Качество поверхности листового проката
Упомянутые выше ГОСТы определяют общие технические условия (ОТУ) производства листового и других видов металлопроката. Частью ОТУ является контроль качества готовой продукции. Качество листового проката контролируется по таким показателям, как:
- соответствие химического состава стали по массовой доле её компонентов и других характеристик сплава установленным требованиям;
- геометрические размеры (длина, ширина) и толщина листового проката – они должны находиться в пределах допусков в соответствии с классами точности изготовления (нормальной и повышенной);
- качество кромок;
- характеристики прочности на удлинение (разрыв) и изгиб;
- качество поверхности – нормальное (ПН), улучшенное (ПУ), высокое (ПВ) и особо высокое (ПО); категории качества (ровности) поверхности также обозначают римскими цифрами от IV до I в той же очерёдности.
Обращаем ваше внимание, что допуски по толщине листа устанавливаются в большую и меньшую сторону от номинала. Допуски по ширине и длине листа – только плюсовые. Качество поверхности листового проката оценивается по наличию таких дефектов:
- цветов побежалости;
- рябизны;
- пузырей-вздутий;
- раскатанного пригара;
- гармошки;
- порезов;
- следов абразивной зачистки и т. д.
Полный перечень дефектов поверхностей металлопроката насчитывает свыше 60 наименований. Большинство из них являются недопустимыми для листового проката всех категорий качества.
Однако присутствие некоторых изъянов на листовой стали, в том числе категории ПО, допускается. В их числе цвета побежалости, следы абразивной зачистки, царапины. Например, ГОСТ 16523-97 регламентирует допустимые виды дефектов поверхности для разных категорий качества листового проката, их размещение на лицевой и/или обратной стороне листа, глубину, длину и другие характеристики.
Дефекты поверхностей листового проката разных категорий качества являются допустимыми в таких пределах:
- прокат I категории – на лицевой стороне листа могут присутствовать только отдельные риски и царапины длиной не более 20 мм, на обратной стороне глубина дефектов не может превышать четверти суммарной величины допусков по толщине листа;
- прокат II категории – на лицевой стороне не допускаются риски и царапины длиной свыше 50 мм, на обеих сторонах листа глубина дефектов не может быть больше половины суммарной величины допусков по толщине проката; цвета побежалости не должны находиться на расстоянии свыше 50 мм от кромок листа;
- категория IIIa – те же требования к качеству поверхности по глубине дефектов, но цвета побежалости могут находиться на расстоянии до 200 мм от кромки листа;
- категория IIIб – те же требования, но цвета побежалости могут занимать всю поверхность листа;
- прокат IV категории – глубина дефектов не может превышать полной суммарной величины допусков по толщине листа.
Когда речь идёт о допустимой глубине дефектов, по факту она не должна выходить за рамки минимальной толщины проката.
Для листового проката I категории с глянцевой, матовой и шероховатой поверхностью также нормируется показатель шероховатости: до 0,6 мкм; св. 0,6 до 1,6 мкм и св. 1,6 мкм соответственно. Величина каждого зачищенного от дефектов участка поверхности листа не должна превышать 100 см2.
Потребитель может определить наличие дефектов поверхности листового проката визуально, но для оценки их глубины вам потребуется специальное лабораторное оборудование. Любое отклонение от обозначенных требований является основанием для предъявления претензий к производителю, в том числе с точки зрения понижения сортности металла с соответствующей денежной компенсацией.
ГОСТ 14918-80 сталь тонколистовая оцинкованная с непрерывных линий
| Масса 1м2 стали по ГОСТ 14918-80 | От 1 кг — подробнее в таблице |
| Статус на 2021 год | Действующий |
| На что заменен? | Ограничение срока действия снято по протоколу N 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93) |
| Дата введения в действие | 1981-07-01 |
| Дата обновления | Издание (август 2007 г.) с Изменениями N 1, 2, утвержденными в сентябре 1981 г., июне 1986 г. (ИУС 11-81, 9-86). |
| Взамен | ГОСТ 14918-69 |
| Скачать бесплатно ГОСТ 14918-80 | |
| Название RUS | Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия |
| Название EN | Continuously galvanized sheet steel. Specifications |
1. Классификация стали.
