Главная / Техника сварки
Назад
Время на чтение: 5 мин
0
817
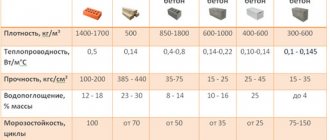
Ленточная пила представляется многорезцовым режущим инструментом. Выглядит в форме замкнутого стального гибкого кольца с насеченными зубьями на одной из его граней.
Лента крепится на двух вращаемых электрическим двигателем фрикционных колесах, что позволяет производить не только прямолинейные пропилы, но и криволинейные.
Полоса для резки металла и неметаллических деталей регулируется стандартом P54924-2010. При частом использовании данного режущего инструмента не исключается его разрыв по телу либо сварочному шву.
Для соединения концов пилы потребуются услуги сварщика, но обладая некоторым опытом слесарных работ и аппаратом по сварке ленточных пил, можно их состыковать в домашних условиях.
- Общие сведения
- Оборудование
- Технология сварки Резка
- Зачистка
- Закрепление полотна в зажимы
Общие сведения
Проводя стыковку торцов пилы необходимо учитывать его нагрузку при обработке деталей, подвергая ленту постоянному растягиванию и изгибу.
Изготовленная из легированной или углеродистой стали полоса ленточной пилы выдерживает силовое воздействие обрабатываемого материала, что иногда нельзя сказать о сварном соединении.
После периода отработанных часов шов лопается. Поэтому последний должен выполняться из материала аналогичного состава, что и само кольцо с зубьями.
Созданию качественного соединения поможет использование специального аппарата по сварке ленточных пил, применяющий контактную дуговую сварку.
Последняя обусловливается равномерным нагревом стыков двух соединяемых деталей. После описываемой термической операции, концы плотно стыкуются, образуя неразъемное кольцо.
Оборудование
Для сварки концов ленточных пил существуют специальные станки для контактной сварки, которым присуща разная степень автоматизации.
Недорогие аппараты характеризуются ручной регулировкой типа сварки и формирования шва. Высокая же стоимость устройства гарантирует автоматический режим сварки без вмешательства человека.
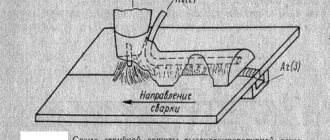
Самый простой аппарат, предназначенный для сварочного соединения ленточных пил, независимо от характера их использования, изображен на фотографии. Его конструкция достаточно несложная:
- кожух устройства — 1;
- сварочный трансформатор для регулировки питания — 2;
- прижимной механизм — 3-4;
- пусковая кнопка или клавиша — 5.
Постоянно работающий с пилами мастер может собрать устройство самостоятельно из промышленных элементов.
Технология сварки
Сварка полотна ленточной пилы насчитывает несколько этапов.
Материал приводит детальное описание каждого из них.
Резка
Лента для пилы реализуется в бухтах, что подразумевает приобретение полотна определенной длины. Для нарезки металла с зубчиками используется гильотина, разделочный стол, дающие ровный срез.
Резка ленты проходит по верхней границе зубьев, причем с припуском 2 мм на стороне среза. Это позволит соблюсти шаг и осадку.
Пайка полотен ленточных пил
Сразу всем: Серебряный припой не твёрже латунного — наоборот, однако велорамы, к примеру уровня выше чем Старт-Шоссе — паяли именно серебряными припоями, и по сю пору рамы велов высокого класса из хромоля именно им и паяют — он плавится при более низкой температуре и последующей термообработки не требует. СШ и более массовые — латунные припои. Материал рам более пластичный и ему не страшно. Восстанавливая велы прошлого века — так и паяешь. Пластинки на резец — опять таки латунь, ее расплавить труднее. Есть и другие важные мелочи, и из них упомяну только одну — чем лучше, и точнее, и ближе к полировке приготовлены спаиваимые поверхности, тем тоньше слой припоя, и тем, при прочих равных, дольше проработает паяное соединение. НО — ни латунь ни серебро не любят знакопеременных нагрузок — а в пильных полотнах ленточек — именно они. А уж когда сторона ленты вся из концентраторов напряжений (зубы и впадины) то совсем печально. Так что паять можно, спаять — тоже можно, но ждать долгой работы от паяного на колене пильного полотна — очень оптимистично. Однако, есть припои, которые обеспечивают очень хорошее и долго живущее соединение, но их найти в продаже (или компоненты) мне не удалось.
