Protect your eyes | 05/25/2016
Argon welding is a modern welding using a non-consumable tungsten electrode in an inert gas environment. Such welding protects the metal from interaction with an oxygen environment, which causes its oxidation and nitriding. The inert gas argon is most often used as protection during operation, but it is possible to use nitrogen, helium and various gas mixtures. In TIG welding, Ar (argon) is widely used, but He (helium) is used in rare cases to solve certain production problems.
Gas components are constantly used in this welding. Indeed, argon does not form an explosive mixture with the atmosphere. It is slightly heavier than air and more practical for welding than helium. But the arc itself, when using helium, has 1.5–2 times more energy than when using the same argon. A mixture with the following components is widely used during welding: 35–40% pure argon plus 60–65% pure helium. Argon completely stabilizes the arc, and helium efficiently fuses the metal.
Tig welding has only two international names. TIG – welding with non-consumable special tungsten electrodes in an inert gas environment. MIG/MAG - welding with the electrode wire itself directly in an environment of inert argon or even carbon dioxide.
Marking of tungsten electrodes
Tungsten electrodes are used in argon arc welding. The use of tungsten in this case is justified, since it is refractory - able to withstand high temperatures without melting.
Currently, our industry produces electrodes with a length of 175 mm and the following diameters: 1 mm; 1.6 mm; 2 mm; 2.4 mm; 3.2 mm; 4 mm. The difference between sizes is due to the need to work with certain ranges of welding currents:
- 1 mm – up to 50 A;
- 1.6 mm – up to 100 A;
- 2 / 2.4 mm – up to 200 A;
- 3.2 mm – up to 300 A;
- 4 mm – over 300 A.
Tungsten electrodes for argon arc welding are made from pure tungsten, as well as calibrated and lanthanum, which help improve the quality and stability of the welding arc. The brand of electrodes is qualified based on the percentage of impurities and additives. Currently, there are only three categories of tungsten welding electrodes:
- DC (WY, WT);
- AC (WZ, WP);
- universal (WL, WC).
The consumption of the number of electrodes when using argon welding depends on the type of welding itself, the diameter of the rod used, the type of current and a number of additional indicators.
Tungsten electrodes for TIG welding have the following markings, indicated by color codes: WP (green): electrodes consist of pure tungsten, used for welding metals such as magnesium, aluminum and their various alloys. The current is alternating, they are not used at constant current, since they are much more difficult to sharpen than others. WZ (White): The composition of these electrodes includes zirconium oxide. The welding arc has high stability. They are used for welding bronze, aluminum, nickel, as well as their alloys. WT (red): Thorium oxide is used as an additive to the basic chemical elements. This brand of electrodes is widely used, but it must be remembered that thorium is a low-radioactive metal. When using argon welding, additional safety requirements must be observed. The room must be equipped with a ventilation system. These electrodes are necessary when welding parts made of stainless steel, tantalum, and molybdenum. WY (dark blue): used in special cases for welding critical, complex joints in structures made of both carbon steels and low-alloy steels. Also necessary when welding stainless steels and titanium. WL (gold): These electrodes are universal. They weld a wide variety of steel and alloy compositions. Required for AC and DC current. WC (gray): also a universal electrode for argon welding with both alternating and direct types of electric current. Cerium oxide is used as an additive.
general information
Tungsten electrodes are metal rods with an average length of 175 millimeters. They can be made of pure tungsten or with admixtures of other metals. Used only for semi-automatic or fully automatic argon welding. Instead of argon, you can use any other protective gas, for example, helium.
The characteristics of tungsten electrodes are as follows. The melting point reaches 3400 degrees Celsius, which is a very high value. Therefore, during the welding process, the electrode practically does not change in size, although slight evaporation of the metal is possible. Therefore, such rods are called non-melting.
We wrote above that tungsten electrodes can be made not only from pure tungsten, but also with the addition of other metals. This is necessary to improve the properties of the electrode. For example, to stabilize the arc or for welding refractory materials.
