами ( обтачивание брусками, шлифование кругами); обкатыванием кругами с относительным скольжением и без скольжения; доводкой свободным абразивным зерном; электрохимическими способами ( химическое травление, электроэрозия); путем подачи абразивной смазки в процессе работы алмазного круга. [7]
Правку алмазных кругов осуществляют следующими методами ( рис. 7): абразивными инструментами ( обтачивание брусками, шлифование кругами, обкатывание кругами с относительным скольжением и без скольжения); доводкой свободным абразивным зерном; электрохимическими способами ( химическое травление, электроэрозия); путем подачи абразивной смазки в процессе работы алмазного круга. [8]
Правку алмазных кругов следует производить абразивными брусками или кругами КЗ ( или КЧ) зернистостью А25 — А16, твердостью СМ1 — СМ2, на керамической связке. [9]
Правку алмазных кругов на плоскошлифовальных станках выполняют брусками, закрепленными в тиски, установленные на столе станка. [10]
Правку алмазных кругов производят в основном для устранения биения круга или для придания ему необходимого профиля. Правка алмазных кругов производится шлифованием на круглошлифоваль-ном станке, а также методом обкатки на профилешлифовальном станке. [11]
Правку алмазных кругов в процессе эксплуатации производят в исключительных случаях, так как при правильной эксплуатации в ней нет необходимости. [12]
Правку алмазного круга ведут шлифованием профильным кругом из карбида кремния с накатным профильным роликом при обильном охлаждении. [13]
Правку алмазных кругов производят только при засаливании поверхности алмазоносного кольца частицами металла и при его неравномерном износе, приводящем к завалам режущих кромок затачиваемого инструмента, а также для восстановления геометрической формы профильных кругов. [14]
Правку алмазных кругов абразивным инструментом следует вести с обильным охлаждением на следующих режимах: окружная скорость абразивного круга 25 — 30 м / с, продольная подача 1 5 — 2 м / мин, поперечная подача — 0 03 — 0 04 мм / дв. Перемещение правящего абразивного круга должно обеспечивать выход его не менее чем на 5 мм с каждой стороны алмазного круга. Абразивный круг в процессе правки методом обкатки вращается благодаря контакту с алмазным кругом. Продольная подача абразивного круга должна быть 0 8 — 1 2 м / мин, а поперечная подача — до 0 02 мм на 6 — 8 двойных ходов. [15]
Интенсивное пользование заточных станков приводит к нарушению геометрии рабочей поверхности абразивного круга. Нередко можно увидеть закругленные края или впадину по центру, которые не позволяют обработать деталь. Дефекты образуются из-за обламывания, истирания, затупления, выкрашивания и засаливания зерен. В связи с чем эффективность резания значительно снижается. За этим следует ухудшение качества обработки и увеличение вероятности появления прижогов на поверхности детали.
Для восстановления геометрической формы абразивных и шлифовальных кругов используют следующие виды правки:
- обтачивание;
- обкатка;
- шлифовка;
- тангенциальное точение.
Данные технологические операции производятся алмазным и безалмазным инструментом. Для обтачивания используется карандаш алмазный правящий.
Для чего нужно править шлифовальные алмазные круги
Какими бы качественными ни были алмазные шлифовальные круги, в процессе эксплуатации они рано или поздно портятся и изнашиваются. Происходят:
- сглаживание на каких-либо участках;
- обломы;
- истирание;
- засаливание.
При эксплуатации мягких шлифовальных кругов проблем гораздо меньше. Они обладают таким свойством, как самозатачивание. При выпадении зерен обнажаются новые слои. Твердые же инструменты таким свойством не обладают. Чтобы восстановить характеристики таких алмазных шлифовальных кругов и нужна правка. После нее инструменты получают новую жизнь. Восстанавливаются режущие свойства и геометрическая форма изделий.
