Берегите глаза | 25.05.2016
Аргонная сварка – это современная сварка с применением неплавящегося электрода из вольфрама, в среде инертного газа. Такая сварка ограждает металл от взаимодействия с кислородной средой, вызывающей его окисление и азотирование. В виде защиты чаще всего при работе применяется инертный газ аргон, но возможно использование азота, гелия и различных газовых смесей. В TIG сварке, Ar (аргон) имеет повсеместное применение, а вот He (гелий) используют в редких случаях, для решения определённых производственных задач.
Постоянное применение в данной сварке имеют газовые составляющие. И действительно, аргон не образует с атмосферой взрывоопасной смеси. Он немного тяжелее чем воздух и более практичен при сварке, чем гелий. Но сама дуга при применении гелия имеет в 1,5–2 раза больше энергии, чем при использовании того же аргона. Повсеместное применение при проведении сварочных работ имеет смесь с такими составляющими: 35–40% чистого аргона плюс 60–65% чистого гелия. Аргон полностью стабилизирует дугу, а гелий качественно сплавляет металл.
У аргонодуговой сварки всего два международных названия. TIG – сварка неплавящимися специальными электродами из вольфрама в среде инертного газа. MIG/MAG – сварка самой электродной проволокой непосредственно в среде инертного аргона или даже углекислого газа.
Маркировка вольфрамовых электродов
В аргонодуговой сварке используют вольфрамовые электроды. Использование вольфрама в этом случае оправдано, так как он тугоплавкий – способен выдерживать высокие температуры не плавясь.
В настоящий период времени наша промышленность выпускает электроды длиной 175 мм и такими диаметрами: 1 мм; 1,6 мм; 2 мм; 2,4 мм; 3,2 мм; 4 мм. Разница между размерами обусловлена необходимостью работы при определённых диапазонах сварочных токов:
- 1 мм – до 50 А;
- 1,6 мм – до 100 А;
- 2 / 2,4 мм – до 200 А;
- 3,2 мм – до 300 А;
- 4 мм – свыше 300 А.
Вольфрамовые электроды для аргонодуговой сварки производятся из чистого вольфрама, а также тарированного и лантанированного, что способствуют повышению качества и стабильности сварочной дуги. Марка электродов квалифицируется от процентного содержания примесей и добавок. В настоящее время существует всего три категории вольфрамовых сварочных электродов:
- постоянного тока (WY, WT);
- переменного тока (WZ, WP);
- универсальные (WL, WC).
Расход количества электродов при использовании аргонной сварки зависит от типа самой сварки, диаметра применяемого прутка, вида тока и ещё ряда дополнительных показателей.
Вольфрамовые электроды для аргонодуговой сварки имеют следующую маркировку, обозначенную цветовыми кодами: WP (зелёный): электроды состоят из чистого вольфрама, используются для сварки таких металлов, как магний, алюминий и их разнообразных сплавов. Ток переменный, на постоянном не применяются, так как заточить их гораздо сложнее, чем другие. WZ (белый): состав этих электродов включает оксид циркония. Дуга при сварке имеет высокую стабильность. Применяются при сварке бронзы, алюминия, никеля, а так же их сплавов. WT (красный): в качестве добавки к основным химическим элементам используется оксид тория. Эта марка электродов имеет широкое применение, но необходимо помнить, что торий является низкорадиоактивным металлом. При использовании аргонной сварки необходимо соблюдать дополнительные требования безопасности. Помещение должно быть оснащено системой вентиляции. Данные электроды необходимы при сварке деталей из нержавеющей стали, тантала, молибдена. WY (тёмно-синий): применяются в особых случаях для сварки ответственных, сложных соединений в конструкциях как из углеродистых сталей, так и из низколегированных. Необходим также при сварке нержавеющих сталей и титана. WL (золотистый): эти электроды универсального действия. Ими осуществляется сварка самых разных составов сталей и сплавов. Неоходимы для переменного и постоянного тока. WC (серый): также универсальный электрод для аргонной сварки как на переменном, так и на постоянном видах электрического тока. В качестве добавки служит оксид церия.