Tungsten electrodes have their own markings. Typically, the marking of tungsten electrodes consists of two Latin letters and a number. In order to better remember a brand, it is not necessary to look at the name. You can just remember the color. Each brand has its own color, which is used to color the end of the electrode. All brands can be divided into three categories: for working with direct current, with alternating current and universal. Let's take a closer look at them. We will tell you about the most popular brands.
Sharpening tungsten electrodes
Before DC welding, tungsten electrodes must be sharpened. It is important to adjust the angle and direction of sharpening so that the tip of the electrode becomes very sharp. This is necessary so that the welding arc is completely focused on the small diameter of the weld pool. The weld pool is the volume of completely molten metal formed during fusion welding at high temperatures. The formation of such a weld pool is the main stage in obtaining permanent joints during fusion welding, since the geometric dimensions of the seams depend on the shape and size of the pool. If the electrode is not sharpened, the arc will be too large in diameter and the heat input will be insufficient. To weld metals using alternating current, the electrode also needs to be sharpened. But in this case, the tip of the electrode should be slightly blunted. When welding with alternating current, the tungsten electrode heats up more and melts a little, which is what is required to obtain a more diffuse arc. In order for the electrode to keep its shape, you need to correctly select the diameter of the electrode depending on the diameter of the welding seams.
Application and features of welding
It should be noted that the use of tungsten electrodes ensures the stability of the welding mode and a constant welding arc. These properties ensure high quality welds. Welding with these materials shows maximum efficiency in a shielding gas environment. This type of welding work is used to join materials such as molybdenum, nickel and some others.
A tool of this type is classified as non-consumable, but in the technological process it is used simultaneously with filler wire. Tungsten products are used to join metals of different compositions.
No coating is applied to the surface of products made of tungsten and its alloys. During the work process, the welder supplies the filler material separately; as a rule, it is also made in the form of a rod or wire.
The protection of the weld pool from the effects of atmospheric oxygen is provided by the gas that surrounds it; for these purposes, argon, carbon dioxide, helium or a mixture are used.
In practice, rods with a length of 175 mm are most often used, but there are welding rods of shorter length - from 50 to 150 mm. The diameter of the materials used ranges from 1 to 8 mm. You can select the required product using special tables.
The quality of the work performed is, first of all, ensured by the chemical composition of the tungsten alloy. Thus, during their manufacture, the following chemical substances are added to the alloy: thorium, zirconium and a number of others. These additives increase the resistance of the rods to melting, and, of course, improve the quality of welding.
The welder must constantly monitor the condition of the working tip of the tungsten rod. The point is this: the work of the arc on the surface of the parts depends on the shape of the tip. Its shape influences the quality of the weld, its shape and size. That is why the tip of the product must always be sharpened. In practice, they apply the rules and form of sharpening that are acceptable for certain types of work.
The sharpening shape is determined by the brand of the product, so the WP tip should be made in the form of a sphere, on the WT there should be a slight convexity at the end, but WC brand welding rods are sharpened to a cone.
The size of the processing (sharpening) of the end of the rod is determined according to the following form - its diameter is multiplied by 2.5. That is, a product with a diameter of 3 mm must be processed at a distance of 7.5 mm. In addition, it must be taken into account that depending on the materials being welded and the strength of the welding current, the sharpening angles should be different. Failure to comply with these rules may result in a reduction in the operating time of the tool.
So, if the tip is tucked unevenly, this can lead to the deviation of the arc from the specified direction. An incorrectly selected width will lead to a defect such as lack of penetration.
Despite the many advantages of these products, there is at least one significant drawback - the difficulty of igniting and maintaining the arc.
To eliminate this drawback, arc ignition is performed in several steps:
- They create a short circuit on the body of the workpiece.
- Removal of the electrode from the workpiece to a predetermined distance.
To perform this operation, a zirconium filler is added at the welding site. This method allows you to ignite a high-quality arc.
TIG welding with consumable electrode
The electrode in this case is a metal rod. It is covered with a layer of rutile. The welding arc is ignited by molten metal vapors, which give ionization in argon. The oscillator is not used in this case.
