Нормы расхода материалов при сварочных работах, правила подсчёта
Сварка в аргоновых средах востребована при работе с трубными изделиями из нержавейки, входящих в состав систем транспортировки промышленных жидкостей и газов. Высокое качество сварного соединения позволяет применять метод и при сваривании нержавеющих труб, эксплуатируемых под достаточно высоким давлением.
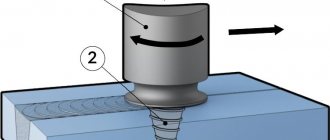
Основным ручным инструментом, используемым при работе с защитным газом, является специальная горелка с зафиксированным на ней электродом, через сопло которой к месту сваривания нержавейки подаётся струя аргона.
Качественный сварной шов подготавливается с помощью проволоки, специально подаваемой к месту формирования дуги в ручном режиме. При этом все перемещения и манипуляции с горелкой также выполняются только вручную.
Данная технология, в отличие от других методов обработки нержавейки, исключает какие-либо поперечные смещения электрода и подносимой к нему присадочной проволоки.
Единственно допустимое направление их перемещения – строго вдоль оси образуемого соединения. Положение горелки при проведении сварочных операций должно соответствовать рисунку, изображённому на фото.
Требования к манипуляциям сварщика в рабочей зоне обеспечивают постоянство нахождения сварочной ванны в пределах радиуса действия газовой защиты. Это является необходимым условием получения прочного соединения деталей из нержавейки. Также следует позаботиться о том, чтобы защититься от воздушного слоя с обратной стороны шва, обдуваемого струёй аргона.
Общий расход аргона в этом случае существенно возрастает, зато качество соединения нержавейки на всех участках шва повышается. С общими положениями о расходовании аргона при данном виде сварки, а также с используемым при этом оборудованием будет рассказано далее.
Как самостоятельно провести сварку нержавейки аргоном
Нержавеющая сталь содержит большое количество легирующих веществ, которые активно вступают в химическую реакцию с кислородом, азотом. При сварке нержавейки аргоном ванна защищена.
Окисление компонентов не происходит. Остается преодолеть остальные характеристики металла, которые создают сложности при соединении двух высоколегированных деталей.
Для этого производят подготовку зоны шва, используют неплавящиеся электроды.
Сварка нержавейки аргоном
Технология
Аргоновая сварка нержавейки проводится по обычной технологии в среде защитных газов. Присадочную проволоку следует перемещать только вдоль шва. Электрод не должен касаться металла, ванна разгоняется дугой. Следует следить, чтобы все расходные материалы были закрыты аргоном.
Шов прочнее, если аргонодуговая сварка производится с дополнительным поддувом защитного газа. Он направляется с обратной стороны. С одной стороны трубу можно закрыть, а с другой запустить газ.
Для розжига дуги используют осциллятор или графитовую пластину. Касаться электродом детали нельзя, в месте контакта сразу образуется прожог.
Подача газа продолжается 4–8 секунд после завершения работ.
Для соединения тонких листов используют медные подкладки. Их крепят на обратной стороне шва для отвода лишнего тепла.
Плюсы и минусы
Для защиты от окисления, разрушения используют инертный газ, который значительно дороже углекислоты. Расход аргона при сварке нержавейки зависит от толщины свариваемого металла и скорости подачи проволок, она составляет 10–20 л/мин.
Дополнительный обдув с обратной стороны деталей из нержавейки требует еще 6–7 л/мин. Увеличивается стоимость работ.
С другой стороны получается прочный, качественный шов. Его делают на ответственных деталях, трубопроводах, емкостях под агрессивные жидкости.
Сварка тонкой нержавейки осуществляется вольфрамовым электродом встык. Медные пластины-подкладки можно применять многократно, при массовом производстве придать им любую форму. Сокращаются расходы на рихтовку и послесварочную нормализацию.
Оборудование и расходные материалы
При обработке нержавейки нельзя поджигать дугу стандартным способом, чиркая по детали. Оборудование должно обеспечивать бесконтактный розжиг дуги. Таким требованиям соответствует инвертор и полуавтомат, работающие в режиме аргонодуговой сварки. Сварочный аппарат и газовый баллон должны работать синхронно, от одной кнопки на держателе.
Равномерное распределение газа обеспечивает мундштук с сеточкой и широким соплом. Его одевают на горелку. В результате газ идет широким потоком, закрывая всю ванну и шов. У него небольшая скорость, он не выдувает расплавленный металл и не деформирует шов.
Для изделий из нержавейки важно, чтобы присадочная проволока подбиралась одной марки или максимально близкая по содержанию хрома, никеля, марганца.