2. Сортамент.
3. Технические требования.
4. Правила приемки.
5. Маркировка, упаковка, транспортировка и хранение.
Технические условия. (извлечения)
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категории качества.
Классификация
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
По назначению на группы
- Для холодной штамповки — ХШ,
- Для холодного профилирования -ХП,
- Под окраску (дрессирования) — ПК,
- Общего назначения — ОН;
По способности к вытяжке (сталь группы ХШ) на категории
- Нормальной вытяжки — Н,
- Глубокой вытяжки — Г,
- Весьма глубокой вытяжки — ВГ;
По равномерности толщины цинкового покрытия
- С нормальной разнотолщинностью — НР,
- С уменьшенной разнотолщинностью — УР.
1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
- с узором кристаллизации — КР,
- без узора кристаллизации — МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь делится на 3 класса в соответствии с указанным в табл. 1.
Таблица 1
| Класс толщины | Масса 1 м2 слоя покрытия, нанесенного с двух сторон, г | Толщина покрытия, мкм |
| П (повышенный) | Св. 570 до 855 включ. | Св. 40 до 60 включ. |
| 1 | Св. 258 до 570 включ. | Св. 18 до 40 включ. |
| 2 | От 142,5 до 258 включ. | Св. 10 до 18 включ. |
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне — классу П (для листов) или классу 1.
Сортамент.
2.1. Оцинкованную сталь изготавливают шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-74.
Примеры условных обозначений
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, с необрезной кромкой НО группы ОН, узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
| ОЦ | Б-ПН-НО-0,8х1000х2000 ГОСТ 19904-74 |
| ОН-КР-1 ГОСТ 14918-80 |
Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80
| ОЦ | А-О-1,2х1000 ГОСТ 19904-74 |
| 08кп ВГ-МТ-УР-2 ГОСТ 14918-80 |
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, высокой плоскостными ПВ, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
| ОЦ | А-О-1,5х710 ГОСТ 19904-74 |
| БСт3кп ПК-МТ-УР-1/2 ГОСТ 14918-80 |
Примечание. Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ)
Технические требования
3.1. Оцинкованная сталь должна изготавливаться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованную сталь изготавливают из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-70. Марки стали должны соответствовать приведенным в таблице 1.
Таблица 1
| Оцинкованная сталь | Марка холоднокатаной стали для изготовления оцинкованной стали | ||
| Группа | Категория вытяжки | Первой категории качества | Высшей категории качества |
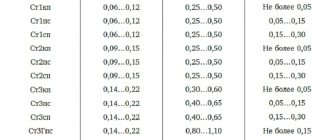
| ХIII | Н, Г | Марки стали с хим. Составом по ГОСТ 9045-80, ГОСТ 1050-74 и ГОСТ 380-781 | Марки стали с химическим составом по ГОСТ 9045-80, а также ГОСТ 1050-74 с содержанием серы не более 0,035% и фосфора — не более 0,020% и ГОСТ 380-71 с массовой долей серы не более 0,035% и фосфора — не более 0,025% |
| ХIII | ВГ | О8пс,08кп, о8Ю по ГОСТ 9045-80 08ПС, 08КП, 10КП по ГОСТ 1050-74 | 08пс, 08кп, 08Ю по ГОСТ 9045-80 08пс, 08КП, 10кп по ГОСТ1050-74 с массовой долей серы не более 0,030% и фосфора — не более 0,020% |
| XII, ПК | — | 08пс по ГОСТ 9045-80 08,08пс по ГОСТ 1050-74 Бст0, Бст1, бст3 всех степеней раскисления по ГОСТ 380-71 | 08пс по ГОСТ 9045-80 08,08пс по ГОСТ 1050-74 БСТ0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-71 с массовой доле серы не более 0,04% и фосфора — не более 0,0035% |
| ОН | — | Марки стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74, ГОСТ 380-71 | Марка стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74, ГОСТ 380-71 с массовой долей серы не более 0,045% и фосфора — не более 0,04%. |
3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-79 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
3.4. Поверхность оцинкованной стали должна быть чистой, со сплошным покрытием.
