25.08.2020 Автор: VT-METALL
Вопросы, рассмотренные в материале:
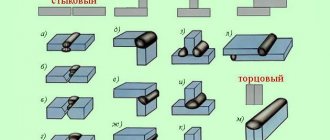
- Причины деформации металла при сварке
- Виды деформаций металла после сварки
- О тестировании сварных швов и расчете деформаций металла при сварке
- Способы устранения деформации металла при сварке
- Способы избежать деформации металла при сварке
Деформация металла при сварке – это явление, которое приводит к нарушению геометрии изделий и, следовательно, к браку продукции. Подобное может наблюдаться даже в работе опытных сварщиков. Соблюдение ряда правил позволяет снизить вероятность появления деформации и получить качественное и надежное соединение.
Существует множество причин возникновения деформации металла при сварке. О том, с чем они связаны, какие меры принимают для профилактики этого явления и что делают для исправления, читайте в нашем материале.
Причины деформации металла при сварке
Если на металлический предмет оказывается механическое воздействие, то в нем возникают напряжение и искажение. Первое характеризуется силой давления, оказываемой на единицу площади. Второе – нарушением габаритов и формы изделия из-за силового воздействия.
Напряжения появляются в деталях под влиянием практически любого усилия. Это может быть растягивание, изгиб, сжимание или резка. В ходе сварки следует внимательно следить за показателями как деформации, так и напряжения. Если превысить допустимые значения, то конструкция (частично или полностью) может разрушиться.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Сварочные деформации возникают под влиянием различного рода напряжений, появляющихся внутри изделия. Основные причины их появления специалисты объединяют в две большие группы: основные, которые считаются неизбежными и постоянно появляются в ходе сварки, а также сопутствующие, устранение которых вполне возможно.
К основным причинам возникновения деформации и напряжения в ходе сварочных работ относят следующие:
- Структурные видоизменения, которые, влияя на металл, вызывают напряжения (растягивающие и сжимающие). Происходит это в ходе охлаждения деталей из легированных или высокоуглеродистых стальных сплавов. При этом размеры изделия, а также зернистая структура материала нарушаются. В итоге изначальный объем изменяется, что приводит к увеличению напряжения внутри детали.
- Неравномерный прогрев. Первичному нагреву в ходе сварочных работ подлежит только рабочая зона изделия. По мере увеличения температуры материал расширяется, воздействуя на мало прогретые слои металла. При прерывистом прогреве концентрация напряжений сварного шва достигает высоких значений. Ее показатель зависит от рабочей температуры, теплопроводности материала и уровня линейного расширения.
- Литейная усадка. Она происходит в ходе кристаллизации материала, характеризуется уменьшением объема металла, возникает из-за сварочного напряжения (продольного и поперечного), которое появляется в процессе усадки расплава.
Сварочное напряжение могут вызвать не только механические воздействия. Сплавам различных металлов вообще свойственны свои деформации и напряжения. Они делятся на временные и на остаточные. Пластичная деформация металла при сварке вызывает остаточные, не исчезающие и после остывания материала. Временные же возникают при сварке прочно закрепленной детали.
К побочным или сопутствующим деформациям при проведении сварочных работ можно отнести:
- любые отклонения от нормативов в технологическом процессе – примером может быть плохая подготовка детали к сварке, неправильный выбор электрода, нарушение режима сварочного процесса и пр.;
- несоответствия и ошибки, допущенные в конструировании изделия, – это могут быть неверно выбранный тип шва, часто расположенные соединения, малый зазор между сварными швами и пр.;
- низкий профессионализм и небольшой опыт мастера.
Концентрацию напряжений в сварном шве может вызвать практически любая ошибка. Из-за них возникают технологические дефекты соединения: непровары, трещины, пузыри и прочий брак.
Обобщенно о сварке профильной трубы
Приведем общие сведения, которые должен уяснить мастер при работе с трубным прокатом:
- под воздействием высокой температуры трубы с профильным сечением в большей мере деформируются, чем круглые изделия;
- при расплавлении металла внутреннее пространство трубного проката может заполниться и перекрыться, если же пустотелость изделия крайне необходима, важно контролировать отсутствие капелек металла внутри трубы;
- при торцевом соединении металлопроката с профильным сечением из-за неравномерного нагрева или неправильного формирования валиков может появиться высокое напряжение на углах изделия.
Толщина стеночек металлопроката меняется в довольно широком диапазоне значений, но именно сварка тонкостенных труб требует от мастера наличия определенных знаний и навыков.