Сварка. Быстрая и качественная сварка пильных полотен встык, обработанных концов и с сильным сжатием в конце сварки — всё расплавленное вместе с грязью и шлаком при сжатии выдавливается, образуя валик ( потом сошлифовываемый), а шов получается максимально плотным и чистым. Зона перегрева при этом минимальна, и отпуск тоже простой и быстрый. И то — брак встречается. Сварочники для этого в продаже есть, но дороги для хоббийщика.
Сварка внахлест споттером — реально, при умении и последующей качественной обработке стыка — позволяет какое то недолгое время погонять сваренное так полотно, но в щадящем режиме, пилу по дереву — дольше. Подачи — минимальные.
Сварка полуавтоматом — сам не варил, найти сварного, что готов на такие эксперименты — не нашёл. Однако полагаю, что такая сварка возможна, причём чем толще и шире полотно — тем лучше. То же и относительно ТИГ сварки — слышал, читал, но в руках не держал так сделанное.
И о сварке — хороший сварной (это самое важное) — сварит всё, и качественно. Но это потребует и соответствующего опыта, и расходников, и времени. Я — не сварной, а только «прихватчик», просто настоящую работу профи наблюдал при постройке газопровода, там и спрашивал как, зачем и почему именно так. Ну и учебники и свой небольшой опыт.
Сергей Иваныч, при натяге — с полным паспортным, и даже на четверть больше — не лопается паяное. Ну у меня, во всяком случае. Проверка натяжения — тензометром. Стал бы я ставить непроверенное в пилу, как же… Это о деревяшечной, из углеродки. ( чуть чуть из опыта 70х — при тогдашнем дефиците велозипа паяли многое, в том числе и спицы, и тормозные тросики, и жестянку всякую — и вполне держало. )
А вот сваренное мной электродом — как раз три из 4х полотен этой проверки не прошли. 5-15 минут холостого хода с медленным увеличением натяга до нормы — и всё…
Егор, пильное полотно, в качестве длинной коронки, к сожалению не пригодно, дырку им сделать — можно (достаточно долго и не без бубна), но отверстие — увы. Потому, кстати и не делают коронки длинными, они, в основном, не более 2-3 диаметров , да еще на стружку место надо… они более для листа и труб. Если очень надо кольцевое длинное- делают из коронки наваренной соосно на трубу — и на малых оборотах в жёсткой сверлилке и со смазкой. Прошли немножко — сверло наружу, пробку выбить, керн обломать и вытащить — и по новой.
Режим сварки
Выбор величины и полярности тока, диаметра электрода, скорости пайки и напряжения на дуге на простейшем аппарате происходит вручную. Процесс зависит от размера полотна, его сечения.
Увеличенное значение последнего подразумевает повышение силы тока. Ленточные режущие инструменты изготавливаются из различных металлов и их сплавов, которые являются трудносвариваемыми.
Изготовители пил не предоставляют для открытого пользования информацию о типе материала, что затрудняет выбор режима сварки. Его, мастера, устанавливают опытным путем.
Облегчить работу по сварке ленточной пилы поможет прилагаемое к сварочному аппарату руководство пользователя, которое указывает все типы режимов.
Регулировать скорость поступления импульсов тока на бюджетном устройстве так же придется вручную, отсутствие контроля может привести к перегреву металла.
Ток рекомендуется подавать не более 2 секунд. Дорогие сварочные устройства регулируют время автоматически.
Инструменты
0 votes
+
Голос за!
—
Голос против!