Общая информация
Вольфрамовые электроды — это металлические стержни длиной в среднем 175 миллиметров. Могут быть изготовлены из чистого вольфрама или с примесями других металлов. Используются только при полуавтоматической или полностью автоматической аргоновой сварке. Вместо аргона можно использовать и любой другой защитный газ, например, гелий.
Характеристики вольфрамовых электродов следующие. Температура плавления достигает 3400 градусов по Цельсию, это очень высокое значение. Поэтому за время сварочного процесса электрод практически не меняется в размере, хотя и возможно небольшое испарение металла. Поэтому такие стержни называют неплавящимися.
Выше мы писали, что вольфрамовые электроды могут быть изготовлены не только из чистого вольфрама, но и с добавлением других металлов. Это необходимо для улучшения свойств электрода. Например, для стабилизации горения дуги или для сварки тугоплавких материалов.
У вольфрамовых электродов есть своя маркировка. Обычно маркировка вольфрамовых электродов состоит из двух латинских букв и цифры. Для того, чтобы лучше запомнить марку, необязательно смотреть на название. Можно просто запомнить цвет. Каждой марке присущ свой цвет, которым окрашивается конец электрода. Все марки можно разделить на три категории: для работы с постоянным током, с переменным и универсальные. Давайте рассмотрим их подробнее. Мы расскажем о самых популярных марках.
Заточка вольфрамовых электродов
Перед сваркой на постоянном токе вольфрамовые электроды необходимо заточить. Угол и направление заточки важно скорректировать так, чтобы кончик электрода стал очень острым. Это необходимо для того, чтобы сварочная дуга была полностью сфокусирована на малом диаметре сварочной ванны. Сварочная ванна – это объём полностью расплавленного металла, образовавшегося при сварке плавлением при высоких температурах. Образование такой сварочной ванны – главный этап получения неразъёмных соединений при сварке плавлением, так как от формы и размеров ванны зависят геометрические размеры швов. Если электрод не будет заточен, то размер дуги будет слишком большим в диаметре и тепловложение окажется недостаточным. Для сварки металлов на переменном токе электрод тоже нужно заточить. Но в этом случае кончик электрода должен быть немного притуплен. При сварке на переменном токе вольфрамовый электрод сильнее греется и немного подплавляется, что и требуется для получения более рассеянной дуги. Чтобы электрод держал форму, нужно правильно подбирать диаметр электрода в зависимости от диаметра сварочных швов.
Применение и особенности сварки
Необходимо отметить, что применение электродов из вольфрама обеспечивать стабильность режима сварки, постоянную сварочную дугу. Эти свойства обеспечивают получение сварных швов высокого качества. Максимальную эффективность сварка этими материалами показывает в среде защитных газов. Такой вид сварочных работ применяют для соединения таких материалов, как молибден, никель и некоторых других.
Инструмент этого типа относят к неплавящимся, но в технологическом процессе его применяют одновременно с присадочной проволокой. Вольфрамовые изделия применяют для соединения металлов разного состава.
На поверхность изделий, выполненных из вольфрама и его сплавов, не наносят никакой обмазки. Присадочный материал в процессе работы сварщик подаёт отдельно, как правило, он тоже выполнен в виде прутка или проволоки.
Защиту сварочной ванны от воздействия атмосферного кислорода обеспечивает газ, который её окружает, для этих целей применяют аргон, углекислоту, гелий или из смеси.
На практике чаще всего применяют прутки длиной 175 мм, но существуют сварочные прутки и меньшей длины — от 50 до 150 мм. Диаметр применяемых материалов лежит в диапазоне от 1 до 8 мм. Выбрать необходимое изделие можно с помощью специальных таблиц.
Качество выполняемых работ, в первую очередь, обеспечивает химический состав вольфрамового сплава. Так, при их изготовлении в сплав вносят добавки следующих химических веществ: тория, циркония и ряда других. Эти присадки повышают стойкость прутков к плавлению, и, само собой, улучшают качество сварки.
