Работы на сварочном аппарате относятся к вредным видам работ. Именно поэтому для их выполнения в цеху должны быть предусмотрены специальные условия, которые бы способствовали нормальному микроклимату на рабочем месте. Во время выполнения сварочных работ воздушные массы в помещении насыщаются вредными для здоровья работника окислами углерода и иных химических соединений. Именно поэтому сварочный цех должен быть оснащен правильной вентиляционной системой, которая будет обеспечивать приток свежего воздуха и вывод отработанных масс.
Функции вентиляционной системы сварочного цеха
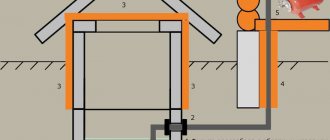
Сварочный цех с системой точечной вентиляции
Главными задачами системы вентиляции сварочного цеха являются:
- устранения ядовитых примесей, которые попадают в воздух при выполнении сварочных работ;
- общее очищение воздуха во всем помещение;
- поддержание оптимального уровня температуры и влажности в помещении.
Важно! В соответствии с ГОСТ 12.3.003-86 рабочее место сварщика должно быть оборудовано местной вентиляционной системой. Также в цеху должна использоваться общеобменная вентиляция.
Очищение воздуха в погребе
Как правило, гараж используется не только для стоянки автомобиля, но и для хранения продуктов. Соответственно, это тоже дает дополнительную влагу. Но даже если хранение не производится, проветривание ямы должно быть организовано для комфортной работы в нем.
Как отмечают специалисты, в погребе естественная вентиляция является лучшим вариантом.
При условии хорошего воздухообмена в помещении возможно использовать трубы диаметром 10 сантиметров.
Одна из них устанавливается в районе десяти сантиметров от пола, а вторая на противоположной стороне в десяти сантиметрах от потолка. Конец верхней трубы выводится наружу.
Также стоит позаботиться и о защите вытяжки.
Местная вентиляция сварочного поста
Суть местной вентиляционной системы заключается в очищении воздуха непосредственно на рабочем месте сварщика, так как на расстоянии уже 4 м воздушные массы в цеху могут соответствовать требуемым санитарным нормам. А вот непосредственно у сварочного аппарата в воздушных массах скапливаются вредные для здоровья человека химические комбинации, превышающие норму более чем в 10 раз.
Виды местной вентиляции
Гибкие воздухоприемники
- Вытяжные устройства подъемно-поворотного типа. Такая вентиляционная система состоит из воздухоприемника, который фиксируется в любом положении с помощью шарниров, шланг, диаметр которого составляет 200 мм, соединяющий воздухоприемник и централизованную вытяжную систему. Даная конструкция позволяет устранить до 85% вредных для здоровья веществ, так как ее можно разместить в непосредственной близости со сварочным аппаратом. Подъемно-поворотные вытяжки способствуют полноценному очищению воздуха на расстоянии до 8м от места установки. Самыми популярными вытяжными системами подъемно-поворотного типа являются модели «Лань», «Спрут».
- Местные отсосы, которые устанавливаются на высоте 1,5 м от рабочего места. Еще одним вариантом монтажа отсосов является их установка непосредственно в сварочные столы. Соединяются они с общеобменной вентиляцией цеха специальными шлангами.
Для обеспечения правильного воздухообмена сварочный цех оборудуется приточно-вытяжной вентиляцией принудительного типа. Система должна обеспечивать приток свежих воздушных масс более 40м3/час.
Виды систем вентиляции
Правильно обустроенная вентиляция в сварочном цехе уменьшает концентрацию вредных веществ в атмосфере помещения и минимизирует нанесение вреда окружающей среде. В зависимости от количества рабочих мест и их расположения, выбирается тип и мощность вентиляторов и трассировка воздуховодов. Вытяжные вентагрегаты могут располагаться как на крыше цеха, так и возле него. Забор воздуха приточными агрегатами не должен находиться в зоне выброса загазованной среды.
Местная вытяжка
Вентиляция сварочных постов выбирается в зависимости от величины свариваемых деталей и интенсивности работ. От этого будет зависеть количество и состав образующихся газов.
