Features of cast iron
The main difference between metal is the manufacturing process. Various temperatures are used in production, reaching values of 1200°C. In this case, an alloy of iron and carbon with a high content of the latter is obtained, this phenomenon helps to reduce the strength properties. Iron and carbon particles do not form strong bonds.
During the melting process, carbon atoms are not able to integrate into the crystal lattice. As a result, cast iron parts are not used in units subject to high loads. The metal belongs to ferrous metallurgy and has some characteristics similar to steel alloys.
The advantages include:
- the high strength of some cast iron alloys, in contrast to steel;
- as a result of forced heating, thermal energy is evenly distributed throughout the part, while the temperature decreases over a long period of time;
- does not react with acids and alkalis;
- cast iron parts have a long service life;
The disadvantages include:
- low resistance to corrosion;
- you can drill cast iron only if you have the skills and additional equipment;
- low plasticity properties;
- high fragility of some metal alloys.
How to drill stainless steel - Metalworker's Guide
The question of how to drill any stainless steel at home usually does not arise if you use special drills for stainless steel for this purpose. Along with such drills, which allow you to quickly and efficiently form a hole of the required diameter, it is necessary to use special cooling compounds, as well as strictly adhere to technological parameters.
In production, industrial machines with a coolant supply are used for drilling stainless steel. In the home workshop you have to learn some tricky techniques
Lubricants
Drilling holes in stainless steel using a regular drill bit may fail. This is explained by the fact that steels classified as stainless steel are characterized by increased viscosity, so their drilling, especially when done at home, is accompanied by significant heating of the cutting tool and, as a result, its failure.
In order to drill stainless steel efficiently and quickly, taking into account all of the above, it is necessary to use a cooling material, which, in addition, must have good lubricating properties.
If you need to frequently drill stainless steel, it makes sense to equip the machine with a homemade liquid lubricant supply system (a car pump is suitable as a pump)
If the sulfur at your disposal is a fine powder, it can be immediately mixed with machine oil without special preparation. If you purchased lump sulfur, you must first grind it.
You can make drilling stainless steel products more efficient if you use a lubricating-cooling mixture consisting of sulfur and fatty acids, which you can make yourself at home, to perform such an operation. To do this you need to do the following:
- grind a piece of laundry soap (you can use the cheapest one);
- mix the crushed soap with hot water and stir the resulting mixture thoroughly;
- add technical hydrochloric acid to the resulting solution;
- wait until fatty acids begin to rise to the surface of the resulting solution;
- then add a large amount of cold water;
- remove the hardened stem of fatty acids from the surface of the solution, which are subsequently used to prepare a lubricating-cooling solution.
Fatty acids obtained during the preparation of drilling fluid are mixed with sulfur in a ratio of 6:1. Using a solution made according to this recipe, you can easily drill a stainless steel product that is even quite thick. Naturally, when performing such a procedure, certain technological recommendations should be followed.
Useful drilling techniques
There are several simple techniques that allow you to quickly and efficiently drill a hole in stainless steel. Let's list the most common ones.
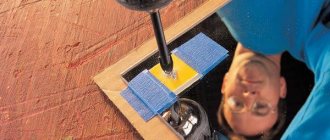
- It is better to drill horizontal stainless steel surfaces by first passing the drill through a lubricating and coolant liquid poured into a rubber washer or plastic plug installed directly above the location of the future hole.
- If you need to drill a hole in a stainless steel surface located vertically, then at the drilling site you can attach a ball made of paraffin, which will provide lubrication of the cutting tool.
- Regardless of whether you drill stainless steel using a household electric drill or industrial equipment, it is better to carry out such a technological operation at low speeds of the cutting tool (100–600 rpm). The use of even very high-quality fluid for lubrication and cooling will not be able to provide high-quality results when drilling stainless steel, carried out at high speeds.
An indicator of the correct selection of stainless steel drilling speed is long chips
In order to get a more detailed idea of how to properly drill stainless steel parts, you can study this process in a video.
Problems with drilling at low speeds do not arise if you use a machine or drill that has the option of adjusting this parameter. If there is no such option, then you can drill stainless steel as follows.
- The electric drill starts up in literally 1–2 seconds.
- After a short start, the drill immediately turns off.
This simple technological technique makes it possible to ensure low rotation speeds of the cutting tool, which, in fact, is required for high-quality drilling of stainless steel.
Preparatory stage and necessary tools
Immediately before starting work, it is necessary to prepare the surface of the workpiece on which the hole will be made. In this case, burrs are removed from the part; in this case, sandpaper is used, as well as oily and greasy stains. As a result, the master will achieve normal heat removal from the drilling site.
With a sharp cooling of heated areas, the metal bleaches; this phenomenon occurs as a result of the structural structure of the material. The bleached area is characterized by low strength as well as brittleness. Mechanical loads can lead to defects in the metal workpiece.
