Casting alloys: about the main technological properties
The first among them is fluidity. This means that the molten material spreads through the channels of the casting mold and fills the contours. Thanks to this property, the latter are reproduced with maximum clarity.
Using special tests, it is determined whether the property of fluidity is present or not. The measurements take the length of the completed Archimedes spiral.
The minimum wall thickness of the casting is selected depending on the fluidity:
- 3.4 mm for small castings from midrange in sand molds.
- 8-10 mm in the case of medium dimensions.
- 12-15 – for large ones.
The remaining castings are produced with a thickness of 5-7, 10-12 or 12-20 mm.
Don't forget about shrinkage. This name was given to the process in which the casting decreases in volume during cooling. It all starts in the mold, with the metal in liquid form. And until the ambient temperature rises.
Different materials have different levels of shrinkage. To determine it, the following factors become important:
- Chemical composition.
- Filling temperature.
- Workpiece configuration.
The standard value is between 1.9% and 2.1%.
To avoid the formation of large stresses and cracks, it is important to ensure the preservation of the following properties:
- Uniform wall thickness.
- Smooth transitions.
- Normal radii of mating surfaces.
- Elimination of elements that complicate shrinkage.
Rods and materials must have increased flexibility to achieve better results.
Gas absorption is the ability to dissolve various gases that cast alloys may have in the molten state. The solubility of gases decreases when they are in a solid state and then cooled. Because of this, defects appear in the castings in the form of gas shells and pores.
There is a concept of segregation - it is used for heterogeneity of composition in different parts of the casting. It can be dendritic or zonal.
Dendritic occurs within a single nucleus.
Zonal is called heterogeneity that manifests itself throughout the entire volume of the casting.
Castings are made using the following several methods:
- Centrifugal casting.
- Injection molding.
- In the chill mold.
- In forms with special shells.
- According to lost wax models.
- In sand forms.
There are so-called special casting methods:
- Compositional.
- Using magnetic fields.
- Suspension.
- Electroslag centrifugal.
About sand casting
Foundry production is aimed at producing castings. These are cast metal products that are produced by pouring metals in molten form into special casting molds. Then comes solidification, acquisition of specific outlines.
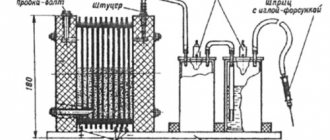
Technological equipment for casting
Foundry equipment is special devices that are used to produce the necessary products with the required characteristics. Example - flasks, core boxes, sub-model slabs, models, and so on.
Let's start with the models. This is the name of the devices with the help of which impressions of the cavity are obtained that correspond to the external configurations of the casting. During assembly, rods are installed in the mold, which contribute to the formation of holes and cavities inside the castings and other contours with complex dimensions.
Initially, models are made larger than castings to take into account the amount of linear shrinkage characteristic of the alloy. The size of allowances is taken into account when machining castings. Allowance is the layer of metal that is removed during such work. It is determined by the size of the castings and the types of alloy. Compared to the side and top parts of the structure, the allowance for the top should be slightly larger. This is due to the appearance of accumulations at the top in the form of gas inclusions, particles of the molding sand, and slag. Some problems arise when removing the core mixture, sintered inside, from small holes. During subsequent mechanical processing, this negatively affects the durability of the cutting tool. It is recommended to use casting to make holes whose diameter is in the range of 25-30 mm.
The molding slopes depend on the height of the casting. They are added to models to make it easier to remove them from the mold. Surfaces are subjected to treatment. Forms may be destroyed during removal if there are no slopes. And the molding mixture itself most likely simply crumbles.
Signs are the names of the protruding parts of the model, with the help of which prints of the sign parts of the rods are obtained. The main thing is the absence of slopes and sharp corners in places where the walls of the castings meet.
The term fillet is applied to rounded internal corners. External ones suggest the use of the name “rounding”.
The following types of materials are used for models:
- Plastic.
- Metal alloys.
- Wood.
In the case of wood, use a well-dried base, made of beech or ash, pine. The product is glued together from individual blocks, rather than from a single piece, this prevents warping. At the same time, they adhere to different directions for the fibers that make up the product. But such designs cannot boast of durability.