Сварщик должен постоянно отслеживать состояние рабочего кончика вольфрамового прутка. Дело заключается в следующем: от формы кончика зависит работа дуги на поверхности деталей. Его форма оказывает влияние на качество сварного шва, его форму и размеры. Именно поэтому кончик изделия должен быть всегда заточен. На практике применяют правила и форму заточки, которые приемлемы для тех или иных видов работ.
Форму заточки определяет марка изделия, так WP кончик должен быть выполнен в виде сферы, на WT на конце должна быть небольшая выпуклость, а вот сварочные прутки марки WC затачивают под конус.
Размер обработки (заточки) конца прутка определяют по следующей форме — его диаметр умножают на 2,5. То есть изделие с диаметром 3 мм необходимо обрабатывать на расстоянии в 7,5 мм. Кроме того, надо учитывать и то, что в зависимости от свариваемых материалов и силы сварочного тока углы заточки должны быть разными. Несоблюдение этих правил может привести к сокращению времени эксплуатации инструмента.
Так, если кончик заправлен неравномерно, это может привести к отклонению дуги от заданного направления. Неверно подобранная ширина приведёт к такому дефекту, как непровар.
Несмотря на множество достоинств этих изделий, существует как минимум один существенный недостаток — это сложности с розжигом и поддержанием дуги.
Для устранения этого недостатка розжиг дуги выполняют за несколько шагов:
- Создают короткое замыкание на теле заготовки.
- Отвод электрода от заготовки на заранее определённое расстояние.
Для выполнения этой операции в месте сварки добавляют циркониевую присадку. Такой метод позволяет выполнить розжиг качественной дуги.
Аргонодуговая сварка плавящимся электродом
Электродом в данном случае является стержень из металла. Он покрыт слоем рутила. Сварочная дуга зажигается из-за паров расплавленного металла, которые в аргоне дают ионизацию. Осциллятор в данном случае не применяется.
Цены на электроды этих категорий зависят не только от страны-производителя, но и от ценовой политики предприятий их выпускающих. В настоящее время вольфрамовые электроды имеют такую стоимость:
- электроды марки WP – от 3657 руб/кг;
- электроды марки WZ – от 5000 руб/кг;
- электроды марки WT – от 5000 руб/кг;
- электроды марки WY – от 5000 руб/кг;
- электроды марки WL – от 5000 руб/кг;
- электроды марки WC – от 4730 руб/кг.
Особенности аргонодуговой сварки и ее технология
Сварка аргонодуговым методом предусматривает соединение металлов под аргоновой защитой. Существует два способа такой сварки, ручной и автоматический , давайте рассмотрим их ниже.
Сварка ручным способом при применении вольфрамового электрода под аргоновой защитой состоит из следующих этапов:
- подведение аргона и тока к горелке. Затем вторая фаза приводится к сварочной поверхности. Между присоединенным к горелке электродом и поверхностью появляется дуга, к которой подается присадочная проволока;
- зажигается дуга посредством угольной пластины. Это не испортит свариваемые поверхности, и защитит шов от возможных загрязнений;
- дуга возбуждается посредством осциллятора;
- следим за движением электрода, чтобы он продвигался строго по шву. В противном случае работа прерывается, чтобы он не расплавился.
При таком способе допускается использование переменного тока при сварке.
Автоматическую аргонодуговую сварку с элементами на основе вольфрама в основном применяют с целью соединения трубопроводов в местах неповоротных стыков. Для этой цели применяют разные приборы разных конструкций, которые отвечают за весь сварочный процесс. Сварочная дуга появляется между концом проволоки и металлической поверхностью. При этом в качестве проволочного конца тут выступает электрод. Но при этом аппараты для данного вида работ нельзя применять в ряде работ, в частности, по причине того, что короткий шов таким способом не выполняется.
Приборы на основе вольфрама для аргонодуговой сварки можно применять, если они оснащены такими маркировками, как:
- WZ;
- WY;
- WT;
- WP.
Они надежны и универсальны в применение, а некоторые из них можно применять для соединения даже тонких металлических листов.
