Phosphating is used for additional protection against corrosion, improving hardness, wear resistance, and increasing the electrical insulating properties of the base coating on ferrous and non-ferrous metals. The essence of the phosphating process is to create a layer of poorly soluble iron, zinc or manganese phosphates on the surface of the protected product.
The following are subject to phosphating: cast iron, low-alloy, carbon steels, cadmium, zinc, copper, copper alloys, aluminum.
High-alloy steels are difficult to phosphate.
Products that have undergone phosphating are used even in the tropics. Phosphate film is not afraid of organic oils, lubricants, hot materials, toluene, benzene, and all gases except hydrogen sulfide.
Under the influence of alkalis, acids, fresh and sea water, ammonia, and water vapor, the coating is destroyed quite quickly. The short service life of the coating is also associated with its low elasticity and strength.
The phosphating process is widely used in the automotive industry. Phosphate film is the best primer. Before painting, the steel car body is phosphated and then painted with enamels.
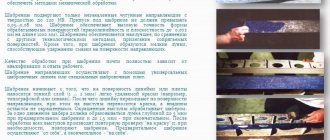
Phosphate coating
Phosphate coating thickness and structure
The thickness of the phosphate layer ranges from 2 – 8 to 40 – 50 microns (depending on the phosphating mode, surface preparation, composition of the phosphating solution). The thickness of the coating is related to its structure. Fine-crystalline protective layers are thinner (1 – 5 microns) and have a more pronounced protective ability. Because of this, they are used much more often. Such coatings are obtained from zinc phosphate solutions that contain accelerators (oxidizing elements). Fine-crystalline layers are not used as independent protective layers. After obtaining such a layer, the surface is subjected to additional treatment with paints and varnishes.
Coarse-crystalline phosphate layers are thicker and are obtained from manganese phosphate solutions. After oiling they can serve as independent coatings.
Phosphate crystals have a lamellar structure, due to which the film perfectly absorbs various impregnations and varnishes, holding them in itself.
The phosphate coating consists of two layers. The first layer, tightly adjacent to the surface, is tightly bonded to the metal, of insignificant thickness, has a porous structure, and is also smooth and quite elastic. It consists, for the most part, of iron monophosphates. The second layer (outer) - consists of manganese monophosphates, secondary and tertiary phosphates. It is more fragile, crystalline. The characteristics of the outer layer determine the value of phosphate films.
Phosphate coating color
The color of the phosphate coating ranges from light gray to dark gray (almost black). Light gray phosphate films form on non-ferrous metals and low-carbon steels. Pre-sandblasted surfaces in highly acidic solutions.
If a cast iron (or high-alloy steel) product has been previously pickled, and the concentration of orthophosphoric acid is higher than usual, the phosphate layer will be darker in color. A greenish phosphate coating forms on the surface of steel containing nickel and chromium.
Properties of phosphate coating
The resulting phosphate coating can be used as an independent protective coating, but in most cases it is used as a base for paint, lubricant, or before passivation. The fact that it is very rarely used as an independent material can be explained by the fact that it is easily destroyed under the influence of acids and alkalis.
The phosphate coating is not exposed to atmospheric oxygen, lubricants, oils, kerosene, and is not wetted by molten metals. The phosphate layer can withstand short-term exposure to temperatures of about 500 °C. The highest sub-zero temperature at which the coating is not destroyed is -75 °C. With prolonged exposure, the phosphate layer loses its protective properties and gradually collapses.
Phosphate coating has a high electrical resistance and can withstand voltages of up to 500 V. To increase the breakdown voltage of the finished phosphate coating (up to 1000 V), it is additionally impregnated with bakelite or oil varnishes. Phosphate coating is softer in hardness than steel, but harder than brass or copper.
During alkaline oxidation of steel, the resulting protective layer has less protective ability than conventional phosphate layers.
Surface preparation before the phosphating operation plays an important role, because the properties of the resulting coating largely depend on its method and quality, namely the structure, adhesive ability, thickness, and color of the phosphate film.
When phosphating a pre-etched surface (using HCl, H2SO4, H3PO4), coarse-crystalline, loose phosphate layers up to 40 - 50 microns thick are formed. They have fairly low protective properties, therefore, to improve the quality of the film, the part is washed in a 3 - 5% solution of soda ash, and then in water and then only phosphated. Or in a 1 - 2% solution of laundry soap and 5 - 8% solution of soda ash at a temperature of 55 - 60 ° C.
