Особенности чугуна
Основным отличием металла считается процесс изготовления. В производстве применяются различные температуры, доходящие до значений 1200°С. При этом получают сплав железа и углерода с высоким содержанием последнего, такое явление способствует снижению свойства прочности. Частицы железа и углерода не вступают в сильные связи.
В процессе плавления атомы углерода не способны внедриться в кристаллическую решетку. В результате чугунные детали не применяются в узлах подверженных высоким нагрузкам. Металл относится к черной металлургии, по некоторым характеристикам похож на стальные сплавы.
К достоинствам относят:
- высокую прочность некоторых чугунных сплавов, в отличие от стальных;
- в результате принудительного нагрева происходит равномерное распределение тепловой энергии по детали, при этом снижение температуры происходит за длительное время;
- не вступает в реакцию с кислотами и щелочами;
- детали из чугуна имеют большой срок службы;
К недостаткам относят:
- малая устойчивость к проявлению коррозии;
- сверлить чугун можно только при наличии навыков и дополнительного оборудования;
- низкие свойства пластичности;
- высокая хрупкость некоторых сплавов металла.
Чем сверлить нержавеющую сталь – Справочник металлиста
Вопрос о том, как просверлить любую нержавейку в домашних условиях, обычно не возникает, если использовать для этих целей специальные сверла для нержавеющих сталей. Наряду с такими сверлами, которые позволяют быстро и качественно сформировать отверстие требуемого диаметра, необходимо использовать специальные охлаждающие составы, а также строго выдерживать технологические параметры.
На производстве для сверления нержавейки используют промышленные станки с подачей охлаждающей жидкости. В домашней мастерской приходится осваивать некоторые хитрые приемы
Смазочные материалы
Сверление отверстий в изделиях из нержавеющей стали, выполняемое обычным сверлом, может закончиться неудачей. Объясняется это тем, что стали, относящиеся к категории нержавеющих, отличаются повышенной вязкостью, поэтому их сверление, особенно выполняемое в домашних условиях, сопровождается значительным нагревом режущего инструмента и, как следствие, его выходом из строя.
Чтобы качественно и быстро сверлить нержавейку, учитывая все вышесказанное, необходимо использовать охлаждающий материал, который, кроме того, должен отличаться хорошими смазывающими свойствами.
При необходимости часто сверления нержавейки есть смысл оборудовать станок самодельной системой подачи жидкой смазки (в качестве насоса подойдет автомобильная помпа)
В том случае, если сера, имеющаяся в вашем распоряжении, представляет собой мелкий порошок, ее можно сразу смешивать с машинным маслом без специальной подготовки. Если же вы приобрели кусковую серу, ее надо предварительно перетереть.
Можно сделать сверление стальных нержавеющих изделий более эффективным, если использовать для выполнения такой операции смазывающе-охлаждающую смесь, состоящую из серы и жирных кислот, которые можно получить самостоятельно в домашних условиях. Для этого необходимо сделать следующее:
- измельчить кусок хозяйственного мыла (можно использовать самое дешевое);
- смешать измельченное мыло с горячей водой и тщательно размешать полученную смесь;
- в полученный раствор добавить техническую соляную кислоту;
- дождаться, пока на поверхность полученного раствора начнут подниматься жирные кислоты;
- после этого добавить большое количество холодной воды;
- с поверхности раствора снять затвердевший ствол жирных кислот, которые в дальнейшем и используются для приготовления смазывающе-охлаждающего раствора.
Полученные при приготовлении жидкости для сверления жирные кислоты смешиваются с серой в соотношении 6:1. Используя раствор, сделанный по такому рецепту, можно легко просверлить изделие из нержавейки, отличающееся даже значительной толщиной. Естественно, что при выполнении такой процедуры следует придерживаться определенных технологических рекомендаций.
Полезные приемы при сверлении
Есть несколько несложных приемов, позволяющих качественно и быстро просверлить отверстие в нержавеющей стали. Перечислим наиболее распространенные из них.
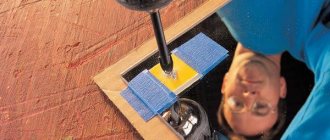
- Сверление горизонтальных поверхностей из нержавейки лучше выполнять, предварительно пропуская сверло через смазывающую и охлаждающую жидкость, налитую в резиновую шайбу или пластиковую пробку, установленную непосредственно над местом расположения будущего отверстия.
- Если необходимо просверлить отверстие в стальной нержавеющей поверхности, расположенной вертикально, то в месте сверления можно закрепить шарик, изготовленный из парафина, который и обеспечит смазку режущего инструмента.
- Вне зависимости от того, будете вы сверлить нержавейку при помощи бытовой электрической дрели или промышленного оборудования, осуществлять такую технологическую операцию лучше на небольших оборотах режущего инструмента (100–600 об/мин). Использование даже очень качественной жидкости для смазки и охлаждения не сможет обеспечить качественный результат сверления нержавеющей стали, осуществляемого на больших оборотах.
Показателем правильного подбора скорости сверления нержавейки служит длинная стружка
Для того чтобы получить более подробное представление о том, как правильно просверлить детали из нержавейки, можно изучить данный процесс по видео.
Проблем со сверлением на невысоких оборотах не возникает, если для этого используется станок или дрель, на которых предусмотрена опция регулировки данного параметра. Если же такой опции нет, то нержавейку просверлить можно следующим образом.
- Электрический сверлильный инструмент запускается буквально на 1–2 секунды.
