Со стороны кажется, что сваркой заниматься легко, нужно просто научиться держать в руках сварочный аппарат, а потом можно варить что угодно. Но на самом деле это процесс, который требует не только физических, но и интеллектуальных усилий, например, при правильной организации работы. Предстоит учесть множество параметров, в том числе и свариваемость сталей.
Определение свариваемости сталей
Перед тем, как говорить о сварке сталей, необходимо рассмотреть понятие о свариваемости. Так называется свойство, позволяющее стали переносить варку без потери качества. Если получается шов, отвечающий ГОСТ 2601 и особенностям конструкции, это говорит о хорошей свариваемости металлов и сплавов.
Металлы имеют разную степень свариваемости, в сплавы могут быть включены элементы, которые снижают или увеличивают эту способность. Однако, не только вид металла влияет, также нужно учитывать:
- количество вредных примесей, их количество;
- условия окружающей среды;
- количество элементов, добавленных для улучшения свойств сплава;
- толщина детали;
- содержание углерода.
Режим сварки тоже может сыграть роль, так как некоторые металлы предполагают только определенные виды соединений. Так квалификация сварщика тоже косвенно влияет.
Методы расчета углеродного эквивалента
Свойства стали вообще зависят от присутствия в сплаве железа и углерода других металлов. Зная их содержание, с помощью эмпирической формулы не составляет труда рассчитать значение так называемого углеродного эквивалента (Сэ). Эта величина позволяет определить, каких результатов ждать от сварки металлических изделий.
В России для оценки сварных характеристик проката, идущего на создание конструкций, используют формулу, утвержденную ГОСТ ГОСТ 27772-88 :
Сэ=С+(Р/2)+(Сг/5)+(Mn/6)+(Cu/13)+(V/14)+(Si/24)+(Ni/40).
В Европе для расчетов применяется следующая зависимость:
Сэ=С+(Мп/6)+(Cr+Mo+V)/5 + (Ni+Cu)/15.
В Японии такая методика определения углеродного эквивалента:
Сэ=С+(Мо/4)+(Сг/5)+(Мп/6)+(Si/24)+(Ni/40),
где С, P, Cr, Mn, Cu, V, Si, Ni, Мо — массовые доли (в %) углерода, фосфора, хрома, марганца, меди, ванадия, кремния, никеля, молибдена.
Сталь считается не склонной к трещинообразованию, если значение углеродного эквивалента «С» меньше 0,45%. В противном случае, когда уже существует вероятность их появления, перед сваркой части, требующие соединения, необходимо прогреть.
Классификация сталей по свариваемости
Чтобы облегчить определение способности металлов к свариванию, марки сталей были поделены на 4 группы свариваемости деталей. Для представления каждой классификации, а также ее особенностей создана таблица свариваемости:
| Класс свариваемости | Концентрация углерода | Марки стали | Особенности процесса сварки |
| I — Хорошо | До 0,25% | Углеродистые: ВСт1–4, Стали 08, 10, 15, 20, 25. | Здесь нет ограничений, зависимости от плотности детали, температурных параметров. Поэтому можно подбирать любой режим сварки. |
| Легированные: 15Г, 20Г, 15Х, 20Х, 15ХМ, 20ХГСА, 10ХСНД, 10ХГСНД, 15ХСНД. | |||
| II — Удовлетворительно | От 0,25 до 0,35% | Углеродистые: ВСт5, Стали 30, 35. | Безветренная погода, температура среды от +5 и выше. Максимально допустимая толщина металла — 20мм. |
| Легированные: 12ХН2, 12ХН3А, 20ХН, 20ХН3А, 30Х, 30ХМ, 25ХГСА. | |||
| III — Ограниченно | От 0,35 до 0,45% | Углеродистые: ВСт6, Стали 40, 45. | Режимы сварки подбираются из допустимых, их список строго ограничен. Перед сваркой или во время нее деталь прогревается до 250ºC. |
| Легированные: 35Г, 40Г, 45Г, 40Г2, 35Х, 40Х, 45Х, 40ХМФА, 40ХН, 30ХГС, 30ХГСА, 35ХМ, 20Х2Н4МА. | |||
| IV — Плохо | Выше 0,45% | Углеродистые: Стали 50, 55, 60, 65, 70, 75, 80, 85. | Сварка с нагревом и обязательной обработкой после. |
| Легированные: 50Г, 50Г2, 50Х, 50ХН, 45ХН3МФА, 6ХС, 7Х3. |
Влияние легирующих элементов на свариваемость
Помимо углерода учитываются и легирующие элементы, и здесь в первую очередь влияют на свариваемость:
- Углерод. Чем выше концентрация углерода, тем ниже пластичность металла, а значит снижается его способность к сварке. Обусловлено это тем, что при окислении углерода образуется множество газовых пор, из-за которых шов будет подвержен дефектам, быстрому разрушению. Поэтому легче всего будет работать с низкоуглеродистой сталью, где содержание этого элемента ниже 0,25%.