Fine-crystalline, thin (5 to 10 microns thick) films are formed on surfaces treated by sandblasting followed by degreasing (using organic solvents or chemically), also mechanically treated with a wheel, etc. Such phosphate films are characterized by good adhesion to the surface and high protective properties.
Nuances of preparing aluminum for powder painting
Preparing metal for powder painting, including aluminum products, involves degreasing them using a steam-water jet, thermal cleaning or washing with cleaning agents. If the surface is significantly damaged by rust, oxide film and other deposits, it must be cleaned manually, mechanically or by sandblasting.
Quite often, before painting, a conversion layer (chromatization) is applied to aluminum, which makes it possible to achieve 2-3 times greater durability and better adhesion of the powder paint to the metal surface.
If the surface does not require significant mechanical cleaning of rust, manual cleaning of irregularities and repair of existing defects, then you can get by with only one stage of preparing the metal for powder painting - chroming.
This process consists of degreasing, clarifying aluminum using acidic solutions (removing the oxide film) and chroming itself. At the end of each chromating stage, the product must be thoroughly washed.
To degrease, parts are immersed in special baths that are filled with solvents or alkaline or acidic compounds. In some cases, products are treated with degreasing solutions supplied by a jet under pressure, which significantly increases the cleaning efficiency, since in this case the surface is exposed not only to chemical, but also physical attack, and the constant supply of a cleaning solution prevents it from becoming dirty.
The second stage after degreasing is chemical etching, which removes the oxide film from the metal surface. The latter significantly complicates the painting of aluminum, since the plaque formed as a result of the interaction of air and aluminum reduces the adhesive properties of the surface, leading to the rapid loss of the protective and decorative properties of the paint layer. This is why chrome plating is the best way to prepare metal for powder coating. For etching, baths filled with solutions of hydrochloric, nitric, phosphoric or sulfuric acid are used, into which aluminum products are immersed.
The final stage is chromatization itself - applying a thin layer of chromium phosphate to the surface.
Although conversion coating (chromatization) has undeniable advantages, this method is not always used. Often, preparing metal (aluminum) for powder painting involves etching or sandblasting using silumin shot, which allows removing the oxide film from aluminum. After the oxide coating is removed, the products are immediately coated with paint. Despite the fact that such a coating cannot be called reliable and durable, this method is quite widely used in practice.
The essence of the phosphating process
Phosphoric acid (H3PO4) forms three types of salts (the protection method is based on the properties of phosphoric acid salts): dihydrogen phosphates, monohydrogen phosphates, and phosphates.
Dihydrogen phosphates Me(H2PO4)2 are monosubstituted salts, where Me is a divalent metal. They are formed immediately upon initial contact of the metal with phosphoric acid. The interaction is described by the reaction:
Me + 2H3PO4 → Me(H2PO4)2 + H2↑.
With further interaction of the acid with the metal (the acid concentration decreases), disubstituted (monohydrogen phosphates MeHPO4) and trisubstituted (phosphates Me3(PO4)2) salts are formed.
Reactions of formation of secondary and tertiary salts:
Me(H2PO4)2 ↔ MeHPO4 + H3PO4 - the reaction products are a disubstituted salt and free orthophosphoric acid;
3Me(H2PO4)2 ↔ Me3(PO4)2 + 4H3PO4 – a trisubstituted salt, free orthophosphoric acid, is formed.
Slightly soluble iron phosphates are the main constituent of phosphate coatings. Their quality is determined by the free and basic acidity of the solution, the nature of the metal cations, and the concentration of monophosphates.
When oxidizing anions (for example, ClO3, NO2, NO3) are introduced into the phosphating solution, the process of formation of a protective film is significantly accelerated.
When phosphating, two main processes are observed on the metal surface - precipitation of phosphates and dissolution of the base metal.
"Mazhef" - the best composition for priming metal before painting
The phosphating procedure does not last long - on average, up to half an hour. This technique is ideal for processing straight, medium-sized products. For items with a more complex geometric design, a different method of iron phosphating should be chosen to avoid uneven distribution of the galvanizing film.
Used in production and at home, “Mazhef” is a high-quality primer composition that has all certificates and complies with GOST. Phosphating the metal of a car body is one of the most common reasons for using the substance. To protect the car from rust, Majef is applied even in those places where, as is known, the paint will not last long (for example, on the bottom of the car).