Вольфрамовый электрод подбирается диаметром меньше, чем зазор между деталями. Обычно используется электроды диаметром 1–1,6 мм. Край затачивается, делается острым.
Подготовка
При подготовке следует учитывать некоторые особенности нержавейки:
- низкую теплопроводность;
- высокую температуру плавления;
- большое количество легирующих веществ;
- большое удельное расширение.
Толстостенные детали рекомендуется нагреть до 200–300 ⁰C. Это снизит разницу температур между швом и основным металлом. В результате уменьшится риск образования переходной крупнозернистой зоны вдоль линии сварки.
Непосредственно перед сваркой готовятся кромки деталей. Их надо очистить от грязи, пыли, жира. Затем протереть очищенным бензином или ацетоном. Завершает очистку обработка мягким абразивным кругом или шкуркой.
Выставляя детали под прихватку, следует оставить между ними большой зазор. При нагреве от сварочной ванны края не должны соединиться и давить друг на друга, вызывая деформацию.
Прихватки следует делать тем же электродом, что будет накладываться коренной шов.
Правила и этапы проведения сварочных работ
Сварка в среде аргона используется для соединения труб из нержавеющей стали. При прокладке трубопроводов повышенной ответственности и создания резервуаров, внутрь подается аргон. Он защищает обратную сторону шва от окисления и выгорания хрома.
Сначала торцы обрезаются ровно, протравливаются и зачищаются. Затем трубы жестко фиксируются в специальном приспособлении. Это позволяет варить без прихваток.
Шов накладывается за 2 прохода снизу-вверх с небольшим переходом в местах соединения. Толстостенный детали после охлаждения зачищают от шлака, проверяют качество шва и накладывают второй слой. Делать это нужно сразу, пока температура стыка не упала ниже 150⁰.
Ручная
Для ручной сварки неплавящимся вольфрамовым электродом присадочную проволоку укладывают заранее в шов или подводят ее впереди ванны вдоль шва.
Газ включается за 2–4 секунды до образования дуги. Это обеспечивает защиту всего шва и горячего металла. После завершения аргон еще 4 секунды обдувает шов.
Что такое аргоновая сварка
Гибридная технология, сочетающая газовый и электрический способы сварки, дает возможность работать с самыми разными объемами и материалами. Она отлично зарекомендовала себя в сварке чугуна, стали, меди и других металлов. С ее помощью хорошо свариваются большие стальные трубы и миниатюрные бронзовые крючки от вешалки. Работа с нержавеющей сталью – еще один пример универсальности оборудования и технологии.
Без изучения теории сварочного мастерства невозможно стать хорошим специалистом. Это особенно актуально для сложных технологий, к которым относится и аргоновый метод. Чтобы в деталях понять суть, преимущества и особенности аргонового способа сварки, необходимо усвоить физику процессов, которые происходят во время работы. Для того, чтобы две металлические заготовки соединить между собой, необходимо некоторые их части расплавить. А сделать это можно только при помощи нагрева.
Повышение температуры предусматривает использование огня, который в свою очередь нуждается в кислороде. Последний вступает в химические реакции окисления. И чем быстрее металл окисляется, тем сложнее его сваривать. Окисление относится к числу нежелательных явлений при сварке металлов.
Расход аргона при сварке нержавейки
Нержавеющий тип стали получил применение во многих сферах промышленности. Она встречается на заводах в качестве деталей производственных механизмов, на улице как каркасы для остановок и сборных летних сооружений.
Из нержавейки создаются хирургические и бытовые инструменты. Эта сталь нашла свое место даже в добыче и переработке нефти. Потому требует от мастеров умения правильно обращаться с ней при сварке.
Легированная нержавеющая сталь в сварочном деле обрабатывается несколькими способами. Довольно часто сварка проводится при помощи аргона и вольфрамовых стержней.
Этот тип работы с нержавейкой финансово доступен, ведь не требует наличия особого оборудования.
Общая информация
Нержавеющий тип стали не подвержен коррозии. Этому металлу практически не страшна ржавчина даже без защитных спецвеществ. В этом основа популярности нержавеющей стали.
При правильном уходе она пригодна к использованию десятилетиями, а потому пользуется заслуженным спросом. Элементы хрома, никеля и титана, включенные в состав этой стали, улучшают ее физико-механические показатели.
Что тоже причина применения в разных областях.
К достоинствам нержавейки относится то, как она выглядит. Благодаря яркому, характерному блеску, вещи из такой стали зачастую не окрашивают.
А потому сварочные соединения на стальных изделиях необходимо делать не только надежными, но еще и сохраняющими внешний вид стали. Однако это лишь один из моментов работы со сталью.