3.4.1. Не допускается нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-70.
3.4.2. На листах и полосах с необрезной кромкой не допускается рванины кромок глубиной, превышающей предельные отклонения по ширине.
3.5. Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не разрушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок местной шероховатости покрытия (сыпь), матовый узор кристаллизации цинка, следы от перегибов, полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.
3.7. По требованию потребителя пассивная пленка должна иметь равномерную окраску.
3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П — не более 16, для класса 1 — не более 10, для класса 2 — не более 4 мкм. Оцинкованная сталь нормальной разнотолщности НР должна иметь толщину покрытия в пределах, указанных в табл.1.
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П — не более 12, класса 1 — не более 8 и класса 2 — не более 3 мкм.
3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
3.10. Механические оцинкованной стали должны соответствовать нормам, указанным в табл. 1б.
- глубина сферической лунки оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл. 1б.
- Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм табл. 1б, а глубина сферической лунки — на 0,2 мм больше норм табл. 1в.
Таблица 1 б
| Оцинкованная сталь | Временное сопротивление | Предел текучести | Относительное удлинение s 4, %, не менее, при L0=80 мм для стали толщиной, мм | ||||
| группы | категории вытяжки | разрыву s в, МПа | s т, Мпа, не менее | до 0,7 | св 0,7 до 1,5 | св 1,5 до 2,0 | св 2,0 |
| ХШ | Н Г ВГ | 300-490 275-430 255-410 | — — — | 21 23 26 | 22 24 28 | 23 25 29 | 24 26 30 |
| ХП, ПК | — | — | 230 | 20 | 22 | — | — |
| ОН | — | — | — | — | — | — | — |
Примечание. Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г относительного удлинения для стали групп ХП и ПК факультативны до 01.07.89.
При расчете временного сопротивления и предела текучести толщину цинкового покрытия не учитывают.
Таблица 1в
| Толщина оцинкованной стали | Глубина сферической лунки для категорий вытяжки, не менее | ||
| ВГ | Г | Н | |
| 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 | 8,5 8,9 9,2 9,5 9,9 10,1 10,3 10,5 10,7 10,8 11,0 11,3 11,4 11,5 11,6 11,7 | 8,0 8,5 8,9 9,3 9,6 9,9 10,1 10,3 10,5 10,6 10,8 11,0 11,1 11,2 11,3 11,4 | 6,9 7,2 7,5 7,8 8,2 8,6 8,7 8,8 8,9 9,0 9,1 9,5 9,6 9,7 9,8 9,9 |
Примечания:
- Для оцинковой стали промежуточных толщин значения глубины сферической лунки должны соответствовать нормам, установленным для ближайшей меньшей толщины.
- Значения глубины сферической лунки для оцинковой стали толщиной свше 1,5 мм являются факультативными до 01.07.89.
- При испытании на приборах типа МТЛ-10 г нормы глубины сферической лунки уменьшаются на 0,3 мм.
3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категорий вытяжки ВГ и не ниже балла 6 для категорий вытяжки Г.
Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г — в пределах трех смежных номеров.
3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличие структурно-свободного цементита в пределах баллов 0, 1, 2 и 3 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется.
3,13 Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл. 1г.
Таблица 1г
| Толщина оцинкованной стали, мм | Количество перегибов |
| до 0,8 мм св. 0,8 до 1,2 мм св. 1,2 до 2,0 мм св. 2,0 | 8 5 3 2 |
Примечание. Нормы перегибов оцинкованной стали толщиной более 1,5 мм являются факультативными до 01.07.89.
3.14. (Исключен, Изм. №2).
Правила приемки
4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали, одного размера, одного вида и класса, толщины покрытия, вида, консервации, одной марки и плавки (сталь групп ХШ, ХП и ПК) категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождаться документом о качестве по ГОСТ 7566-81 с дополнением значений факультативных показателей качества.