To begin metal processing, dirt, dust, and bitumen particles are removed from the surface and thoroughly degreased. You can prepare the working mixture yourself, but the aerosol form of release will significantly save time and allow you to evenly distribute the composition. In this case, some reagents are applied to the iron being processed using a brush. But this distribution method is not suitable if there is no experience in priming surfaces - it is extremely important to ensure the uniform application of the phosphate composition.
Phosphating of ferrous metals
Today, the phosphating drug Majef is most widely used. It is produced in the form of a gray mass, packaged in barrels or boxes. It has a characteristic sour odor. The name of the drug comes from the first letters of its components: manganese, iron, phosphoric acid.
The phosphate film when using this drug has good protective properties.
The process of obtaining a phosphate film using this preparation has its disadvantages: high temperatures, a narrow operating temperature range, duration of the operation, hydrogenation of steel (due to strong hydrogen evolution). To reduce hydrogenation, reduce the duration of the process.
Phosphating can be electrochemical and chemical.
Chemical phosphating of ferrous metals, in turn, is divided into cold, normal and accelerated.
Cold phosphating
Cold phosphating is carried out without heating the working solutions. The phosphate coating is quite thin and is used as a base for painting. The solutions for cold phosphating are based on the drug Majef and monosubstituted zinc phosphate (Zn(H2PO4)2). NaNO2 and NaF play the role of activators of the process.
Compositions for cold phosphating:
Composition No. 1: 25 – 30 g/l Majef Ave., 35 – 40 g/l Zn(NO3)2•6H2O, 5 – 10 g/l NaF, treatment duration 40 minutes;
Composition No. 2: 60 – 70 g/l Zn(H2PO4)2, 80 – 100 g/l Zn(NO3)2•6H2O, 0.3 – 1.0 g/l NaNO2, treatment duration 15 – 25 minutes;
Composition No. 3: 100 g/l Zn(H2PO4)2, 6 g/l NaF, 2 g/l NaNO2, treatment duration 30 - 40 minutes;
Composition No. 4: 18 – 21 g/l ZnO, 80 – 85 g/l H3PO4, 1 – 2 g/l NaNO2, treatment duration 15 – 20 minutes.
If the temperature of the solution is increased, a fine-crystalline coating can be obtained.
Solutions for cold phosphating hydrolyze quite quickly (when the constituent substances come into contact with water, the main molecules decompose and new compounds are formed), and the free acidity of the solution increases. This negatively affects the quality of the phosphate coating, because the layer turns out to be porous and with low protective characteristics. Therefore, cold phosphating is used quite rarely.
Normal phosphating
The drug Majef, also used for normal phosphating, has the chemical composition: 2.4 - 2.5% Fe, 14% Mn, 46 - 52% phosphates, 1% SO42-, very few chlorine ions and CaO, 1 - 2% H2O.
Mono-substituted salts of orthophosphoric acid, manganese, iron (MnHPO4, Fe(H2PO4)2, Mn(H2PO4)2) are the basis of the drug.
The best result of phosphating is obtained by a solution containing 30 – 33 g/l of the drug Majef. Temperature – 97 – 98 °C. If the process is carried out at higher temperatures, a lot of sludge is formed, and at lower temperatures, the coating has a crystalline structure.
Duration of the normal phosphating process: hydrogen evolution time + holding time for about 5 – 10 minutes. The acidity of the solution (total) should be about 30 points, free 3 - 4 points. (A point is a measure of the total and free acidity of a solution. One point shows the amount of mm of 0.2 N alkali solution consumed for the titration process of 10 ml of phosphate solution).
If free acidity exceeds the specified value, the properties of the phosphate layer deteriorate, and the process itself is delayed in time. When reduced, the resulting films are too thin and unprotective.
When the concentration of the drug Majef is increased to 100 - 200 g/l, thicker phosphate layers with increased protective properties and a fine-crystalline structure are obtained. As the concentration increases, the temperature of the working solution is slightly reduced (to 80 – 85 °C).
When phosphating high-alloy steels, the amount of Majef is about 30 - 32 g/l. Additionally, 10–12% BaCl2 is added to improve the quality of the phosphate layer. The product is kept in the working solution for 45–60 minutes at a temperature of about 100 °C.
Accelerated phosphating
Accelerated phosphating has received quite wide industrial application, because the process is faster than normal and has its advantages.