Prices for electrodes in these categories depend not only on the country of origin, but also on the pricing policy of the enterprises that produce them. Currently, tungsten electrodes have the following cost:
- WP brand electrodes – from RUB 3,657/kg;
- WZ brand electrodes – from 5000 rub/kg;
- WT brand electrodes – from 5000 rub/kg;
- electrodes brand WY – from 5000 rub/kg;
- electrodes brand WL – from 5000 rub/kg;
- WC brand electrodes – from 4730 rub/kg.
Features of argon arc welding and its technology
Argon arc welding involves joining metals under argon protection . There are two methods of such welding, manual and automatic, let's look at them below.
Manual welding using a tungsten electrode under argon protection consists of the following steps:
- supplying argon and current to the burner. Then the second phase is brought to the welding surface. An arc appears between the electrode attached to the torch and the surface, to which the filler wire is fed;
- The arc is ignited using a carbon plate. This will not damage the surfaces being welded and will protect the seam from possible contamination;
- the arc is excited by an oscillator;
- We monitor the movement of the electrode so that it moves strictly along the seam. Otherwise, work is interrupted to prevent it from melting.
With this method, it is possible to use alternating current when welding .
Automatic argon arc welding with tungsten-based elements is mainly used to connect pipelines at non-rotating joints. For this purpose, different devices of different designs are used, which are responsible for the entire welding process. The welding arc appears between the end of the wire and the metal surface. In this case, the electrode acts as the wire end. But at the same time, devices for this type of work cannot be used in a number of jobs, in particular, due to the fact that short seams cannot be made in this way.
Tungsten-based devices for argon arc welding can be used if they are equipped with such markings as:
- WZ;
- WY;
- WT;
- W.P.
They are reliable and versatile in use, and some of them can be used to join even thin metal sheets.
WC-20
Tungsten electrodes
WC-20
(in addition to pure tungsten, it contains 2% cerium oxide) belong to the group of universal ones, as they are suitable for welding with
direct (straight polarity) and alternating current
, as well as for various metals: stainless steels, molybdenum, tantalum , copper, nickel, titanium, as well as their alloys. Among the distinctive features of this type of electrodes are complete safety for human health, resistance to increased values of welding current, and balanced consumption of the electrode during the welding process.
It should be remembered that the closer the welding current value is to the maximum when working with a WC-20 electrode, the more cerium oxide is concentrated at the junction with the welding arc, and this can affect the quality of the weld.
It is read that
WC-20 are excellent for welding pipeline root seams, orbital welding, and welding of thin-sheet steel products.
WT-20
Tungsten electrodes
W T - 20
(the composition, in addition to pure tungsten, includes 2.0% thorium oxide) are most widespread in Russia, as for decades they have shown high efficiency, stability and relative versatility.
These electrodes are suitable for welding all types of steel, as well as tantalum, molybdenum and many other materials with direct current .
Technically they are capable of operating on alternating current, but are not designed for this.
They have easy arc ignition and relative durability. But a significant disadvantage of WT-20
at the moment reduces their consumption - thorium is
a radioactive
chemical element.
Dust from an electrode during sharpening, inhaled into a person's lungs, can have a significant impact on his health. Poorly ventilated areas intended for working with WT-20 and the long-term nature of the work themselves are also dangerous. All of the above does not mean that you should immediately abandon thorium tungsten electrodes, but it is advisable to strictly observe safety precautions
when working with them.
Color marking
A tungsten electrode for argon welding can be made from both pure metal and material with impurities.
The use of various additives can improve the stability of the arc. Depending on the impurities used, classification is carried out according to properties. Tungsten welding can be performed using different currents, both in magnitude and type. There are three groups that differ in the type of operating current:
- constant;
- variable;
- universal (suitable for different types of current).
Classification
To simplify the work of welders, all tungsten electrodes are classified - color marking is used for this. It complies with the international standard DIN EN 26848, which means that no matter in which country they were produced, the welder will know what current to weld and what parts they are suitable for. The color of a tungsten electrode indicates its main characteristics - rod size, chemical composition, type of suitable current. The following colors are used for marking: green, gray, red, blue, gold, white, dark blue.