Работать с нержавеющей сталью сложно. Те же характеристики состава, что защищают металл от ржавчины, делают его сварку непростой задачей. Эта статья о важных моментах сварочных работ с нержавейкой.
Ведь это задача, к которой требуется особая подготовка.
Особенности сварки
Первый момент в работе с нержавеющей сталью – это то, что сложности возникают из-за включенных в нее компонентов. Никель и хром – два основных элемента, усложняющих сварку. Нержавейка также носит имя «легированная сталь».
У нее повышена теплопроводность, и это тоже важно помнить при работе с ней. Этот показатель часто становится причиной, по которой неопытный специалист сталкивается с трудностью расплавления металла при сварке.
Для сварочных работ с нержавеющей сталью требуется 6000°С. Это довольно высокий показатель. Его достаточно для плавки нержавейки, однако часто концентрация нагрева сводится к одной точке.
Происходит перегревание поверхности, что приводит к деформации детали. Чтобы качественно обработать сталь, ток устанавливается на 15-20 процентов ниже стандартного уровня.
Деформация нержавеющей стали во время работы происходит еще и благодаря повышенному коэффициенту линейного расширения. Это приводит к тому, что сварочные соединения быстро покрываются трещинами.
Для исключения такого брака между кромками нужно оставить зазор для деформации. Таким образом, после расширения стали усадка будет иметь приемлемые параметры.
Соблюдение режима температур – основной показатель при сваривании нержавеющей легированной стали. Нарушение этого процесса снижает устойчивость материала к коррозиям. Для исключения перегревания охлаждение деталей проводится сразу после работы.
Подготовка металла
В работе со сваркой аргоном риск брака грозит еще на подготовительном этапе. Подготовительная стадия здесь достаточно важна. А потому отказываться от нее не стоит.
Ведь, в сущности, она состоит из тех же подготовительных действий, что и при аргонодуговом сваривании других металлов.
Вначале происходит разделывание кромок. Далее они зачищаются до блеска при помощи металлической щетки, либо шлифовальной машины. После этого рабочая зона обезжиривается специальной жидкостью.
Подойдет бензин, либо ацетоносодержащие вещества. Это делается для более качественной устойчивости дуги, что ускоряет процесс работы.
https://www..com/watch?v=3AqTU9vzijI
Не стоит забывать о сохраняющем от брака стыковом зазоре. Перед началом сварки проводится не только подготовка деталей, но и подбор комплектующих элементов.
При аргонном сваривании нержавейки применяется присадочный пруток. Важным нюансом в подборе прутка является степень легированности. Она должна быть выше, чем этот показатель у детали. Такие элементы стоит брать у проверенных компаний.
Мастера способны дать подсказку, где и у кого лучше взять качественные комплектующие для сварки нержавеющей стали аргоном.
Технология сваривания аргоном
Аргонодуговая сварка нержавеющей стали – задача для мастера, имеющего большой опыт. Однако выполнить ее способен и новичок. Но сначала стоит провести пару тренировочных проб на непригодных деталях, которые допустимо загнать в брак.
Аргонное сваривание чаще всего применяется для тонкостенных элементов. Ведь эта методика сварочного процесса достаточно аккуратна. В выполнении обработки тонкостенной нержавеющей стали аргонодуговым методом важную роль играет подбор оборудования.
Работе с нержавейкой подходит полуавтоматический аппарат. Это классический вариант. Он довольно сложный в применении, однако наличие достаточного опыта обеспечивает надежный и эстетичный шов.
https://www.youtube.com/watch?v=-EOLgT6zRf8u0026t=84s
Перед работой происходит настройка прибора. Полярность включается зачастую прямая. Также в настройках есть два типа тока – переменный и постоянный. Этот параметр устанавливается отдельно для каждой детали.
При аргонодуговой сварке нержавейки применяется сварочный пруток, а также вольфрамовый электрод. Важным звеном является газовая горелка, в которой закрепляется электрод. Через нее же подается аргон.
Движение газовой горелки происходит вручную. Важно помнить, что проводится она вдоль оси сварочного шва. Движение поперек строго запрещено.
При проведении горелкой поперек соединения, аргон будет не способен защищать зону сварки от разрушительного кислородного воздействия. Это снизит надежность и качественность соединения, и деталь уйдет в выбраковку.
Обратная сторона сварочного шва также требует защиты. Для этого аргон подается также и на ту сторону детали. Это увеличивает расход газа, однако повышает надежность шва.
Работая с тонкостенными деталями из нержавеющей стали край электрода предварительно оплавляется. Это мера предосторожности во имя избежания загрязнения пришовной поверхности детали.