Для нормального функционирования ленточной пилы, она подвергается свариванию. Способ, с помощью которого выполняется данный процесс, подбирается индивидуально, в соответствии с особенностями эксплуатации данного материала. Об оборудовании для сварки ленточных пил, рассмотрим далее.
Оглавление:
- Ленточная пила: устройство и принцип работы
- Самодельная сварка ленточных пил своими руками
- Сварка ленточных пил цена и особенности пайки
Ленточная пила: устройство и принцип работы
Существует большое количество разнообразных пил, которые имеют индивидуальные особенности применения и своеобразную конструкцию. У одних, в качестве режущего инструмента используется диск, а у других лента.
Установка пилящей ленты осуществляется на шкивы ведущего и ведомого направления. Для ее натягивания следует приложить огромные усилия, только в таком случае, линия распила будет равномерной.
Главными особенностями данной конструкции являются отдельные блоки, которые дополняются и наращиваются самостоятельно. На простом устройстве, материал для распила в которое подается ручным способом, устанавливаются дополнительные механизмы, такие как электронная система контроля работоспособности устройства, благодаря которой оно работает без постороннего участия человека.
Среди основных конструктивных элементов ленточной пилы, отметим наличие:
- рамы, на которой имеются направляющие, с помощью которых движется лента;
- для того, чтобы натянуть ленту используется механизм, на котором имеется привод пружинного, механического и гидравлического назначения;
- удерживатель ленты для распила;
- механизм винтового подъемного типа, который устанавливается вблизи ленты;
- передача ременного типа, на которой находятся клинья;
- электрический двигатель, мощность которого составляет около пятнадцати киловатт или двигатель на бензиновой основе, с такой же мощностью;
- эксцентрики, с помощью которых бревно фиксируется на раме;
- бак с водой и кран, который намачивает деталь в процессе распила;
- рельсовая полоса, на которой перемещается конструкция.
Также, каждая пила отличается индивидуальными конструктивными элементами, такими как кожухи для ограждения, и упорные механизмы, которые повышают безопасность работы. Для того, чтобы регулировать и настраивать работу на рабочей поверхности имеются планки, на которые нанесена разметка.
Принцип работы механизма основывается на укладке бревна между двумя направляющими и его жесткую фиксацию. Для определения толщины доски, следует ее поднять с помощью специального механизма.
Самодельная сварка ленточных пил своими руками
Для того, чтобы соединить два конца ленточной пилы, следует выполнить их сваривание. Данный процесс выполняется с помощью специального оборудования для сварки ленточных пил. Контактная сварка ленточной пилы состоит в том, что через два соединенных конца пилы, проходит электричество, которое приводит к их перегреву и расплавлению кромок на полотне. Для подводки тока используют электроды, соединенные с зажимами.
Различают огромное количество сварочных аппаратов, с помощью которых выполняется контактная сварка. Некоторые, усовершенствованные варианты способны обеспечить автоматизацию цикла сваривания и отжига. Поэтому, ошибки, связанные с чрезмерным свариванием или неправильным временем, в процессе которого передается импульс, исключены. В более простых механизма, контроль подачи отжига и сваривания осуществляется с помощью оператора.
Самостоятельное сваривание ленточной пилы возможно лишь в том случае, если у вас есть опыт работы с подобного рода оборудованием. Среди основных конструктивных особенностей станка для сварки ленточных пил, отметим наличие:
- корпусной части;
- трансформатора сварочного типа;
- зажимных механизмов на которых имеются электроды и зажимные рычаги;
- кнопка пуска;
- зажимы: подвижной и неподвижной.
Главная функция подвижного зажима — свободный ход, с помощью которого выполняется осадка. В процессе того, как концы пилы двигаются друг к другу, образуется сварочной валик. Для того, чтобы концы пилы прижимались друг к другу используется специальная пружина, создающая давление.
Сварка ленточных пил своими руками, состоит из таких этапов:
- выполнение резки пилы;
- выполнение зачистки ее торцевых участков;
- монтаж полотна в конструкцию сварочного аппарата, определения режима работы: ход и усадка;
- сваривание полотен;
- выполнение отжига;
- зачистка швов.