The duration of the accelerated phosphating process (using the drug Majef) is 8 – 15 minutes. The working solution is heated to a temperature of 45 – 65 °C (or 92 – 96 °C, if using electrolyte No. 2). Additionally, oxidizing agents are introduced (NaF, Zn(NO3)2, etc.), due to which the phosphating process is accelerated, much less hydrogen is released and Fe2+ is oxidized to Fe3+.
Solutions for accelerated phosphating using the drug Majef:
Solution No. 1: 30 – 40 g/l of the drug Majef, 50 – 65 g/l Zn(NO3)2•6H2O, 2 – 5 g/l NaF;
Solution No. 2: 30 – 40 g/l of the drug Majef, 50 – 70 g/l Zn(NO3)2•6H2O, 4 – 5 g/l NaNO3, 0.1 – 1.0 g/l H3PO4.
After accelerated phosphating, the products are treated with a solution of potassium dichromate and then dried.
Films obtained by accelerated phosphating are small in thickness and do not have high protective properties, so they are used as a base (primer) for paint and varnish coatings.
Accelerated phosphating can also be carried out using other solutions, for example, zinc phosphate (based on primary zinc phosphate).
Compositions for accelerated phosphating using zinc phosphate solutions:
Composition No. 1: 8 – 12 g/l Zn(H2PO4)2, 10 – 20 g/l Zn(NO3)2•6H2O, 30 – 40 g/l Ba(NO3)2, temperature 75 – 85 °C, duration 3 - 10 minutes;
Composition No. 2: 28 – 36 g/l Zn(H2PO4)2, 42 – 58 g/l Zn(NO3)2•6H2O, 9.5 – 15.0 g/l H3PO4, temperature 85 – 95 °C, duration 10 – 25 minutes.
The coatings obtained in the above-described electrolytes consist of Zn3(PO4)2•4H2O and Zn2Fe(PO4)2•4H2O. Most of the phosphates are formed on the surface in the first minutes of the process, when the rate of phosphate growth exceeds the rate of their dissolution. At the same values of these rates, the growth of the phosphate film stops.
Accelerated phosphating can be carried out either by immersion in a bath with a solution or by spraying the composition onto the surface.
For jet accelerated phosphating, a solution based on the Majef preparation is often used with the following composition: 30 – 60 g/l Majef pr., 50 – 70 g/l Zn(NO3)2•6H2O, 2 – 4 g/l NaNO2. Solution temperature - 15 - 25 °C, pH 2.6 - 3.2.
Concentrates for phosphating steel (based on primary phosphates), such as KFE-1, KFE-2, KF-1, KF-3, are widely used.
To improve the structure of the coating, zinc oxalates (up to 0.1 g/l) are introduced into the main solution. When phosphating in such a solution, rust is removed from the surface of the product.
A special case of chemical is black phosphating. Used in optical instrumentation. Black phosphate film is more attractive in appearance and more corrosion resistant than those obtained by other methods. The black phosphating process consists of two parts. First, by preliminary phosphating, a black film is obtained. Further, with phosphate passivation, the pores of the initial layer are filled.
Electrochemical phosphating
Electrochemical phosphating is carried out in solutions of similar composition, but using direct or alternating current. This improves process productivity.
The parts are hung on cathode rods; plates (zinc or carbon steel, depending on the composition of the electrolyte) serve as anodes. Current density – from 0.3 to 3 A/dm2. The duration of the process is from 5 to 20 minutes.
The resulting films are used as a sublayer for paintwork.
The disadvantage of electrochemical phosphating is the low dissipative ability of the electrolyte. As a result, the phosphate coating is applied unevenly on parts with complex shapes.
Technology and methodology of industrial phosphating
Before you begin applying the film layer, it is important to understand the composition of the environment in which the iron will be placed. The technology of metal phosphating followed by painting with a paint and varnish substance is not suitable for home use. With the help of the drug "Mazhef", the solution of which is filled into huge containers at the enterprise, the iron is coated with the thinnest, but very durable and practical layer.
A metal product completely placed in a phosphating bath is heated to extreme temperatures and boiled for half an hour. After this, the iron is removed, the film is allowed to completely harden and harden, and at the end of the process, the surface is galvanized using abrasive or sandblasting machines.
The use of the above method can be called justified only in the case of processing large-sized structures. Such metal phosphating services, provided in industrial metal rolling shops, will cost the customer a decent amount.
Phosphating of non-ferrous metals
Many non-ferrous metals are often subjected to phosphating. Most often these are zinc, magnesium, aluminum, cadmium, nickel, titanium.