Способы сварки профильных труб.
Работа с тонким металлом не так проста в сравнении со сваркой инвертором толстостенных труб, так как при работе нужно учитывать ряд важных моментов:
- для создания сварных соединений на металлопрокате требуется ток от 10 до 60 А;
- электроды для сварки тонкостенного профиля должны иметь диаметр 0,5-2 мм, но никак не более;
- шов выполняется в один проход;
- качество соединения во многом определяется скорость сваривания;
- мастер должен успеть осуществить сварку профиля до того момента, пока рабочие кромки не остынут.
При внимательном изучении описанных рекомендаций, сварка ворот своими руками из профильной трубы не составит труда даже для малоопытного мастера. Если же выполнять такую работу без знания специфики металлопроката, конструкции не получатся надежными, прочными и долговечными.
Не менее важно при работе с профильными трубами не ошибиться с выбором электрода, так как от этого зависят эксплуатационные параметры сварного шва.
Сварщик должен обратить особое внимание на сечение сварной проволоки: чрезмерно тонкий электрод станет причиной нестабильности горения дуги, а электрод с большим сечением может прожигать тонкостенное изделие.
Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
- если сечение трубы металлопроката не превышает 2-х мм, актуален электрод с диаметром 1,5 мм;
- профильная труба с сечением 2-3 мм варится электродом с диаметром 2 мм;
- металлопрокат с сечением 4-6 мм требует применения сварной проволоки с диаметром 4 мм.
Сварка фермы или иного рода конструкций из металлического профиля может осуществляться разными способами, но наиболее популярны из них следующие варианты:
Расскажем об этом более подробно далее.
Виды деформаций металла после сварки
Существует несколько видов напряжений. Они отличаются временным интервалом (периодом действия), характером появления и прочими факторами.
Ниже представлена таблица возможных напряжений (какие встречаются и из-за чего появляются в сварном шве).
| Характер появления | Тип напряжения | Причина нарушения |
| По причинам возникновения | Тепловое | Неравномерность прогрева, возникающая из-за перепада температуры при сварке |
| Структурное | В случае нагрева металла выше максимально установленной температуры происходят изменения в структуре материала | |
| По времени существования | Временное | Возникает в ходе фазовых видоизменений, но в процессе остывания уходит |
| Остаточное | Остается в деталях и после устранения причин возникновения | |
| По задействованной площади | Имеющееся во всей конструкции | |
| Проявляющееся исключительно в зернах структуры металла | ||
| Присутствующее в кристаллической решетке материала | ||
| По направленности воздействия | Продольное | Появляется по линии шва |
| Поперечное | Размещается поперек оси соединения | |
| По состоянию напряжения | Линейное | Происходит только в одном направлении |
| Плоскостное | Распространяется на два различных направления | |
| Объемное | Воздействие происходит по трем осям | |
В ходе сварочного процесса происходят следующие виды деформации:
- Местные и общие. При местных деформациях изменениям подвержены только части конструкции. Общие же деформируют изделие полностью и сразу, меняя его размеры и искривляя геометрическую ось.
- Временные и конечные. Остаточные (конечные) деформации остаются в изделии даже после его охлаждения, а временные появляются в отдельные моменты времени.
- Упругие и пластичные. При восстановлении формы и габаритов изделия по окончании сварки деформация считается упругой. При наличии постоянных дефектов – пластичной.
Материал может быть деформирован вне плоскости сварного изделия или внутри него.
Разнонаправленность сил, действующих относительно сечения материала, приводит к возникновению различных напряжений: сжатия либо изгиба, растяжения, кручения, среза.
Привариваем петли и устанавливаем ворота
Чтобы распашные ворота из профиля навесить без перекоса, створки временно сваривают между собой узкими металлическими полосками с зазором 3 — 5 мм. Затем с помощью кирпичей или деревянных брусков вставляются в проем на высоту технического просвета. Положение проверяют по горизонтали и вертикали отвесом и уровнем, после чего фиксируют клиньями или сваривают со столбами стальными полосами.
Для равномерного распределения нагрузки на трубы стоек и каркаса к цилиндрическим петлям приваривают стальные полосы (ушки). Таким способом можно сваривать навесы с обеих сторон. Нижнюю часть петель крепят к столбу, верхнюю с шариком ― к створке. Если она сплошная ― нужно просверлить отверстие для смазывания. Чтобы подвижное соединение навесов не спеклось во время сваривания, его предварительно обильно смазывают солидолом.