Large industrial enterprises use emulsions to cool workpieces and tools. They contain sulfonated and chlorinated oils; in some cases, a kerosene solution is used. Thanks to this liquid, it is possible to avoid changes in the structure of the metal. For machine tools, one of the conditions is a smooth change in the spindle speed, as well as a smooth lowering of the drill into the workpiece.
In a private workshop, electric drills with the ability to adjust rotation are used. Drive motors must be selected with high power, and the master will receive holes of large diameters. To prevent drill breakage, as well as maintain processing accuracy, a mechanism for securing the workpiece and the machine is used.
Drilling tool
Selection rules
If you purchase a cobalt tool in order to drill only a few holes with it, then you can opt for more economical options. For frequent and intensive use, it is advisable to choose more expensive products from trusted manufacturers that can last a long time without losing their original characteristics.
The highest quality and most reliable cobalt drills include tools that were produced by enterprises of the former Soviet Union. It is becoming more and more difficult to purchase such drills, which can be identified by the marking Р6М5К5, every year. Specialists who are often faced with the need to drill stainless steel are well aware of the quality characteristics of such a tool and will never miss the opportunity to buy it.
Drill made of R6M5K5 alloy – time-tested quality
If we talk about cobalt drills from modern manufacturers, the highest quality and most reliable of them are considered to be the tools produced under the Bosch and Ruco trademarks
When choosing such tools, you must first of all pay attention to their markings, by which you can determine how much cobalt is contained in the chemical composition of the manufacturing material. Thus, the marking Р6М5К5 or HSSCo5 (according to the foreign classification DIN 338R) applied to the shank indicates that the drill material contains 5% cobalt. It should be borne in mind that the material for the manufacture of tools belonging to the cobalt category must contain at least 4% of this element.
It should be borne in mind that the material used to make instruments belonging to the cobalt category must contain at least 4% of this element.
Cobalt drill markings
To create a high-quality hole, it is important not only to choose the right cobalt tool, but also to know how to drill stainless steel with it. To increase the accuracy of such a technological operation, as well as to reduce the wear rate of the cobalt drill used, drilling stainless steel with its help should be done at low speeds. In addition, it must be borne in mind that such a drill does not require frequent cooling during use.
Moreover, if a cobalt drill is subjected to frequent cooling, it will become unusable much faster.
In addition, it must be borne in mind that such a drill does not require frequent cooling during use. Moreover, if a cobalt drill is subjected to frequent cooling, it will become unusable much faster.
Features of drills and what the sharpening angle depends on
Of course, when choosing a cutting tool, a master must take into account many factors, because there are a large number of design options and standard sizes. Based on the features, not only the cutter is selected, but also the type of metalworking. Each process has its own special characteristics.
They depend on:
- The material you are working on. Some steels have increased hardness, others can be brittle, and others can be malleable and soft.
- The qualities of the drill itself - similar rules apply here.
- The turner’s task is what size, as well as the accuracy class, must be ensured.
Based on this and some other factors, the drilling mode is selected - when the optimal pressure and speed are selected, in other words, the feed and rotation speed of the tool. If we are talking about drilling with an electric drill, then such indicators are quite difficult to calculate. But in the case of working with machines (drilling, turning), this indicator is very important. It is most convenient to work with CNC equipment, since the control panel automates many processes, including the calculation and setting of the above parameters. You can buy devices for CNC milling and turning of metal on the company’s website.
At what angle to sharpen the drill also depends on what purpose the turner is pursuing, as well as what material he is working with. Let's give an example. If the workpiece being processed is made of a very hard alloy, and the cutter has an excessively sharp edge, then there is a high probability that it will simply break when pressed. There are two ways to get out of this situation:
- change the sharpening angle to a more blunt one;
- do preliminary roughing - drill a small hole in this place.
Below we will tell you in more detail about the selection recommendations.
What tool to use for drilling?
First, the type of tool that can be used to perform such an operation efficiently and safely is determined. If we are not talking about production, where the use of a drilling machine would be quite justified, then the choice will be between a drill and a hammer drill. Of course, the eye of an inexperienced user will immediately fall on the hammer drill as a more powerful unit. But not everything is so obvious.
Indeed, an average hammer drill will be much more productive than an electric drill, but it also has a more massive body, has an impressive weight and, in principle, is oriented towards working with brick and concrete.
How to drill stainless steel with a hammer drill? You will have to work in initially uncomfortable conditions, since the massive structure will not provide room for maneuverability, and this is the key to successful processing of solid alloys. The emphasis will have to be on the physical stabilization of the tool, which will not be possible without an additional side handle.