WC-20
Вольфрамовые электроды
WC-20
(в состав, помимо чистого вольфрама входит 2 % оксида церия) относятся к группе универсальных, так как подходят для сварки на
постоянном(прямой полярности)и переменном токе
, а также для различных металлов: нержавеющих сталей, молибдена, тантала, меди, никеля, титана, а также их сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, устойчивость к повышенным значениям сварочного тока, сбалансированное расходование электрода в процессе сварки.
Следует помнить, что чем ближе значение сварочного тока к максимуму при работе с электродом WC-20, тем больше оксида церия концентрируется на стыке со сварочной дугой, и это может влиять на качество сварочного шва.
Считается, что электроды марки
WC-20отлично подходят для сварки корневых швов трубопроводов, орбитальной сварки, а также сварки изделий из тонколистовой стали.
WT-20
Вольфрамовые электроды
WT—20
(в состав, помимо чистого вольфрама входит 2,0 % оксида тория) имеют наибольшее распространение в России, так как на протяжении десятилетий показывали высокую эффективность, стабильность и относительную универсальность.
Данные электроды подходят для сварки всех типов стали, а также тантала, молибдена и многих других материаловна постоянном токе.
Технически способны работать и на переменном токе, но не предназначены для этого. Обладают легким поджигом дуги, относительной долговечностью. Но
существенный минусWT-20
в данный момент снижает их потребление — торий является
радиоактивным
химическим элементом. Пыль от электрода при его заточке, вдыхаемая в легкие человека, может оказать существенное воздействие на его здоровье. Также опасны и плохо проветриваемые помещения, предназначенные для работы с WT-20, и длительный характер самих работ. Все вышеперечисленное не означает, что сразу же стоит отказаться от ториевых вольфрамовых электродов, но желательно
строго соблюдать технику безопасности
при работе с ними.
Маркировка по цветам
Вольфрамовый электрод для аргонной сварки может производиться как из чистого металла, так и из материала с примесями. Использование различных добавок позволяет улучшить стабильность горения дуги. В зависимости от используемых примесей выполняется классификация по свойствам.
Сварка вольфрамовым электродом может выполняться с применением разного тока, как по величине, так и по типу. Выделяют три группы, отличающихся видом рабочего тока:
- постоянный;
- переменный;
- универсальные (подходят для разных видов тока).
Классификация
Для упрощения работы сварщиков все вольфрамовые электроды классифицируют – для этого применяется цветовая маркировка. Она соответствует международному стандарту DIN EN 26848, а это означает то, что независимо в какой стране они производились, сварщик будет знать для сварки каким током и для каких деталей они подходят. Цвет вольфрамового электрода указывает на его основные характеристики – размер прутка, химический состав, тип подходящего тока. Для маркировки пользуются следующими цветами: зеленый, серый, красный, синий, золотой, белый, темно-синий.
Каждому цвету соответствует цифробуквенное выражение:
- первым индексом указывается W – обозначает, что основной металл — это вольфрам;
- второй символ указывает на элемент, используемый в качестве примеси (добавки других металлов позволяют получить требуемую проводимость тока, необходимую характеристику плавкости и дугообразования);
- первое число указывает на долю лигатуры, приходящуюся на 1000 частей вольфрама (число 30 указывает, что концентрация примеси составляет 3%);
- второе число указывает на длину (20 указывает, что длина стерня составляет 200 мм).
Расшифровка маркировки, область применения разных марок
Рассмотрим детальнее, какое назначение имеет вольфрамовый электрод с той или иной маркировкой.
- WP (зеленый) – зеленый цвет вольфрамового электрода указывает, что он сделан из чистого вольфрама (примеси других металлов отсутствуют). Они предназначаются для сваривания заготовок из алюминия, магния и их сплавов, сварочный процесс происходит с применением переменного тока.
- WC (серый) – наличие индекса «С» указывает о присутствии в составе примесей церия. Это универсальный тип, который подходит для сварки заготовок как на постоянном, так и переменном токе.
- WT (красный) – красные вольфрамовые электроды имеют в своем составе диоксид тория. Эти вольфрамовые электроды имеют высокую прочность, могут применяться для сваривания постоянным током различных металлов. В основном ими сваривают сталь, цветные металлы, углеродосодержащие сплавы, нержавеющую сталь. Особенностью изделий с ториевой добавкой является присутствие небольшой радиоактивности (торий – радиоактивный элемент), поэтому работа с ними должна происходить строго по правилам безопасности.