Масса партии не должна превышать сменного производства агрегата.
4.3. Для контроля размеров и качества поверхности отбирают 6% листов или один рулон от партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктуры отбирают один лист или один рулон от партии.
4.5. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей, повторную попытку проводят по ГОСТ 7566-81.
Маркировка, упаковка, транспортировка и хранение.
5.1. Маркировка, упаковка, транспортировка и хранение — по ГОСТ 7566-81 с дополнениями.
5.2. Для защиты поверхности оцинкованной стали от коррозии производится консервация: пассивирование, промасливание или пассивирование и промасливание.
По требованию потребителя оцинкованную сталь не консервируют.
При отгрузке в районы Крайнего Севера и труднодоступные районы консервация обязательна.
5.3. Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 8486-86 и ГОСТ 2695-83 сечением не менее 80х80 мм или металлические бруски по нормативно-технической документации. Количество деревянных и металлических брусков при ширине пачки до 1200 мм — 2 шт.; свыше 1200 мм — соответственно 3 шт. и 2 шт.
5.4. Рулоны из оцинкованной стали с дифференцированным покрытием свертывают так, что сторона со 2-м классом толщины цинкового покрытия располагается внутри рулона.
5.5. Пачки и рулоны должны быть прочно обвязаны. Количество обвязок — по ГОСТ 7566-81.
5.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т.
До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна превышать 5 т.
5.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192-77 краской темного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные, дополнительные и информационные надписи.
5.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС.
5.9. Хранение оцинкованной стали должно соответствовать условиям Ж3 по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами.
ГОСТ 16523-89: Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества
Главная / ГОСТы / ГОСТ 16523-89: Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества
ГОСТ 16523-89: Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества
ГОСТ 16523-89
Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения
Технические условия Для тонколистового горячекатаного и холоднокатаного проката из углеродистой стали качественной и обыкновенного качества общего назначения, изготовляемого шириной 500 мм и более, толщиной до 3,9 мм включительно.
Прокат подразделяют:
- по способу производства:
горячекатаный,
- холоднокатаный;
- листы,
- холоднокатаный:
особо высокой отделки — I,
- повышенной отделки — III,
- глубокой — Г,
В части сортамента прокат должен соответствовать требованиям ГОСТ 19903 горячекатаный, ГОСТ 19904 холоднокатаный. Прокат изготовляют:
- из углеродистой стали обыкновенного качества групп прочноcти ОК300В, ОК360В, ОК370В, ОК400В;
- из углеродистой качественной стали групп прочности К260В, К270В, К310В, К330В, К350В, К390В, К490В. Марки стали и требования к химическому составу для каждой группы прочности приведены в таблице 1.
Таблица 1
Используемые марки стали и требования к химическому составу
| Группа прочности | Марки стали | Массовая доля элементов и предельные отклонения, % |
| К260В | 08кп | По ГОСТ 1050 Для проката из стали марок 08кп и 08пс нижний предел массовой доли углерода и кремния не ограничивается |
| К270В | 08пс, 08, 10кп, 10пс, 10 | |
| К310В | 15кп, 15пс | |
| К330В | 15, 20кп | |
| К350В | 20пс, 20 | |
| К390В | 25, 30 | |
| К490В | 35, 40, 45, 50 | |
| ОК300В | Ст1, Ст2 (для всех степеней раскисления) | По ГОСТ 380 Массовая доля хрома, никеля и меди формируется по требованию потребителя. Нижний предел массовой доли углерода не ограничивается. Для проката из стали с номерами марок 3, 4, 5 (всех степеней раскисления) допускается снижение массовой доли марганца на 0,10%. При раскислении полуспокойной стали алюминием, титаном или другими раскислителями, не содержащими кремния, а также несколькими раскислителями (ферросилицием и алюминием, ферросилицием и титаном и др.) массовая доля кремния в стали допускается менее 0,05%. При этом массовая доля алюминия допускается до 0,07%. Раскисление титаном, алюминием и другими раскислителями, не содержащими кремния, указывается в документе о качестве. |
| ОК360В | Ст3 (всех степеней раскисления) | |
| ОК370В | Ст3пс, Ст3сп | |
| ОК400В | Ст4 (всех степеней раскисления Ст5пс, Ст5сп) |
Свариваемость проката групп прочности ОК300В и ОК360В,ОК370В категорий 4 и 5 обеспечивается технологией изготовления и химическим составом стали. Категории проката в зависимости от нормируемых характеристик приведены в таблице 2.