Each color has a corresponding alphanumeric expression:
- the first index indicates W - indicates that the base metal is tungsten;
- the second symbol indicates the element used as an impurity (additives of other metals make it possible to obtain the required current conductivity, the necessary fusibility and arcing characteristics);
- the first number indicates the proportion of alloy per 1000 parts of tungsten (the number 30 indicates that the impurity concentration is 3%);
- the second number indicates the length (20 indicates that the stubble is 200 mm long).
Explanation of markings, scope of application of different brands
Let's take a closer look at the purpose of a tungsten electrode with one or another marking.
- WP (green) – The green color of a tungsten electrode indicates that it is made of pure tungsten (no other metal impurities). They are intended for welding workpieces made of aluminum, magnesium and their alloys; the welding process occurs using alternating current.
- WC (gray) – the presence of the “C” index indicates the presence of cerium impurities in the composition. This is a universal type that is suitable for welding workpieces using both direct and alternating current.
- WT (red) - red tungsten electrodes contain thorium dioxide. These tungsten electrodes have high strength and can be used for DC welding of various metals. They mainly weld steel, non-ferrous metals, carbon-containing alloys, and stainless steel. A special feature of products with thorium additive is the presence of slight radioactivity (thorium is a radioactive element), so work with them must be carried out strictly according to safety rules.
- WY (dark blue) - this electrode color indicates the possibility of using materials such as titanium, copper, low- and high-alloy steels for DC welding. Used for welding particularly critical structures and parts with complex shapes.
- WZ (white) – welding with a white tungsten electrode is performed using alternating current. The rods contain zirconium oxide and are suitable for working with copper and aluminum workpieces.
- WL (blue, golden) – the rods contain lanthanum, these tungsten electrodes are the same in purpose, the color indicates the different lanthanum content; in blue electrodes – 1.5% impurities, in golden-colored products – 2%; W-variety is suitable for DC/AC.
WL-15
Tungsten electrodes
W L - 15
(in addition to pure tungsten, it contains 1.5% lanthanum oxide) belong to the group of universal ones, as they are suitable for welding with
direct (straight polarity) and alternating current
, as well as for various metals: all types of steels , copper, bronze, aluminum and its alloys. Among the distinctive features of this type of electrodes are complete safety for human health, high wear resistance, absence of burns, increased duration of maintaining the sharpness of the electrode (ahead of even WL-20), and easy ignition of the arc.
Electrodes
the W L - 15 brand are excellent for welding any products from all types of steel .
They are good for beginners in argon arc welding, as they can smooth out incorrect machine settings during operation (their versatility, safety and stability play a role). If you sharpen the WL-15 electrode correctly, it will also cope with welding aluminum, magnesium, and their alloys.
Stamps
Electrodes are produced under the brands EVCH, EVL, EVI, EVT, etc. As a rule, the designation contains the letter E, which indicates that this material is an electrode, the letter B - tungsten, the letters CH, L, I, T - inform about additive contained in the product.
Depending on the standard to which the tungsten electrode is manufactured, the chemical composition may vary slightly for the same brand. For example, in accordance with GOST 23949-80 EVL tungsten must contain at least 99.95% W. At the same time, another standard TU 48-19-527-91 says that products can be made from EVL-2 tungsten, W content in which it is already 97.90-98.30% W. The mass fractions of lanthanum oxide, as well as the amount of impurities, differ accordingly.
| Brand | Mass fraction of tungsten, not less | Additive |
| EHF | 99,92 | Absent |
| EVL | 99,95 | Lanthanum oxide |
| EVI-1 | 99,89 | Yttrium oxide |
| EVI-2 | 99,95 | Yttrium oxide |
| EVI-3 | 99,95 | Yttrium oxide |
| SVI-1 | 97,62 | Yttrium oxide |
| EVT-15 | 99,91 | Thorium dioxide |
Additives are introduced to improve the properties of alloys.
The chemical composition of the described materials is regulated by the standards GOST 23949-80, TU 48-19-527-91, TU 48-19-221-83, TU 48-19-27-88.
Tungsten electrodes are actively used not only in our country, but throughout the world. Accordingly, international product labeling has been developed. Its principle is very similar to the approach regulated by Russian state standards and technical specifications.
