One option for steelmaking is the production of cold-rolled sheets. They have medium or large length and width. But the thickness can be small - from 0.35 to 5 millimeters. Cold-rolled sheets are produced by cold rolling in metallurgical plants. It is used for the production of various small products and spare parts, as well as for the manufacture of external fences and hanging structures. What physical properties does the material have? How is cold rolled sheet produced? And how is it different from hot-rolled products? These issues will be discussed in the article.
Brief information
Cold rolled sheet (C/C) is a flat metal product that looks like long strips. C/C products are usually made of steel alloys, but sheets of other metals (aluminum, copper, duralumin alloys, brass) are also found. Cold sheets are produced in metallurgical shops by pressing hot-rolled sheets. C/C sheets are used for the production of car frames, cans and boxes, metal utensils, and corrugated sheets.
Cold steel is produced in large, long rolls, and to obtain an individual rectangle, the sheet metal is cut into individual pieces using industrial shears. Most cold-rolled strips have a small thickness - from 0.35 to 2 millimeters. Although there are also thick products, the thickness of which can reach up to 5 millimeters. The width of cold steel sheets usually ranges from 1.5 to 5 meters, although wider products are also available. C/C products, if necessary, can undergo additional processing - heating, tempering, galvanizing, mechanical deformation, applying a protective layer, painting.
Where are they used?
The scope of application of cold-rolled sheets is increasing every year, this is because modern technologies make it possible to produce better and more useful products.
They are used for:
- Production of automobile parts and bodies;
- When designing aircraft and ships;
- In the military industry;
- In construction.
Features of diamond blades for wet cuttingWelding of metal structures
Technical features of hot-rolled sheet - classification, manufacturing method, application options and processing features
Features of the material
Physical Features:
- High strength. Cold-rolled sheet metal undergoes a number of technological treatments that eliminate internal tension in the alloy and improve the strength of the material.
- Small thickness. The C/C product is produced by repeated pressing, which makes it possible to obtain a product of small thickness (less than 1 millimeter).
- Nice view. The surface of cold rolled products is clean (no scale, burning, or traces of thermal effects). Therefore, the material can be used for aesthetic finishing of surfaces or products.
- Low risk of rust formation. At the end of processing of C/C products, the material is usually heated for recrystallization, which minimizes the risk of corrosion during long-term use.
Please note that in addition to cold-rolled sheets, there are also hot-rolled sheets. These materials have much in common, and C/C products are produced from hot-rolled sheets using pressing.
The main differences between cold-rolled and hot-rolled steel
| Category | Cold rolled steel | Hot rolled steel |
| Production method | Rolling hot-rolled steel using industrial presses without heating | Heating steel blanks and then rolling them using a press |
| Strength | Very high | Medium or high |
| View | Nice look, has a metallic shine | Mediocre look, lack of shine |
| Complexity of production | High | Low or medium |
| Sheet thickness | From 0.35 to 5 millimeters | From 2 to 50 millimeters |
| Areas of application | Car frames, corrugated sheets, tableware, structural elements, finishing structures, pipe production | Flights of stairs, elements of suspended structures, production of underground pipes, construction |
Disadvantages of cold rolled sheets
The main disadvantages are those related to the thickness of the product. The peculiarity of production causes a smaller thickness, and this greatly affects the strength.
The thickness of the product area may vary for the following reasons:
- The workpiece was not positioned symmetrically on the conveyor, or its ends were poorly tensioned or secured;
- Different temperatures of the rolls when rolling out the workpiece;
- Irregularities on the unrolling shaft.
Defects may appear in workpieces that have not yet been processed, due to poor quality of the starting material or a violation of the cooling regime.
But the ability to recycle defective products allows manufacturers to produce cold-rolled sheets of standard sizes and suitable quality.
The most significant disadvantage is the high energy costs of production and the need to purchase complex and expensive equipment.
Practical use
Cold-rolled sheets, individual sheets and strips are widely used in various industries. Products of this type do not require special care and do not rust if stored properly. Another major advantage is a pleasant appearance (hot rolled products lack this advantage due to technological processing features). Producers of cold steel are the People's Republic of China, Russia, USA, Germany, France, Japan.
Areas of application
- Cold-rolled sheets with a low carbon content are used in mechanical engineering (therefore often called auto sheets). A metal car frame, as well as various parts (motor elements, tank, moving parts), are made from this material on robotic conveyor lines. For the needs of the automotive industry, they are usually smelted in strips that have an average thickness (from 1 to 2.5 millimeters).
- Cold rolled steel is also used to produce tin. For production, the original sheet is cold deformed using heavy-duty rolling presses, which help produce material less than 0.5 millimeters thick. For convenience, the resulting tin is cut with industrial scissors into small strips, the width of which is up to 1.5 meters. The resulting strips can be used for decorative purposes, as well as for the production of tin cans, metal fences, and partitions.