A clean working surface and high precision are the main advantages of metal analogues, in addition to increased service life. Aluminum alloys with reduced density are used in production. This material does not oxidize and can be processed by cutting.
Light weight, protection against warping, and resistance to moisture are the main advantages of plastic models. One of the promising areas is the use of foamed polystyrene. It does not need to be removed from the mold before pouring; the material is gasified while the work is being done.
For the manufacture of cores, special core boxes are used. They provide increased speed when removing the rod and make the mixture compact evenly. They differ in the presence of slopes, which makes them look like models. The design is either one-piece or detachable, and the materials used in production are the same as the models.
Opokami are frames of various shapes made of metal. Their main purpose is the use of molding sands for the manufacture of foundry molds. The following types of materials are used in production:
- Steel.
- Cast iron.
- Aluminum alloys.
They are assembled from separate parts and can be cast or welded. To reduce weight, walls are often made with additional holes. This simplifies the removal of gases and promotes better bonding between structural elements. Staples and other similar devices are used for fastening.
About molding and core mixtures
Foundry production involves the widespread use of clay and other mixtures to produce castings with different shapes. There are one-time forms in which you can only receive one product at a time. The mold is destroyed when the finished part is removed or knocked out.
For molding and core mixtures, it is important to have certain characteristics. It is worth taking a closer look at some of them.
Gas permeability.
Due to porosity, many mixtures allow gases to pass through the walls of the mold. Molten forms of metals always contain a dissolved form of gases, which are released as they cool and solidify. When heated, gases are also released in large quantities from the molding materials themselves. Gas bubbles or cavities appear in the body of the product if gas permeability is insufficient.
Non-stick.
With this property, the mixture is able to withstand high temperatures for a long time without entering into chemical reactions with them or melting. The quality of the surface deteriorates due to burnt films, in which case further surface treatment is difficult. Gas permeability begins to decrease sharply if the material melts.
Compliance.
The name for the ability of a mixture to reduce its volume when exposed to metal shrinkage. The casting is produced with stresses if this characteristic is not enough. The result is the formation of cracks in the future.
Plastic.
Preserve the resulting shape with the mixture, perceive the outlines of the model or core box.
Surface strength or crumbling.
The way the mixture resists the abrasive effects of a metal jet. If the level is insufficient, the particles of the molding sand separate from each other and enter the casting.
Strength.
Maintaining its shape without breaking while it is being prepared and processed. Even strong shocks during assembly and transportation should not lead to the rapid appearance of defects. The pressure of the metal being poured must also be maintained.
Core and molding materials are equally made from artificial or natural sources. The basis for most mixtures is sand. In most cases, the quartz variety, consisting of silica, is chosen. It is fireproof, hard and durable material. For small castings, varieties of fine-grained compositions are used. Thanks to this, the molding mixture boasts gas permeability.
Zircon sand, chromite and some other materials are rarely used in the manufacture of parts. These are expensive analogues, although they are better than quartz sand in terms of thermal conductivity and thermochemical stability. An example of the purpose of such bases is large steel castings with a clean surface, when maintaining certain characteristics becomes especially important.
The second source material for molding sands can be called clay. This is a binder that helps maintain strength and ductility. Bentonite and kaolinite varieties of composition are widespread. Hydride shells of water molecules form on the surface of clay particles in the presence of moisture. After this treatment, the adhesion of the material improves and easy gliding is ensured. The binding ability of clay becomes better if it holds more water on the surface, and the plasticity of the molding sand is also better in this case. The strength of the mixture increases as water is removed from the surface.
Not only clay, but also other components can act as binders for molding sands:
- Sulfite-alcohol stillage.
- Dextrin.
- Resins of synthetic origin.
- Liquid soap, and so on.
Such substances are included in the composition in an amount of 1.5-2%. Once cured, it takes much less time.
Other additives are also added to sand-clay mixtures to improve the initial qualities. Example of non-stick materials for steel casting:
- Chromium iron ore.
- Dust-like quartz.
Coal dust and fuel oil are used in the case of cast iron and non-ferrous castings. Sawdust is added to increase gas permeability and pliability.