Ведь эстетичность соединения — главный параметр в работе с нержавейкой. Подкладки из графита, применяемые во время разжигания дуги, также обеспечивают более подходящий для такого типа стали вид шва.
Активность окисления металла либо вольфрамового электрода тоже является частой причиной нарушения сварочного процесса. Решением будет продолжение подачи аргона в сварочную ванну после завершения сварки.
Срок этого действия всего 15-20 сек. Однако это повысит качество швов и защитит их от трещин. А уровень расхода аргона при этом довольно мал.
Во время сваривания идеальный уровень расхода газа – 12 л. Стоит следить, чтобы он не был более 15 л. в минуту. Однако эти показатели свойственны высококвалифицированным мастерам, имеющим в этой области большой опыт.
Для начинающих специалистов перерасход – нормальное явление. С опытом процесс будет протекать быстрее, и этот показатель придет в норму.
Заключение
Процесс аргонодуговой сварки нержавеющей стали сложный, однако выполнимый.
Достаточно правильно понять нюансы техники сварки, подобрать надежный аппарат и следить за уровнем расхода газа.
Во время сварки важно соблюдать технику безопасности, использовать средства защиты.
Технология и режимы сварки нержавейки в среде аргона
Сварка нержавейки аргоном – востребованная технология, которая позволяет получить соединение данного сплава наивысшего качества, по сравнению с прочими методами работы.
Трудности
Легирующие добавки, которые входят в состав нержавейки, повышают ее качественные характеристики, придавая коррозионностойкие свойства, однако негативно влияют на сварочный процесс.
По сравнению с прочими сортами стали, теплопроводность нержавейки ниже в 2 раза.
Это значит, при температурном воздействии на поверхность тепло будет концентрироваться в точке контакта, а не равномерно распределяться по плоскости, отводя излишки энергии.
По этой причине у начинающих сварщиков не получается качественно проварить сплав без перегревов и прожогов. Технические пособия рекомендуют устанавливать меньшие амперные характеристики сварочного оборудования при сваривании данного сплава.
Важным фактором, который необходимо учитывать на стадии планирования, является высокий показатель линейного расширения. Избыточное температурное воздействие легко деформирует околошовную зону, поэтому необходимо оставлять зазор, достаточный для предотвращения образования трещин.
Высокое электрическое сопротивление также негативно влияет на качество сварки. Расходные материалы очень быстро нагреваются. Через некоторое время они начинают плавиться не сварочной ванне, а на конце дуги.
Существуют и температурные ограничения сварочного процесса. При температуре 500 Сº в межкристаллическом пространстве начинают образовываться соединения, ухудшающие качество шва – карбид хрома и железа. Для предотвращения данного процесса, деталь необходимо охладить сразу же по окончании работ.
Подготовительные работы
Аргонную сварку нержавейки следует начинать с качественной подготовки поверхности. Процедура подготовки рассматриваемого сплава не отличается от прочих сортов металла и включает в себя следующие действия:
- Поверхность очищается от посторонних элементов. При этом кромки должны быть зачищены до металлического блеска. Сварка нержавеющей стали ГОСТ 14771-76 не указывает, каким именно способом будут проводиться подготовительные работы. Из этого следует, что возможно применение как ручного инструмента, так и механизированного способа.
- Следующий этап включает в себя обезжиривание поверхности любой подходящей жидкостью.
- Завершает подготовку установка зазора, компенсирующего деформационные процессы.
Режимы
Режим работы сварочного аппарата необходимо выбирать внимательно, учитывая при этом все исходные данные. От этого во многом зависит результат. Итак:
- Направленность и полярность тока. Определяющим критерием выступает металл, с которым приходится работать. Большинство стальных заготовок, в том числе и с нержавейки, требуют постоянный ток прямой направленности. Касательно цветных металлов, магния и алюминия, то все с точностью до наоборот. Лучше всего выбрать переменный ток с обратной полярностью.
- Расход инертного газа определяется двумя факторами – условий работы и скорости подачи аргона. Сваривание металла на открытой площадке при сильном ветре влечет увеличенный расход инертного газа. Поэтому всегда нужно иметь хотя бы две защищенные от ветра стороны.
На первый взгляд может показаться нерациональным, но в аргоновой смеси присутствует кислород. Его доля небольшая и не превышает 5% общего объема. Казалось бы, что это отрицательно повлияет на качество шва. Но нет. В малых дозах кислород выполняет положительную функцию: он сжигает мелкие вредные примеси. Они вступают в реакцию с газом и сгорают.
Технология и режимы сварки нержавейки в среде аргона
Сварка нержавейки аргоном – востребованная технология, которая позволяет получить соединение данного сплава наивысшего качества, по сравнению с прочими методами работы.