As for the drill, then, of course, the emphasis should be on professional models with sufficient power reserves - at least 1500 W in the case of network devices, and from 18 V if you need a cordless tool for remote work. But in both cases, the design of the drill is optimal for working with stainless steel. By the way, in addition, it would not be amiss to provide a useful set of functions - electronic speed control, a switch lock button and reverse movement.
What is the best way to drill stainless steel?
According to experts, when working with cast iron, stainless steel and other heat-resistant steels, it is better to use special cobalt drills. The alloy R6M5K5 is used in their production. Alloy P18 is also used in the manufacture of drills for stainless steel. However, in accordance with GOST 10902-77, they are characterized by limiting the amount of cobalt to 5%. For those who do not know which drill to drill into stainless steel, experienced craftsmen recommend choosing products made from cobalt.
The advantage of drills whose chemical composition includes cobalt is that, due to the presence of this chemical element, the tool has high hardness. Judging by consumer reviews, this drill can be used to drill any stainless steel products without much difficulty. According to experts, the red-hardness index of the product has been significantly increased, which means critical overheating is excluded. However, if you do not set the power tool to the usual standard mode or ignore the established standards and extend the working session, the drill may overheat. However, even after intensive use, a cobalt product will still have high wear resistance and hardness. Due to the fact that today the industry does not produce cobalt drills, it is quite difficult to find them. Nevertheless, there are good analogues on the shelves of specialized stores that are also very effective for working with stainless steel. You can use HSS-Co drills. For their production, an alloy containing at least 5% cobalt is used. According to experts, foreign drills are practically no different in composition from domestic cobalt drills. You can also use special drill bits.
Which drill is better to use
List of drills for stainless steel that are definitely suitable for drilling metal:
- Any tool that contains cobalt in its alloy. The higher the percentage of this component, the better. Cobalt products differ from ordinary ones in a yellowish tint. Do not confuse the cobalt alloy with the application of this metal only to the outer part of the drill by electroplating. In the latter case, it will not be possible to drill through stainless steel.
- Expensive specialized tool. Such pobedit drills can drill through stainless steel, not just concrete. They have a certain sharpening angle.
- For thin stainless steel, you can use a feather-shaped drill bit for ceramic tiles. This is not the best option, but it will help to drill the workpiece once.
How and with what to drill stainless steel with your own hands. Drilling stainless steel video | STYLE SERVICE
Stainless steel, thanks to its unique characteristics and properties, has found wide application both in industry and in everyday life. Drilling of stainless steel may be required to make process holes. For example, in order to create a bolted or rivet connection of individual structural elements.
How to drill stainless steel
Drilling stainless steel in industrial and domestic conditions
Drilling of stainless steel can be carried out both in industrial and at home conditions. For this process, you can use special industrial machines or ordinary power tools, for example, an electric drill. Drilling machines are used in production. At home, the need to drill a hole in stainless steel may arise during repair work.
Stainless steel differs from conventional metal alloys in its increased viscosity, which means that when drilling stainless steel, the cutting tool can quickly overheat. Therefore, drilling stainless steel has its own characteristics. Stainless steel is drilled with special drills and a cooling lubricant is always used.
How to drill stainless steel
How to drill stainless steel depends primarily on the thickness of the stainless steel product:
- A stainless steel sheet no more than 2 mm thick can be drilled using conventional metal drills. In this case, the rotation speed of the power tool drill should be no more than 100 rpm;
- Holes in sheets more than 6 mm thick are made in two stages and special cutters are used. First, the metal is drilled with a fine tool, and then the process is completed using a finishing drill.
- To drill stainless steel, drills made from alloys containing cobalt are used. Moreover, the higher the cobalt content, the better for the drilling process.
- Stainless steel can be drilled with Pobedit drills.
- In some cases, feather-shaped drills are used for thin stainless steel.
Video on how to drill stainless steel at home:
While drilling, keep an eye on the chips. If it darkens and becomes shallow, it means that the cutting edge of the tool is dull and overheats. In this case, work must be stopped.
Drills for processing stainless steels
To connect elements made of stainless steel, you can use not only drilling, but also welding. Welding electrodes for stainless steel must meet certain criteria and requirements in order to ensure a high-quality and reliable weld.
Cooling lubricants for drilling stainless steel
When drilling equipment made of stainless steel, in addition to choosing the right tools and cooling lubricants, you must follow the drilling modes and know the technology for drilling stainless steel.
How, for example, to drill a stainless steel sink? First of all, you need to understand that you should not drill into already installed equipment. It needs to be dismantled.
The sink is placed on a horizontal surface and a core is used to mark the place where the hole needs to be made.
After this, a tube with coolant is installed at the drilling site and a hole is drilled in the stainless steel through this so-called “bath”.