Molding sands can be divided into several groups according to the nature of their use:
- United.
- Fillers.
- Facing.
They can be wet or dry depending on the condition of the casting mold during its manufacture.
Depending on the casting alloy, the composition of the molding sand is chosen. Factors such as melting and shrinkage temperatures, weight and dimensions, and casting configuration are taken into account.
A thin layer of non-stick materials is used to prevent burning and improve surface cleanliness. Dusts are used in the case of raw molds.
Molds for cast iron castings involve the use of:
Powdered mixture of magnesium oxide.
Charcoal.
Concrete.
Powdered graphite.
In the case of steel castings, the main mixture consists of other components:
- Zircon.
- Dust-like quartz.
- Fire-clay.
- Magnesium oxide and other similar materials.
Non-stick paints are relevant when it comes to dry forms. It is permissible to add aqueous suspensions of materials together with binders.
Gating systems
When pouring metals, the so-called gating system is used. This is a set of channels and reservoirs through which the alloy enters the mold cavity from the ladle. The gating system works to force the metal into the mold and the process is continuous. Other stages of work are also provided:
- Feeding the casting to compensate for shrinkage.
- Protection from further damage in the form.
- Protection against ingress of slag and air jets.
Any gating system consists of the following components:
- Feeders.
- Slag catcher.
- Riser.
- Sprue bowl.
The scouring effect of the melt jet is reduced by using a bowl. The same part helps to retain floating slag. Sometimes filters are installed to increase the efficiency of retaining slag inclusions not only in the bowl, but also in other elements. These are ceramic meshes, or special fiberglass is used.
A riser is a channel with a round cross-section, it can be conical or tapering towards the bottom. Through it, the metal enters the slag trap.
The slag catcher itself is needed to retain slag and other particles. This is a horizontal channel located in the upper half of the mold, usually of a trapezoidal cross-section.
The essence of feeders is that these are channels with a cross-section in the form of a rectangle or trapezoid. They are adjacent to the slag trap at the bottom. The purpose of the parts is to supply metal directly into the mold cavity.
The usual mounting location for slag catchers is the lower half of the mold; they must still maintain some distance from the riser and the ends of the slag catcher. Otherwise, slag and other particles are likely to be retained inside. The largest section is at the riser, followed by the slag catcher, then the feeders.
The channels for the exit of air and gases from the mold are also called supports. They are mounted above the highest point of the mold cavity, most often this is the side opposite to the place where the metal is brought inside. Thanks to this design, shrinkage of the hardening material occurs instantly. It is easier to control the completeness of filling the mold with the metal part.
There are also special cavities filled with metal in liquid form. When making castings, they are made of steel for the most massive parts. Thanks to this part, the castings are protected from looseness and shrinkage cavities. Such “profits” themselves are the last to solidify; they contribute to the uninterrupted process of filling the mold with liquid metal.
Tiered, upper and lower gating systems are used depending on the size and shape of the castings, the composition and properties of the casting alloy. For small parts with a small height, the upper system is relevant; it is the simplest and most affordable. The greater the height, the more the metal is washed away by the jet, increasing the process of splashing and oxidation. The number of non-metallic inclusions in casting bodies increases after this.
In the case of medium and thick-walled castings, the lower system is relevant. It makes filling with metal go smoothly. But design and operation in this case become more complicated.
With a tiered feeding system, castings proceed sequentially from bottom to top. Suitable for the largest types of castings. It is difficult to manufacture and requires additional metal consumption.
Cast steel and cast irons - properties and production according to GOST
In addition to the production of steel structures by welding or bolting, casting methods are also widely used. We will not dwell on casting methods; we will only note that casting alloys must have a set of properties that characterize the ability of molten metal to form high-quality castings. Among ferrous metals, cast steels and cast irons have quite decent casting properties.
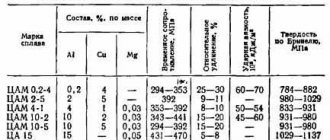
Mainly two characteristics are important: the presence of a sufficiently large melting temperature range and the minimum amount of shrinkage during solidification. For casting steels, the melting temperature is in the range of 1400-1525°C and casting shrinkage is 1.6-1.2%; for cast iron these values are 1150-1200°C and 0.8-1.2%, respectively.