- Кремний. Обычно кремний вводится как раскислитель, поэтому в концентрации ниже 0,3% он не мешает качественной сварке. Однако, когда этот процент увеличивается до 0,5-1,5%, кремний становится легирующих элементом. Из-за него появляются тугоплавкие окислы, приводящие к выделению большого количества шлака, поэтому свариваемость детали ухудшается.
- Фосфор. Допустимое количество фосфора — 0,08%, если оно выше, способность к свариванию детали снижается, так как появляются холодные трещины.
- Никель. Никель способен повышать прочность детали, а также ее пластичность, поэтому свариваемость улучшается. В низколегированных сталях содержание никеля обычно около 5%, а в высоколегированных до 35%.
- Молибден. В сталях, обладающих теплоустойчивостью, концентрация молибдена обычно держится на уровне 0,2-0,8%, а в специальных, используемых в средах с высокой температурой, молибдена не меньше 2–3%. Крепость детали, а также ее пластичность увеличиваются, но риск появления дефектов в шве остается.
- Хром. Концентрация хрома до 0,25% не создает проблем для такого параметра, как свариваемость металлов. Но при увеличении количества этого элемента способность к варке снижается, а концентрация выше 1,1% уже считается плохим для сварки. Из-за хрома химическая стойкость стали снижается, из-за чего появляются тугоплавкие окислы. Карбиды, выделяющиеся здесь при сварке, провоцируют коррозии.
- Вольфрам. Вольфрам снижает способность к сварке детали, сильно окисляется.
- Ниобий, титан. Оба элемента улучшают свариваемость детали, обычно они добавляются, чтобы снизить негативное влияние других элементов. Например, титан или ниобий в содержании 0,5-1% будет вступать в реакцию с углеродом и мешать появлению карбида, если в стали содержится хром. Так коррозия металла снизится.
- Азот. Этот элемент используется для снижения температуры сварочной ванны. Его использование провоцирует выделение нитридов железа, увеличивающих твердость металла, но снижают пластичность, а значит и способность к сварке.
- Сера. Допустимое содержание серы в стали до 0,06%. Если этот процент выше, горячих трещин не избежать.
- Медь. Положительно влияет на свариваемость, повышает как прочность, так и пластичность, а также вязкость и даже стойкость к коррозии. Обычно содержание меди не бывает выше 0,8%, этого уже достаточно для положительного эффекта.
Сварка среднеуглеродистой стали
Углеродистыми конструкционными (машиноподелочными или строительными) называют стали, которые содержат примерно до 2% углерода. Для начала нужно знать, что стали наполненные:
- до 0,25% называются низкоуглеродистыми;
- от 0,26% до 0,6 – среднеуглеродистыми;
- от 0,6 до 2% — высокоуглеродистыми.
И все они не имеют легирующих элементов. То, что выше этого содержания, называется чугуном. Углерод определяет прочностные характеристики и напрямую влияет на свариваемость сталей.