- Cold steel can also be used to produce a material called decapir, which is used to make homemade enamel cookware. To make decapir, tin is annealed in high-temperature furnaces to make the material more ductile. After annealing, the dishes are formed using presses. During annealing, metal scale and various debris are formed on the surface of the alloy. To remove harmful substances, decapir is cleaned with acids using the etching method in baths. After cooling, we receive high-quality metal utensils without scale, which can be used for cooking or storing any products.
- Cold-rolled steel sheets are also used for the production of corrugated sheets. This material is a thin metal sheet on which an additional zinc layer is applied. Corrugated sheets are used to create fences or fences, as well as for exterior decoration of houses (roofs, external walls, partitions, inclined surfaces). The zinc layer acts as a protective element that prevents contact of the material with the external environment. After all, the profiled sheet, due to the nature of its operation, will often come into contact with precipitation, and zinc will prevent the formation of rust and harmful compounds. If necessary, the corrugated sheet can be made with additional stiffening ribs, which will protect the material from mechanical damage.
Cold rolled sheets: defects encountered in rolled metal
Depending on the type of product, mild steel sheet or galvanized sheet, there are specific flaws. The most popular defect is longitudinal or transverse waviness of sheets. This is due to the fact that such sheets are significantly thinner than hot-rolled sheets.
It is possible that different thicknesses of rolled products may appear. The detection of a defect is associated with a number of non-compliance with technical requirements:
- rolling without a specified tension at the end of the roll;
- change in roll temperature;
- heterogeneous structure of the roll surface.
If a low-quality workpiece was initially used, then films, holes, cracks and delamination may appear on the output sheets. When cutting such a fabric, the edge is torn.
Deviations in the physical and mechanical properties of rolled products are associated with violations in the temperature conditions of heat treatment.
Products with some errors are allowed on the construction market. There is a minimum price for such rentals. But at the same time, the product must undergo mandatory GOST or TU certification.
As a rule, 1% of the material from the manufactured batch is used for testing rolled products. After passing all tests, the entire batch is sent to the construction market and can be sold. Products that do not pass inspection are defective and are not available for sale.
Production technology
From a technological point of view, the production of C/C steel is a labor-intensive process that requires additional equipment, electricity, and skilled workers. Typically, cold-rolled steel is made in special workshops at metallurgical plants, and home production of such materials is almost impossible. For convenience, the production of C/C materials can be divided into three stages - pre-processing, rolling and pressing, and final processing. Below we will look at the steps in more detail.
Initial processing
For the production of cold-rolled steel, hot-rolled sheets are used, the thickness of which ranges from 2 to 10 millimeters. After smelting and processing, hot rolled products undergo a natural cooling stage, and then they are packaged into rolls and supplied to the cold rolling workshop. In the workshop, the material is unpacked and placed on a conveyor table. At the initial stage of processing, hot rolled products are cleaned, as well as the oxide film-scale is removed. This stage is very important, since in the case of rolling a material with scale, the oxide film will be pressed into the material, which will seriously reduce its physical properties, and can also damage the press rolls.
Descaling is carried out using two methods:
- Mechanical cleaning. In this case, scale cleaning is carried out using a stream of metal particles that are sprayed over the entire surface of the sheet under high pressure. For processing large sheets, processing is done using hand tools (the worker puts on a suit, picks up the tool and performs the stripping). In the case of compact products, rolled products can be placed in special chambers, where processing will be carried out automatically.
- Chemical cleaning. In this case, processing is performed using strong acids (hydrochloric, sulfuric, nitric, phosphoric). The processing is carried out in large pickling baths with acids, where rolled steel is placed for a short time. After etching, the metal surface is cleaned of acid residues, and then the rolled sheet is wiped dry and dried.
In practice, both methods are used in combination - first, the material undergoes chemical cleaning, and then shot blasting is performed. Combining these methods allows you to completely remove the protective film from the surface of the metal sheet. Also, the combined technique is less expensive in terms of technology, which helps reduce the cost of manufacturing the product. After cleaning the scale, the metal is unwound from rolls using automatic equipment.
Running in, pressing
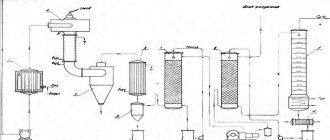
After descaling, the coils are fed to a continuous rolling mill for hot-rolled strips. A metallurgical mill is usually equipped with five or four press stands that roll and press the material. The line must also be equipped with auxiliary equipment in addition to presses - unwinding rollers, metal shears, an automatic welding machine and others. Pressing and rolling is performed as follows:
- The metal roll falls onto an unwinder, which unwinds and feeds the strips onto the line. Immediately behind the unwinder there is a cage and shears, which, if necessary, crimp and cut the material (mechanically or hydraulically).
