The use of acetylene in welding is one of the oldest methods of obtaining a high-quality aesthetic seam. Using this method, you can weld any metals, including ferrous and non-ferrous. You don't even need to use electricity to do it! In short, this is an extremely interesting method of joining homogeneous and dissimilar metals.
In this article we will briefly describe what acetylene welding is, what are the advantages and disadvantages of this technology, and what features should be taken into account in order to obtain the highest quality weld.
Advantages
Why acetylene is the main gas in gas welding of metals? Its combustion temperature exceeds the melting point of steel and other materials. With a highly qualified gas welder, the benefit of acetylene welding is high productivity at low costs for gas and materials. We'll look at the rest of the pros and cons below.
The main advantage of oxy-acetylene welding is mobility and control over welding work. There are other advantages:
- When using acetylene welding, cylinders are easily transported on a trolley. It is convenient to weld a fixed seam at a short distance from the wall. In this case, there is no need to make an operational joint;
- Using a gas torch, you can permanently join metals with different melt temperatures. By adjusting the strength and type of flame, you can achieve optimal conditions for acetylene welding;
- when welding parts of small thickness made of structural steel, copper, cast iron, brass, the acetylene method is indispensable;
- You can improve the quality of the weld by using alloy steel wire or other additives.
By adjusting the heating temperature, severe deformation of the structure and joint can be prevented. At the same time, the optimal speed of welding metals is achieved.
Flaws
But the acetylene type of welding also has some disadvantages. These include:
- when heated, a large area is formed with changes in the properties of the material, therefore acetylene welding is not used in mechanical engineering;
- when connecting parts with a thickness of more than 5 mm, it is better to replace gas welding with manual or semi-automatic electric welding;
- high carbon steel connection not for oxy-acetylene welding;
- when joining with an overlap, the metal will be significantly deformed, and areas with significant stress will form in it;
- requires increased costs for materials and equipment compared to electric arc welding.
The main disadvantage is the high explosion hazard. But much of this depends on the human factor.
Failure to comply with safety rules and incorrect actions during a kickback are the main mistakes that lead to accidents. When working with acetylene, the welder must have skills above those that are sufficient for semi-automatic and automatic welding.
The acetylene welding method is most suitable for butt joints of parts. And the quality of the seam directly depends on the quality and purity of acetylene and oxygen.
Despite all the disadvantages and high explosion hazard, this type is the main one for welding thin-walled parts and some non-ferrous materials. To this you can add the fullness and neatness of the seam.
An electric arc welding joint cannot be as beautiful and reliable as a gas welding joint, especially with a non-rotating joint.
Information about the acetylene welding method
The main component in this type of welding is acetylene. It is obtained artificially by mixing water and calcium carbide. In the burner, a mixture of oxygen and oxygen is formed, the combustion of which allows one to create a high temperature.
The formula of acetylene is C2H2, its peculiarity lies in the structure of the molecule. In it, the carbon atoms form a high-energy triple bond, and there are also 2 weak hydrogen bonds.
As a result of the combustion of acetylene in an oxygen environment, a high temperature is created, which allows the edges of the parts to melt and firmly connect them to each other.
Difficulty of gas welding
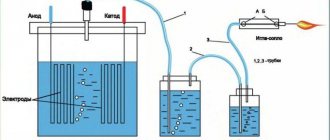
The main difficulty in welding with acetylene and oxygen is to obtain C2H2. Previously, this was done in a special apparatus, then the gas was supplied through hoses to the burner.
Oxygen was supplied to it from a cylinder, they mixed, and a flame formed. Calcium carbide and water were poured into the generator manually. This labor-intensive process was performed before each weld. After completing the work, the water was drained and the remaining carbide was reused.
Now it is much easier to carry out acetylene welding. You no longer need to manually mix water with carbide: there are special acetylene cylinders, you just need to connect them to the burner.
Description of technology
To carry out welding, first open the acetylene supply to the torch. An unpleasant odor indicates that it is coming out. Then they ignite the gas and slowly begin to supply oxygen from the cylinder.
The flame should turn blue. Oxygen and acetylene tanks have gearboxes. For the first gas, the pressure is set to 2 atm, and for the second - 2-4 atm. Large values complicate the welding process.
To work with ferrous metals, use a neutral-colored flame. It should not be allowed to be long, and its edge should be painted orange. If you set the torch incorrectly, then instead of welding the products, they will be cut.
During the gas welding process, under the influence of high temperature, the edges of the joined workpieces turn into a liquid state, and after they harden, a strong connection is obtained. Oxygen cylinders are painted blue, and acetylene cylinders are painted white.