Таблица 2
| Категория | Нормируемые характеристики | Способ производства | Группа прочности | |||
| К260В, К270В, К330В, К350В, К310В | К390В | К490В, ОК400В | ОК370В | |||
| 1 | Испытание на изгиб | Горячекатаный Холоднокатаный | — | — | — | + |
| 2 | Испытание на вытяжку сферической лунки | Холоднокатаный | + | — | — | — |
| 3 | Испытание на изгиб и вытяжку сферической лунки | Холоднокатаный | + | — | — | — |
| 4 | Испытание механических свойств | Горячекатаный Холоднокатаный | + | + | + | + |
| 5 | Испытание механических свойств и на изгиб | Горячекатаный Холоднокатаный | + | + | — | + |
| 6 | Испытание механических свойств, на вытяжку сферической лунки и на изгиб | Холоднокатаный Горячекатаный (по требованию потребителя) | + | — | — | — |
Механические свойства проката и диаметр оправки при испытании на изгиб на 180 градусов в холодном состоянии должны соответствовать требованиям таблицы 3.
Таблица 3
| Группа прочности | Временное сопротивление разрыву Н/мм2 (кгс/мм2) | Относительное удлинение в %, не менее | Изгиб до параллельности сторон (а — толщина образца, d — диаметр оправки) | ||||
| горячекатаный прокат | холоднокатаный прокат | ||||||
| до 2 мм включит. | свыше 2 мм | до 2 мм включит. | свыше 2 мм | до 2 мм включит. | свыше 2 мм | ||
| К260В | 260-380 (27-39) | 25 | 28 | 26 | 29 | d=0 (без прокладки | d=а |
| К270В | 270-410 (28-42) | 24 | 26 | 25 | 28 | ||
| ОК300В | 300-480 (31-49) | 21 | 23 | 24 | 26 | ||
| К310В | 310-440 (32-45) | 23 | 25 | 24 | 27 | ||
| К330В | 330-460 (34-37) | 23 | 24 | 24 | 25 | ||
| К350В | 350-500 (36-51) | 22 | 23 | 23 | 24 | ||
| ОК360В | 360-530 (37-54) | 20 | 22 | 22 | 24 | d=а | d=2а |
| ОК370В | 370-530 (38-54) | 20 | 22 | 22 | 24 | ||
| К390В | 390-590 (40-60) | 19 | 20 | 20 | 21 | ||
| ОК400В | 400-680 (41-69) | 17 | 19 | 19 | 21 | нет | нет |
| К490В | 490-720 (50-73) | 12 | 13 | 13 | 14 | ||
В месте изгиба не должно быть надрывов, трещин и расслоений. Горячекатаный прокат изготовляют термически обработанным, холоднокатаный — термически обработанным и дресированным. Горячекатаный прокат со станов непрерывной прокатки допускается изготовлять без термической обработки. Горячекатаный прокат изготовляют как с травленной, так и нетравленной поверхностью. Листы должны быть обрезаны со всех сторон. Листы, полученные из рулонов, прокатанных на станах непрерывной прокатки, допускается изготовлять с необрезной кромкой за исключением случаев, оговоренных в заказе. Рулонный прокат изготовляют с необрезной и с обрезной кромкой. На кромках не допускаются дефекты, глубина которых превышает половину предельного отклонения по ширине проката, и выводящие его за номинальный размер по ширине. Прокат не должен иметь заворотов торцов и кромок под углом более 90 градусов. Длина рулонов неполной ширины не должна превышать ширину рулона. Глубина лунки при испытании на выдавливание должна соответствовать требованиям таблицы 4
Таблица 4
| Толщина проката | Глубина лунки, не менее, для проката, мм | |||
| глубокой вытяжки групп прочности | нормальной вытяжки групп прочности | |||