Also read articles:
Simple rules
To avoid unpleasant moments associated, for example, with overheating of the drill, strong heating of the drilling site, and others, you need to follow a few simple rules, which will allow you to make perfectly even holes without additional time and material costs. It must be taken into account that stainless steel has a viscous structure, therefore, in order to avoid overheating of the drill, stainless steel must be drilled only at low speeds. The drills should be as sharp as possible. In addition, to avoid severe overheating of the drilling site, which will significantly complicate further drilling of the material, it is necessary to reduce the temperature of the drill every 10 seconds.
If during the drilling process the chips become increasingly fine and dark, this indicates that the drill is dull and the hole in the stainless steel is overheating. Before continuing work, the drill must be sharpened or replaced with a new, sharper one. Drilling into stainless steel usually starts with small diameter drill bits, such as size five or four. Next, you can use drills of the required diameter to achieve the required hole size. As a result of such actions, you can significantly reduce drilling time and make the hole as smooth as possible.
Very few basics at the beginning.
Before work, you must select the cutting mode. What it is? Elements of the cutting mode when drilling
There are 3 main parameters:
The cutting speed
when drilling is conditionally the peripheral speed (the speed of a point located on the surface) of the drill relative to the workpiece.
(In simple terms: "how fast the drill rotates", or the number of revolutions per minute depending on the diameter of the drill.) For example, the same cutting speed of 20 m/min is achieved if a drill with a diameter of 1.0 is rotated 6366 times per minute (rpm), and a drill with a diameter of 10.0 - 637 times per minute. Feed
– the amount of movement of the drill in the direction of the drilling axis per revolution in mm/rev (how quickly the drill immerses into the material).
Torque
perceived by the drill when cutting (what torsional load the drill experiences during operation).
Read also: Wrench with adjustable torque
These three parameters are mutually determining and their choice depends on: - the material being processed; - the material of the drill itself; -equipment on which work is performed and type of cooling; - other factors (surface roughness, contamination, etc.).
About
the features of drilling stainless steels
The main feature (difficulty) when working with stainless steel is related to its ductility. As a result, a kind of sticking occurs on the working surface of the drill, which leads to overheating of the tool and its failure. Therefore, it is important: – to ensure heat removal using cooling; – use drills that are more resistant to heat and allow better chip removal.
Cobalt drills
Made from high speed steel HSSCo (M35) or similar designations (HSSCo5, HSSE, P6MK5), these drills are specially designed and recommended for drilling difficult-to-cut and
stainless steels.
1. The composition of R6M5K5 includes 5% cobalt, which significantly increases the red-hardness of the drill - the ability to maintain high hardness and wear resistance obtained as a result of heat treatment when heated to red-hot temperatures. 2. The drill is made using more expensive grinding technology - i.e. The drill bit is not twisted into a spiral (like rolled drills), but the flutes are formed on a grinding machine. As a result, there is no internal tension in the drill, and the surfaces are smooth, which significantly improves chip yield (important when drilling stainless steel). 3. The apex angle is 135 degrees with a cross-shaped point. This is the angle between the working edges of the drill (i.e., unlike conventional metal drills, cobalt drills look more “blunt”). This angle reduces the area of the drill’s working area, which reduces the load on it, and the cross-shaped point at the top reduces the dead zone (in this place the drill bears the greatest load) between the working edges.
How to drill ordinary stainless steel with a cobalt drill
If you can provide the correct cutting conditions,
i.e.
If you have a machine on which you can accurately set the speed, feed and provide cooling
, then we simply choose for stainless steel:
Cutting speed
V = 10 m/min is recommended by most manufacturers for working with stainless steels and is necessary for selecting speed.
Then the revolutions can be calculated using the formula: n=3180/D for a drill with a diameter of 1.0 - 3180 rpm, for a drill 5.0 already 636 rpm Feed:
0.005-0.01d mm/n, where d is the diameter of the drill .
This means that in one minute a drill with a diameter of 5 mm should drill a hole with a depth of about 3 mm, and a hole with a diameter of 10 mm is already 1.6 mm. Cooling: It is recommended to use oleic acid as a coolant .
If you work with an ordinary drill in “field conditions”
For cooling, you can take olive oil (it contains 81% oleic acid) or sunflower oil - up to 40%, and if it is absolutely impossible to use liquid, then you can use lard or fat - they contain up to 44% oleic acid. Drill at minimum speed (100-200 rpm). If the drill does not allow you to set the speed, use the on/off method and drill by inertia. Only the minimum feed (pressure on the drill), while trying to ensure a uniform feed.