- После кратковременного пуска дрель сразу выключается.
Такой нехитрый технологический прием позволяет обеспечить невысокие обороты вращения режущего инструмента, что, собственно, и требуется для качественного сверления нержавейки.
Подготовительный этап и необходимые инструменты
Непосредственно перед началом работы необходимо подготовить поверхность заготовки, на которой будет изготавливаться отверстие. При этом с детали удаляются заусенцы в данном случае используют наждачную бумагу, а также маслянистые и жирные пятна. В результате мастер добьется нормального отведения тепла с места сверления.
При резком охлаждении нагретых участков происходит отбеливание металла, такое явление происходит в результате структурного строения материала. Отбеленная область характеризуется низкой прочностью, а также хрупкостью. Механические нагрузки могут привести к дефектам металлической заготовки.
На крупных промышленных предприятиях для охлаждения заготовки и инструмента применяются эмульсии. В составе они содержат сульфированные и хлорированные масла, в некоторых случаях применяют керосиновый раствор. Благодаря данной жидкости удается избежать изменения в структуре металла. Для станков одним из условия считается плавное изменение частоты вращения шпинделя, а также плавность опускания сверла в заготовку.
В условиях частной мастерской применяют электрические дрели с возможностью регулировки вращения. Приводные двигатели необходимо подбирать высокой мощности, при этом мастер получит отверстия больших диаметров. Для предотвращения поломки сверла, а также сохранения точности обработки используют механизм крепления заготовки и станка.
Инструмент для сверления
Правила выбора
Если кобальтовый инструмент приобретается для того, чтобы просверлить с его помощью всего несколько отверстий, то можно остановить свой выбор на более экономичных вариантах. Для частого и интенсивного использования целесообразно выбирать более дорогую продукцию от проверенных производителей, способную прослужить длительное время, не утрачивая при этом своих первоначальных характеристик.
К самым качественным и надежным кобальтовым сверлам относятся инструменты, которые производились предприятиями бывшего Советского Союза. Приобрести такие сверла, которые можно узнать по маркировке Р6М5К5, с каждым годом становится все труднее. Специалисты, часто сталкивающиеся с необходимостью сверления нержавейки, прекрасно осведомлены о качественных характеристиках такого инструмента и никогда не упустят возможности купить его.
Сверло из сплава Р6М5К5 – качество, проверенное временем
Если говорить о кобальтовых сверлах от современных производителей, то наиболее качественными и надежными из них считаются инструменты, выпускаемые под торговыми марками Bosch и Ruco
Выбирая такие инструменты, необходимо в первую очередь обращать внимание на их маркировку, по которой можно определить, какое количество кобальта содержится в химическом составе материала изготовления. Так, маркировка Р6М5К5 или HSSCo5 (по зарубежной классификации DIN 338R), нанесенная на хвостовик, указывает на то, что в материале изготовления сверла содержится 5% кобальта. Следует иметь в виду, что в материале изготовления инструментов, относящихся к кобальтовой категории, данного элемента должно содержаться не менее 4%
Следует иметь в виду, что в материале изготовления инструментов, относящихся к кобальтовой категории, данного элемента должно содержаться не менее 4%.
Маркировка кобальтового сверла
Для создания качественного отверстия важно не только правильно выбрать кобальтовый инструмент, но и знать, как сверлить нержавейку с его помощью. Чтобы повысить точность выполнения такой технологической операции, а также уменьшить интенсивность износа используемого кобальтового сверла, выполнять сверление нержавейки с его помощью следует на небольших оборотах. Кроме того, надо иметь в виду, что такое сверло не нуждается в частом охлаждении в процессе использования
Более того, если подвергать кобальтовое сверло частому охлаждению, оно значительно быстрее придет в негодность
Кроме того, надо иметь в виду, что такое сверло не нуждается в частом охлаждении в процессе использования. Более того, если подвергать кобальтовое сверло частому охлаждению, оно значительно быстрее придет в негодность.
Особенности работы сверл и от чего зависит угол заточки
Безусловно, при выборе режущего инструмента мастер должен учитывать множество факторов, ведь вариантов исполнения и типоразмеров большое количество. Исходя из особенностей, подбирается не только резец, то и тип металлообработки. Каждый процесс обладает своими особенными характеристиками.
Они зависят от:
- Материала, по которому вы работаете. Одни стали имеют повышенную твердость, другие могут быть хрупкими, третьи – податливыми и мягкими.
- Качеств самого сверла – здесь работают аналогичные правила.
- Задач токаря – какой размер, а также класс точности необходимо обеспечить.
Исходя из этого и некоторых других факторов, выбирается режим сверления – когда подбирается оптимальное давление и обороты, иными словами, подача и скорость вращения инструмента. Если мы говорим о сверлении электродрелью, то такие показатели рассчитать достаточно сложно. Но в случае с работой со станками (сверлильными, токарными) этот показатель очень важен. Удобнее всего заниматься с оборудованием с ЧПУ, поскольку пульт управления автоматизирует множество процессов, в том числе расчет и выставление вышеприведенных параметров. Купить приборы для фрезерной, токарной обработки металла с ЧПУ можно на сайте компании .
Под каким углом затачивать сверло – также зависит от того, какую цель преследует токарь, а также с каким материалом он работает. Приведем такой пример. Если обрабатываемая заготовка изготовлена из очень твердого сплава, а резец обладает чрезмерно острой кромкой, то велика вероятность, что она просто сломается при нажатии. Выйти из этого положения можно двумя способами:
- сменить угол заточки на более тупой;
- сделать предварительную черновую обработку – просверлить маленькое отверстие на этом месте.