Casting steels have a chemical composition that differs little from the chemical composition of unalloyed low-carbon steels. Carbon content has a serious impact on the casting properties of steel - the higher it is, the worse the casting properties. Therefore, grades of casting steels are usually limited to a carbon content of 0.17-0.25%, rarely higher. Since casting steels, unlike structural steels, are produced with an acid lining in furnaces, and not a basic one, as in the production of structural steels, the content of harmful impurities in them is somewhat higher, namely, the content of sulfur and phosphorus is limited to values no more than 0.05%. Cast steels are designated as follows: first, the carbon content in hundredths of a percent, rounded to a multiple of five, then the letter L is added: steel 15L, 25L, 35L.
Cast irons have a much greater variety due to the fact that the structure of cast iron and its properties depend on both the chemical composition and the cooling rate. Depending on the form of graphite and the amount of cementite, white, gray, malleable and high-strength cast irons are distinguished. Cast irons contain constant impurities (silicon, manganese, phosphorus and sulfur), and in some cases alloying elements, both obtained as a result of blast furnace processes due to the characteristics of the ore composition, and additionally introduced (chrome, vanadium, aluminum, etc.)
White cast irons are iron-carbon alloys containing from 2 to 6.67% carbon, in the structure of which carbon is present only in the form of cementite. This cast iron got its name because of the light color of the fracture.
Iron-carbon alloys, in which the carbon is completely or partially in a free state in the form of graphite, are called gray cast irons. The fracture of such cast iron is gray in color. Depending on the degree of decomposition of cementite into pearlite and graphite, there may be ferrite-perlite, pearlite or pearlite-cementite gray cast iron.
Malleable cast iron is produced by long annealing of white cast iron, which results in the formation of flake-shaped graphite; The metal base of such cast iron is ferrite and, less commonly, pearlite.
Ductile iron is based on spheroidal graphite, which is formed during the crystallization process. Nodular graphite does not weaken the metal base as much as flake graphite.
Designations of cast iron: L1, L2,... L6; manganese refined LR1, LR2 ... LR6, cast iron with lamellar graphite (SC with a number indicating the value of tensile strength in kgf/mm), cast iron with nodular graphite (HF with a number similar to the previous one). The carbon content in them is 3.5-3.6%, silicon 1.6-3.6%; manganese 0.3-1.5%, phosphorus 0.08-1.2% and sulfur 0.02-0.05%.
In addition to these, there are special forms of cast iron (anti-friction and alloy), but they, as a rule, are not found in hot-dip galvanizing practice.
You may also be interested in the following articles:
comments powered by HyperComments
ecm-zink.ru
Manufacturing of casting molds
Manual production of molds involves performing actions in the following sequence.
They start by making the lower half of the mold.
The lower half of the model, which does not have centering tenons, is installed on the fake board. After this, a flask is placed. The surface of the model and boards are covered with a release agent so that the mixture and equipment do not stick to each other. Typically, graphite or talc powder and quartz sand are used for this. A 20-30 mm layer of the facing mixture is also applied to the model, and the same part is compacted with hands around the model itself. The remaining volume of the flask is filled with the filling mixture. Tamping first occurs at the walls of the flask, then moves to the middle part. A ruler is used to cut off excess. Holes for the release of gases are placed at a distance of 10-15 millimeters from the model, and 40-50 mm from each other. The second fake board covers the molded flask, then everything is turned over 180 degrees.
Making the upper half-mold.
The upper half of the model is installed on the lower half, along the centering spikes. Next, models of slag traps are installed along with a riser and vents. A thin layer of dry quartz sand is sprinkled on the mold parting surface to protect against sticking of the mixture in the lower flask to the molding analogue. Using the centering pins, the upper one is installed on the lower flask. Filling with molding mixtures proceeds in the same way as in the case of the upper part. The sprue bowl is cut through with a trowel when compaction of the mixture is complete.
Extracting models.