Аргонодуговая сварка неплавящимися электродами
Технологию использования неплавящегося электрода в среде аргона используют для сварки нержавеющих труб. Отличительная особенность данного метода – качественные и аккуратные швы с привлекательным внешним видом. Аргонодуговая сварка применяется также при ответственных работах с баками и прочими сосудами, которые эксплуатируются под давлением.
Работы можно выполнять как на постоянном, так и на переменном токе прямой полярности. Источником тепла выступает горелка с вольфрамовым электродом, через которую подается защитный газ. Шов формируется за счет плавления присадочного материала, в качестве которых выступают прутки, подающиеся в зону расплава.
Сварка в режиме TIG имеет некоторые особенности:
- При попадании в зону расплава частиц вольфрама качество шва ухудшается. Для розжига дуги применяют специальную угольную пластину, после чего переносят ее на рабочую плоскость.
- По окончании работ необходимо продолжать подачу защитного газа до полного остывания электрода и горячего шва – это позволит избежать окисления рабочей зоны и электрода горелки.
В процессе работы необходимо соблюдать определенный угол наклона горелки и прутка, по отношению к поверхности, а также относительно друг друга. Это базовые навыки, которые преподают на курсах обучения сварщиков.
С помощью полуавтомата
Начинающие мастера часто задаются вопросом: «Как сварить нержавейку полуавтоматом?» Данный метод отличается высокой производительностью, благодаря непрерывной подаче электродной проволоки. Визуальные качества шва при этом не такие привлекательные, как при аргонодуговой сварке, однако надежность соединения не уступает предыдущему методу.
Аргоновую сварку полуавтоматом относят к универсальным технологиям, поскольку она позволяет работать с заготовками различной толщины. С ее помощью можно выполнить любые работы – от сварки перил в загородном доме до соединения сложной конструкции по предоставленным чертежам.
К расходным материалам предъявляют особые требования. Обязательное условие – наличие никеля в составе проволоки. В противном случае ее считают несоответствующей действующим нормам.
Основными режимами выполнения работ являются:
- Короткой дугой. При дуговой сварке температура воздействия зависит от длины разряда. Короткое расстояние между горелкой и поверхности идеально подходит для тонкостенных изделий.
- Импульсный. В этом случае проволоку подают в зону расплава с короткими промежутками, что снижает вероятность разбрызгивания, минимизирует температурное воздействие на деталь и снижает расход проволоки.
- Струйный. Применяют для сварки деталей, толщиной от сантиметра.
Соединение тонкого материала
Сварку тонкой нержавейки аргоном следует выполнять с большой осторожностью. Опытные специалисты рекомендуют применять специальные подкладки из металла с высокой теплопроводностью. Это преследует несколько целей:
- подкладка будет выполнять функции отвода тепла, снижая риск образования карбидов;
- расплавленный металл не будет вытекать с обратной стороны шва;
- выполняется фиксация рабочей плоскости.
При соблюдении всех правил, качество соединения будет выше, по сравнению с использованием инвертора.
В некоторых случаях будет целесообразно использовать станок для точечной сварки. При этом также необходимо правильно настроить рабочие параметры: при завышенных амперных характеристиках нержавейка после контактной сварки ржавеет, за счет образования карбидов.
Трубы
Качественный сварочный аппарат для нержавейки способен соединить трубы из соответствующего сплава, которые используются в системах домашнего водоснабжения. Обладая определенными навыками, можно без проблем справиться с этой задачей своими руками.
Особенностью технологии является необходимость в защите внутренней поверхности трубы. Для этого необходимо заглушить отверстие с одной из сторон с помощью подручных материалов:
- Ветошь;
- Поролон;
- РТИ;
- Бумага.
Затем в заглушку устанавливают трубку, которая будет служить проводником защитного газа. Важно, чтобы она была герметично заизолирована, во избежание утечек.
Рабочее давление газа устанавливают, в зависимости от условий выполнения работ. Требование одно – газ не должен выдавливать расплав на поверхность. В этом случае качество шва гарантировано.
Режим Pulse
Современное оборудование оснащено функцией выполнения работ в импульсном режиме. Его основное предназначение – соединение элементов различной толщины.
Как было сказано выше, данная технология помогает экономить расходный материал. Кроме того, сокращается время финишной очистки поверхности, благодаря низкому количеству брызг расплавленного металла.
Таким образом, можно сократить промежуточный этап механической шлифовки изделия, переходя к обработке кислотами и гелями, с целью удаления оксидного слоя и придания шву необходимой стойкости.