Ниже расскажем более подробно о рекомендациях выбора.
Каким инструментом выполнять сверление?
Для начала определяется тип инструмента, которым можно будет качественно и безопасно выполнить подобную операцию. Если речь не идет о производстве, где вполне оправдано было бы применение сверлильного станка, то выбор встанет между дрелью и перфоратором. Конечно, глаз неопытного пользователя сразу падет на перфоратор, как на более мощный агрегат. Но не все так очевидно.
Действительно, средний перфоратор будет куда производительнее электродрели, но он же располагает более массивным корпусом, обладает внушительной массой и в принципе ориентируется на работу с кирпичом и бетоном.
Как просверлить нержавейку перфоратором? Работать придется в изначально некомфортных условиях, поскольку массивная конструкция не даст простора для маневренности, а это залог успешной обработки твердотельных сплавов. Акцент придется делать на физической стабилизации инструмента, в которой не обойтись без дополнительной боковой рукоятки.
Что касается дрели, то, разумеется, упор следует делать на профессиональные модели с достаточным запасом мощности – не менее 1500 Вт в случае с сетевыми аппаратами, и от 18 В, если нужен аккумуляторный инструмент для удаленных работ. Но в обоих случаях конструкция дрели оптимально подойдет для работ с нержавейкой. К слову, в дополнение будет не лишним предусмотреть полезный набор функций – электронную регулировку оборотов, кнопку застопоривания выключателя и реверсный ход.
Чем лучше сверлить нержавейку?
Как утверждают специалисты, для работы с чугуном, нержавейкой и другими жаропрочными сталями лучше воспользоваться специальными кобальтовыми сверлами. В их производстве используется сплав Р6М5К5. Также при изготовлении сверл для нержавеющей стали применяют сплав Р18. Однако, в соответствии с ГОСТ 10902-77, для них характерно ограничение количества кобальта до 5%. Для тех, кто не знает, каким сверлом сверлить нержавейку, опытные мастера рекомендуют остановить свой выбор именно на изделиях из кобальта.
Преимущество сверл, химический состав которых включает в себя кобальт, заключается в том, что благодаря наличию этого химического элемента инструмент обладает высокой твердостью. Судя по отзывам потребителей, таким сверлом без особого труда сверлятся любые изделия из нержавеющей стали. По словам специалистов, показатель красностойкости изделия значительно повышен, а значит критический перегрев исключен. Тем не менее, если установить электроинструмент не на обычный штатный режим или проигнорировать установленные нормативы и рабочий сеанс продлить, то может произойти перегрев сверла. Однако даже после интенсивной эксплуатации изделие из кобальта по-прежнему будет обладать высокой износостойкостью и твердостью. Ввиду того, что сегодня промышленность кобальтовые сверла не производит, найти их достаточно сложно. Тем не менее на прилавках специализированных магазинов имеются неплохие аналоги, которые также очень эффективны для работы с нержавеющей сталью. Можно воспользоваться сверлами HSS-Co. Для их производства применяется сплав, содержащий не менее 5% кобальта. Как утверждают эксперты, зарубежные сверла своим составом практически не отличаются от отечественных кобальтовых. Также можно применить специальные буровые наконечники.
Какое сверло лучше использовать
Перечень сверл для нержавеющей стали, которые однозначно подойдут, чтобы просверлить металл:
- Любой инструмент, в сплаве которого присутствует кобальт. Чем выше процент этого компонента, тем лучше. Кобальтовые изделия отличаются от обычных желтоватым оттенком. Не стоит путать кобальтовый сплав с нанесением этого металла лишь на внешнюю часть сверла методом гальваники. В последнем случае просверлить нержавейку не удастся.
- Дорогостоящий специализированный инструмент. Такие победитовые сверла могут просверлить нержавейку, а не только бетон. Они имеют определенный угол заточки победита.
- Для тонкой нержавейки можно применить сверло в форме пера для керамической плитки. Это не лучший вариант, но поможет одноразово просверлить заготовку.
Как и чем сверлить нержавейку своими руками. Сверление нержавеющей стали видео | СТИЛ-СЕРВИС
Нержавеющая сталь, благодаря своим уникальным характеристикам и свойствам, нашла широкое применение, как в промышленности, так и в быту. Сверление нержавеющей стали может потребоваться для выполнения технологических отверстий. Например, для того, чтобы создать болтовое или заклепочное соединение отдельных элементов конструкции.
Как просверлить нержавейку
Сверление нержавейки в промышленных и домашних условиях
Сверление нержавейки можно проводить как в промышленных, так и в домашних условиях. Для этого процесса можно применять специальные промышленные станки или обычный электроинструмент, например, электродрель. Станки для сверления применяют на производстве. В домашних условиях необходимость просверлить отверстие в нержавейке может возникнуть во время проведения ремонтных работ.
Нержавеющая сталь отличается от обычных сплавов из металла повышенной вязкостью, а это значит, что при сверлении нержавейки режущий инструмент может быстро перегреваться. Поэтому сверление нержавейки имеет свои особенности. Нержавеющую сталь сверлят специальными сверлами и обязательно применяют охлаждающую смазку.