Первый этап — резка, подразумевает определение размера пилы. Для того, чтобы отрезать необходимый участок полотна, воспользуйтесь гильотинными ножницами или отрезным кругом. При использовании полотна, которое раньше подвергалось свариванию, с каждой стороны отрезается около пяти сантиметров.
В данной ситуации, при выполнении резки следует учесть ряд правил:
- место, на котором полотна соединяются между собой должно быть расположено между верхними частями зубьев;
- в процессе резки следует оставить немного припуска для компенсации усадки металла, оптимальный припуск — полтора миллиметра с каждой стороны;
- старайтесь сделать линию реза максимально ровной, от этого зависит качество дальнейшей сварки.
Только в таком случае, полотна будут иметь ровную линию на изгибе.
Довольно простым способом выполнения резки выступает укладка пилы в определенное положение, обрезка и зачистка каждого из концов по отдельности. В таком случае, даже при наличии не перпендикулярной линии среза, ее концевые участки все равно будут состыкованы. В таком случае, полотно после сваривания будет отличаться ровным швом.
Дальнейшие действия связаны с выполнение зачистки полотна. Данные участки следует очистить от грязи, обезжирить с помощью ацетона или спирта. Для зачистки кромок используйте абразив. В итоге, должны получиться идеально ровные и гладкие участки.
Далее следует монтаж полотна на поверхность аппарата. Подготовленную пилу следует установить во внутрь зажимного механизма. При этом, одна ее часть остается подвижной, а вторая — нет. В центральной части кромки пилы соединяются между собой. Совпадение кромок должно быть идеальным.
С помощью ручек управления на аппарате, регулируется усилие, ход, усадка, режим работы устройства. Данные параметры для каждой пилы подбираются индивидуально и зависят от ее размера, толщины стали, особенностей эксплуатации и т.д. С увеличением сечения пилы, увеличивается сила тока, необходимая для сварки.
Для того, чтобы более точно определить данные параметры, воспользуйтесь инструкцией к аппарату. В ней должна быть таблица, согласно которой следует определить режим работы оборудования. В некоторых устройствах, достаточно выбрать только режим сваривания, не указывая при этом силу тока и напряжение для работы. Для того, чтобы выполнить сваривание пилы, следует установить рычаг в определенном положении.
Сварка ленточной пилы выполняется с помощью нажатия кнопки или поворота рычага. После этого, ток подводится к каждому зажиму, а от них передается пиле. Таким образом, металл в зоне состыковки двух участков расплавляется и соединяется между собой.
Пружина воздействует на поверхность подвижного зажима, который смещается к неподвижному зажиму, на осадку. При этом, в стыковой зоне происходит образование сварного валика, с помощью которого пилы соединяется.
Определяя параметры сваривания, следует выбрать время, за которое осуществляется подача токовых импульсов. Сварочные аппараты с автоматическим режимом работы отключают ток, по истечению нескольких секунд с момента их подачи. Однако, если данный параметр на сварочной аппарате регулируется вручную, то необходимо за ним следить.
В процессе сваривания возникают определенные сложности, связанные с материалом, из которого изготовлена пила. В соответствии с данным параметром определяется режим работы сварочного аппарата. В некоторых случаях, без опыта определить данный параметр очень сложно. Если в итоге сварка вас не удовлетворила, то следует экспериментировать, подбирая необходимый режим на ненужном обрезке полотна. После подбора оптимального режима работы, запишите его параметры, чтобы применить его в дальнейшем.
Учтите, что электроды, которые вступают в контакт с пилой должны быть чистыми. Посторонние вещества или грязь на их поверхности, отрицательно сказываются на качестве сварки пилы.
Дальнейшие действия связаны с выполнением отжига, который помогает металлу, ставшему в процессе сварки хрупким и довольно твердым, приобрести прочность, вязкость и пластичность. Для произведения отжига используются те самые зажимы, что и в процессе сваривания. Однако, для работы используется другой режим подачи тока.