Oxygen and acetylene cylinders.
Advantages of this method
When such a gas burns in an oxygen environment, a temperature is reached that exceeds the melting point of steel and other metals. A qualified welder using such equipment performs work efficiently and with high efficiency.
In addition, acetylene welding has such advantages as:
- high mobility (no electrical connection required);
- the ability to adjust the flame temperature (this allows you to prevent deformation of parts and joints, control the speed of work);
- convenient execution of a rotary seam when the distance to the wall is small (in other types of welding you have to make an operational joint);
- the ability to connect workpieces made of metals with different melting temperatures;
- the ability to weld thin-sheet products made of structural steel, copper, cast iron, brass (in such cases, other welding methods are ineffective);
- the use of different filler wires, which helps improve the quality of the weld.
We recommend reading: How to cook with an autogenous oven yourself
Disadvantages of using acetylene
Among the disadvantages of this welding method, the following should be noted:
- Acetylene is highly explosive, but a lot depends on the person.
- During operation, a large area of the joined products is heated, which leads to a change in the properties of the material. This method is not used in mechanical engineering.
- If you need to connect parts with a thickness of more than 5 mm, then it is better to use electric welding.
- Acetylene is not suitable for high carbon steel.
- If you overlap, then large stresses are formed in the products and they become deformed.
- Materials and equipment costs increase, unlike electric arc welding.
- Only an experienced welder can carry out the work.
Only an experienced specialist can handle acetylene welding.
What metals is it suitable for?
This type of welding is suitable for most ferrous and non-ferrous metals. It is practically indispensable when connecting thin-walled pipes and similar parts, when working with copper, cast iron, and structural steel workpieces.
Tools and materials
For acetylene welding you will need quite accessible and relatively inexpensive equipment. Previously, gas generators were used to produce gas, but now bottled acetylene is more common.
The cylinder is painted white. Bottled oxygen is used to maintain combustion. As a rule, they are transported on special trolleys.
Depending on the thickness of the metal being welded, several sizes of torch and nozzle are used. The smallest size a burner can have is zero, and the largest is fifth.
If strong heating of thick metal is necessary, the largest number with a hole is used, allowing the gas mixture to be supplied into the weld pool and ensuring normal heating of the joint.
Hoses with acetylene and oxygen are suitable for the burner. Attached using a threaded connection.
Reducers allow you to regulate the gas supply and reduce the pressure of the gas coming from the cylinder. The pressure in the oxygen cylinder is about 150 atm. In addition, the gearboxes protect the cylinder from blowback.
Depending on the type of material being welded, the filler wire can be made of steel or other metals with the addition of alloying additives. They improve the quality of the seam. For acetylene welding of steel water pipes, beaten electrodes for manual electric welding are used, but this is a more expensive option.
general information
Acetylene welding is a method of joining metals in which the key component is acetylene gas. Acetylene is produced by mixing calcium carbide with water. Previously, mixing was done manually in a special generator. Additionally, an oxygen cylinder, hoses, and a burner were used. The use of acetylene and oxygen in welding has become widespread.
There was always one “but”: a generator and the need to mix acetylene manually. This procedure was labor-intensive and was carried out before each welding. But there was one plus: after welding, the remaining gas could be drained and reused. But soon gas welding with acetylene began to be carried out using special cylinders containing acetylene gas. So now there is no need to manually change the calcium carbide and water.
Technological process of gas welding
The work process begins with opening the valves on the cylinders and adjusting the gas pressure using reducers. The optimal gas pressure value is 2 atmospheres. At higher pressures, flame adjustment may be difficult.
Open the acetylene supply valve on the burner and ignite the gas. Then, gradually opening the oxygen valve, we adjust the flame. For welding ferrous metals, a neutral torch flame is most often used. The torch itself consists of three parts, clearly visible to the naked eye.
Blue color with a slight greenish tint has a core that is located inside the flame.
Next comes the working area, which is responsible for the heating and quality of the seam during the acetylene welding process. This is a reducing flame and is typically light blue in color.
The largest part is the burner torch. It is responsible for heating the metal.
To set a neutral flame, you need to lean the burner against any metal surface and adjust it with the gas supply valves. The core does not have to be very large, and the reduction flame is adjusted to a specific color.
First, the torch size is set. This is done by injecting acetylene. Then gradually increasing the oxygen supply, we achieve a normal flame.
In this case, you should not make a very powerful flame. It will increase not only the speed of acetylene welding, but also increase the number of burns and undercuts of the seam. Therefore, adjustment is one of the main operations that facilitates welding work.