Phosphating of titanium is carried out to increase its wear resistance and anti-friction properties. The process is carried out at a temperature of 98 - 99 ° C for about 10 - 30 minutes. Composition used: 10 – 100 g/l orthophosphoric acid and the same amount of fluorides (NaF, NH4F or KF).
Magnesium is phosphated in solutions of monosubstituted phosphates to protect against corrosion. Phosphating of magnesium (as well as aluminum) is used less frequently than its oxidation.
For cadmium, aluminum, zinc and most non-ferrous metals, phosphate film is used as a base before painting.
Aluminum is phosphated in solutions of orthophosphoric acid containing CrO3 and NaF or HF. The films have a bluish-green color, which is why the process is called “blue phosphating.” The resulting phosphate layer is thin (about 3 microns), smooth, amorphous, and does not have high protective properties (has low strength characteristics). The composition of the coating is as follows: about 50 - 55% CrPO4, 17 - 23% AlPO4, 22 - 23% water. After washing in cold water and drying at temperatures below 60 °C, the phosphate film becomes more durable and can withstand temperatures up to 300 °C. If the finished phosphate coating is treated for 10 minutes in a 10% K2Cr2O7 solution (at a temperature of 75 - 80 ° C), its corrosion resistance will increase significantly.
For phosphating cadmium and zinc, a universal zinc phosphate solution is used. To obtain a phosphate film on zinc, you can use a solution based on the Liconda F1A composition; the treatment is carried out at a temperature of 19 - 40 ° C for 5 - 10 minutes. As a result, a fine-crystalline smoky gray phosphate film with high protective properties is formed on the surface of the zinc (better than with chromating).
Nickel (its alloys) is phosphated only if it is matte; on shiny surfaces, the coating is almost not deposited. Recommended solution composition: 15 g/l H3PO4, 13 g/l NaF, 200 g/l Zn(NO3)2. Treatment duration is 35–45 minutes at a temperature of 25–35 °C. The pH of the solution is about 2.0.
How to process metal at home: “cold” galvanizing
For galvanizing small products, it is more advisable to resort to elementary technology. We are talking about phosphating the metal with orthophosphoric acid, the preparation of which is available even at home. For a successful reaction, the correct concentration of chemical elements must be maintained. The following are the components of the solution in the ratio of the amount of substance (in grams) per 1 liter of water:
- phosphoric acid – no more than 40;
- zinc nitrate – about 200;
- zinc oxide – 15;
- sodium sulfate – 8.
The procedure will not take much time - preparing the solution and the immediate chemical reaction will take about half an hour. One of the main requirements that should be adhered to during iron processing is the correct concentration of the solution and its temperature (not less than +18 °C and not more than +25 °C).
This method allows you to obtain cold phosphating of metal at home, but its quality is significantly inferior to the processing of an iron product using the Majef preparation - the maximum thickness of the resulting film, as a rule, does not exceed 5 microns.
Improving the protective properties of phosphate films
Phosphate films do not have sufficient protective properties due to their porous structure, so after production they are further processed. For this purpose, passivating solutions of K2Cr2O7 (potassium dichromate) or Na2Cr2O7 (sodium dichromate) are used. The process is carried out at a temperature of 70 – 80 °C. Passivation of phosphate films is possible in two compositions: 80 – 100 g/l of chromate and 3 – 5 g/l. For the first solution, the holding time is 10 - 20 minutes, and additional rinsing before drying. For the second – 1 – 3 minutes; after phosphating, the product is dried without preliminary washing. After the passivation operation, the finished products are impregnated with mineral oil (hot) and then hydrophobized (3 – 5 minutes). For hydrophobization, use a 10% solution of organosilicon liquid GFZh-94 in gasoline. If the part is intended for cold deformation, it is washed and treated for about 3–5 minutes at 60–70 °C in a soap solution (70–100 g/l laundry soap).
Is it possible to process metal yourself at home?
Today, among the available methods of protecting iron materials from the influence of destructive factors, it is worth noting phosphating. After carrying out the appropriate chemical reaction, the metal acquires increased wear resistance, which can significantly extend its direct service life.
The best protection of iron from rust and rot is to cover its surface with a thin, barely noticeable film. At home, phosphating metal seems to be a daunting task, classified as impossible. Indeed, only industrial workshops have the necessary equipment and the required reagents. In fact, subject to a set of rules and conditions, anyone without a professional technical education can achieve the desired result.