Оптимальная температура, на которой выполняется отжиг составляет около шестисот градусов. При этом, следует поддерживать охлаждение устройства в медленном темпе, для этого кнопку подачи тока следует удерживать, нажимать и отпускать в определенное время. Для того, чтобы металл остывал постепенно, периодически следует нажимать кнопку подачи тока для отжига.
Если на сварочном аппарате пирометр отсутствует, то температура контролируется по внешним характеристикам металлической поверхности. В процессе обжига, сталь приобретает красно-вишневый оттенок. Ни в коем случае не разогревайте металл до оранжевого или тем более насыщено красного цвета. Процесс постепенного охлаждения металла занимает не более пяти минут. Для некоторых полотен потребуется провести два цикла по отжигу. В некоторых случаях, сварка и отжиг выполняются в одном процессе. В данной ситуации, время на охлаждение швов, увеличивается, с помощью периодической подачи тока к металлу.
После сварки следует зачистить полотна от наплыва, образовавшегося на сварном шве. Для зачистки швов подойдет практически любой инструмент с абразивными характеристиками. Главное условие качественно зачистки — получение ровной и гладкой поверхности.
Предлагаем ознакомиться с основными ошибками, возникающими в процессе сварки:
1. Смещение сваренных кромок — в данном случае, полотна находятся в разных плоскостях. Данная проблема возникает при недостаточной силе тока в процессе сваривания или при сильно большой осадке.
2. Расплав, находящийся на полотне, наблюдается в процессе подачи сильно большого тока.
3. Непроваренные участки образуются в том случае, если давление, подающееся в систему слишком низкое.
Минимальное значение выступа шва на качественно проваренной плите, составляет около полутора миллиметров.
Для проверки качества отжига полотно сгибается в радиусе двадцати сантиметров и осматривается. Если дуга напоминает стандартную окружность и шов остается целым, то качество сварки находится на должном уровне.
Сварка ленточных пил цена и особенности пайки
Стоимость работ по сварке ленточных пил определяется прежде всего их размером, толщиной стали и особенностями эксплуатации. Однако, существует еще один способ соединения пилы — это пайка. Данный вариант более простой для выполнения в домашних условиях, нежели сварка.
Прежде всего, следует подготовить полотно, для этого кромки пилы очищаются от грязи и обезжириваются. Концы полотна соединяются в стыковом положении, однако грани при этом должны быть скошены.
Для того, чтобы придать граням форму скоса используйте абразивный круг. Оптимальная величина скоса составляет от восьми до двенадцати сантиметров. Скошенные участки должны соединяться между собой максимально ровно.
Для того, чтобы выполнить пайку пилы потребуется наличие припоев, оптимальный вариант — серебряные пСР45 или пСр65. Припои, содержание серебра у которых меньшее, не рекомендуется использовать.
В качестве флюса, предпочтительнее использовать пасту, которая применяется в процессе пайки металла. Данный вариант флюса отличается удобством работы. При отсутствии данного вещества, возможен вариант его самостоятельного изготовления. Для этого, соединяется хлористый аммоний с бурой в соотношении один к десяти. С помощью воды регулируется консистенция состава, который должен стать пастообразным.
Для выполнения нагрева пилы в процессе пайки используют газовую горелку. Температуру нагрева определяет тип припоя, оптимальное значение составляет от 650 до 600 градусов. Не перегревайте металл, чтобы не нарушить его структуру. С помощью специального приспособления концы пилы соединяются между собой. Процесс пайки состоит в следующем. Прежде всего, следует нанести флюс на поверхность кромок. Старайтесь нанести пасту исключительно на скошенные участки.
Далее, соединения нагреваются до определенной температуры и припой подается к месту соединения торцов пилы. После этого, на поверхности появляется полоска, свидетельствующая о том, что пайка выполнена правильно. Плавление припоя выполняется не под воздействием горелки, а от ранее нагретого металла. По истечении нескольких минут металл остывает, только после этого, пила снимается с механизма. При наличии небольших наплывов, производится очистка шва любым абразивным материалом.