С инородным металлом
У малоопытных сварщиков часто возникают трудности, поскольку они не знают, как сваривать нержавейку с черным металлом.
Аргонодуговая сварка зарекомендовала себя лучше всего, поскольку аргон надежно защищает зону расплава от контактов с окружающей средой.
Во избежание появления горячих трещин необходимо использовать прутки на основе хрома и никеля.
Плюсы и минусы такого способа
К достоинствам использования аргона относят:
- Газ надежно защищает расплавленный металл, исключая его контакт с атмосферным воздухом, что повышает качество соединения.
- Низкая теплопроводность помогает сваривать сложные детали, не влияя на их конструкцию.
- Высокая температура сварочной дуги положительно влияет на скорость процесса.
Недостатками являются высокая стоимость сварочного оборудования, что не всегда позволяет использовать его при выполнении домашних работ. Кроме того, работа с аргоном имеет свои особенности, которые требуют специфических навыков.
Аргоновые горелки
Горелка подает к вольфрамовому стержню напряжение и служит для образования защиты из инертного газа вокруг рабочей зоны. Важно уделить максимум внимания при ее выборе, впрочем, как и подбору расходных материалов. Как уже упоминалось выше аргонодуговая технология основана на использовании вольфрамовых электродов, которые не плавятся, и инертных газов. Из этого следуют основные критерии, по которым нужно подбирать горелку:
- максимально допустимая мощность и сила тока;
- есть ли в комплекте держатель вольфрамового стержня;
- желательно чтобы сопло было выполнено из керамики;
- вариант охлаждения горелки при работе с толстыми и тонкими заготовками;
- универсальность использования горелки. Имеется ввиду возможность ее коммуникации со сварочными аппаратами разных типов;
- длина кабеля энергоснабжения.
Работу горелки поэтапно можно расписать так:
- Работать начинает сразу все: циркулирует система охлаждения, на горелку подается инертный газ, стартовал сам сварочный аппарат.
- Сразу после формирования защитного слоя инициализируется газовая дуга. Заготовки разогреваются до температуры плавления. В этот момент нужно подавать присадочную проволоку в рабочую ванну.
- Далее присадочная проволока вместе с вольфрамовым стержнем передвигается по направлению стыка заготовок.
Неплавящиеся электроды
Ручная аргонодуговая сварка, как правило, комплектуется неплавящимися вольфрамовыми электродами. Они лучше всего подходят для сварки нержавеющей стали и цветных металлов с высокой химической активностью – алюминия, титана, магния.
Электрод крепится в токоподводящей цанге горелки с керамическим соплом, которое направляет потоки инертного газа к рабочей зоне. Система оснащена водяным охлаждением. Диаметр электрода напрямую зависит от силы тока, которая выбирается в зависимости от толщины заготовки. В силу того, что во время сваривания металлов таким способом отсутствуют брызги, то горелки комплектуются сетчатым фильтром, который служит для равномерного распределения потока инертного газа.
Механизированная горелки имеет несколько иную конструкцию. Помимо уже перечисленных элементов дополнительно она оснащается маховиком для подъема и опускания вольфрамового электрода. Токоподводящая цанга крепится при помощи резьбового соединения для смены стержней разного диаметра.
Плавящиеся электроды
Полуавтоматическая и автоматическая аргонодуговая сварка чаще всего комплектуется горелкой с плавящимся электродом. При работе аппарата дуга поддерживается между свариваемой поверхностью и присадочной проволокой. В зависимости от производительности установки система охлаждения бывает воздушной или жидкостной. Конструкция сопла и принцип работы полностью идентичны с аналогами, укомплектованными неплавящимися стержнями.
Сварка нержавейки аргоном:технология, как правильно варить, важные нюансы
12Ноя
статьи
В статье мы расскажем про технологии и обучение технике сварки аргоном тонкой нержавейки. Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.
Особенности сварки нержавеющей стали аргоном
К любому сплаву можно найти подход и приспособиться, если знать особенные приемы. Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности.
Правила, которые нужно запомнить:
- снизьте привычный ток минимум на 20%;
- между двумя свариваемыми элементами оставляйте зазор побольше;
- не используйте легированные электроды, если других нет, то подойдут только небольшой длины;
- не допускайте нагрева выше 500 градусов;
- быстро охлаждайте детали.
В чем заключаются сложности
Легирующие добавки дают следующие нюансы:
- Низкая теплопроводность. По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления.
- Из-за линейного расширения возможна конечная усадка, которая будет приводить к деформациям и трещинам.
- Высокое электрическое сопротивление стали при соединении с легированными электродами приводит к перегреву.