- WY (темно-синий) – этот цвет электрода указывает возможность применения для сваривания постоянным током таких материалов, как титан, медь, низко- и высоколегированные стали. Используются для сваривания особо ответственных конструкций и деталей, имеющих сложную форму.
- WZ (белый) – сварка вольфрамовым электродом белого цвета выполняется переменным током. В составе прутков присутствует оксид циркония, они подходят для работы с медными и алюминиевыми заготовками.
- WL (синий, золотистый) – в состав прутков входит лантан, по назначению эти вольфрамовые электроды одинаковы, цвет указывает на различное содержание лантана; в электродах синего цвета – 1,5% примесей, в изделия золотистого цвета – 2%; W-разновидность подходит для постоянного/переменного тока.
WL-15
Вольфрамовые электроды
WL—15
(в состав, помимо чистого вольфрама входит 1,5 % оксида лантана) относятся к группе универсальных, так как подходят для сварки на
постоянном(прямой полярности)и переменном токе
, а также для различных металлов: любых типов сталей, меди, бронзы, алюминия и его сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, высокая износостойкость, отсутствие прожигов, повышенная длительность сохранения заточки электрода (опережает даже WL-20), легкий поджиг дуги.
Электроды марки
WL—15отлично подходят для сваркилюбых изделий из всех типов сталей.
Они хороши для новичков в аргонодуговой сварке, так как могут сглаживать в процессе работы неправильные настройки аппарата (играет роль их универсальность, безопасность и стабильность). Если провести правильную заточку электрода WL-15, он справится и со сваркой алюминия, магния, а также их сплавов.
Марки
Электроды производятся под марками ЭВЧ, ЭВЛ, ЭВИ, ЭВТ и др. Как правило, в обозначении присутствует буква Э, которая указывает на то, что данный материал является электродом, буква В — вольфрамовым, буквы Ч, Л, И, Т — информируют о присадке, содержащейся в продукции.
В зависимости от стандарта, по которому изготовлен вольфрамовый электрод, химический состав может немного отличаться для одной и той же марки. Например, в соответствии с ГОСТ 23949-80 вольфрам ЭВЛ должен содержать не менее 99,95% W. В то же время другой стандарт ТУ 48-19-527-91 говорит, что продукция может быть изготовлена из вольфрама ЭВЛ-2, содержание W в котором составляет уже 97,90-98,30% W. Различаются соответственно и массовые доли окиси лантана, а также количество примесей.
| Марка | Массовая доля вольфрама, не менее | Присадка |
| ЭВЧ | 99,92 | Отсутствует |
| ЭВЛ | 99,95 | Окись лантана |
| ЭВИ-1 | 99,89 | Окись иттрия |
| ЭВИ-2 | 99,95 | Окись иттрия |
| ЭВИ-3 | 99,95 | Окись иттрия |
| СВИ-1 | 97,62 | Окись иттрия |
| ЭВТ-15 | 99,91 | Двуокись тория |
Присадки вводятся для улучшения свойств сплавов.
Химический состав описанных материалов регламентируется стандартами ГОСТ 23949-80, ТУ 48-19-527-91, ТУ 48-19-221-83, ТУ 48-19-27-88.
Электроды из вольфрама активно применяются не только в нашей стране, но и во всем мире. Соответственно, разработана международная маркировка изделий. Ее принцип очень похож на подход, регламентированный российскими государственными стандартами и техническими условиями.
В международной марке всегда присутствует буква W, обозначающая вольфрам. Далее следуют буквы, указывающие на присадку (легирующий элемент). Их список такой же, как в отечественных нормативных документах: P — чистый металл; L — лантан; Y — иттрий; T — торий; С — церий; Z — цирконий. Последняя секция зарубежной маркировки содержит говорит о количестве легирующего элемента.
В качестве примера можно привести марку WY-20 — неплавящийся вольфрамовый электрод с присадкой иттрия, массовая доля которого составляет 2%.