Very useful to know
1. It is a grave mistake to cool the drill by dipping it in water or something else (i.e., drill “dry” and then dip it, etc.). By these actions you instantly damage the drill. Rapid heating and cooling leads to unpredictable consequences, a kind of uncontrolled tempering or hardening. 2. Cobalt drills do not have to be yellow (bronze), cobalt is not a coating, it is part of the high-speed steel from which the drill is made. The coating is either: additional protection against corrosion, or it improves gliding, or it is just an image move by the manufacturer. 3. The given recommendations are valid when working with ordinary stainless steel; they have additional features when drilling thin-sheet stainless steel.
To prevent oil paint from drying out during storage and to prevent a film from forming on it, place a circle of thick paper on the surface of the paint and fill it with a thin layer of drying oil.
"The polyethylene film covering the balcony or greenhouse is protected from being torn off by the wind by a string stretched on both sides at intervals of 10-15 cm. "
» To make it easier to work with a concrete mixture, clay is usually added to it, but clay reduces the strength of the mixture. Add a spoonful of washing powder to it per bucket of water. "
“To prevent the screw, the head of which is hidden behind the obstacle, from rotating together with the tightened nut, you need to throw several turns of thread or thin wire over it and lightly tighten the ends. Due to friction, the screw is held well in place. The ends of the thread can be trimmed after tightening. "
» You can cut out the birdhouse entrance without a brace. It is enough to split the front side of the board in the center and cut out half-holes of the required size with a chisel or hatchet, and then connect the halves again. "
Wooden screw plugs crumble and fall out of the wall. Take your time to cut out the new plug. Fill the hole in the wall tightly with nylon from an old stocking. Using a nail of a suitable diameter heated red hot, melt a hole for the screw. The fused nylon will turn into a strong cork.
Read also: Minimum number of chain sprocket teeth
» It’s easy to turn a carpenter’s level into a theodolite by equipping it with an aiming device consisting of a slot and a front sight. "
» In order for two strips of linoleum to lie end to end, it is convenient to use a self-adhesive decorative film, placing it under the base of the noleum. "
» To ensure that the nail goes in the right direction and does not bend when driven into a deep hole or groove, it should be placed inside the tube, secured with crumpled paper or plasticine. "
Before drilling a hole in a concrete wall, secure a piece of paper just below it. Dust and concrete fragments will not fly around the room.
» To cut the pipe exactly at a right angle, we recommend doing this. Take a straight strip of paper and roll it onto the pipe along the sawing line. The plane passing through the edge of the paper will be strictly perpendicular to the axis of the pipe. "
» A simple device will help you move logs or wooden beams - a piece of motorcycle or bicycle chain, equipped with a hook on one side and attached to a crowbar on the other side. "
“In order for one person to work with a two-handed saw, we recommend using a simple technique: move the saw handle from the top to the bottom position. "
You can cut a piece of slate of the required size with a saw, but it is better and easier to punch holes along the line of the intended cut with a nail at a frequency of 2-3 cm, and then break off the slate on the support.
» The best way to stick tiles to the wall: take bitumen, melt it and drop just four drops on the corners of the tile. Stuck on dead. "
When making shaped window casings, it is most convenient to cut shaped holes with a hacksaw with a sharpened blade.
» Making stained glass is a long and difficult task. You can make a quick imitation of stained glass. To do this, they take thin slats or twigs of vines, glue them to a sheet of glass, and then paint the glass and cover it with varnish. "
“If you don’t have a dowel at hand, you can make one from a piece of plastic tube. The body of a ballpoint pen may also be suitable for this purpose. Having sawed off a piece of the required length, make a longitudinal cut, about halfway, and the dowel is ready. "
» It is notoriously difficult to hang a door when working alone. But it’s enough to shorten the bottom pin by 2-3 mm and the work will become much easier. "
"A very durable, non-shrinking and fairly waterproof putty is made from bustylate mixed with any powder - chalk, gypsum, cement!, sawdust, etc. "
» If you need to screw a screw into the end of a particle board, drill a hole slightly smaller than the diameter of the screw, fill the hole with Moment glue (not epoxy!), and screw the screw in a day later. The plate does not delaminate. However, the resulting connection can be placed under load only after a day. "
» It is more convenient to secure portraits, photographs, paintings in wooden frames with glass not with nails, but with the help of push pins bent at right angles. The buttons are gently pressed with a screwdriver. Compared to nails, the risk of splitting thin frames is reduced to a minimum. "
» Driving a screw into hard wood is not easy. If you poke a hole for the screw with an awl, and rub the screw itself generously with soap, then after such an operation the work will go like clockwork. "
To save time, the edge of the wallpaper can be trimmed with a sharp knife without unrolling the roll. To do this, you must first align the end of the roll and draw the edge border on the outside with a simple pencil. Working with a knife, the roll must be gradually turned in the direction of rolling.
To carry large sheets of plywood, glass or thin iron at home, it is convenient to use a wire holder with three hooks at the bottom and a handle at the top.