- Возможность потери антикоррозийных свойств из-за повышенной температуры и образования новых химических элементов на поверхности, склонных к ржавлению.
Оборудование и расходные материалы для аргоновой сварки нержавейки
Набор для сварщика будет состоять из:
- баллона сжиженного газа;
- горелки;
- инвертора;
- осциллятора;
- проводов, шлангов.
Это базовый комплект, который будет служить долго. Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Подготовка материала
Первым делом проверьте металл. Не все, что имеет яркий металлический блеск, называется нержавейкой. Проверить можно любым магнитом. К стали с антикоррозийными свойствами он не примагнитится. Затем:
- смойте все видимые загрязнения;
- просушите;
- тщательно пройдитесь по поверхности металлической щеткой (также подойдет шлифовальная машина), зачистите дефекты;
- обезжирьте внешний слой ацетоном или бензином.
Уделяйте особенное внимание стыкам.
Как подготовить небольшие детали из нержавеющей стали для аргонно-дуговой сварки
Алгоритм остается прежним, иногда даже проще полностью поместить элемент в емкость с обезжиривающей жидкостью. Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
| Сварочная проволока: марка описание | Классификация | Типичный хим. состав наплавленного металла | Механические свойства |
| OK Autrod 347 Si (OK Autrod 16.11)* Коррозионностойкая хромоникелевая сварочная для нержавеющих сталей типа 08X18H10, 12X18H9T, 08X18H10T, (304, 308, 347) и им подобных в среде защитных газов (Ar). Легированная ниобием и кремнием обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике и др. Ток = (+). | ER 347 Si / AWSA5.9G 19 9 Nb Si / EN12072Аналог проволок:06X21H7БТ06X19Н9Т01X18Н1001Х19Н9 |
Делаем аргоновую сварку в домашних условиях
Хотя технология аргонодуговой сварки относится к числу сложных и характеризуется множеством технических нюансов, многие домашние умельцы умудряются выполнить работы с использованием подручных средств. Для этого обязательно нужно иметь инверторную сварку, хотя в некоторых случаях допускается ее замена ретроспективной трансформаторной установкой. Естественно, необходимо иметь баллон с инертным газом, маска и редуктор.
Помимо этого, для реализации идеи самодельного аргонового аппарата понадобятся инструменты:
- электродрель, болгарка и обычный сварочный аппарат;
- гаечные ключи, отвертка, ножовка по металлу, плоскогубцы;
- тестер, амперметр, микрометр, вольтметр.
Источник тока можно сделать из сварочного трансформатора, и выпрямителя, которые в данном случае нужно будет совместить с осциллятором. Первичную обмотку необходимо выполнить из медного провода толщиной до 0,8 мм. Для вторичной обмотки потребуется медь куда большего диаметра – не тоньше 3,5 мм.
Газовая горелка по значимости будет следующей. Для корпуса желательно использовать латунь, а само сопло можно выточить из меди. Для герметизации стыка между этими двумя компонентами подходит термостойкая резина. Тем более, что прокладку из гибкого материала сделать несложно.
Аргон будет подаваться к горелке по медной трубке, которая заводится в отверстие в корпусе, а стыковочный шов запаивается. Эта же магистраль станет отличным проводником тока, который необходим для розжига и поддержания дуги. Вольфрамовый электрод должен иметь острый конец, который шлифуется под углом примерно 45 градусов. Ориентировочная длина стержня будет составлять 25-30 см.
Важно понять, что в домашних условиях сделать оборудование для аргонодуговой сварки – это достаточно сложная задача. И далеко не всегда «овчинка будет стоить выделки». Если оборудование будет использоваться редко, то затраты на его изготовление могут никогда не окупиться. Очень часто намного практичней воспользоваться услугами специалиста со своим оборудованием или же приобрести уже готовый аппарат бюджетного ценового сегмента.
Аргонная сварка нержавейки: тонкости технологии и основные правила проведения работ
22 Ноябрь 2021 Аргонная сварка нержавейки: тонкости технологии и основные правила проведения работ
Вопросы, рассмотренные в материале:
- В чем особенности и плюсы аргонной сварки нержавейки
- Как подготовить материалы к аргонной сварке
- Как проводится аргонная сварка неплавящимся электродом из вольфрама
- Что собой представляет аргонная сварка нержавейки полуавтоматом
- Что важно учитывать при аргонной сварке нержавейки
Нержавеющая сталь – материал достаточно сложный для сварочных работ. Однако применение сварки с аргонным охлаждением позволяет получить ровный и качественный шов, соединяющий детали из нержавейки.
Начинать обучение данному процессу необходимо с ознакомления с различными характеристиками этого сложного для соединения сплава.