| К260В, К270В | К310В, К330В, К350В | К260В, К270ВА | К310В, К330В, К350В | |
| 0,35 | 7,5 | 7,2 | ||
| 0,4 | 8,0 | 7,5 | 7,4 | 7,4 |
| 0,5 | 8,4 | 8,0 | 8,0 | 7,6 |
| 0,6 | 8,9 | 8,4 | 8,5 | 7,8 |
| 0,7 | 9,2 | 8,6 | 8,9 | 8,0 |
| 0,8 | 9,5 | 8,8 | 9,3 | 8,2 |
| 0,9 | 9,9 | 9,0 | 9,6 | 8,4 |
| 1,0 | 10,1 | 9,2 | 9,9 | 8,6 |
| 1,1 | 10,4 | 10,2 | ||
| 1,2 | 10,6 | 10,4 | ||
| 1,3 | 10,8 | 10,6 | ||
| 1,4 | 11,0 | 10,8 | ||
| 1,5 | 11,2 | 11,0 | ||
| 1,6 | 11,4 | 11,2 | ||
| 1,7 | 11,6 | 11,4 | ||
| 1,8 | 11,7 | 11,5 | ||
| 1,9 | 11,8 | 11,7 | ||
| 2,0 | 11,9 | 11,8 | ||
Поверхность холоднокатаного проката должна быть без плен, сквозных разрывов, пузырей-вздутий, раскатанных пузырей, пятен слипания-сварки, порезов, надрывов, вкатанной окалины, перетравов, недотравов, полос нагартовки, вкатанных металлических и инородных частиц. Расслоение не допускается. Аналогично и для горячекатаного проката. Нетравленная поверхность может сохранять неотделяющийся слой окалины, допускающий выявление поверхностных дефектов. Характеристика качества отделки поверхности приведена в таблице 5.
Таблица 5
| Группа отделки | Способ производства | Характеристика качества отделки поверхности | |
| II | холоднокатаный | На обеих сторонах проката не допускаются дефекты, глубина которых превышает 1/2 суммы предельных отклонений по толщине и выводящие прокат за минимальные размеры по толщине, а также цвета побежалости на расстоянии, превышающем 50 мм от кромок. На лицевой стороне (лучшей по качеству поверхности) не допускаются риски и царапины длиной более 50 мм. | |
| III | холоднокатаный | На обеих сторонах проката не допускаются дефекты, глубина которых превышает 1/2 суммы предельных отклонений по толщине, и не выводящие прокат за минимальные размеры по толщине. | |
| IIIа: цвета побежалости не допускаются на расстоянии более 200 мм от кромок | IIIб: цвета побежалости допускаются по всей поверхности проката | ||
| горячекатаный | На обеих сторонах проката не допускаются дефекты, глубина которых превышает 1/2 суммы предельных отклонений по толщине, и выводящие прокат за минимальные размеры по толщине. | ||
| IV | горячекатаный | На обеих сторонах проката не допускаются дефекты, глубина которых превышает сумму предельных отклонений по толщине и выводящие прокат за минимальные размеры по толщине. | |
Характеристика качества отделки поверхности приведена в таблице 6.
Таблица 6
| Состояние поверхности | Характеристика состояния отделки поверхности | Характеристика качества поверхности |
| глянцевая | шероховатость не более 0,6 мкм | На лицевой стороне проката дефекты не допускаются. Не допускаются также отдельные риски и царапины длиной более 20 мм |
| матовая | шероховатость 0,8-1,6 мкм, плотность шероховатости не более 0,20 мм | На обратной стороне проката не допускаются дефекты, глубина которых не превышает 1/4 суммы предельных отклонений по толщине |
| шероховатая | шероховатость более 1,6 мкм | На обеих сторонах проката не допускаются пятна загрязнений и цвета побежалости |