Чем сверлить нержавейку
Чем сверлить нержавейку, зависит в первую очередь от толщины изделия из нержавеющей стали:
- Лист нержавейки толщиной не более 2 мм можно сверлить с применением обычных сверл по металлу. При этом скорость вращения сверла электроинструмента должна быть не более 100 об/мин;
- Отверстия в листе толщиной более 6 мм проводят в два этапа и применяют специальные резцы. Сначала металл сверлят тонкой оснасткой, а затем завершают процесс при помощи финишного сверла.
- Для сверления нержавейки используют сверла, изготовленные из сплавов, в состав которых входит кобальт. Причем, чем выше будет содержание кобальта, тем лучше для процесса сверления.
- Нержавейку можно сверлить победитовыми сверлами.
- В некоторых случаях для тонкой нержавейки используют сверла в форме пера.
Видео, как просверлить нержавейку в домашних условиях:
Во время сверления необходимо следить за стружкой. Если она темнеет и мельчает, значит, режущая кромка инструмента затупилась и перегревается. В таком случае работы нужно остановить.
Сверла для обработки нержавеющих сталей
Для соединения элементов, выполненных из нержавейки, можно применяют не только сверление, но и сварку. Сварочные электроды для нержавейки должны соответствовать определенным критериям и требованиям для того, чтобы обеспечить качественный и надежный сварной шов.
Охлаждающие смазки для сверления нержавейки
При сверлении оборудования из нержавейки, кроме того, что нужно правильно подобрать инструменты и охлаждающие смазки, необходимо соблюдать режимы сверления и знать технологию сверления нержавеющей стали.
Как, например, просверлить мойку из нержавейки? Прежде всего, необходимо понимать, что не следует сверлить уже установленное оборудование. Его необходимо демонтировать.
Мойку укладывают на горизонтальную поверхность и керном отмечают место, в котором необходимо проделать отверстие.
После этого на место сверления устанавливают трубку с охлаждающей жидкостью и через эту, так называемую «ванночку» сверлят отверстие в нержавейке.
Также читайте статьи:
Простые правила
Чтоб избежать неприятных моментов, связанных, например, с перегревом сверла, сильным разогревом места сверления и других, необходимо выполнять несколько простых правил, что позволит сделать идеально ровные отверстия без дополнительных временных и материальных затрат. Нужно учитывать, что нержавейка имеет вязкую структуру, поэтому во избежание перегрева сверла, нержавеющую сталь нужно сверлить исключительно на небольших оборотах. Сверла при этом должны быть максимально острыми. Кроме того чтобы избежать сильного перегрева места сверления, что значительно утруднит дальнейшее сверление материала, необходимо уменьшать температуру сверла каждые 10 секунд.
Если в процессе сверления стружка становится все более мелкой и темной, это свидетельствует о затуплении сверла и перегреве отверстия в нержавейке. Перед продолжением работы сверло обязательно нужно подточить или же заменить на новое, более острое. Сверление нержавеющей стали обычно начинается сверлами небольшого диаметра, например, размерами пятеркой или четверкой. Далее можно использовать сверла нужно диаметра для достижения необходимого размера отверстия. В результате таких действий можно значительно сократить время сверления и сделать отверстие максимально ровным.
В начале совсем немного основ.
Перед работой необходимо выбрать режим резания. Что это такое? Элементами режима резания при сверлении
являются 3 основных параметра:
Скорость резания
при сверлении представляет собой условно окружную скорость (скорость точки, расположенной на поверхности) сверла относительно обрабатываемой детали. (Простым языком: «как быстро сверло вращается», или количество оборотов в минуту в зависимости от диаметра сверла.) Например, одинаковая скорость резания в 20м/мин достигается если сверло диаметром 1,0 вращать 6366 раз в минуту (об/мин), а сверло диаметром 10,0 – 637 раз в минуту.
Подача
– величина перемещения сверла в направлении оси сверления за один оборот в мм/об (насколько быстро идет погружение сверла в материал).
Крутящий момент
, воспринимаемый сверлом при резании (какую нагрузку на скручивание испытывает сверло в работе).
Читать также: Ключ с регулировкой момента затяжки
Эти три параметра взаимоопределяющие и их выбор зависит от: -обрабатываемого материала; -материала самого сверла; -оборудования, на котором производится работа и вида охлаждения; -прочих факторов (шероховатости поверхности, загрязненности и т.д).
О
собенности сверления нержавеющих сталей
Основная особенность (трудность) при работе с нержавеющей сталью связана с ее пластичностью. В результате происходит своего рода налипание на рабочую поверхность сверла, что приводит к перегреву инструмента и выходу его из строя. Поэтому важно: – обеспечить теплоотвод с помощью охлаждения; – использовать сверла способные в большей степени противостоять нагреву и позволяющие лучше удалять стружку.
Кобальтовые сверла
изготовлены из быстрорежущей стали HSSCo (М35) или аналогичные обозначения (HSSCo5, HSSE, Р6MК5), эти сверла специально разработаны и рекомендованы для сверления труднообрабатываемых и
нержавеющих сталей.