How to drill stainless steel
. Anyone who has tried to drill stainless steel knows that it is impossible to drill through it without some tricks. Usually a special lubricant is used for this. It consists of machine oil and a small amount of sulfur. Usually the sulfur used is the one sold in Priroda stores. It has names there: “colloidal sulfur”, “sulfur color” or “sulfur for fumigation”.
The first two are used without preparation; The sulfur for fumigation is finely ground.
A more effective lubricant can be made by mixing sulfur with fatty acids. To obtain acids, they take the lowest grade laundry soap, which is crushed and dissolved in hot water. Excess commercial hydrochloric acid is poured into the soap solution. Fatty acids float. Pour in excess cold water - the fatty acids harden and are easy to separate from the solution. They are washed 4-5 times as follows: placed in a pan, filled with hot water, stirred for 5-7 minutes, cold water added, removed, placed back in the pan, etc.
Fatty acids are mixed with sulfur in a ratio of 6:1 (by weight). One more remarkable property of fatty acids should be noted. If you mix them with rosin (heating over low heat) in a ratio of approximately 1:1 (by weight), you get an excellent paste-like flux for soldering metals with lead-tin solders.
Most often, drilling holes in stainless steel materials entails a number of unpleasant moments. This includes overheating of the drill, overheating of the actual drilling site, and loss of precious time. To avoid all this, you should follow several rules. These rules will help you in making your own stainless steel products, for example, canopies and awnings. So here are these simple tips:
1. Stainless steel has a very tough structure and in order to avoid overheating of the drill, it is necessary to drill only at low speeds and use sharp drills.
Read also: Diamond cutters for engravers
2. During the drilling process, it is necessary to cool the drill every 10-15 seconds. This should be done to prevent calcination of the drilling site. Hardened stainless steel is extremely difficult to drill.
3. If you notice that the chips are becoming darker and smaller, then immediately replace or sharpen the drill. This means that the hole is overheating and the drill has become dull.
4. For initial drilling, use drills with the smallest diameter. It is recommended to drill stainless steel first with a four or five, and then drill out to the desired diameter. This will significantly reduce drilling time.
5. And finally, if the hole area is still hardened, try removing this layer with a well-sharpened drill of a larger diameter, and then drill again with the original one.
By following these simple rules, you will not only reduce the time spent drilling, but also keep your nerves in order.
It is necessary to drill 2mm sheets. Hole diameters are 3-6mm. What drills are best to use and where to buy them in Moscow? Conventional ones for metal are garbage. Thank you.
Drilling with ordinary metal drills is quite normal, unless the drills are Chinese. But there is one caveat. Stainless steel is very tough, the drill quickly overheats and shrinks, and a hard hardening (or whatever it is correctly called) forms in an underdrilled hole. Therefore, it is necessary to use coolant, for example, drill oil, but in extreme cases, water will also work. I was drilling once, the workpieces were not very large, so I just took a plastic bath, threw a piece of plywood in there, put the workpiece on top and filled it with cold water so that the level was about a centimeter and a half higher than the workpiece. Drilled and countersunk without problems.
absolutely right. emulsion rules. Samara drills will work without problems.
lesha34 wrote: It is necessary to drill 2mm sheets. Hole diameters are 3-6mm. Which drills are best to use?
It is better to use ordinary (old Soviet) drills made of R6M5 steel, or, even better, R18. When drilling with a drill with a diameter of 3mm, the speed is no more than 1000 rpm. Diameter 6mm drill into a pre-drilled hole 3mm, speed no more than 500 rpm. The drill must always be sharp. Castor oil is best suited for stainless steel as a coolant.
lesha34 wrote: and where to buy them in Moscow?
For example, at » > there is a small store. Or here » >
lesha34 wrote: Ordinary ones for metal are garbage.
If you drill incorrectly, any kind of drill is garbage.
Oleic acid is usually used to process stainless steel; it is clear that it is not sold together with drills, so you can try replacing it with similar higher acids - and using soapy water for cooling/lubrication.
Serg wrote: For processing stainless steel, oleic acid is usually used, it is clear that it is not sold together with drills,
Castor oil, you can buy at the pharmacy, olein, it’s unlikely.
is wrote: I was drilling once, the workpieces were not very large, so I just took a plastic bath, threw a piece of plywood in there, put the workpiece on top and filled it with cold water so that the level was about a centimeter and a half higher than the workpiece. Drilled and countersunk without problems
It is not a bad option to use a rubber sealing ring for siphons as a coolant retainer. Place it in place of the future hole, pour liquid into it, and drill. Convenient + low coolant consumption. Water is not very good as a coolant; stainless steel burns on the drill. Oil (it doesn’t matter what kind) or kerosene resists this well.
For water (with soap) you can use a plasticine side. However, it may not tolerate petroleum products.