Состав, назначение и применение
Очень широкое применение эти материалы находят в народном хозяйстве. Начиная от изготовления простых гвоздей до высокопрочных и особо ответственных конструкций.
Разговор здесь будет о работе со сталями насыщенными средним количеством углерода. Это такие материалы, где его доля колеблется от 0,25% до 0,45%. Такой процент есть основное отличие от низкоуглеродистых сталей. Он придает твердость стали, но делает свариваемость хуже. Применяется в судостроении, машиностроении.
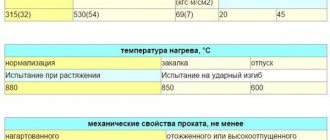
Поскольку все углеродистые стали классифицируются еще и по качеству, то здесь еще присутствуют добавки марганца от 0,7% до 1%. В промышленности среднеуглеродистую сталь применяют в нормализованном состоянии, это когда перед сварочным процессом прокат проходит определенную термическую обработку.
В сварно-литых и сварно-кованных конструкциях обычно используют сталь 35 или сталь 40.
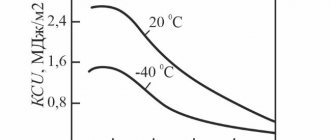
Характерные черты среднеуглеродистой стали
Неприятной особенностью данных материалов, является появление закалочных структур в шве, около шва и зоне термического влияния (ЗТВ). Эти «нехорошие» структуры почти гарантируют опасные предпосылки для «охрупчивания» соединения.
Значит, выбирая марку стали, изготовитель не только ориентируется на прочностные характеристики ее, но и на то как «поведет» себя сварное соединение при подготовке, в процессе изготовления и каковы будут механические свойства у соединения после сварки и при эксплуатации изделия.
Иногда разрушения происходят из-за того, что в соединении появляются сильные остаточные напряжения и очень снижается пластичность металла. Это как раз и есть результат неправильного выбора материала, способа сварки и сварочной технологии.
Понятие свариваемости
Здесь нужно понимать «умение» материала переносить высокотемпературные условия при определенном сварочном процессе без появления в соединении участков металла с «низкой пластикой», которые «провоцируют» возникновение трещин, или то, что соединения, в процессе эксплуатации разрушаются. Проще говоря, это способность металлических деталей к соединению посредством теплового воздействия, без ухудшения механических свойств сварного изделия.
Меры, обязательные к исполнению, при подготовке этой стали к сварке:
- применять основной материал только регламентированный, например: спокойную сталь;
- способы сварки применят только те, которые гарантируют шву требуемые характеристики (сварка покрытыми электродами, под флюсом, в защитных газах);
- грамотным образом проектировать сварные конструкции (исключить контрастные переходы от одного сечения к другому, не допускать «скучивания» швов на малом участке изделия, по возможности отдавать приоритет стыковым соединениям);
- особое внимание к качеству сборки (минимизировать зазоры и смещения, не допускать натяжения конструкций);
- стараться применять термообработку, она снимает излишние внутренние напряжения.
Процесс и виды сварки
Как уже было сказано выше, значительное содержание углерода, затрудняет сварочный процесс.
Для преодоления вышеуказанных сложностей и предания устойчивости металла шва против трещин при любой сварке плавлением необходимо снижать уровень углерода в металле шва.
Для этого используют сварочные материалы с низким содержанием углерода, уменьшают количество основного металла в соединении. Попросту кромкам придают соответствующую форму разделки.
Желательно обеспечить предварительный подогрев до температуры 250-3000 С. За счет этого получается почти исключить возникновения закалочных структур в ЗТВ (околошовная зона).
Механизированная и автоматическая сварка
Нужно использовать такие режимы, при которых проплавление основного металла было бы минимальным, а коэффициент формы шва максимальным. Увеличивают долю электродного металла в шве. При полуавтоматической работе это достигается применением проволоки малого диаметра и минимального тока. При этом лучше работать постоянным током прямой полярности.