Устанавливать вытяжные зонты над местом сварщика не рекомендуется, т. к. вредные вещества будут проходить через зону его дыхания.
В этом случае лучше применять рабочие столы с отсосом воздуха через колосниковую решётку, обустроенную на его поверхности. При таком виде местной вентиляции вытяжное устройство должно быть снабжено искрогасящим фильтром.
Производительность вытяжной системы рабочего места может достигать 5,5 тыс. м³/час. При сварке или наплавке больших изделий на столах, не оборудованных вытяжными устройствами, удаление сварочных аэрозолей проводится с помощью местных отсосов мобильных фильтровентиляционных агрегатов.
При выполнении некоторых работ применяют подъемно-поворотные вытяжки. Гибкий приёмный шланг диаметром 200 мм шарнирно закреплён на консоли и направляется в необходимую зону. Приёмный патрубок этого устройства может располагаться на расстоянии 7–8 м от места сварщика.
При использовании местных вытяжных устройств приточный воздух должен подаваться в нижнюю часть помещения, а при невозможности — в верхнюю, с последующей доводкой к сварочному посту.
Общеобменная система
Такая система состоит из нагнетающего и вытяжного вентилятора и системы воздуховодов с фильтрами и регулируемыми приточными устройствами. Общеобменная вентиляция должна обеспечивать свежим воздухом цех для уменьшения содержания вредных примесей. Обустройство её обязательно если во время работ используется более 200 г/час электродов на 1 м³ объёма помещения. В противном случае приток свежих воздушных масс обеспечивается естественным путём. В зимнее время наружный воздух должен подаваться в цех с температурой не менее +18 °C.
Устройство общеобменной системы вентилирования предполагает наличие фильтров для очистки загазованной среды перед выбросом наружу. Производительность вентагрегатов подбирается таким образом, чтобы обеспечивался 10-кратный воздухообмен.
Количество удаляемого воздуха должно быть несколько большим, чем приточного, для недопущения загазованности смежных помещений.
Вертикальная скорость передвижения воздушных масс должна составлять более 0,1 м/с. Это является достаточным для перемешивания среды и удаления сварочных аэрозолей из зон вне сварочных постов.
Регулирующий механизм обустройства местной вентиляции
Периодически необходимо вентиляторы и фильтры очищать от скопившейся грязи
Согласно санитарным нормам N 1009-73 к устройству местной вентиляции выдвигается ряд требований:
- на стационарных и нестационарных сварочных постах обязательно должны быть установлены местные отсосы;
- при ручной сварке рабочее место должно быть дополнено поворотно-подъемными панелями, низ которых должен находиться не выше 350 мм от сварочного аппарата;
- при сварке средних изделий необходимо установить вытяжной шкаф, являющийся разновидностью местных отсосов;
- скорость воздуха при использовании ручной сварки и аппарата, работающем от углекислого газа, должна составлять более 0,5 м/с и 0,3 м/с при сварке в инертных газах;
- вытяжные шкафы должны локализировать до 90% вредных веществ с воздушных масс, иные виды местной вентиляции – до 75%;
- 10-25% вредных компонентов, находящихся в воздухе должны устраняться с помощью общеобменной вентиляционной системой.
Выделение загрязнителей при сварке металлов
Когда нужна общеобменная вентиляция для сварочного поста
В соответствии с СНиП2-33-75 вентиляционная система сварочного цеха должна быть механического типа, те есть обустроена специальными вентиляторами. Подача свежего воздуха должна осуществляться воздухораспределителями, установленными на расстоянии 6 м от пола при подаче потока вниз по вертикали или на расстоянии 4 м при подаче потока в горизонтальном положении. Также следует учесть и скорость потока воздушных масс, которая не может быть менее 0,1м/с.
При оборудовании вентиляции с параллельными потоками условия для выполнения работ и очищения воздуха создаются самые оптимальные, так как отработанные воздушные массы, содержащие вредные газы и аэрозоли движутся в одном направлении с подаваемым воздухом. Масса подаваемых потоков должна быть меньше количеству удаляемого загрязненного воздуха. Этот принцип позволяет существенно повысить эффективность системы.