ЧИТАТЬ ТАКЖЕ: Как Сделать Ворота И Калитку Для Дома
В зависимости от веса распашных ворот устанавливают 2 — 4 петли. Сначала их прихватывают, затем после удаления временных креплений проверяют ход створок. Окончательное сваривание ведется снизу вверх по периметру ушек. Для предотвращения снятия распашных ворот злоумышленниками на опоры устанавливают ограничители.
Тестирование сварных швов и расчет деформаций металла при сварке
Швы обязательно проходят тестирование на надежность и прочность соединений. В ходе проверки проверяется также наличие дефектов. Это позволяет быстро обнаружить и устранить возникший в процессе сварки брак.
Существует несколько типов контроля, позволяющих найти изъяны:
- разрушающий – процесс, который часто используется на промышленных предприятиях, дает возможность провести проверку физических свойств шва;
- неразрушающий – включает внешний осмотр шва, ультразвуковую или магнитную дефектоскопию, капиллярный метод, проверку проницаемости и прочие методы.
Важным в изготовлении сварных конструкций является определение вероятных напряжений и деформаций в ходе работ. Причина заключается в том, что они изменяют форму и размер изделия, снижают его прочность, что приводит к изменениям в эксплуатационных качествах конструкции далеко не в лучшую сторону.
Самодельные раздвижные ворота на основе стапеля и уголков
Предлагается вариант для гаража с направляющей над проемом. Ворота оснащены автоматизированным приводом.
Список материалов и расходников
Необходимо приобрести следующее:
- Направляющую.
- Роликовые каретки (4 шт.).
- Ограничитель. Устанавливается снизу, не дает полотну раскачиваться при порывах ветра.
- Плату. Узел, препятствующий раскачиванию ворот при перемещении.
- Зубчатую рейку. Рекомендуется приобрести оцинкованный вариант. Для ворот размером более 5 м требуется изделие толщиной не менее 9 мм.
- Редуктор.
- Пульт ДУ.
- Приемник инфракрасного сигнала. Воспринимает инфракрасные лучи от пульта и передает соответствующие команды контроллеру.
- Оптический датчик. Блокирует привод при наличии предмета на пути полотна.
- Электропривод с контроллером.
- Наружную сигнальную светодиодную лампу.
- Ловушки. Фиксируют створки в открытом положении.
Рекомендуем к прочтению Сколько разрядов существует у сварщиков
Двигатель для открывания каркаса
Пп. 5-12 поставляются в комплекте. Их понадобится 2.
Кроме готовых изделий, потребуются такие материалы:
- Профлист.
- Равнополочный уголок 50х50х4 мм. Используется для изготовления рамы полотна.
- Прямоугольная труба сечением 45х25 мм со стенкой 1 или 2 мм. Используется для изготовления обрешетки.
- Провода с сечением, соответствующим мощности электропривода.
- Саморезы.
- Винты.
- Дюбели.
- Герметик.
- Грунтовка и краска.
Профлист
Помимо инструментов, используемых в вышеописанном примере, понадобятся дрель с набором сверл по металлу и метчик для нарезания резьбы в отверстиях.
Подготовка материала
Уголок и профтрубу нарезают на заготовки согласно чертежу. Материал очищают от ржавчины и грязи, щеткой удаляют с него окалину. Уголок подрезают под 45°, трубу – перпендикулярно.
Кроят профнастил, изготавливая детали обшивки. Данный материал нельзя резать болгаркой, т.к. искры повреждают полимерное антикоррозионное покрытие. Используется ручная ножовка.
Рекомендуется выбирать профнастил с полкой по краю вдоль волны. Она позволит прикрутить 1 саморезом сразу 2 листа в зоне нахлеста.
Сборка рамы
Сварка гаражных ворот своими руками существенно облегчается при наличии т.н. стапеля. Приспособление позволяет собрать 2 одинаковых полотна без перекосов и пропеллерного скручивания.
Стапель для сборки рамных конструкций
Изготавливают его следующим образом:
- На грунте вычерчивают прямую линию.
- От нее по угольнику откладывают 2 перпендикуляра так, чтобы расстояние от одного до другого равнялось ширине полотна.
- Вдоль вычерченных линий сооружают подставки наподобие скамеек длиной, равной высоте полотна. Ножки делают из уголка, «сиденье» – из бруска сечением 100х100 мм. При помощи ватерпаса добиваются, чтобы верхние грани лежали в одной горизонтальной плоскости.