It is necessary to rock the models of the riser and thrusts and remove them from the upper half of the mold. The flask at the bottom is also removed, then rotated 180 degrees so that the connector is at the top. The feeders are cut with a trowel in the plane of the connector of the lower half of the mold. Half of the conventional models and the slag catcher model are also removed from the mold halves by slightly rocking the structures. It is important to remove any defects that appeared during the work. To remove possible blockages, blow dry, moist air over everything. Young charcoal or graphite is used to dust the surface.
Assembling the casting mold.
The rod is installed in the lower half of the mold when such an action is necessary. Then the upper half-form comes on top. The structure is fixed with staples or pins, then a load is placed on the upper half of the mold. This is necessary to prevent liquid metal from escaping through the connector during casting. The metal is poured into the mold until the entire volume is filled.
Lost wax casting
This method was used for casting sculptures many years ago. In the 40s of the twentieth century, it found application in the field of mechanical engineering.
It is characterized by a labor-intensive process and high prices. But in many situations the use of such technology is justified, for example:
- In the absence of subsequent mechanical processing.
- If the machining itself is too complex and time-consuming.
- Difficult-to-cut alloys are used.
There are a large number of castings made using lost wax models, as well as recipes for model and molding mixtures.
A mixture containing 50% stearin and paraffin is widely used. Under slight pressure, a low-melting alloy in a molten state is placed into the mold from the furnace. The result is fusible models that maintain precise dimensions.
The low-fusibility model is removed from the mold when the product has completely hardened. Then everything is assembled into blocks with a gating system. The next stage is immersion in a refractory suspension, the composition of which includes 70% quartz flour and 30% hydrolyzed ethyl silicate solution with increased adhesiveness. The block with the models is sprinkled with quartz sand and then dried. These operations are repeated several times to ultimately obtain a structure with a thickness of 5-8 millimeters.
Melting occurs with the help of hot air, the temperature of which will be 120-150 degrees; the use of cold water is also acceptable. The lined and dried mold is placed in the metal jacket when it comes to large varieties of castings. Then everything is covered with sand and compacted, or covered with metal mixtures.
Then the finished mold is calcined until the temperature reaches 850-900 degrees. Under such conditions, all remaining fusible metal burns out. The mold itself becomes a durable ceramic shell.
The molten alloy is placed into a mold. Use centrifugal forces when the need arises.
The casting blocks are knocked out of the flasks after the metal has hardened. Separately, the ceramic crust is beaten. To do this, the castings are leached in a bath of solution at 120 degrees. Then all that remains is to rinse everything in hot water. Many factories automate and mechanize processing processes.
To obtain precision castings, the industry began to use the following technologies:
- According to gasification models.
- Based on burnt-out models.
- By defrosting.
- Based on soluble.
- Gas-firing models or the use of foam models are one of the most promising methods.
In this case, it is assumed that one-piece forms will be used. The model is not extracted from them. The heat of the molten metal provides gasification. The mass of the final castings ranges from 0.2 kilograms to several tons.
Expanded polystyrene itself, which is used in the manufacture of parts, is characterized by its low density. Its decomposition occurs at 300-350 degrees. As a result, only styrene vapors are released; processing is carried out even with ordinary wire and knives.
For individual production, foam models are taken and undergo manual processing. Saws, planes and machines become indispensable assistants in this process. Models can be made in parts and then combined into a single whole.
Foaming inside molds made of plastic or metal is a method that is used in the case of large-scale production. Polystyrene granules are loaded inside a mold with a cavity that resembles the model in configuration and size. The granules begin to foam and expand when heated and sinter with each other. The mold cavity is filled completely. The model is removed from the mold after cooling is complete.
Conventional methods are used to mold foam models in molds. Shaking and vibrating machines are used for molding sands.
The mold is filled with alloy when production is almost complete. The model is undergoing gasification. Gases are removed into vents. The casting is formed in the place where the model used to be.
Making castings on a foam base also involves other methods. At the final stages, model removal involves the use of the following technologies:
- Dissolution.
- Calcination of the mold.
- Electric smelting.
- Mold blowing.