2lesha34 It’s all good when the part can be inserted/placed on a drilling machine. Then you can pour coolant and put a rubber ring, etc., this is ideal. I am engaged in the installation of food processing equipment, and the usual, ferrous metal there is only in the frames, everything else is stainless steel, and the parts, frankly speaking, are not suitable for a drilling machine. We drill a lot of holes. So, I can say with great confidence that so far I have not seen better cobalt drills for this. R6M5 (especially those from factories) are good drills, but they still set quickly on stainless steel. There are drills that are even better than cobalt and tungsten ones. These work on stainless steel even longer, but have a very bad feature - they are fragile. But sharpening is only possible on a diamond wheel, and even then it will cause significant wear. Also, the downside is that they are very expensive and they are all short in length. As long as we buy cobalt Bosch or Ruco, they work quite well. When drilling, you don’t need to set high speeds, optimally, of course, 300-400, but not more than 1000. You will burn the hole, especially if the stainless steel is polished and burn the drill. If the surface is not horizontal, then periodically lower the drill into castor oil or glue a ball of ordinary wax (not paraffin) and drill through it.
Serg wrote: Oleic acid is usually used to treat stainless steel
And they breathe it, breathe it.
Dr.NO wrote: So, I can say with great confidence that so far I have not seen better cobalt drills for this.
If it's not a secret, what do you mean by this? R6M5K5, R9K5, R9M4K8, R18K5F2? Or what else?
Dr.NO wrote: There are even better drills than cobalt and tungsten ones. These work on stainless steel even longer, but have a very bad feature - they are fragile.
Do you mean hard alloys of the tungsten group? VK8, VK10-M?
Technology
A special feature of working with stainless steel – whether at home or in large production centers – is the need to compensate for its specific qualities. Such metal creates a very liquid weld pool, and it is difficult to count on getting a normal “bead.” Stainless steel, even thin, can be cooked with a coated electrode with reverse polarity - and this is the solution that is usually chosen for home use. The smaller the electrode cross-section, the better. It is advisable to reduce the welding current to prevent overheating. Accelerated cooling of the resulting seam helps to weld stainless steel properly. This is achieved by blowing with compressed air or using copper pads. In some cases, dousing with water is practiced.
Argon technology is the choice of those who want to get flawless seams and work with very thin material (but not thinner than 1 mm). This method is also suitable for welding pipelines designed for high pressure. In this embodiment, the use of both direct and alternating current is allowed.
The welding mode is selected according to the thickness of the parts being processed. Semi-automatic mode is essentially the same argon technology. The only significant difference is that the mechanics will be responsible for feeding the wire. The work process will be significantly simplified. The thinner the metal being processed, the more relevant it is to use a short arc. Thicker products are welded using the jet transfer method.
In situations where process control is very important, pulsed welding is recommended. Exposure to a series of pulses will lower the average level of welding current and reduce the intensity of the thermal effect. This reduces the risk of burning through the workpiece. In some cases, it is necessary to weld stainless steel with ferrous metal. Not every specialist will be able to perform such work. It must be taken into account that differences in the coefficient of linear expansion after welding are completed will leave serious internal stresses. For connecting stainless steel and ferrous metal, the following electrodes are recommended:
- OZL-25B;
- NIAT-5;
- TsT-28;
- E50F.
If the metal thickness is 0.1 cm, then it is recommended to use direct electricity with an amperage of no more than 60 A, with an electrode cross-section of up to 2 mm. When the workpiece has a thickness of 0.2 cm, an alternating current of up to 80 A is needed. Finally, when working with parts 0.4 cm, it will again be necessary to supply constant pulses with a force of up to 130 A, which arrive at the electrode up to 0.4 cm. Giving too strong current, there is a risk of damaging the material being processed.
Due to the significant coefficient of thermal expansion, the workpieces will have to be moved apart over a long distance. Electrode tools should be no longer than 35 cm. If long coated rods are used, they will overheat. The reduced thermal conductivity of stainless steel forces the current to be reduced by 20%. Electrodes can be made of high alloy steel, sometimes coated with nickel. But sometimes alloyed electrode tools are also used, which will make it possible to fuse edges made of black steel.
Next, the seam itself is produced using clad steel. Experienced experts advise doing the following:
- use nickel-based consumables:
- Before welding, calcinate the electrodes (preferably 210 degrees for 60 minutes);
- operate on direct current;
- before starting the process, clean the metal surface from dirt and rust;
- apply flux to cover the work area;
- sharpen the tips of tungsten rods;
- Use insulating gas whenever possible;
- try to capture more ferrous metal so that the seam at the molecular level is stronger.
In the next video you will see welding stainless steel with an inverter.
Metal drill sharpening angles: table for correct tool geometry
Metal drills, like any other cutting tool, wear out during use, which makes them unsuitable for use. Meanwhile, in most cases, the cutting and other angles of a metal drill can be restored by selecting their values using a special table and sharpening.