- К брускам прикручивают ограничители из небольшого уголка – так, чтобы расстояние между ними равнялось ширине полотна.
- Проверяют равенство диагоналей стапеля.
Далее приступают к сборке рамы:
- На приспособление укладывают обрамление из заготовок, вырезанных из уголка 50х50х4.
- Прижимают его струбцинами к элементам стапеля.
- Раскладывают горизонтально с равным шагом отрезки профтрубы 45х25 мм (обрешетку).
- Проваривают швы.
- Сбивают шлак, шлифуют наплавки.
- Переворачивают каркас и заваривают стыки по углам обрамления с обратной стороны.
- Обрабатывают места соединения металлической щеткой и шлифмашинкой.
- Окрашивают изделие.
Распашные ворота
Аналогично изготавливают на том же стапеле каркас второй половины ворот.
В завершение к обоим изделиям приваривают на одном уровне «ушки» для навесного замка.
Обшивка створок
Раму располагают на ровной поверхности и кладут сверху профнастил – так, чтобы волны лежали вертикально. Листы стыкуют внахлест.
Выравнивают профнастил и прикручивают к обрешетке кровельными саморезами, ввинчивая их во впадину каждой второй волны.
Монтаж ворот
Установка конструкции осуществляется в такой последовательности:
- При помощи дюбелей над проемом прикручивают к стене направляющую. Горизонтальное положение контролируют пузырьковым уровнем или ватерпасом.
- К створкам на болтах прикручивают по 2 роликовые каретки.
- Тем же способом прикрепляют зубчатые рейки.
- На них в крайних точках фиксируют концевые выключатели.
- Устанавливают створки на место, закладывая ролики в направляющую.
- Выполняют монтаж электропривода – так, чтобы шестерня находилась посредине зубчатой рейки.
- Подключают питание и проверяют работу механизма автоматического открывания ворот.
- Если результат удовлетворительный, к торцам направляющей прикручивают заглушки, препятствующие выпадению роликов.
- Каждую створку переводят в положение «открыто» и примеряют ловушки для их фиксации.
- Прикручивают узел дюбелями к стене, ответную часть – к створке.
- Устанавливают ограничители, препятствующие раскачиванию ворот.
- Согласно инструкции, закрепляют светодиодную лампу, оптический датчик и приемник инфракрасного сигнала.
- Подключают сигнальными проводами сенсоры к контроллеру.
Монтаж ворот
В завершение проверяют работу устройства и зашивают створки с внутренней стороны.
Способы устранения деформации металла при сварке
Убрать деформацию материала, возникшую в ходе сварки, можно с помощью правки. Она бывает холодной механической, термомеханической и термической, включающей как местный, так и общий нагрев. Перед проведением последнего изделие жестко фиксируют в устройстве, оказывающем давление на изменяемые части конструкции. Затем оно размещается в разогревающей печи.
Суть термического метода заключается в сжимании металла при его охлаждении. Происходит процесс разогрева растянутого участка горелкой или дугой. При этом окружающий место разогрева материал должен оставаться холодным, что не дает значительно расшириться горячему участку. Далее при остывании изделия происходит постепенное выпрямление конструкции. Больше всего данный метод подходит для устранения деформаций балок, полос листового материала и пр.
Принцип холодной правки заключается в постоянном воздействии на изделие нагрузок. Для этого используют различные прессы и валки, существующие для прокатки по ним длинных конструкций. Для исправления деформаций растянутых конструкций применяют термическую правку. Сначала происходит сбор лишнего металла, а затем – разогрев проблемного места.
Сложно сказать, какой из методов является предпочтительным. Для каждого вида, места (снаружи или изнутри), особенностей деформации и напряжения, а также габаритов и формы изделия существуют свои способы их устранения. Важным являются трудозатраты и эффективность метода.
Какой сваркой лучше всего варить тонколистовой металл
Чем выше будет температура в зоне нагрева, тем больше вероятность того, что металл поведёт.
Различные виды сварки имеют разный температурный режим, поэтому если нужно часто варить тонкий металл, то стоит задуматься вот над чем:
- Кислородно-ацетиленовая сварка — не самый лучший вариант для того, чтобы варить тонколистовой металл. Самые большие деформации происходят именно при данном виде сварки, так как её температура достигает 3100 °C.