Разновидности алмазных карандашей
Перечень видов и типов производимых инструментов для правки кругов регламентируется государственным стандартом. Карандаш алмазный ГОСТ 607–80 представляет собой цилиндр длиной от 40 мм до 80 мм и диаметром от 8 мм до 10 мм, изготовленный из качественной, инструментальной стали.
Основным отличием, по которому происходит классификация, является расположение кристаллов на рабочей поверхности.
- Расположение в цепочку, друг за другом (Ц).
- Расположение слоями ©. В данном случае слои могут пересекаться друг с другом или не перекрывать.
- Неориентированное расположение (Н), хаотичное.
Для закрепления кристаллов между собой и в определенном порядке используется специальный материал, который обладает идентичным тепловым расширением, равным алмазам. Это позволяет исключить дополнительную деформацию камней.
Расположение в цепочку
Такое расположение алмазов характерно при использовании кристаллов природного происхождения. Применяются при выравнивании поверхности кругов средней твердости. Первые цифры изделия 3908 не указаны.
Правка обтачиванием
Эта процедура представляет собой обработку поверхности алмазного круга с помощью специальных веществ, чтобы увеличить качество его поверхности или, как говорят заточить материал. Существует несколько видов правки, одной из которых является правка обтачиванием. Она предполагает использование специальных инструментов, которые разрушают связки круга и точат таким образом алмаз.
Здесь может использоваться несколько разновидностей изделий, среди которых можно выделить:
- Алмазные иглы.
- Алмазы в оправе представляют собой изделия в виде стержней, на конец которых монтируется относительно большой по размеру алмазный камень.
- Алмазные карандаши характеризуются расширенной поверхностью, на которой нанесено слой алмазов в определенном порядке.
- Эльборовые резцы и т.д.
Работа с таким инструментом довольно проста и выполняется на специальной подставке. Это позволяет качественно и равномерно очистить вращающуюся поверхность круга. Когда нет специального инструмента, можно применять для таких целей специальные обтачивающие эльборовые вставки, которые фиксируются с помощью обычных плоскогубцев.
Использование алмазных правил
Алмазный карандаш для правки абразивных кругов отличается высокой устойчивостью к истиранию, обеспечивает постоянство профиля круга, а технологический процесс достаточно прост. Для его проведения не требует никаких дополнительных приспособлений и усилий.
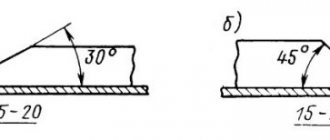
Алмазным карандашом можно править не только наружную сторону кругов, но и внутреннюю. Чтобы максимально использовать рабочую поверхность карандаша его устанавливают на подручник или в приспособление, наклоняя по пути вращения под углом 10° — 15°. Из-за чего режущая кромка будет находиться ниже оси центров на 2 мм.
При работе мелкая стружка и частицы зерен материала круга заполняют поры, после чего поверхность становится вязкой. Удаление такого слоя с поверхности обеспечивает правящий инструмент, восстанавливая обрабатывающие характеристики.
Алмазный карандаш для правки шлифовальных кругов используется и для новых кругов. Производитель гарантирует целостность и безопасность абразивного инструмента, но в большинстве случаев новые изделия имеют биение. Проверить данный факт можно просто. Во время вращения, медленно подводя к поверхности мелок или маркер, он будет оставлять на ней след. Это говорит об избытке материала, который требуется удалить.
Использовать алмазный карандаш, цена которого зависит от типа кристалла и его веса, выгоднее, чем каждый раз прибегать к замене круга. Стоимость «правила» достаточно высока, но она гораздо ниже, чем сумма, потраченная на регулярную замену абразивного инструмента.
Алмаз в оправе (ГОСТ 22908-78)
Данный ГОСТ описывает стандарт алмазов в оправах, которые используются для правки шлифовальных кругов прямого и фасонного профиля. Алмазы в оправах, по данному ГОСТу выпускаются для экспорта и нужд народного хозяйства.
Требования, регламентируемые разделами 1 и 2 (кроме пунктов 2.3 и 2.9), а также пунктом 3.1, раздела 4 и 5 — являются обязательными. Остальные требования ГОСТа 22908-78 носят рекомендательный характер.