1. В состав Р6М5К5 входит 5% кобальта, что значительно повышает красностойкость сверла – способность сохранять при нагреве до температур красного каления высокую твёрдость и износостойкость, полученные в результате термической обработки. 2. Сверло изготовлено по более дорогостоящей технологии шлифования – т.е. сверло не скручено в спираль (как вальцованные сверла), а канавки формируются на шлифовальном станке. В результате, в сверле отсутствует внутренняя напряженность, а поверхности гладкие, что значительно улучшает выход стружки (важно при сверлении нержавейки). 3. Угол при вершине 135 градусов с крестообразной подточкой. Это угол между рабочими гранями сверла (т.е. в отличие от обычных сверл по металлу кобальтовые выглядят более «тупыми»). Такой угол уменьшает площадь рабочей зоны сверла, что снижает на него нагрузку, а крестообразная подточка вершины уменьшает мертвую зону (в этом месте на сверло приходится наибольшая нагрузка) между рабочими гранями.
Как сверлить обычную нержавейку кобальтовым сверлом
Если Вы можете обеспечить правильные режимы резания ,
т.е. если Вы располагаете станком на котором точно можно
выставить обороты, подачу и обеспечить охлаждение
, то упрощённо выбираем для нержавейки:
Скорость резания
V=10м/мин рекомендуется большинством производителей для работы с нержавеющими сталями и необходима для выбора оборотов. Тогда обороты можно рассчитать по формуле: n=3180/D для сверла диаметром 1,0 – 3180 об/мин, для сверла 5,0 уже 636 об/мин
Подача:
0,005-0,01d мм/n, где d- диаметр сверла. Это значит, что за одну минуту сверло диаметром 5 мм должно просверлить отверстие глубиной около 3мм, а диаметром 10мм уже 1,6мм.
Охлаждение:рекомендуется применять олеиновую кислоту в качестве охлаждающей жидкости.
Если Вы работаете обыкновенной дрелью в «полевых условиях»
Для охлаждения можно взять оливковое масло (в нем 81% олеиновой кислоты) или подсолнечное – до 40%, а если ну никак невозможно использовать жидкость, то можно использовать свиное сало или жир – в них до 44% олеиновой кислоты. Сверлите на минимальных оборотах (100-200 об/мин). Если дрель не позволяет выставлять обороты, используйте метод включения/выключения, и сверления «по инерции». Только минимальная подача (давление на дрель), при этом старайтесь обеспечить равномерную подачу.
Очень полезно знать
1. Грубейшая ошибка охлаждать сверло окунанием его в воду или что-то другое (т.е. сверлить «насухо» потом окунать и т.д). Этими действиями Вы моментально портите сверло. Быстрый нагрев и охлаждение приводит к непредсказуемым последствиям, своего рода это неконтролируемые отпуск или закалка. 2. Кобальтовые сверла не должны быть обязательно желтыми (бронзовыми), кобальт это не покрытие, он входит в состав быстрорежущей стали из которой изготавливается сверло. Покрытие это либо: дополнительная защита от коррозии, либо оно улучшает скольжение, либо это просто имиджевый ход производителя. 3. Приведенные рекомендации справедливы при работе с обыкновенной нержавеющей сталью, имеют дополнительные особенности при сверлении тонколистовой нержавейки.
Чтобы масляная краска при хранении не засыхала и чтобы на ней не образовывалась пленка, положите на поверхность краски кру жок из плотной бумаги и»залейте его тонким слоем олифы.
» Полиэтиленовую пленку, укрывающую балкон или теплицу, предо хранит от обрыва ветром бечева, натянутая с обеих сторон с про межутками 10-15 см. «
» Чтобы работать с бетонной смесью было легче, в нее обычно добав ляют глину, но глина снижает прочность смеси. Добавьте в нее ложку стирального порошка из расчета на ведро воды. «
» Чтобы винт, головка которого скрыта за преградой, не вращался вместе с затягиваемой гайкой, нужно накинуть на него несколько витков нитки или тонкой проволоки и слегка натянуть концы. За счет трения винт хорошо удерживается на месте. Концы нити по сле затяжки можно обрезать. «
» Вырезать леток скворечника можно и без коловорота. Достаточно расколоть лицевую сторону доски по центру и вырубить стамеской или топориком полуотверстия необходимого размера, после чего вновь соединить половинки. «
Деревянные пробки для шурупов рассыпаются и выпадают из сте ны. Не торопитесь вырезать новую пробку. Плотно набейте отвер стие в стене капроном от старого чулка. Нагретым докрасна гвоз дем подходящего диаметра выплавьте отверстие для шурупа. Ра сплавившийся капрон превратится в прочную пробку.
Читать также: Минимальное число зубьев звездочки цепной передачи
» Плотницкий уровень нетрудно превратить в теодолит, снабдив его прицельным устройством из прорези и мушки. «
» Чтобы две полосы линолеума легли встык, удобно воспользоваться самоклеющейся декоративной пленкой, подложив ее,под основу ли нолеума. «
» Чтобы гвоздь шел в нужном направлении и не гнулся при заби вании в глубокое отверстие или паз, следует поместить его внутрь трубки, зафиксировав с помощью мятой бумаги или пластилина. «
Перед тем как долбить отверстие в бетонной стене, закрепите чуть ниже листок бумаги. Пыль и осколки бетона не будут разлетать ся по комнате.
» Чтобы отрезать трубу точно под прямым углом, советуем посту пить так. Возьмите ровную полоску бумаги и наверните ее на трубу по линии отпиливания. Плоскость, проходящая через кром ку бумаги, будет строго перпендикулярна оси трубы. «
» Ворочать бревна или деревянные балки поможет несложное при способление – отрезок мотоциклетной или велосипедной цепи, до полненный крюком с одной стороны и закрепленный к лому хому том с другой стороны. «
» Для того чтобы одному можно было работать двуручной пилой, советуем использовать простой прием: переставить ручку пилы из верхнего положения в нижнее. «
Вырезать кусок шифера необходимого размера можно пилой, но лучше и проще пробить по линии предполагаемого разреза гвоздем дырки с частотой 2-3 см, после чего обломить шифер на опоре.