Наша статья познакомит вас не только с тем, что такое аргонная сварка нержавейки, но также с особенностями и технологией работ.
Классификация аргоновой сварки по видам
Разделение проводится на основе уровня механизации процесса. Аргонные сварки бывают трех видов:
- Ручные. И присадочная проволока, и сама горелка перемещаются сварщиком. Для такой работы применяются исключительно неплавящиеся вольфрамовые электроды.
- Полуавтоматические. В этом случая горелка контролируется сварщиком, а подача проволоки – механизмом.
- Автоматические. Горелка и проволока перемещаются механически, а работу автомата контролирует оператор. В наши дни уже нередко встречаются установки, которые работают даже без вмешательства людей. Роботизированные системы задействованы, к примеру, при сварке труб.
Необходимое оборудование
Для сварки алюминия необходим источник (аппарат) выдающий переменный ток. На постоянном токе технология не получится.
На аппарате должны быть функции:
- бесконтактного поджига;
- заварки кратера;
- регулировки баланса тока.
Этих настроек (рассмотрены ниже) хватит для проведения качественной аргоновой сварки алюминия.
Газ аргон должен быть чистым, приобретайте баллоны без атмосферного воздуха. Если редуктор на баллоне с аргоном стоит российского производства, то рекомендуется поставить расход 12-15 л/мин. А если чешской марки, то достаточно 8 литров.
Присадочный пруток . Материал бывает нескольких видов, широко востребованны два:
- для сварки чистого алюминия (№5356);
- прутки с кремнием для соединений с примесями (№4043).
Таблица с номерами прутков и их областей применения:
Вольфрамовые электроды можно применять — универсальные (AC/DC), окрас разный или только для сварки переменным током (AC), окрашены в зеленый цвет.
Минимальный диаметр электрода для аргонно дуговой сварки алюминия — 2,4 мм. Перед работой его затачивают, делая не острым, а с небольшим притуплением. Особо не старайтесь, во время сварки он примет свою правильную форму, похожую на капельку. Капелька должна быть размером по диаметру электрода, цвет блестящий с ровной сферой.
Если цвет матовый, значит поступает мало газа или он некачественный. Если электрод оплавляется, значит он неправильно выбран. Необходимо поставить электрод большего диаметра.
При сварке алюминия рекомендуется использовать газовую линзу (цангодержатель). Внутрь конструкции вставлена сеточка, проходя через которую газ создает лучшую защиту для вольфрамового электрода и сварочной ванны.
Под линзу есть специальные сопла с разным диаметром. Чем больше диаметр сопла, тем лучше защита.
Выступать электрод из сопла должен на 3-5 мм. При большем выстреле, вольфрам сильнее греется и быстрее разрушается.
Видео: про оборудование.
Как настроить аппарат
Рассмотрим инструкцию для начинающих по шагам на примере сварочного инвертора Ironman 200 AC/DC.
1) Крайняя слева функция — это настройка баланса переменного тока (CLEAN WD.), имеющая 2 полярности — минус и плюс.
В технологии нашего соединения используется полярность 50/50, от вида задач полярность изменяется. Например, при сварке чистого алюминия, баланс настраивается в отрицательном диапазоне. Так металл, ванна, электрод будут меньше греться, а швы получаться тонкими и красивыми. Ввиду малого нагрева электрода, его можно затачивать более остро.
Для грязного алюминия лучше устанавливать положительный диапазон, так нагрев металла будет сильнее, а зачистка ванны лучше.
Соблюдайте меру: положительная полуволна губительно действует на вольфрамовый электрод.
Исходя от диаметра электрода, регулируется правильный баланс переменного тока.
2) Следующая функция (CURRENT) — это настройка сварочного тока. Для сварки алюминия, например, толщиной 2 мм, достаточно установить силу в 60-65 А.
3) Третий тумблер (DOWN SLOPE) — настройка заварки кратера (медленное затухание дуги). Установка продолжительности затухания дуги зависит от толщины металла. Для 2 мм достаточно поставить 3 секунды.
4) Заключительная функция (POST TIME), продувка газом, необходима для охлаждения ванны, электрода и горелки в конце сварки.
Видео: по настройке аппарата TIG.
Подготовка материала и технология процесса
Техника сваривания алюминия отличается от других видов соединений металла. Алюминий теплопроводный материал, имеющий малую температуру плавления.
Учтите: вначале проведения работы, заготовки необходимо хорошо прогреть (как бы не хватает тока), а в процессе сварки алюминий быстро перегревается (переизбыток тока) — учитывайте эти нюансы.
Чем зачищать заготовки? Можно использовать стальную щетку.