Цветовая маркировка продукции
По внешнему виду вольфрамовые электроды с различными присадками никак не отличаются — это прутки круглого сечения одинаковой длины. Однако, сварочные характеристики разных марок существенно разнятся. Чтобы упростить работу с продукцией и минимизировать вероятность выбора неправильного электрода, на них наносят цветные метки. Каждый цвет соответствует определенной марке.
Ниже приведено соответствие:
- коричневый, белый — WZ-4, WZ-8 (оксид циркония);
- зеленый — WP (вольфрам без присадок);
- черный, золотистый, синий — WL-10, WL-15, WL-20 (оксид лантана);
- темно-синий — WY-20 (оксид иттрия);
- желтый, красный, лиловый, оранжевый — WT-10, WT-20, WT-30, WT-40 (оксид тория);
- розовый, серый — WC-10, WC-20 (оксид церия);
- бирюзовый — WS-2 (смесь оксидов редкоземельных металлов).
WL-20
Вольфрамовые электроды
WL—20
(в состав, помимо чистого вольфрама входит 2,0 % оксида лантана) относятся к группе универсальных, так как подходят для сварки на
постоянном(прямой полярности)и переменном токе
, а также для различных металлов: любых типов сталей, меди, бронзы, алюминия и его сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, высокая износостойкость, отсутствие прожигов, повышенная длительность сохранения заточки электрода (уступает лишь WL-15), легкий поджиг дуги, стабильная работа на малых токах (опережает WL-15).
Электроды марки
WL—20отлично подходят для сваркилюбых изделий из всех типов сталей.
Они хороши для новичков в аргонодуговой сварке, так как могут сглаживать в процессе работы неправильные настройки аппарата (играет роль их универсальность, безопасность и стабильность). Если провести правильную заточку электрода WL-20, он справится и со сваркой алюминия, магния, а также их сплавов.
Заточка
Форма острия электрода влияет на стабильность и энергетику электрической дуги. Они, в свою очередь, определяют размеры сварочной ванны, глубину и ширину получающегося шва.
Кроме параметров заготовок, при выборе формы заточки учитывают и тип электрода. Общая форма для всех электродов — это конус под острым углом уклона. Для марок P, L на кончике конуса формируют небольшой шарик. Это позволяет выдерживать большие термические нагрузки. Для стержней с добавкой тория (марки Т) формируют лишь небольшой полукруглый выступ.
Машинка, применяемая для закточки эдектродов.
Заточку осуществляют несколькими методами:
- ручная заточная машинка;
- электроточило;
- специализированный станок;
- химическим воздействием.
Во время сварки вольфрамовый стрежень не плавится, как плавкие электроды. Но некоторое выгорание его происходит. Поэтому время от времени заточку кончика нужно проверять и при необходимости затачивать его повторно.
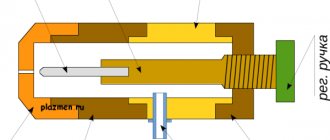
Оборудование для сварки
Если используется электрод вольфрамовый для аргоновой сварки, необходим особый набор оборудования. Он включает:
- источник постоянного или переменного тока;
- горелки с установленным на ней неплавящимся электродом;
- ёмкости, в которые закачан инертный газ;
- рукава (шлангов) для подачи газа в рабочее пространство.
Электроды выполняют из вольфрама или его соединений. Температура его плавления составляет 3 380 градусов Цельсия, что позволяет использовать его для работы практически со всем металлами. Во время работы он не плавится, единственное, что требуется, — это выполнять заточку в соответствии с определёнными требованиями. Электрод устанавливают в горелку, при этом та часть электрода, которая не принимает участия в работе, защищается колпаком. Это необходимо для предотвращения его замыкания на массу.
На горелке установлена кнопка, которая подаёт газ и напряжение. На конце горелки установлено керамическое сопло. Из него выходит кончик электрода. К рукоятке горелки подсоединяют рукава, через которые подаётся газ.
После того как сварщик нажимает кнопку, начинается подача газа и электричества. Газ, поступающий из сопла, изолирует сварочную ванну от воздействия газов, содержащихся в атмосфере.