» Лучший способ приклеить кафель к стене: взять битум, расплавить и капнуть всего четыре капли по углам плитки. Приклеивается на мертво. «
Фасонные отверстия при изготовлении фигурных оконных налични ков удобнее всего выпиливать ножовкой с обточенным полотном.
» Изготовление витражей – дело долгое и нелегкое. Можно сделать быструю имитацию витража. Для этого берут тонкие реечки или прутья лозы, приклеивают к листу стекла, а затем раскрашивают стекло и покрывают его лаком. «
» Если под рукой не оказалось дюбеля, его можно изготовить из куска пластмассовой трубки. Для этого может подойти и корпус шари ковой ручки. Отпилив кусочек нужной длины, сделайте продоль ный надрез, примерно до половины, и дюбель готов. «
» Известно, как трудно навесить дверь, работая в одиночку. Но вот достаточно укоротить нижний штырь на 2-3 мм и работать станет гораздо проще. «
» Очень прочная, безусадочная и достаточно водостойкая шпаклевка получается из бустилата, смешанного с любым порошком – ме лом, гипсом, цементом!, опилками и т. д. «
» Если нужно ввернуть в торец древесно-стружечной плиты шуруп, высверлите отверстие чуть меньше диаметра шурупа, заполните отверстие клеем «Момент» (только не эпоксидным!), через сутки вверните шуруп. Плита не расслаивается. Однако под нагрузку полученное соединение можно ставить только через сутки. «
» Закреплять портреты, фотографии, картины в деревянные рамки со стеклом удобнее не гвоздиками, а с помощью канцелярских кно пок, согнутых под прямым углом. Кнопки мягко вдавливают отверт кой. По сравнению с гвоздями опасность расколоть тонкие рамки сводится до минимума. «
» Завернуть шуруп в твердые породы дерева не так-то просто. Если наколоть шилом отверстие для шурупа, а сам шуруп обильно на тереть мылом, то после такой операции работа пойдет как по маслу. «
В целях экономии времени кромку обоев можно обрезать острым ножом, не разворачивая рулона. Для этого надо предварительно выровнять торец рулона и простым карандашом обвести снаружи границу Кромки. Работая ножом, рулон необходимо постепенно поворачивать в направлении свертывания.
Для переноски в домашних условиях больших листов фанеры, стек ла или тонкого железа удобно пользоваться проволочным держа телем с тремя крючками внизу и ручкой вверху.
Как сверлить нержавейку
. Кто пытался сверлить нержавеющую сталь, тот знает, что ее без хитрости просверлить не удается. Обычно при этом применяют специальную смазку. Она состоит из машинного масла и небольшого количества серы. Обычно серу берут ту, что продается в магазинах «Природа». Она там имеет названия: «коллоидная сера», «серный цвет» или «сера для окуривания».
Первые две применяют без подготовки; серу для окуривания мелко перетирают.
Более эффективную смазку можно сделать, смешав серу с жирными кислотами. Для получения кислот берут самое низкосортное хозяйственное мыло, которое размельчают и распускают в горячей воде. В раствор мыла льют с избытком техническую соляную кислоту. Жирные кислоты всплывают. Наливают с избытком холодную воду – жирные кислоты твердеют и их легко отделить от раствора. Их промывают 4-5 раз следующим образом: помещают в кастрюлю, заливают горячей водой, мешают 5- 7 мин, доливают холодную воду, снимают, снова помещают в кастрюлю и т. д.
Жирные кислоты смешивают с серой в пропорции 6:1 (по массе). Надо отметить еще одно замечательное свойство жирных кислот. Если их смешать с канифолью (подогревая на малом огне) в пропорции примерно 1:1 (по массе), то получают отличный пастообразный флюс для пайки металлов свинцово-оловянистыми припоями.
Чаще всего сверление отверстий в материалах из нержавеющей стали несёт под собой ряд не приятных моментов. Это и перегрев сверла, и перекаливание собственно самого места сверления, и потеря драгоценного времени. Чтобы избежать всего этого следует придерживаться нескольких правил. Данные правила помогут вам в самостоятельном изготовлении изделий из нержавейки, например, козырьков и навесов. Итак, вот эти простые советы:
1. Нержавеющая сталь имеет очень вязкую структуру и для того, чтобы избежать перегрева сверла, необходимо сверлить только на низких оборотах и использовать острые свёрла.
Читать также: Алмазные шарошки для гравера
2. В процессе сверления необходимо обязательно охлаждать сверло каждые 10-15 секунд. Делать это следует для предотвращения прокаливания места сверловки. Прокаленную нержавейку крайне сложно просверлить.
3. Если вы заметили, что стружка становится темнее и мельче, в таком случае незамедлительно замените или подточите сверло. Это означает, что происходит перегрев отверстия и сверло затупилось.
4. Для первоначального сверления используйте свёрла наименьшего диаметра. Нержавейку рекомендуется просверливать сначала четвёркой или пятёркой, а затем рассверливать до нужного диаметра. Этот существенно сократит время сверловки.
5. И на конец, если всё же место отверстия прокалилось, попробуйте снять этот слой хорошо заточенным более крупным по диаметру сверлом, а затем снова сверлить первоначальным.