You cannot display a long and orange torch color. Such combustion will reduce the quality of the weld by introducing excess carbon into the weld pool.
Description of the acetylene welding process
Before work, you need to adjust the gas pressure. To do this, open the reducers on the cylinders and set the required values (within 2 atm.). At higher rates it is more difficult to regulate the flame.
Setting the burner flame
First, acetylene is supplied and the burner is ignited. Smoothly open the oxygen valve and regulate the flame.
The torch structure has 3 visible parts:
- core - located inside the flame, has a greenish-blue color;
- working area – has a light blue color (the reduction flame heats the seam and is responsible for its quality);
- the largest part of the flame (torch) heats the metal.
When making adjustments, the burner is brought to a metal surface and the gas supply valves are set to the required mode. The flame core should not be large. Achieve the required color of the reduction flame.
The size of the torch is set using the supply of acetylene. It is not worth making the fire powerful: this leads to an increase not only in the welding speed, but also in the likelihood of undercutting the seam and burning through the workpiece. A long torch introduces excess carbon into the welding zone, which reduces the quality of the resulting weld.
Welding flame.
Additive introduction
Depending on how the burner is operated, the additive is supplied in different ways. If it is pushed towards itself, then the product is first heated to form a weld pool, and then the wire is fed.
The burner is directed at an acute angle to the parts to be joined. This is an easier way. Remove a drop from the wire onto the heated metal and stretch it along the seam. To avoid burns, move the burner in a circle or in the shape of a crescent.
If the work is done on your own, then first place the wire and then the burner. This option is used when connecting thick products.
The molten metal of the joined products fills the weld pool simultaneously with the additive. The welder requires great skill to mix the base material and additive evenly. If done incorrectly, you will end up with a relaxed seam.
To obtain a high-quality connection, it is important that when joining pipes or thin-walled products, the gap between them is minimal. Large parts are first tacked in several places and then acetylene welding is performed.
Gas welding diagram.
Choosing the right mode
When welding different metals, the following operating modes are used:
- Steel. It is not recommended to weld high-carbon steel in this way, but for low-carbon steel, gas welding is suitable in any way. To improve the quality of the seam, use low-carbon steel wire. The combustion power should not be more than 120 dm³/h. It is better to drive the burner away from you.
- Alloy steel. It has high thermal conductivity, which complicates the process of welding with acetylene. High-alloy steels should not be welded using this method. Low-alloy steels are welded with a normal flame using fluxes; chromium-nickel steels are welded with a normal flame of low power. For heat-resistant and corrosion-resistant wires, special wires are used as an additive.
- Cast iron. The work is carried out with a normal or carburizing flame. If it is oxidizing, the connection will be weak.
- Copper. It is characterized by high fluidity, thermal conductivity and low melting point. When connecting such parts, their edges are brought together without a gap or an additive made of pure copper is used. Fluxes help deoxidize the seam and remove impurities.
- Brass. It cannot be welded using electric arc welding. The flame temperature should be within 900°C. This is enough to create a strong connection, while the zinc from the alloy will not completely burn out. To reduce its evaporation, the percentage of acetylene in the mixture is increased to 35%, flux and brass wire are used.
- Bronze. The work is performed with a restoring flame, because Tin, aluminum, and silicon quickly evaporate from the metal. The same fluxes are used as for copper, brass, a bronze additive, and 0.5% silicon is added for deoxidation.
We recommend reading Description of the thermite welding process
Heating the metal
Before cooking, you need to warm up the workpiece. To do this, the flame is directed at it at a right angle so that there is a distance of 1-3 mm between the core and the workpiece. When heated, the metal acquires a red color, then becomes light yellow and forms a weld pool.
First, make several oscillatory arc-shaped movements, then move the burner to 30-40° and apply the additive. It is either placed in a liquid bath or directed in drops to the joint area.
During the process, the torch continues to make arcing movements and slowly moves along the seam line. They work so that the flame core does not enter the weld pool.
Warming up the metal before welding.
How to close the burner
Upon completion of work, the burner must be closed correctly:
- shut off the acetylene supply;
- Purge the system with oxygen and close the oxygen supply valve.
Completion of welding work
At the final stage of work, the remaining gas is released from the hoses. To do this, open the taps on the burner (the valves on the cylinders must be closed) and close them when the pressure gauge needle drops to 0.
First, the quality of the seam is checked visually. Before inspection, it is cleaned of slag, scale and metal splashes. The seam should be tight, 5-6 mm wide, 1-2 mm high, the scales should be evenly spaced.