Foam models can easily replace lost wax counterparts.
Cast steel
Cast steel is a special material for the production of castings. The designation of such steels always contains the letter “l” at the end (15L, 20L, 25L, etc.) There are many casting grades of this material, but almost all of them are characterized by such properties as low fluidity, serious shrinkage, and a tendency to form shrinkage porosities, cavities and cracks. These qualities can be improved by certain impurities, which are used to produce special cast steels.
They can be classified according to the structure of the material, chemical composition, purpose or smelting method, but most specialists use the following gradation of casting steels:
- for ordinary purposes (the most popular and inexpensive material of grades 15L-55L)
- responsible appointment
- especially responsible appointment
The last two types are distinguished by the presence of special properties and a noticeably higher cost of the material itself.
Properties of casting steels
An excellent example of a material with special properties is steel 20Х21Н46В8РЛ. No more than 30% iron is used here, and the nickel content always exceeds 43%. The latter helps to simultaneously increase the ductility of steel and its hardness, increase the coercive force and electrical resistivity. This is manifested by a decrease in magnetic permeability and magnetic induction. Finally, nickel significantly increases the impact strength of cast steel and increases the hardenability of the material, thereby improving its heat resistance and creep resistance. Thanks to such physical and chemical properties, casting steels become an ideal material for castings with special magnetic and electrical properties that are planned to be exposed to high loads and temperatures.
In terms of their chemical composition, these materials are classified as ferritic or austenitic. In both cases, subjecting the source material to high-temperature treatment (over 600°C), a thin protective film is formed on its surface, providing the finished product with higher scale resistance, which resists the destructive effects of flammable gases and air. At the same time, the castings continue to maintain an acceptable level of their mechanical properties.
Scope of application of casting steels
A variety of alloys in which cast steels are used are used by industrial enterprises operating in the chemical and petrochemical fields, in shipbuilding and energy, in coal mining, pulp and paper and many other industries. For the manufacture of welded-cast products subjected to strong shock loads, grades 08G2DNFL, 20KhGSFL and 12GFL (low-carbon, not requiring heat treatment) are widely used. The production of rolling mill beds uses medium-carbon cast steel, which is subjected to heat treatment to significantly reduce casting stresses.
fx-commodities.ru
Application of shell forms
Molten metal is freely poured into shell molds based on thermosetting mixtures.
A type of casting method with one-time sand molds. The result is surfaces with high quality workmanship. The mixture is based on quartz sand and resin of synthetic origin. At 70 degrees, phenol-formaldehyde resins begin to dissolve, their melting point reaches 120 degrees. After a few seconds, the material begins to harden. At 450 degrees, the resin burns out. Methods for obtaining shell forms are based on the ability of resins to pass from a liquid to a solid state irreversibly. After pouring, the model is easily destroyed, freeing up the necessary space.
Casting into metal molds or chill molds
Models made of metal are called chill molds. The molten compositions flow freely over them to obtain the result.
Cast iron, steel and other alloys are most often used in the manufacture of chill molds. These casting methods have their own advantages:
- A large number of fills, from several tens to hundreds of thousands.
- The lower the temperature of the alloy being poured, the greater the resistance.
- The use of molding sand in this method is excluded.
- Technical and economic indicators of production are improving.
- Better sanitary and hygienic working conditions.
The process of catalyzing the alloy is accelerated due to the high thermal conductivity of the chill mold. Then the castings have increased tightness, and their mechanical properties are also increased.
It is permissible to repeatedly produce castings of different sizes, because metal molds are durable. The surface quality is improved with minimal physical and chemical interaction between the metal of the mold and the casting.
There are also disadvantages:
- The need to strictly adhere to technological requirements, otherwise tension will arise.
- High cost of producing molds.
- Low form stability.
Up to 6% of the total number of steel castings is produced in chill molds. For serial and mass production, this casting method will be economically feasible. Production often takes place from two halves, which in conventional casting correspond to half-molds. The external configuration of the casting corresponds to the working cavity of the chill mold. Sand cores are installed in this mold to form a cavity with casting configurations. The channels of the gating system are made to fill the mold with liquid metal in the parting plane or in the rod. Between the die cavity and the core, the space is completely filled with the alloy, resulting in castings. The die is opened after hardening, and the finished casting is pushed out from the inside.