Как сделать вытяжку в гараже
Чтобы установить конструкцию своими руками, нужно выполнить следующие шаги:
- Отступите от пола 15-20 см в высоту.
- Проделайте перфоратором отверстие в стене для притока свежего воздуха.
- Вставьте отрезок трубы, участок вокруг нее замажьте штукатуркой.
- Перфоратором сделайте пространство в потолке, или отступив от него на 15-20 см вниз по стене. В него будет уходить загрязненный воздух.
- В подготовленное место в крыше вставьте трубу. Чем она длиннее, тем эффективнее будет смена воздуха. Ее наружный конец закройте конусовидным куполом для защиты от осадков.
В металлическом гараже можно сделать самый простой и дешевый вариант: в выбранных местах просверлите дрелью отверстия по типу решетки, закройте их сеткой.
Установка в помещении конструкции для вытяжки выхлопных газов – обязательное требование СНиПа 21-02-99. Чтобы правильно выбрать ее тип, следует разобраться в работе каждого из них.
Система вентиляции гаража
Схема общеобменной вентиляции сварочного цеха
Общеместная вентиляция включает вытяжные вентиляторы
Вентиляционная решетка, размер которой составляет 23,5х43,5 мм с диаметром отверстий 50 мм, обеспечивает подачу свежего воздуха со скоростью 4,5м/с. Воздушные массы, рассекаясь при прохождении решетки, подымаются вверх по вертикали и захватывают все помещение. Скорость движения воздуха в цеху соответствует 0,1 м/с, что позволяет устранить все вредные компоненты, находящиеся в воздухе. Воздухообмен в помещении обеспечивается по средствам установленных под полом вентиляторов, общей производительностью 3400м3/час. Устраняется отработанный воздух по средствам установленных на крыше вентиляторов, общей производительностью 6600м3/час. При 20 минутной работе системы устраняется все загрязненные воздушные массы, а концентрация вредных веществ в воздухе снижается до 2мг/м3.
Требования, предъявляемые к вентиляции в помещениях для сварки
Вредные вещества, образующиеся при сварке, имеют температуру выше окружающего воздуха и поднимаются, постепенно загазовывая помещение. Нахождение в такой среде пагубно сказывается на здоровье человека. Для уменьшения влияния вредных факторов обустраивают систему вентиляции с механическим побуждением. На сварочном производстве она должна соответствовать требованиям:
- Создание и поддержание микроклимата в помещении согласно требованиям СП 1009-73 «Санитарных правил при сварке, наплавке и резке металлов».
- Устранение химических компонентов и выбросов, вышедших за границу рабочей зоны.
- Организация постоянного воздухообмена в сварочном цехе путём подачи свежего воздуха для снижения предельно допустимого содержания сварочных аэрозолей и газов.
Вентиляция сварочного помещения должна быть автономной и работать по разомкнутому циклу. Свежий воздух обязан подаваться в зону сварки, при этом скорость его может быть не более 0,9 м/сек.
При ручной дуговой сварке крупногабаритных деталей сварочный пост должен оборудоваться поворотно-подъемными вытяжными устройствами, располагающимися не выше 35 см от места сварки. Скорость движения воздуха в этом случае должна находиться в пределах 0,5 м/сек.
Цеховая система вентиляции должна работать таким образом, чтобы в помещении не оставалось застойных зон.
Местная вытяжка сварочного поста может обеспечить удаление 75% сварочных аэрозолей. Остальные 25% отводятся общеобменной вентсистемой.
Расчёт ПДК (предельно допустимая концентрация) вредных примесей и замер параметров микроклимата проводятся в соответствии с ГОСТ 12.1.005–88 «Общие санитарно-гигиенические требования к воздуху рабочей зоны».
Регулирующий механизм общеобменной вентиляции
- Если на 1м3 помещения расходуется менее 0,2г/ч сварочных материалов обустройство общеобменной вентиляции может не выполняться.
- Скорость подачи свежего потока не может превышать 0,9 м/с.