Сварка ленточных пил видео:
Сварка
Процесс пайки стыков полотна проводится на сварочном станке, которые в зависимости от модификации, запускаются посредством клавиши либо специальной рукояткой.
После включения агрегата к торцам ленты через зажимы подводится сварочный ток для расплавления металла на участке предполагаемого шва.
Окончание нагрева будет означать, что ходовой зажим следует несколько сместить для формирования валика сварного шва.
Для получения прочного соединения следует очистить поверхность токопроводящего стержня. Выполнять очистку по всей его длине не имеет смысла, главное, чтобы контактирующая с лентой поверхность не имела следов грязи или других нежелательных наслоений.
Несоблюдение данного условия нарушит сопротивление цепи, что негативно отразится на качестве соединяемой детали.
Пайка
Когда контактный метод сварки недоступен, применяют высокотемпературную пайку серебряными припоями со специальным пастообразным флюсом на основе буры. Для закрепления концов полотна используется несложное самодельное устройство. Нагрев осуществляется газовой горелкой.
Пайка производится по стандартной методике. На скошенные торцы пилы наносится флюс. После зажатия в приспособлении место соединения нагревается до температуры плавления припоя, положенного рядом. Под действием капиллярных сил он начнёт затягиваться в стык. После того как припой появится по всей линии соединения нагрев прекращается. После остывания пила вынимается и очищается от наплывов.
Повторная зачистка
Процесс отпуска металла образовывает на нем видимые наплывы. Убрать их можно будет путем повторной зачистки. Последняя не столь необходима для повышения технических характеристик, сколь — эстетических целей.
Зачистка ленточной пилы проводится болгаркой либо любым абразивным инструментом до визуального стирания шва.
Рекомендуется также поправить углубления между зубцами, оформив их правильной геометрической формой.
Контроль пайки
Провести обследование шва сваренной ленточной пилы будет не лишним, если он выполнен начинающим мастером. Контроль проводится визуальным способом. Следует внимательно осмотреть сочлененный участок на выявление возможных дефектов.
Последними могут являться:
- смещение торцов;
- выплески расплавленного материала на ленту;
- непровар шва, который ухудшает технологические качества.
Смещение торцов происходит вследствие небольшой силы тока, выплеск — по причине чрезмерно увеличенной. Непровары образуются при малом давлении либо недостаточном токе.
Обработка полотен после сварки: отжиг и зачистка
В процессе выполнения сварки место соединения, наряду с прочностью, приобретает и хрупкость. Один точечный удар тяжелым инструментом нарушает целостность шва.
Чтобы вновь придать эластичность стыку, необходимо осуществить отжиг.
Отжиг
Реализация подобного процесса осуществляется на том же станочном оборудовании без отсоединения полотна от зажимных механизмов.
Отжиг выполняется путем изменения токового режима и снижения усилий на полотно.
С постепенным увеличением силы тока происходит нагрев места соединения до температуры 500-550 градусов. Выполнение подобной процедуры подразумевает предварительную установку пирометра, контролирующего рост температурного воздействия в соединительной точке.
После достижения требуемых значений подача электричества прекращается, после чего необходимо выждать остывание полотна.
При установке оборудования и проведении работ в неотапливаемом помещении при остывании пилы необходимо периодически включать подачу тока.
Резкое изменение температуры на поверхности полотна приведет к нарушению технологии и утрате прочностных характеристик. Нормальное остывание металла должно осуществлять по времени от 3 до 5 минут.
Не стоит забывать и о том, что некоторые виды металла требуют двойной обработки. Опытные специалисты в ходе выполнения сварки одновременно реализуют и отжиг.
Зачистка
Зачистка после сварки
Главным требованием, предъявляемым к подобной процедуре, является максимальное удаление металлических наплывов и создание четкой геометрии шва.
Процедура выполняется любым абразивным материалом или инструментом.
Определяющим здесь является отсутствие каких-либо шероховатостей на поверхности пилы. В связи с этим зачистка поверхности осуществлять не классическим способом поперек полотна, а вдоль.