Manual sharpening of drill bits for metal
Purpose and design features of the tool
Metal drills, for the manufacture of which high-speed steel alloys are used, are used to create both through and blind holes in metal parts. The most common are twist drills, the design of which includes the following elements:
- cutting part;
- working fluid;
- shank;
- paw
Structural elements of a twist drill
If the shank, which can be either cylindrical or conical, is designed to securely fix the tool in the chuck of the equipment used, then the working part simultaneously performs several important functions at once. It is the geometry of the drill that determines its performance and cutting properties.
The most important elements of the working part of a metal drill are screw grooves. Their task is to remove chips from the processing zone. The geometry of a spiral drill for metal provides that the front side of the spiral groove is made at a certain angle, the value of which changes in the direction from the axis of the tool to its peripheral part. During the manufacturing process of a metal drill, narrow ribbons are formed on the side area of its spiral elements, slightly protruding above the main surface. The purpose of such ribbons is to reduce the amount of friction between the tool and the walls of the hole being formed.
Features of different types of drill sharpening
Sharpening drills, as mentioned above, is necessary in order to restore their geometric parameters. The choice of a specific type of drill sharpening depends on a number of factors (tool diameter, characteristics of the metal being processed, etc.).
The most universal is normal sharpening (N), during which one transverse and two cutting edges are formed on the working part of the drill. The sharpening angle of the drill in this case is 118–120°. When choosing this type of drill sharpening, you should keep in mind that it can be used for tools whose diameter does not exceed 12 mm.
Types of metal drill sharpening
All other types of sharpening, which are designated by the letter combinations NP, NPL, DP, DPL, can be used for tools with a diameter of up to 80 mm. Each of these types of sharpening involves bringing the geometry of the metal drill to the required parameters.
NP
Such sharpening involves sharpening the transverse edge, which is done to reduce its length and, accordingly, to reduce the loads taken by the tool during the drilling process.
NPL
In this case, in addition to the transverse edge, the ribbon is also sharpened, which makes it possible to reduce its width in the area of the cutting part. Sharpening the tape, in addition to reducing the friction force created during drilling, allows you to form an additional back angle of the drill, which facilitates the processing process.
DP
This is a double sharpening combined with a sharpening of the transverse edge. Performing sharpening of this type allows you to form one transverse and four cutting edges on the working part of the metal drill, which look like broken lines.
DPL
This is a similar type of sharpening to the previous one, in which the ribbon is additionally sharpened. Creating four cutting edges when performing double sharpening is necessary in order to reduce the angle between the peripheral sections of the cutting edges. This approach makes it possible to improve heat removal from the cutting part of the tool and, accordingly, significantly increase its durability.
How to choose the right sharpening angles
Drill sharpening angles, as mentioned above, are selected according to special tables, where their values are presented depending on the material in which the hole needs to be formed.
Table 1. Metal drill sharpening angles for various materials
If you choose the wrong angles at which the drill will be sharpened, this will lead to the fact that it will become very hot during operation. This may ultimately lead to its failure. In addition, it is the incorrectly selected angles used to sharpen a metal drill that often become the main reason for poorly executed drilling.
Performing an operation
Traditionally, sharpening spiral-type metal drills is performed on an emery machine equipped with a sharpening wheel of appropriate hardness. You should start sharpening them by processing the back surface. By pressing the tool with this surface to the rotating grinding wheel at a certain angle, you must ensure that the correct slope is formed on it.
When sharpening the front cutting surface, it is necessary to control not only the angle at which the operation is performed, but also the size of the jumper. It is very important that when sharpening the working part of the metal drill, cutting edges of equal length and located at the same angle are formed. If you drill a hole with a drill, when sharpening these important requirements are not met, then the diameter of such a hole will be larger than the transverse size of the tool itself.
Checking sharpening angles using a template
You can check the compliance of the basic geometric parameters (including the sharpening angle) of the drill with the required characteristics using one template, which is easy to purchase in serial form or make yourself.
And in conclusion, a short video about how to sharpen a metal drill yourself.
met-all.org
Related Posts via Categories
- Seamless pipes GOST 8734-75 – assortment and all characteristics and features
- Melting point and use of stainless steel – what is more important?
- Density of stainless steel - domestic grades and AISI standard
- Grades of corrosion-resistant steels - How are the strength and properties of the metal improved?
- Alloyed structural steels – special alloys for special cases
- Composition of stainless steel - what types of anti-corrosion alloys exist
- Stainless steel - we will carry out the classification without excess numbers
- Carbon steel - properties and applications
- Low-alloy steels are alloys in demand by modern industry
- Heat treatment of stainless steel - features of a complex process!