- При отсутствии местной вентиляционной системы механическая вентиляция должна обеспечивать устранение 2/3 воздушных масс снизу и 1/3 сверху.
- Если сварочные работы выполняются внутри изделия (емкости, бочки) скорость воздуха должна составлять более 0,7м/с при температурных показателях не ниже 20 градусов.
Установка естественного воздухообмена
Такая вентиляция ввиду простоты установки и дешевизны подходит многим. Ее принято использовать также для погребов.
Установка вентиляции в гараже обязательно начинается с расчета.
Согласно СНиП, на каждые 10 квадратных метров площади должно приходиться 15 сантиметров диаметра воздуховода.
Например, размер гаражного помещения равен 5 на 4 метра. Площадь гаража будет равна двадцати квадратным метрам. Рассчитываем согласно формуле: 20*1,5=30 сантиметров.
В результате получаем диаметр каналов в 30 сантиметров. Если планируется установить две вытяжки и два приточных канала, следует уменьшить эту величину вдвое.
На рисунке показана вентиляция в гараже своими руками, схема показывает расположение вентиляционных проемов.
Следующий этап – подготовка проема для поступления воздуха. Делают его при помощи перфоратора на высоте около десяти сантиметров от пола. Правильная вентиляция гаража будет происходить при установке вытяжки в противоположной приточной стене, причем желательно, чтобы отверстие было сделано по диагонали.
При помощи перфоратора проделываем то же самое, только под потолком. Это необходимо, потому что труба вентиляции будет выведена над крышей помещения на высоту примерно пятьдесят сантиметров.
Далее – обработка пустот между стеной и трубой герметиком. Для более качественного скрепления нужно выбирать герметик, позволяющий соединять разные материалы. В самом конце установки необходимо позаботиться об оборудовании защитных приспособлений. Для предотвращения попадания грызунов и насекомых в свой гараж устанавливаются защитные решетки. От осадков поможет небольшая крышка или купол.
Таким образом, монтаж вентиляции обойдется примерно в 300 рублей. Стоит учесть, что естественный воздухообмен наиболее эффективен при температуре снаружи менее 10-12 градусов Цельсия.
Расчет вентиляционной системы для сварочного цеха
Отсосы на сварочном посту
Расчет производительность вентиляционной системы для сварочного цеха должен выполняться в зависимости от количества применяемых за 1 рабочий час электродов:
- ручной метод сварки – на 1 кг электродов необходимо обеспечить производительность до 4500 м3/час;
- полуавтоматический метод сварки – на 1 кг электродов необходимо обеспечить производительность до 2 м3/час.
Важно! При работе полуавтоматическим методом один рабочий может использовать более 5 кг электродов, соответственно производительность увеличивается кратно используемого материала.
Для эффективности вентиляционной системы требуется установка мощных вентиляторов, которые фиксируются за границами цеха. Вентиляционные каналы устанавливаются с помощью металлических труб. Вентиляционные решетки должны находиться поблизости рабочего места сварщика.
При обустройстве вытяжной системы разрешается устанавливать специальные фильтры, которые позволяют использовать рециркуляцию воздуха в цехе. Там самым устраняется выброс вредных сварочных газов в атмосферу.
Вентиляционная система сварочного цеха должна обеспечивать свежим воздухом цех и устранять отработанный воздух. Она проектируется на начальном этапе строительства.
Обустройство вытяжки своими руками
В быту чаще всего сварочные работы проводят в гараже. Поэтому гаражная система немного отличается от вентиляции в сварочном цехе. В её состав входит зонт с вытяжным вентилятором, который устанавливается над сварочным столом. Вытяжное отверстие оборудуют в противоположной от ворот стене, а при невозможности — выводят на крышу. Воздуховод изготавливают из гофротрубы.
При обустройстве самодельной вытяжки следует предусматривать приточный канал, для того чтобы проводить сварку при закрытых гаражных воротах. Эффективность работы системы проверяется опытным путём. В качестве побудителя используют маломощные двигатели на 220 Вольт. Как показала практика, вытяжка, изготовленная своими руками, позволяет вентилировать помещение до уровня, приемлемого для ведения работ.