Afterwards the processes are repeated.
The mold is produced with one or more connectors, depending on the casting configuration. The connector planes themselves also come in several types:
- Horizontal.
- Vertical.
- Combined.
Thermal insulation coatings are applied to the working surface to help achieve the following result:
- Increasing the durability of the mold.
- Protection against the formation of a hardened layer near the surface.
- Reducing the cooling rate of castings.
- For the manufacture of thermal insulation, one material or several are used. Molasses or liquid glass act as binding materials.
The chill mold is almost completely gas-tight. Gas is removed from the structure through a vent and special channels. The standard channel depth will be 0.2-0.5 mm. The liquid alloy does not flow through them, but the design is well suited for removing gases.
Compared to sand molds, this process is much easier to mechanize and automate. Single-station and rotary molding machines facilitate mechanization. Machines help automate the following processes:
- Opening and closing molds.
- Installation and removal of metal rods.
- Pushing castings out of the mold.
Casting steels and their properties
Cast steels include iron-carbon alloys containing up to 2.14% C and other elements (Mn, Si, P, S, Cr, Ni, W, Mo, V, etc.) that got into the steel from charge materials or specially introduced into it in certain quantities to give the alloy the necessary operational and technological properties.
Currently, steel castings are used in all branches of mechanical engineering; in terms of production volume they occupy second place after cast iron. Parts that are subject to increased requirements for strength, ductility, reliability and durability during operation are usually cast from steels. Casting steels are classified mainly by smelting method, chemical composition, structure, and purpose. Based on their chemical composition, casting steels are divided into carbon steels, as well as low-, medium- and high-alloy steels.
In structure, carbon steels can be ferritic or pearlitic, and alloy steels can be ferritic, martensitic-ferritic, martensitic, austenitic-martensitic, austenitic-ferritic and austenitic. Since steel castings are usually heat treated, steels are also classified by their structure in the heat treated state. Thus, heat-treated carbon and many low- or medium-alloy steels are characterized by a pearlitic structure, while high-alloy heat-resistant and heat-resistant steels, as well as wear-resistant high-manganese steel 110G13L, are characterized by an austenitic structure. The structure of castings made of high-alloy steels is mainly determined by the nature and amount of alloying elements, carbon content, and heat treatment mode, therefore the above classification of these structures is conditional. Depending on the cooling rate, for example, martensitic steels can obtain a pearlite structure and vice versa.
Depending on the purpose of the cast part and the requirements for it, structural unalloyed and alloyed steels are divided (according to GOST 977-75) into three groups: for the production of general-purpose castings, critical-use and especially-critical-purpose. Control indicators have been established for each group of castings. For castings of group I, the allowed content in steel is 0.05-0.06% S and 0.05-0.087% P; for castings of group II -0.045-0.06% S and 0.04-0.07% P; for castings of group III - 0.045-0.05% S and 0.04-0.05% R. The content of other elements is the same for steels of all groups of castings.
According to the smelting method, a distinction is made between steels smelted in furnaces with an acidic and basic lining, since the composition of the lining has a significant impact on the course of the smelting process and the properties of the finished alloy. In furnaces with an acid lining, the main component of which is silica SiO2, carbon and many low-alloy structural steels are usually smelted. In furnaces with a main lining (magnesite, magnesite-chromite, chromium-magnesite), mainly medium- and high-alloy steels are smelted.
The majority of shaped castings (about 65%) are made from carbon structural steels (GOST 977-75) of the following grades: 15L, 20L, 25L, 30L, 35L, 40L, 45L, 50L, 55L. In the brand designation, the number means the average carbon content in hundredths of a percent (for example, for grade 25L—0.25% C), and the letter “L” indicates that the steel is intended for casting (Table 5.5.). As can be seen from the data given in the table, with increasing carbon content, the strength increases and the plastic properties of steels decrease. At the same time, their fluidity improves and shrinkage decreases. The requirements specified in the notes regarding the content of harmful impurities - sulfur and phosphorus - are important. Sulfur causes steels to develop hot cracks, and phosphorus causes them to become brittle at normal and low temperatures.