- After the strip passes through the first stand, the material enters the second and subsequent stands, where it is also crimped and cut. At the end, the product ends up on a drum, which winds the strip into rolls. Please note that at the initial stage, running-in occurs at low speed.
- After the end of the roll passes through all the stands, the compressed rolled products are packed into a roll. After several turns, the processing speed increases to 1-3 meters per second. This allows for quick break-in. When the roll comes to an end, the processing speed decreases again.
Final processing
The resulting C/C sheet after pressing can undergo additional processing. To increase strength, reduce yield strength, and reduce strip waviness, the material is heated to a temperature of 680-690 degrees in electric ovens. Heating is performed to recrystallize the metal alloy, which allows the individual components of the metal to be evenly distributed throughout the entire density of the product. At the end, metal tempering, final compression and cutting of the material into strips are performed. Then an authorized worker must put a stamp on the material to identify the product. At the end, the cold-rolled sheet is sent for storage.
Cold rolled steel sheet: manufacturing methods and main characteristics
The initial blank (coil material) for cold-rolled sheets is hot-rolled sheet. The quality of cold-rolled steel sheet is largely determined by the quality of the product. Defects such as twisted caps, breaks due to non-metallic inclusions, deep scratches (more than 0.8 mm deep), traces of mill scale or shrinkage cavities are unacceptable, since cold rolling does not eliminate them.
The starting material (rolled material) for cold-rolled sheets is hot-rolled sheet. The quality of cold-rolled steel is largely determined by the quality of the rolled product. Defects such as rolled covers, breaks due to non-metallic inclusions, deep scratches (more than 0.8 mm deep), traces of rolled scale or shrinkage cavities are unacceptable, since cold rolling does not eliminate them.
Cold rolling stages
The source material (rolled material) entering the cold rolling mill may have scale on the surface, which must be removed in the most convenient way:
- shot blasting;
- dissolution of oxides with acids - hydrochloric or sulfuric, hydrochloric acid is more effective;
- combining the two above methods.
After pre-treatment, hot-rolled steel is supplied to a cold rolling mill, which includes:
- four to five stands on which the reduction to the specified parameters is carried out;
- winder;
- scissors;
- loop mechanism and other devices.
After the cold rolling operation, a hardened layer with high strength and low ductility is formed on the surface of the sheet. To eliminate work hardening, heat treatment is used - annealing at a temperature of + 700 ° C, which allows the plasticity characteristics to be restored. The equipment used is bell-type or broach furnaces.
One of the final operations is training, which is a small shortcut that provides the following benefits:
- increasing the strength of steel;
- reduction of strip waviness;
- improved surface quality;
- slight decrease in yield strength;
- after training, shear lines do not appear, which necessarily appear during stamping.
Basic properties of cold rolled steel
Positive properties of cold rolling:
- the possibility of obtaining a very thin sheet - from a few microns - unattainable by hot deformation;
- higher dimensional accuracy;
- good surface quality.
Disadvantages of cold rolling:
- the need for a wide range of sophisticated equipment;
- a large number of redistributions;
- significant energy consumption, including due to the need for mandatory annealing.
Application of cold rolled sheets
The production of cold rolled sheets, strips and strips is constantly evolving as these products are widely used in modern industry.
- The main share - up to 80% - of this type of rolled product is occupied by sheets of structural low-carbon steel with a thickness of 0.5-2.5 mm and a width of up to 2.3 m. Such products are in demand in the automotive industry, which is why they are called “automotive sheets”.
- Tin is produced by cold deformation - a thin-sheet product, most often with a tin protective coating. These strips, 0.07-0.5 mm thick and up to 1.3 m wide, are used in the production of containers for canned food.
- One type of cold-rolled sheet metal is decapir. This metal product is an etched annealed sheet intended for the manufacture of cookware with enamel or other protective and decorative coatings.
- Cold-deformed sheet is the starting material for the production of corrugated sheets - profiled sheets coated with a protective layer of zinc (by hot-dip galvanizing), and in some cases with an additional protective and decorative colored polymer layer. These are roofing and wall products. A more modern alternative to galvanizing is zinc coating. Aluzinc contains about 55% aluminum, 1.6% silicon, and the rest is zinc.
- Cold rolling produces two important groups of alloy steels: corrosion-resistant (stainless) and electrical.
Thin strips, strips, sheets of aluminum, copper and their alloys, titanium, nickel, zinc and other raw materials are obtained from non-ferrous metals by cold deformation.
Types of cold-rolled steel defects
There are many types of defects that can occur in cold forging. Some are specific to a certain type of product, and some are typical not only for cold, but also for hot-rolled steel. Let's look at the most common types of flaws.