Следуя этим не хитрым правилам, вы сократите не только время на сверление, но и сохраните свои нервы в порядке.
Надо сверлить листы 2мм. Диамертры отверстий 3-6мм. Какие сверла лучше использовать и где их в Москве купить? Обычные по металлу – фигня. Спасибо.
Обычными сверлами по металлу сверлится вполне нормально, если только сверла не китайские. Но есть один нюанс. Нержавейка очень вязкая, сверло быстро перегревается и садиться, а в недосверленном отверстии образуется твердый наклеп (или как там он правильно называется). Поэтому надо применять СОЖ, например, масло под сверло, но в крайнем случае пойдет и вода. Я как-то сверлил, заготовки были не очень большие, так просто брал пластмассовую ванночку, кидал туда кусок фанеры, сверху заготовку и заливал холодной водой, чтобы уровень был где-то на сантиметр-полтора выше заготовки. Сверлилось и зенковалось без проблем.
совершенно верно. эмульсия рулит. самарские сверла пойдут без проблем.
lesha34 написал : Надо сверлить листы 2мм. Диамертры отверстий 3-6мм. Какие сверла лучше использовать
Лучше использовать обычные (старые советские) сверла из стали Р6М5, или что ещё лучше Р18. При сверлении сверлом диаметром 3мм обороты не более 1000 об/мин. Диаметр 6мм сверлить по предварительно просверленному отверстию 3мм, обороты не более 500 об/мин. Сверло должно всегда быть острым. Как СОЖ, для нержавейкиЮ лучше всего подходит касторовое масло
lesha34 написал : и где их в Москве купить?
Например, при » > есть маленький магазин. Или здесь » >
lesha34 написал : Обычные по металлу – фигня.
Если сверлить не правильно – фигня – любые свёрла.
Для обработки нержавейки обычно применяют олеиновую кислоту, понятно, что вместе со сверлами ее не продают, поэтому можно попробовать заменить ее подобными высшими кислотами – и использовать мыльную воду для охлаждения/смазки.
Serg написал : Для обработки нержавейки обычно применяют олеиновую кислоту, понятно, что вместе со сверлами ее не продают,
Касторовое масло, можно купить в аптеке, олеинку, вряд ли.
is написал : Я как-то сверлил, заготовки были не очень большие, так просто брал пластмассовую ванночку, кидал туда кусок фанеры, сверху заготовку и заливал холодной водой, чтобы уровень был где-то на сантиметр-полтора выше заготовки. Сверлилось и зенковалось без проблем
Не плохой вариант использовать уплотнительное резиновое кольцо для сифонов в качестве фиксатора СОЖ. Положили на место будущего отверстия, залили в него жидкости, и сверлите. Удобно + малый расход СОЖ. В качестве СОЖ вода не очень, нержавейка нагорает на сверло. Хорошо противостоит этому масло(не принципиально какое) или керосин.
Для воды (с мылом) можно и пластилиновый бортик. Нефтепродукты он, правда, может не перенести.
2lesha34 Это все хорошо, когда деталь можно вставить/положить на сверлильный станок. Тогда можно и СОЖ налить и резиновое колечко положить и т.д это в идеале. Я занимаюсь монтажем пищевого пром оборудования, и обычный, чернай металл там бывает только в каркасах, все остальное нержавейка, и детальки, прямо скажем, не под сверлильный станок . Отверстия у нас сверлятся помногу. Так вот с большой увереностью скажу что пока лучше кобальтовых сверл для этого не встречал. Р6М5 (особенно те что с заводов)- хорошие сверла, но все равно на нержавейке садятся быстро. Есть сверла еще лучше чем кобальтовые, вольфрамовые. Эти работают на нержавейке еще дольше, но имеют очень плохую особенность – хрупкие. А заточить только на алмазном круге и то возможно со значимым износом для него. Также минус в них очень высокая стоимость и по длинне они все короткие. Пока покупаем кобальтовые Bosch или Ruco, вполне сносно работают. При сверлении большие обороты ставить не надо, оптимально конечно 300-400, но ни как не больше 1000. Обожжете отверстие, особенно если нерж полированная и сверло спалите. Если поверхность не горизонтальная, то сверло периодически опускайте в касторку или приклеиваете шарик из обычного воска (не парафин) и сквозь него сверлите.
Serg написал : Для обработки нержавейки обычно применяют олеиновую кислоту
И дышат ей, дышат.
Dr.NO написал : Так вот с большой увереностью скажу что пока лучше кобальтовых сверл для этого не встречал.
Если не секрет, что под этим подразумеваете? Р6М5К5, Р9К5, Р9М4К8, Р18К5Ф2? Или что ещё?
Dr.NO написал : Есть сверла еще лучше чем кобальтовые, вольфрамовые. Эти работают на нержавейке еще дольше, но имеют очень плохую особенность – хрупкие.
Имеете в виду твёрдые сплавы вольфрамовой группы? ВК8, ВК10-М?
Технология
Особенностью работы с нержавеющей сталью – что в домашних условиях, что в крупных производственных центрах – является необходимость компенсировать ее специфические качества. Такой металл создает очень жидкую сварочную ванну, и рассчитывать на получение нормального «валика» тяжело. Нержавейку, даже тонкую, можно варить покрытым электродом при обратной полярности – и именно такое решение обычно выбирают для дома. Чем меньше сечение электрода, тем лучше. Сварочный ток желательно понижать, чтобы исключить перегрев. Сварить как следует нержавеющую сталь помогает ускоренное охлаждение образующегося шва. Это достигается при помощи обдува сжатым воздухом либо применением медных подкладок. В отдельных случаях практикуется обливание водой.