The international brand always contains the letter W, denoting tungsten. This is followed by letters indicating the additive (alloying element). Their list is the same as in domestic regulatory documents: P - pure metal; L—lanthanum; Y—yttrium; T—thorium; C - cerium; Z - zirconium. The last section of foreign markings contains information about the amount of alloying element.
An example is the WY-20 brand - a non-consumable tungsten electrode with a yttrium additive, the mass fraction of which is 2%.
Product color coding
In appearance, tungsten electrodes with various additives do not differ in any way - they are round rods of the same length. However, the welding characteristics of different brands vary significantly. To make it easier to work with products and minimize the likelihood of choosing the wrong electrode, colored marks are applied to them. Each color corresponds to a specific brand.
Below is the correspondence:
- brown, white - WZ-4, WZ-8 (zirconium oxide);
- green - WP (tungsten without additives);
- black, gold, blue - WL-10, WL-15, WL-20 (lanthanum oxide);
- dark blue - WY-20 (yttrium oxide);
- yellow, red, purple, orange - WT-10, WT-20, WT-30, WT-40 (thorium oxide);
- pink, gray - WC-10, WC-20 (cerium oxide);
- turquoise - WS-2 (a mixture of rare earth metal oxides).
WL-20
Tungsten electrodes
W L - 20
(in addition to pure tungsten, it contains 2.0% lanthanum oxide) belong to the group of universal ones, as they are suitable for welding with
direct (straight polarity) and alternating current
, as well as for various metals: all types of steels , copper, bronze, aluminum and its alloys. Among the distinctive features of this type of electrodes are complete safety for human health, high wear resistance, no burns, increased retention of electrode sharpening (second only to WL-15), easy arc ignition, stable operation at low currents (ahead of WL-15).
Electrodes
the W L - 20 brand are excellent for welding any products from all types of steel .
They are good for beginners in argon arc welding, as they can smooth out incorrect machine settings during operation (their versatility, safety and stability play a role). If you sharpen the WL-20 electrode correctly, it will also cope with welding aluminum, magnesium, and their alloys.
Sharpening
The shape of the electrode tip affects the stability and energy of the electric arc.
They, in turn, determine the dimensions of the weld pool, the depth and width of the resulting seam. In addition to the parameters of the workpieces, when choosing a sharpening shape, the type of electrode is also taken into account. The common shape for all electrodes is a cone with an acute inclination angle. For grades P, L, a small ball is formed at the tip of the cone. This allows you to withstand high thermal loads. For rods with the addition of thorium (grade T), only a small semicircular protrusion is formed.
A machine used for sharpening electrodes.
Sharpening is carried out using several methods:
- manual sharpening machine;
- electric sharpener;
- specialized machine;
- chemical influence.
During welding, tungsten rod does not melt like fusible electrodes. But some burnout occurs. Therefore, from time to time the sharpness of the tip should be checked and, if necessary, sharpened again.
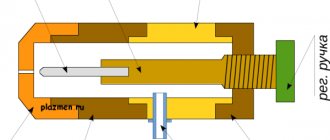
Welding equipment
If a tungsten electrode is used for argon welding, a special set of equipment is required. It includes:
- source of direct or alternating current;
- burners with a non-consumable electrode installed on it;
- containers into which inert gas is pumped;
- sleeves (hoses) for supplying gas to the workspace.
Electrodes are made of tungsten or its compounds. Its melting point is 3,380 degrees Celsius, which allows it to be used to work with almost all metals. It does not melt during operation; the only thing required is to sharpen it in accordance with certain requirements. The electrode is installed in the burner, and the part of the electrode that does not take part in the work is protected by a cap. This is necessary to prevent it from shorting to ground.
The burner has a button that supplies gas and voltage. A ceramic nozzle is installed at the end of the burner. The tip of the electrode comes out of it. Hoses through which gas is supplied are connected to the burner handle.
After the welder presses the button, the supply of gas and electricity begins. The gas coming from the nozzle isolates the weld pool from the effects of gases contained in the atmosphere.