5.5. Properties of some carbon structural cast steels.
* Depending on the purpose of the steel, the content of harmful impurities in them has various restrictions: for general-purpose castings, the content of sulfur up to 0.06% and phosphorus up to 0.08% is allowed, while for castings for especially critical purposes the amount of each of these elements should not exceed 0. 05%; The silicon content in steels of all specified grades should be in the range of 0.2–0.52%. and Cr. Ni, Cu - no more than 0.3% (each).
GOST 977-75 (ST SEV 4459-84, ST SEV 4561-84) also provides forty-five grades of alloyed (Cr, Ni, Mn, Mo, V, Cu, etc.) structural steel with the content of each alloying element not exceeding 2% (May).
GOST 2176-77 is established for castings made of high-alloy steels with special properties. The standard establishes 30 grades of high-alloy steels for the specified purpose. The marks include the letter designation of alloying elements and the numbers following it, indicating the average content of this element in mass percent. The numbers at the beginning of the brand name characterize the average carbon content as a percentage, and the letter “L” at the end indicates that the steel is intended for shaped casting. Thus, corrosion-resistant (stainless) steel of the austenitic class 10Х18Н9ТЛ, widely used in mechanical engineering, contains no more than 0.12% carbon, 17-2U% chromium, 8-11% nickel and up to 0.6% titanium, and high-manganese steel 110G13L, characterized by high wear resistance, used, for example, for casting track links of tractors and other tracked vehicles, contains 0.9-1.3% carbon and 11.5-14.5% manganese. For most of the alloy steels under consideration, the content of harmful impurities is strictly limited (up to 0.03-0.035% sulfur and up to 0.035-0.04% phosphorus). The letter designations of alloying elements are accepted as the same as in the grades of alloyed cast iron (see note to Table 6.3), and others: F - vanadium, V - tungsten, B - niobium, P - boron.
GOST 21357-75 is established for castings made of cold-resistant and wear-resistant steel for machine parts and metal structures operated at temperatures down to -60°C. These steels include carbon and alloy structural steels (for example, 15LS, 35MLS, ZOKHMLS, 35KhGSMLS), as well as high-alloy steels with special properties 10Kh18N9MLS and 110G13MLS. The letter “C” at the end of the grade indicates that this steel is designed to operate at temperatures down to -60°C. In the steels under consideration, cold resistance and increased wear resistance are ensured by a low content of harmful impurities - sulfur and phosphorus (no more than 0.02% each), as well as by treating these steels during melting with complex deoxidizers and alloys of rare earth and other metals in combination with special heat treatment regimes for finished castings .
www.stroitelstvo-new.ru
Injection molding technology
In this case, steps such as filling with alloy and forming castings are carried out under pressure. In the mass production of thin-walled products, technology has become indispensable. Pros:
- Greater dimensional accuracy of castings.
- High quality surface.
- No machining requirements.
This method can easily perform 200-400 cycles per hour. The molds are made of steel using injection molding. The use of permanent rods made of metal is typical. Compared to chill molds, the shapes and design here are more complex, so the cost also increases. Sand cores are too easily destroyed by metal blasts. Gas porosity forms because the gases do not have time to escape from the mold.
It is assumed that molds will be used - these are complex devices consisting of 30-=100 parts. With a working part made of special inserts. Metal rods are automatically inserted and removed to create holes in the casting.
The pressing chamber is filled with alloy. The mold cavity is filled with metal during this process. The casting is pushed out by pushers when the structure opens.
Injection molding machines are a type of complex technical installation. Here are just the main details:
- Frame.
- Guides.
- Hydraulic cylinders. The latter drive the halves of the mold and are responsible for the metal rods.
- The same cylinders create pressure to press the metal.
Low pressure is an intermediate option between processing under pressure and using chill molds. Electric heaters are used to melt metal in a hermetically sealed crucible. Through a steel metal pipeline, the main materials enter the mold. The gas pressure inside the crucible is removed after solidification, then the casting is removed.