- Inaccuracies in the size and shape of sheets and strips. Due to their small thickness, cold-rolled sheets and strips are characterized by waviness, warping, transverse and longitudinal changes in thickness. The reasons for the difference in thickness: a process without providing the necessary tension at the end of the strip, fluctuations in the temperature of the workpiece, changes in the cross-section of the rolls (due to high temperatures) and their heterogeneous structure.
- Irregularities in the metal, the main reason for which is the low quality of the original workpiece - hot-rolled strip. The second reason is non-compliance with the technology of the rolling process.
- Surface defects: galling or friction, ridges or dimples, rolled metal shavings, hazards and scratches. If after rolling the emulsion remains on the surface of the product, dark stripes appear during annealing. To prevent this from happening, it is recommended not to use overly concentrated emulsions.
The correct structure and physical and mechanical properties of rolled products depend on compliance with rolling and heat treatment conditions.
If you want to order Cold-rolled steel sheets from the manufacturer at a low price in Chelyabinsk and the Chelyabinsk region. provides such an opportunity. We offer discounts for large shipments. Order delivery is carried out within a short time. The quality of supplied building materials is guaranteed.
We operate in many areas and cooperate with many well-known companies that highly value our reliability and quality of service. Various promotions and discounts are available for regular customers.
How to determine the mass of rolled products?
In plants or factories, industrial electronic scales are used to determine the weight of cold-rolled strip. The weighing procedure is carried out in a standard way - a strip is placed on the scales, and after a few seconds the weight of the object in kilograms or tons is displayed on the display. There are also indirect methods for determining the weights of sheet metal. The most popular of them is the use of a calculation formula that looks like this: W = P x L x W x H. The formula is deciphered as follows:
- P is the density of the steel product. The density value directly depends on the composition of the metal alloy. Depending on the amount of alloying additives, the density of steel ranges from 7700 to 7900 kg per cubic meter. For convenience of calculations, we will take the average density value - 7800 kilograms per cubic meter (calculation error - less than 3%).
- L (Length) — length of the product. Please note that the length must be taken in meters. If you have a length in centimeters, then this value must be divided by 100.
- W (Width) - the width of the product, expressed in meters. If you have a width value expressed in centimeters, then this value must also be divided by 100.
- H (Height) - sheet height, converted to meters. Height is often indicated in centimeters or millimeters. To convert this value to meters, you need to divide by 100 (centimeters) or 1000 (millimeters).
To understand this formula, let's look at an example. Let us have cold rolling; its length is 500 centimeters, width 100 centimeters, height 25 millimeters. It is necessary to determine its mass, taking the value of 7800 kilograms per cubic meter as the density parameter. To solve the problem, you first need to convert the length/width/height into meters - this will be 5 meters, 1 meter and 0.025 meters, respectively. Now let’s substitute the values into the formula: W = P x L x W x H = 7800 x 5 x 1 x 0.025 = 975 kilograms. Don't forget - this formula is suitable for determining the mass of rectangular sheets. If you have a cold-rolled sheet that has a non-standard shape or strongly rounded edges, then this formula cannot be used.
GOST and other requirements for the production of cold-rolled sheets
To produce products with high precision down to the micrometer, cold rolling is used. The production technology allows us to sell products with a thickness of less than 1 mm with impeccable edge precision. It is impossible to achieve such a result using hot rolling.
Thanks to cold slab rolling, it is possible to achieve high physical and chemical characteristics of the sheet and an ideal surface of the material. Therefore, most cold-rolled steel sheets are used for finishing building facades and roofs.
The production of rolled products is more energy-intensive than the production of hot-rolled sheets. This is due to the deformation of steel during the rolling process. Due to the emerging phenomenon of hardening, the material’s plasticity parameters of the finished web are reduced. To restore these properties, the metal is annealed at the production plant.
The resulting cold-rolled sheet can be formed, cut, stamped and welded to produce more complex parts at lower cost.
This production method is used for rolling not only ferrous metals, but also non-ferrous ones: copper, aluminum, brass sheets, strips, tapes of any thickness. The use of cold rolling is due to the ability to produce lightweight and high-quality sheets without loss of physical and chemical properties. At the moment, it is possible to produce sheets from low-carbon steel. The resulting material can have a width of up to 2300 mm and a thickness of no more than 2.5 mm. Such rental products are most often purchased by automobile manufacturing companies.
Using machines of this type it is possible to produce materials of various types:
- with annealed surface;
- with etched coating.
According to GOST 9045-93, 16532-97 and 19904-90, thin-sheet rolled products are divided into several types according to execution accuracy:
- PV – high;
- PO – especially high;
- PN – normal;
- PU – improved.
The edge of the sheet, depending on the precision of production of the rolled product, can be cut or unedged. Regardless of the type of material, flatness and surface quality, the product is produced in rolls and sheets.