Типы и основные размеры
1.1 — Алмазы в оправах должны изготовляться в следующих вариантах:
- цилиндрические;
- цилиндрические с головкой;
- конические;
- резьбовые.
1.2 — Основные размеры алмазов в оправах должны соответствовать указанным на чертеже и таблице ниже:
Цилиндрический алмаз в оправе (тип 1)
| Масса алмазов в ct. | Размеры, DxL, мм | Масса алмаза, ct. | Цена руб. без НДС | |
| 90 гр. | 120 гр. | |||
| 3908-0101 | 3908-0102 | 6х25 | 0,02-0,04 | 1 000 |
| 3908-0105 | 3908-0106 | 6х25 | 0,05-0,10 | 1 000 |
| 3908-0111 | 3908-0112 | 6х50 | 0,05-0,10 | 1 000 |
| 3908-0113 | 3908-0114 | 6х25 | 0,11-0,20 | 1 000 |
| 3908-0117 | 3908-0118 | 6х50 | 0,11-0,20 | 1 000 |
| 3908-0121 | 3908-0122 | 7х8,5 | 0,31-0,40 | 1 900 / 2 200 |
| 3908-0123 | 3908-0124 | 7х18 | 0,31-0,40 | 1 900 / 2 200 |
| 3908-0125 | 3908-0126 | 8х25 | 0,21-0,30 | 1 300 / 1 600 |
| 3908-0131 | 3908-0132 | 8х50 | 0,21-0,30 | 1 300 / 1 600 |
| 3908-0133 | 3908-0134 | 8х25 | 0,31-0,40 | 1 900 / 2 200 |
| 3908-0137 | 3908-0138 | 8х50 | 0,31-0,40 | 1 900 / 2 200 |
| 3908-0141 | 3908-0142 | 8х25 | 0,41-0,60 | 2 600 / 3 300 |
| 3908-0145 | 3908-0146 | 8х50 | 0,41-0,60 | 2 600 / 3 300 |
| 3908-0147 | 3908-0148 | 8х25 | 0,61-0,85 | 3 700 / 4 100 |
| 3908-0153 | 3908-0154 | 8х50 | 0,61-0,85 | 3 700 / 4 100 |
| 3908-0155 | 3908-0156 | 10х50 | 0,21-0,30 | 1 300 / 1 600 |
| 3908-0157 | 3908-0158 | 10х50 | 0,31-0,40 | 1 900 / 2 200 |
| 3908-0161 | 3908-0162 | 10х50 | 0,41-0,60 | 2 600 / 3 300 |
| 3908-0163 | 3908-0164 | 10х50 | 0,61-0,85 | 3 700 / 4 100 |
| 3908-0165 | 3908-0166 | 10х50 | 0,86-1,10 | 6 100 |
| 3908-0167 | 3908-0168 | 10х50 | 1,11-1,35 | 7 100 / 7 900 |
| 3908-0171 | 3908-0172 | 10х50 | 1,36-1,60 | 8 100 / 9 100 |
| 3908-0173 | 3908-0174 | 10х50 | 1,61-2,10 | 11 000 |
| 3908-0175 | 3908-0176 | 12х50 | 0,21-0,30 | 1 300 / 1 600 |
| 3908-0177 | 3908-0178 | 12х75 | 0,31-0,40 | 1 900 / 2 200 |
| 3908-0181 | 3908-0182 | 12х75 | 0,41-0,60 | 2 600 / 3 300 |
| 3908-0183 | 3908-0184 | 12х75 | 0,61-0,85 | 3 700 / 4 100 |
| 3908-0185 | 3908-0186 | 12х75 | 0,86-1,10 | 6 100 |
| 3908-0187 | 3908-0188 | 12х75 | 1,11-1,35 | 7 100 / 7 900 |
| 3908-0191 | 3908-0192 | 12х75 | 1,36-1,60 | 8 100 / 9 100 |
| 3908-0193 | 3908-0194 | 12х75 | 1,61-2,10 | 11 000 |
Примечания к таблице:
1. Предельное отклонение диаметра D на длине в 10 мм не должно превышать 0,5 мм. 2. При особом требовании потребителя, по согласованию, могут изготавливаться алмазы в оправах диаметром D = 8 и 10 мм, длиной I = 25 и 50 мм с весовыми группами алмаза 0,05—0,10 и 0,11—0,20 кар. 3. По требованию потребителя допускается изготовлять алмазы в оправах длиной L, отличающейся от указанной в табл. 1.