- ММА сварка () — всеми любимая ручная дуговая сварка электродом с покрытием. При ручной дуговой сварке, температура, возникающая на конце электрода гораздо ниже, от 2400 до 2700 °C. Поэтому данный вид сварки более предпочтителен для соединения тонколистового металла.
- Полуавтоматическая сварка MIG/MAG — температура нагрева составляет порядка 1500 °C, а скорость сварки ещё быстрее, чем при ручной дуговой сварке. Поэтому MIG и MAG, является наиболее удобной для сварки заготовок выполненных из тонколистовой стали.
Ну и последнее, это правильная организация отведения тепла в зоне сварки. Для этих целей можно использовать как специальные теплоотводящие медные пластины, так и подручные средства. Например, можно применить влажный асбест, для того, чтобы наложить его рядом со сварочным швом или другие материалы.
Поделиться в соцсетях
Способы избежать деформации металла при сварке
Устранение проблем значительно сложнее их предупреждения. Эта аксиома в равной степени относится и к сварке. Брак всегда приводит к дополнительным финансовым вложениям. Для его предотвращения необходимо сосредоточиться на мерах, помогающих бороться с деформациями и напряжениями.
Отвечая на вопрос о том, как избежать деформации при сварке листового металла или свести ее к минимуму, следует запомнить связь между причинами появления и мерами предупреждения. Следовательно, перед началом работ необходимо все тщательно рассчитать и подготовиться. Только после окончания данного этапа можно будет проводить сварку металлических конструкций.
Сила, приложенная к конструкции, прямо пропорциональна степени ее деформации. Значит, чем большая сила воздействует на изделие, тем значительнее его деформация.
- Сопроводительный и предварительный подогрев.
Данные виды разогрева способствуют улучшению качественных характеристик как самого сварного соединения, так и участков, расположенных в непосредственной близости от него. Кроме того, уменьшаются пластические деформации и остаточное напряжение. Этот метод чаще всего используют для сплавов, которые имеют склонность к закалке и появлению кристаллизационных трещин. - Наложение швов в обратноступенчатом порядке.
При протяженности более 1 000 мм шов разбивается на части длиной от 100 до 150 мм. Новое соединение создается в противоположную от основной сварки сторону. При этом металл разогревается более равномерно, что снижает деформацию. Данный способ не является методом последовательного наложения. - Проковка швов.
Проковке подлежит и нагретый, и холодный материал. Удар как бы разжимает металл в стороны. Тем самым снижается напряжение растягивания. Данный метод не используется на конструкциях, сделанных из металла, склонного к возникновению в нем закалочных структур. - Выравнивание деформаций.
Суть метода заключается в том, чтобы подобрать порядок, в котором нужно будет делать швы. Новый шов должен обязательно создать деформацию, которая будет противодействовать предыдущему. Этот способ часто применяется при сварке двусторонних соединений. - Жесткое крепление деталей.
Сварка предваряется прочным и жестким креплением изделия в кондукторах. После завершения процесса конструкция полностью охлаждается, после чего вынимается из крепежа. Существенным недостатком метода является вероятность возникновения внутреннего напряжения изделия. - Термическая обработка.
Сварка без деформации металла может быть проведена с помощью термической обработки. При этом существенно улучшаются характеристики соединения и окружающего его металла, снижается напряжение внутри изделия и выравнивается структура шва. Отпуск, отжиг (состоящий из низкотемпературного или полного) и нормализация – это операции, составляющие термическую обработку металла.Нормализация считается оптимальным способом обработки швов изделий, выполненных из низкоуглеродистых сталей.
Как варить металл, чтобы не повело
Рассмотрим решение данной проблемы:
Последовательное прохождение сварочных швов. Если нужно варить тонколистовой металл, то, чтобы избежать его деформации, целесообразно будет использовать обратноступенчатый шов, не более чем 300 мм. После того, как металл остыл, можно будет заварить оставшиеся щели. Таким образом, тонколистовой металл не поведёт.
Точнее деформации будут, однако ранее сделанные, «короткие» швы, будут компенсировать их. Кроме того, в ряде случаев, при сварке тонкого металла, лучше всего сначала использовать прихватки, а уже потом обваривать шов.
Предварительное сгибание свариваемых заготовок. Ещё один из способов, который позволит уменьшить деформацию тонкого металла, связан с выгибанием заготовки в противоположное направление от напряжений при сварке. Таким образом, после того, как сварка будет произведена, металлическая заготовка под воздействием деформации вернётся в нужное положение.