Так же неплохо применят легирование. Для достижения этого достаточно применять проволоку с пониженным содержанием серы и фосфора, с добавлением кремния и марганца. При автоматической сварочной работе легирование происходит за счет флюса.
Ручная дуговая сварка
Для этой сварки работают электродами с основным покрытием. Они обеспечивают легирование, шов становится устойчив против трещин. Но чтобы избежать хрупких закалочных структур в ЗТВ, желательно медленное остывание изделия.
Для этого снижают скорость сварки, предварительный подогрев и применение двух-и более раздвинутых дуг. Чем больше содержания углерода, тем выше должна быть температура подогрева при сварке (сопутствующий подогрев).
Но все равно, когда при всех перечисленных приемах, полностью не удается придать нужную пластичность соединению, применяют закалку с отпуском.
Электрошлаковый способ
Это особый способ сварки в котором используется для нагрева зоны плавления — шлаковая ванна. Нагрев осуществляется электрическим током.
Здесь, благодаря широкой возможности изменять коэффициент формы ванны и медленному остыванию, создаются условия для создания высококачественного соединения.
За счет подачи проволоки со скоростью не превышающей критического значения, обеспечивается высокая стойкость против кристаллических трещин.
Проблемы здесь могут возникать, если содержание углерода превысит 0,33%. Тогда нужно использовать проволоку с марганцем и кремнием.
Сварка в углекислом газе
Технология этого вида во многом схожа со сваркой ручной дуговой или со сваркой под флюсом. Так же в основе лежит снижение процента основного металла в шве и обеспечении благоприятного провара. Но в массовом производстве используется нечасто.
Важно помнить, что при любом способе сварки среднеуглеродистой стали, важнейшим пунктом в подготовке и процессе является придание нужной пластичности соединению. А способ, как обеспечить эту пластичность уже выбирается исходя из конкретной ситуации при которой будет проходить сварка.
Визуальный контроль сварных соединений
Контроль сварных соединений — есть неотъемлемая часть всего технологического сварочного процесса.
Визуальный контроль – это один из множества методов, которым подвергаются все без исключения сварные соединения. И не только. Работа по визуальному контролю начинается уже на стадии приемки основных и сварочных материалов в сварочном производстве. Но в этой статье будет рассмотрен только визуальный контроль. Но для начала необходимо понять задачи, которые он решает и на, что нацелен.
Дефекты сварных соединений
Дефекты, в сварочном производстве, определяются как несоответствие нормам и правилам по которым изготавливается соединение.
Эти «косяки», которые возникли в самом процессе сварки делятся на внутренние и наружные. Наружные как раз и выявляются визуальным осмотром соединения. Забегая вперед следует уточнить, что собственно как отдельного метода, визуального контроля не существует. Он всегда идет в связке с измерением.
В производстве так и называется – визуальный и измерительный контроль. Ну так вот, чтобы приступить к измерению, необходимо выявить визуально дефекты, зафиксировать их, а уж при измерении определить -допустимы или нет выявленные несоответствия и как они будут влиять на работу изделия. Выявлять дефекты следует уже на стадии подготовки к сварке.
Так как они напрямую влияют на качество конечного сварочного продукта.
Дефекты при подготовке к сварке, причины их возникновения и их влияние на качество соединения
Несоответствия при подготовке и сборке приводят к последующим сварочным дефектам. Например: неверный угол скоса кромок, большое или наоборот маленькое притупление, смещение по оси, несовпадение стыкуемых плоскостей, увеличенный зазор и геометрия шва недопустимо нарушена!
Необработанные и не зачищенные кромки, сырая поверхность или не прокаленные электроды, расслоения, неправильно выбранный режим сварки и поры, свищи и непровары по шву обеспечены!
Завышенная сила тока, быстрое движение электрода вдоль шва и подрезы нам улыбаются!
Резко оборвали дугу – в конце шва обязательно будет не заваренный кратер.