To determine the quality of the connection in the depth of the seam, non-destructive testing methods are used:
- radiation flaw detection;
- penetrant flaw detection;
- ultrasonic flaw detection;
- magnetic control.
For a more detailed visual inspection, use a magnifying glass with a magnification of 5-10 times and additional illumination of the seam.
Carrying out ultrasonic flaw detection.
Basic methods of maintaining the torch and filler material
Specialists use two ways of holding the instrument: “pull” and “pull”.
When driven from yourself, a wire is located in front of the burner. This method is used when welding structures of large thickness. In this case, the molten metal of the parts and additives simultaneously fills the weld pool.
This method requires the welder to ensure uniform mixing of the base and filler metal. If there is insufficient amount of wire melt, the seam becomes weakened.
With the “pull” acetylene welding method, the torch comes first, and when the base metal is melted, metal from the wire is added to the bath. Here you need to position the burner correctly.
It should go at an acute angle in relation to the parts. This method is the simplest. You need to heat the metal, remove a drop from the wire and stretch it along the seam. According to this principle, the seam leg is formed.
For greater convenience and to prevent the formation of burns, the burner is moved either in a crescent or in a circular motion.
A major role in the quality of the connection is played by the correct joining of parts and the absence of large gaps when welding thin sheets or pipes. It should be remembered that before acetylene welding, the parts must be grabbed in several places. On small diameter pipes, tacks are made after about 1200.
The performance of welding work is also influenced by the characteristics of the metal being welded.
Mode selection
To increase the quality of the seam and its tightness, depending on the material, you need to know some secrets of professional gas welders.
High-carbon steels are welded very rarely using acetylene welding. But low-carbon structural steels are the area of application for gas welding.
In this case, good results are achieved in any spatial position of the seam. The average combustion power should not exceed 120 cubic decimeters per hour.
The best way is to operate the burner away from you. The additive must be used from low-carbon steel, but electrodes for electric welding can be beaten. When the metal melts, silicon and manganese come out of it and a coarse-grained steel structure is formed. Wire made of ST.2, with a silicon content of less than 1% and manganese of 1.1%, will provide a homogeneous weld in structure.
Alloy steel is not recommended to be welded using the acetylene method. With strong heating, parts become deformed, so when welding some grades of steel, the following recommendations must be followed.
Fluxes must be used to join low-alloy steels. Welding with acetylene is carried out with a normal flame. The torch should be operated at low power with a low flame when welding steel with high chromium and nickel content.
To join heat-resistant steels, an additive containing 21% nickel and 25% chromium is used. It will be easier to weld steel with high corrosion resistance if you use wire containing nickel, chromium and molybdenum.
Working with cast iron, copper and brass
Before welding cast iron, it is necessary to warm up the joint and only then carry out the work. Otherwise, white cast iron is formed in the structure of the base metal, and the joint becomes brittle. The work is carried out with a normal flame.
Welding of copper parts is carried out without breaks and preliminary tacks. There is no gap between the parts. Copper is a very fluid material when heated and is a very thermally conductive material. Therefore, it is necessary to set a more powerful burner flame. It is better to carry out acetylene welding under a layer of flux to prevent oxidation of the joint.
Welding brass using acetylene and oxygen is the best option for this material. The melt temperature should not exceed 9000, while the zinc does not completely evaporate. Thanks to acetylene welding, a reliable seam is formed, removing 25% of this metal from the weld pool.
It is necessary to maintain a low content of combustible gas in the mixture, this will allow zinc to evaporate in the required volume. For best results, it is necessary to use fluxes and a high-quality additive. Using gas welding, you can also weld bronze parts and other metals.
Technology
First, acetylene is supplied for welding until a characteristic pungent odor appears. We light the burner and gradually supply oxygen. A nice blue flame should form. Acetylene and oxygen cylinders are usually equipped with reducers. Set the acetylene pressure from 2 to 4 atmospheres, and the oxygen pressure to 2 atmospheres. These are the optimal values. We do not recommend using higher pressure as it will only make the welding process more difficult. If you are welding ferrous metals with acetylene and oxygen, we recommend achieving a neutral flame. It can be visually distinguished from any other because the flame consists of three "layers": the inner one is usually bright blue or greenish in color, the middle one is pale blue, and the outer one.
In general, there are 4 types of flame produced with acetylene. But most often it is the neutral flame that is used; it is relatively universal. Here we will not describe in detail how to achieve a neutral flame, since it is a complex process. If you wish, you can find additional training materials. Let's just say that it is important not to allow a long flame to appear, the end of which is orange. In addition, an incorrectly adjusted flame can simply cut metal instead of melting, so it is important to pay more attention to this topic during training.