Для алмазов в оправах диаметром D = 7 мм шероховатость поверхности Ra = 1,25 мкм и предельные отклонения по f 9 на всей длине.
Алмаз в оправе с головкой (тип 2)
| Масса алмазов в ct. | Размеры, DxL, мм | Масса алмаза, ct. | Цена руб. без НДС | |
| 90 гр. | 120 гр. | |||
| 3908-0195 | 3908-0196 | 10х6х32 | 0,21-0,30 | 1 300 / 1 600 |
| 3908-0197 | 3908-0198 | 10х6х32 | 0,31-0,40 | 1 900 / 2 200 |
| 3908-0201 | 3908-0202 | 10х6х32 | 0,41-0,60 | 1 900 / 2 200 |
| 3908-0203 | 3908-0204 | 10х6х50 | 0,61-0,85 | 3 700 / 4 100 |
| 3908-0205 | 3908-0206 | 10х6х50 | 0,86-1,10 | 6 100 |
| 3908-0207 | 3908-0208 | 10х6х50 | 1,11-1,35 | 7 100 / 7 900 |
| 3908-0211 | 3908-0212 | 10х6х50 | 1,36-1,60 | 8 100 / 9 100 |
| 3908-0213 | 3908-0214 | 10х6х50 | 1,61-2,10 | 11 000 |
| 3908-0215 | 3908-0216 | 12х8х32 | 0,21-0,30 | 1 300 / 1 600 |
| 3908-0217 | 3908-0218 | 12х8х50 | 0,21-0,30 | 1 300 / 1 600 |
| 3908-0221 | 3908-0222 | 12х8х32 | 0,31-0,40 | 8 100 / 9 100 |
| 3908-0223 | 3908-0224 | 12х8х50 | 0,31-0,40 | 11 000 |
| 3908-0225 | 3908-0226 | 12х8х32 | 0,41-0,60 | 1 900 / 2 200 |
| 3908-0227 | 3908-0228 | 12х8х50 | 0,41-0,60 | 1 900 / 2 200 |
| 3908-0231 | 3908-0232 | 12х8х32 | 0,61-0,85 | 3 700 / 4 100 |
| 3908-0233 | 3908-0234 | 12х8х50 | 0,61-0,85 | 3 700 / 4 100 |
| 3908-0235 | 3908-0236 | 12х8х32 | 0,86-1,10 | 6 100 |
| 3908-0237 | 3908-0238 | 12х8х50 | 0,86-1,10 | 6 100 |
| 3908-0241 | 3908-0242 | 12х8х32 | 1,11-1,35 | 7 100 / 7 900 |
| 3908-0243 | 3908-0244 | 12х8х50 | 1,11-1,35 | 7 100 / 7 900 |
| 3908-0245 | 3908-0246 | 12х8х32 | 1,36-1,60 | 8 100 / 9 100 |
| 3908-0247 | 3908-0248 | 12х8х50 | 1,36-1,60 | 8 100 / 9 100 |
| 3908-0251 | 3908-0252 | 12х8х32 | 1,61-2,10 | 11 000 |
| 3908-0253 | 3908-0254 | 12х8х50 | 1,61-2,10 | 11 000 |
Примечания к таблице:
1. По согласованию изготовителя с потребителем допускается изготовлять алмазы в оправах диаметром D = 10 мм, длиной L = 32 мм и диаметром D = 12 мм, длиной L = 32 и 50 мм с весовыми группами алмаза 0,05-0,10 и 0,11-0,20 кар. 2. По требованию потребителя допускается изготовлять алмазы в оправах длиной L, отличающейся от указанной в таблице выше.