Все дефекты создают локальную концентрацию напряжения, уменьшают полезное сечение шва ослабляя конструкцию, а в некоторых случаях даже распространяются дальше по шву. Например трещины и микротрещины. Понятно, что такая конструкция не выдержит даже минимального срока эксплуатации.
Правильность сборки сопровождаются внешним осмотром и измерением при помощи специальных поверенных приспособлений, шаблонов и эталонов. А форма и размеры швов задаются техническими условиями, где оговаривается число проходов и глубина проплавления.
Слово о наружных дефектах
К этим наружным «сварочным вредителям» относятся следующие:
- наплывы — стекание расплавленного металла на основной;
- подрезы — точечные или продолговатые канавки в основном металле, идущие по краям шва;
- не заваренные кратеры — углубление в конце шва при резком обрыве дуги;
- прожоги — сквозное отверстие при сварке первого слоя шва;
- поджоги — это результат «чирканья» электродом при возбуждении дуги;
- трещины — разрыв метала по шву или прилегающему металлу;
- поры — полость округлой формы;
- брызги — застывшие капли на соединении;
- свищи – дефект в виде воронки в шве.
Вот все эти дефекты и призван выявлять и фиксировать визуальный контроль.
Внешний осмотр
• При проведении сварочных работ внешнему осмотру, а часто и измерению подвергаются и подготовительные действия.
Проверяется качество материала – наличие или отсутствие дефектов на металле (заусенции, вмятины, чистота кромок), подготовка конструктивных элементов кромок (правильность угла разделки, зазор, соосность), качество и правильность выполнения прихваток. Конструкции, которые были собраны с нарушениями технических условий, бракуются.
• Во время самого сварочного процесса сварщик (он является естественным и первым контролером качества соединения), кроме наблюдения за режимом сварки и стабильностью горения дуги, наблюдает как выполняются валики при выполнении многослойных швов.
Исключительно важным является контроль за качеством начального прохода (корня шва). Потому что именно первый слой «рисует» всю последующую «картинку» сварного соединения. Очень часто даже приходится осматривать корень при помощи 4-7кратной лупы.
• При визуальном контроле готовых изделий так же применяют лупу. В первую очередь выявляются все те «сварочные косяки», которые упоминались выше. Большинство из них не допустимы и подлежат исправлению. Так же большое внимание, при визуальном контроле, уделяется форме шва, правильному «рисунку» чешуек и «общей картине» распределения металла в усилении шва.
Для каждого шва, выполненного в разных «позах», характерен свой внешний вид и форма.
При осмотре особо ответственных изделий и конструкций (особенно в военной и космической промышленности), внешний вид швов часто сравнивают со специально выполненными эталонами. Геометрию контролируют при помощи шаблонов и измерительных инструментов.
Визуальный контроль достаточно информативен, является дешевым и быстрым методом контроля. А при внимательном наблюдении сварочного процесса, можно исключить появление многих дефектов. Визуальный осмотр — процедура недорогая и очень эффективная в технологическом процессе.
Условия для визуального и измерительного контроля
Для проведения качественного ВИК необходимо создание определенных условий на любой площадке. Будь-то высокотехнологичное производство, где работают в белых халатах и перчатках, сварочный цех или монтажная площадка. Они включают в себя:
- удобство подхода специалистов;
- возможность подключения местного освещения 12 В;
- освещенность должна быт не менее 500 Лк (500 люкс);
- в помещениях окраска стен, потолков и столов должна быть выполнена в светлых тонах;
- обеспечение достаточного обзора для глаза специалиста. Поверхность рассматривается под углом более 300 к плоскости и с расстояния не менее чем 600мм;
- зачистка поверхностей, как того требуют нормативные документы;
- меры по безопасному проведению контроля.
Только после того как проведен тщательный визуальный контроль и исправлены все несоответствия, соединения подвергаются другим методам контроля, если того требует проектная документация.