Аргоновая технология – выбор тех, кто хочет получить безупречные швы и работать с очень тонким материалом (но не тоньше 1 мм). Этот метод пригоден и при сварке трубопроводов, рассчитанных под большой напор. В таком варианте допускается применение и постоянного, и переменного тока.
Сварочный режим подбирают сообразно толщине обрабатываемых деталей. Полуавтоматическим режимом называют, по сути, ту же аргоновую технологию. Единственное значимое отличие – за подачу проволоки будет отвечать механика. Рабочий процесс существенно упростится. Чем тоньше обрабатываемый металл, тем актуальнее использование короткой дуги. Более толстые изделия сваривают по методу струйного переноса.
В ситуации, где очень важна управляемость процесса, рекомендована импульсная сварка. Воздействие целой серией импульсов понизит средний уровень сварочного тока и сократит интенсивность теплового воздействия. Оттого уменьшается опасность прожечь заготовку. В некоторых случаях приходится сваривать нержавеющую сталь с черным металлом. Выполнить такую работу сумеет не каждый специалист. Необходимо учитывать, что различия в коэффициенте линейного расширения после окончания сварки останутся серьезные внутренние напряжения. Для соединения нержавеющей стали и черного металла рекомендованы такие электроды, как:
- ОЗЛ-25Б;
- НИАТ-5;
- ЦТ-28;
- Э50Ф.
Если толщина металла составляет 0,1 см, то рекомендуется использовать постоянное электричество с амперажем не более 60 А, при сечении электрода до 2 мм. Когда заготовка имеет толщину 0,2 см, то нужен переменный ток до 80 А. Наконец, при работе с деталями 0,4 см потребуется вновь подача постоянных импульсов силой до 130 А, которые приходят на электрод до 0,4 см. Подавая излишне сильный ток, есть риск повредить обрабатываемый материал.
Ввиду значительного коэффициента теплового расширения заготовки придется разводить на большое расстояние. Электродные инструменты должны быть не длиннее 35 см. Если используют длинные покрытые стержни, то они станут перегреваться. Пониженная теплопроводность нержавейки заставляет понижать силу тока на 20%. Электроды могут быть сделаны из стали высокого легирования, иногда – с покрытием никелем. Но иногда применяют еще и легированные электродные инструменты, которые позволят наплавить кромки из черной стали.
Далее сам шов вырабатывают с использованием плакированной стали. Опытные специалисты советуют выполнять следующее:
- применять расходники на основе никеля:
- до сварки прокаливать электроды (желательно 210 градусов по 60 минут);
- работать на постоянном токе;
- перед запуском процесса вычищать металлическую поверхность от грязи и ржавчины;
- применять флюс для покрытия рабочего участка;
- затачивать кончики вольфрамовых стержней;
- при любой возможности применять изолирующий газ;
- стараться захватить больше черного металла, чтобы шов на молекулярном уровне оказывался крепче.
В следующем видео вас ждет сварка нержавеющей стали инвертором.
Углы заточки сверла по металлу: таблица для правильной геометрии инструмента
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.
Ручная заточка сверла по металлу
Назначение и конструктивные особенности инструмента
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
- режущую часть;
- рабочее тело;
- хвостовик;
- лапку.
Конструктивные элементы спирального сверла
Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций. Именно геометрией сверла определяются его работоспособность и режущие свойства.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку. Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется. В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Особенности различных видов заточки сверл
Заточка сверл, как уже говорилось выше, необходима для того, чтобы восстановить их геометрические параметры. Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др.).
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
Типы заточек сверл по металлу
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
НП
Такая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
НПЛ
В данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
ДП
Это двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
ДПЛ
Это аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Как правильно выбрать углы заточки
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.
Таблица 1. Углы заточки сверла по металлу для различных материалов
Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Выполнение операции
Традиционно заточка сверл по металлу спирального типа выполняется на наждачном станке, оснащенном точильным кругом соответствующей твердости. Начинать затачивать их следует с обработки задней поверхности. Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
При заточке передней режущей поверхности необходимо контролировать не только угол, под которым выполняется операция, но и размер перемычки. Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом. Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.
Проверка углов заточки с помощью шаблона
Проверить соответствие основных геометрических параметров (в том числе угла заточки) сверла требуемым характеристикам можно при помощи одного шаблона, который несложно приобрести в серийном исполнении или изготовить самостоятельно.
И в заключение небольшой видеоролик о том, как самостоятельно заточить сверло по металлу.
met-all.org
Related Posts via Categories
- Бесшовные трубы ГОСТ 8734-75 – сортамент и все характеристики и особенности
- Температура плавления и использования нержавеющей стали – что важнее?
- Плотность нержавеющей стали – отечественные марки и стандарт AISI
- Марки коррозионностойких сталей – Как улучшается прочность и свойства металла?
- Легированные конструкционные стали – специальные сплавы для особых случаев
- Состав нержавеющей стали – какие типы антикоррозийных сплавов существуют
- Нержавеющая сталь – проведем классификацию без избытка цифр
- Углеродистая сталь – свойства и сферы применения
- Низколегированные стали – востребованные современной промышленностью сплавы
- Термообработка нержавеющей стали – особенности сложного процесса!