Конические алмазы в оправе (тип 3)
| Масса алмазов в ct. | Размеры, DxL, мм | Масса алмаза, ct. | Цена руб. без НДС | |
| 90 гр. | 120 гр. | |||
| 3908-0255 | 3908-0256 | 10,3х8х28 | 0,31-0,40 | 2 200 / 2 500 |
| 3908-0257 | 3908-0258 | 10,3х8х28 | 0,41-0,60 | 2 900/ 3 600 |
| 3908-0261 | 3908-0262 | 10,3х8х28 | 0,61-0,85 | 4 000 / 4 400 |
| 3908-0263 | 3908-0264 | 10,3х8х28 | 0,86-1,10 | 6 400 |
| 3908-0265 | 3908-0266 | 10,3х8х28 | 1,11-1,35 | 7 400 / 8 200 |
| 3908-0267 | 3908-0268 | 10,3х8х28 | 1,36-1,60 | 8 400 / 9 400 |
| 3908-0271 | 3908-0272 | 12,2х10х32 | 0,31-0,40 | 2 200 / 2 500 |
| 3908-0273 | 3908-0274 | 12,2х10х32 | 0,41-0,60 | 2 900 / 3 600 |
| 3908-0275 | 3908-0276 | 12,2х10х32 | 0,61-0,85 | 4 000 / 4 400 |
| 3908-0277 | 3908-0278 | 12,2х10х32 | 0,86-1,10 | 6 400 |
| 3908-0281 | 3908-0282 | 12,2х10х32 | 1,11-1,35 | 7 400 / 8 200 |
| 3908-0283 | 3908-0284 | 12,2х10х32 | 1,36-1,60 | 8 400 / 9 400 |
Примечание к таблице:
По согласованию изготовителя с потребителем допускается изготовлять алмазы в оправах с весовыми группами алмаза 0,05—0,10, 0,11—0,20, 0,21—0,30 кар.
Алмазы резьбовые в оправах (тип 4)
| Масса алмазов в ct. | Размеры, DxL, мм | Масса алмаза, ct. | Цена руб. без НДС | |
| 90 гр. | 120 гр. | |||
| 3908-0285 | 3908-0286 | М10х1/8,9х50 | 0,11-0,20 | 1 500 |
| 3908-0287 | 3908-0288 | М10х1/8,9х50 | 0,21-0,30 | 1 800/2 100 |
| 3908-0291 | 3908-0292 | М10х1/8,9х50 | 0,31-0,40 | 2 400/2 700 |
| 3908-0293 | 3908-0294 | М10х1/8,9х50 | 0,41-0,60 | 3 100/3 800 |
| 3908-0295 | 3908-0296 | М10х1/8,9х36 | 0,61-0,85 | 4 200/4 600 |
| 3908-0297 | 3908-0298 | М10х1/8,9х50 | 0,61-0,85 | 4 200 / 4 600 |
| 3908-0301 | 3908-0302 | М10х1/8,9х36 | 0,86-1,10 | 6 600 |
| 3908-0303 | 3908-0304 | М10х1/8,9х50 | 0,86-1,10 | 6 600 |
| 3908-0305 | 3908-0306 | М10х1/8,9х50 | 1,11-1,35 | 7 700/8 400 |
| 3908-0307 | 3908-0308 | М10х1/8,9х50 | 1,36-1,60 | 8 600/9 600 |
Примечания к таблице:
1. По согласованию изготовителя с потребителем допускается изготовлять алмазы в оправах длиной L = 50 мм с весовой группой алмаза 0,05—0,10 кар.
2. По требованию потребителя допускается изготовлять алмазы в оправах длиной L, отличающейся от указанной в таблице выше.