Характеристики стали 40ХН
Марака стали 40ХН представляет собой конструкционную легированную сталь. Он относится к классу хромоникелевых материалов. Содержание таких элементов как хром и никель предают стали блестящий цвет и нержавеющие свойства.
Эксплуатационные характеристики и химический состав стали 40ХН характеризуется ГОСТ 4543-71. В состав стали этой марки входит 8 легирующих элементов.
- Никель
- Марганец
- Хром
- Углерод
- Кремний
- Железо
- Сера
- Фосфор
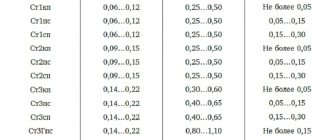
Процентное соотношение всех элементов, входящих в состав стали 40ХН, смотрите в таблице ниже и на диаграмме.
| Ni | Mn | Cr | C | Si | Fe | S | P |
| от 1 до 1,4 | от 0,5 до 0,8 | от 0,45 до 0,75 | от 0,36 до 0,44 | от 0,17 до 0,37 | менее 0,3 | меньше 0,035 | менее 0,035 |
Описание и история сплава
Название сплава расшифровывается как хромоникелевая конструкционная легированная сталь. За качество стали 40ХН отвечает ГОСТ 4543-71, который относит его к классу высокопрочных сталей для применения в конструкционных целях (хромоникелевый стальной сплав с легирующими элементами). То есть для получения изделий, применяемых при машиностроении и строительстве. Внедрение никеля в состав сплава — улучшает показатель химической устойчивости.
Данный факт впервые был представлен общественности во Франции химиком Жозефом Луи Прустом в 19-ом веке. Он выдвинул теорию о том, что железные метеориты практически не поддаются процессу коррозии из-за входящего в их состав никеля.
Спустя два десятка лет с того момента, Майкл Фарадей впервые изготовил сплав с соединениями железа и никеля, который отличался высокой устойчивостью к процессу коррозии. Однако получить сплав с улучшенными характеристиками по упругости, антикоррозийными свойствами и прочностью к механическому воздействию удалось лишь после химического вывода ковкого никеля. По характеристикам 40ХН имеет большую устойчивость к коррозийному процессу за счет добавления в состав хрома, который также усиливает прочностные свойства стали.
Применение стали 40ХН
Готовые детали из данного материала затем широко используются в промышленности и машиностроении. В этих сфера они представлены в виде:Изделия из стали 40ХН, благодаря свойствам, полученным за счет легирования хромом и никелем, не подвержены истиранию. К тому же они отлично штампуются и паяются.
- осей и валов,
- зубчатых колес,
- валок рельсобалочных и крупносортных станов для горячей прокатки металла,
- муфт и цилиндров,
- валов экскаваторов,
- шатунов,
- валов-шестерней,
- штоков и рычагов,
- болтов и шпинделей,
- различных нагруженных элементов, подверженных во время работы вибрационным и динамическим нагрузкам,
- изделий, к которым предъявляются требования повышенной прочности и вязкости.
Сталь 40ХН конструкционная легированная
Заменитель
- Сталь 45ХН,
- Сталь 50ХН,
- Сталь 38ХГН,
- Сталь 40Х,
- Сталь 35ХГФ,
- Сталь 40ХНР,
- Сталь 40ХНМ,
- Сталь 30ХГВТ.
Аналоги
| Европа (EN) | 1.5711 |
| Германия (DIN, EN) | 40NiCr6 |
| США | 3140 |
Расшифровка
Согласно ГОСТ 4543-2016 наименование марок стали состоит из цифр и буквенного обозначения химических элементов:
- Цифра 40 перед буквенным обозначением указывает среднюю массовую долю углерода (С) в стали в сотых долях процента, т.е. среднее содержание углерода в стали 0,40%.
- Буква Х указывает, что сталь легирована хромом, отсутствие цифры после буквы указывает, что содержание хрома в стали до 1,5%.
- Буква Н указывает, что сталь легирована никелем, отсутствие цифры после буквы указывает, что содержание никеля в стали до 1,5%.
Вид поставки
- Сортовой прокат, в том числе фасонный: ГОСТ 4543-71, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 2879-88, ГОСТ 10702-78.
- Калиброванный пруток ГОСТ 4543-71, ГОСТ 7417-75, ГОСТ 8560-78, ГОСТ 10702-78.
- Шлифованный пруток и серебрянка ГОСТ 4543-71, ГОСТ 14955 — 77.
- Лист толстый ТУ 14-1-1930-77.
- Полоса ГОСТ 103-76.
- Поковка и кованая заготовка ГОСТ 4543-71, ГОСТ 1133-71, ГОСТ 8479-70.
- Валки ОСТ 24.013.21-85
- Труба ОСТ 14-21-77.
Характеристики и применение [3]
Сталь 40ХН является хромо-никелевой конструкционной легированной сталью, относится к группе улучшаемой стали и к сталям повышенной прокаливаемости, т.е. прокаливающейся в деталях диаметром 50-75 мм.
Сталь данной марки относится к лучшим образцам конструкционной стали. Комбинация никеля с хромом позволяет применять сталь 40ХН для изготовления деталей ответственного назначения, например:
- оси,
- валы,
- шатуны,
- зубчатые колеса,
- валы экскаваторов,
- муфты,
- валы-шестерни,
- шпиндели,
- болты,
- рычаги,
- штоки,
- цилиндры и другие ответственные нагруженные детали, подвергающиеся вибрационным и динамическим нагрузкам, к которым предъявляются требования повышенной прочности и вязкости.
- Валки рельсобалочных и крупносортных станов для горячей прокатки металла.
Так как никель целиком растворяется в твердом растворе, он способствует более значительному увеличению твердости и прочности феррита, чем хром. Особенно важно, что упрочнение здесь сопровождается также увеличением пластичности. При одновременном присутствии в стали никеля и хрома достигается хорошее сочетание механических свойств (прочности и вязкости), а также большая прокаливаемость.
Сталь 40ХН широко применяется в нефтяном машиностроении для изготовления наиболее ответственных деталей, например:
- особо нагруженных подъемных, трансмиссионных и промежуточных валов,
- зубчатых соединительных муфт,
- звездочек ценных передач буровых установок,
- пластин и роликов втулочно-роликовых цепей,
- осей талевых блоков,
- стволов вертлюг,
- защелок и осей элеваторов.
При применении стали хромо-никелевой стали необходимо иметь в виду, что она обладает склонностью к отпускной хрупкости особенно в интервале температур 450-550°C. Поэтому детали из этой стали следует после высокого отпуска охлаждать быстро (в воде или в масле). При в ведении в сталь 40ХН небольшого количества молибдена склонность к отпускной хрупкости понижается.
Рекомендации по применению стали 40Х для деталей арматуры и пневмоприводов, не работающих под давлением и не подлежащих сварке, предназначенных для эксплуатации в условиях низких температур (ГОСТ 33260-2015)
| Марка стали | Закалка + отпуск при температуре, °С | Примерный уровень прочности, Н/мм (кгс/мм2) | Температура применения не ниже, °С | Использование в толщине не более, мм |
| 40ХН | 500 | 1000(100) | -80 | 50 |
Температура критических точек, °С
| Ac1 | Ас3 | Аr3 | Аr1 | Mн |
| 735 | 768 | 700 | 660 | 305 |
Химический состав, % (ГОСТ 4543-71)
| C | Si | Mn | Сr | Ni | P | S | Cu |
| не более | |||||||
| 0,36-0,44 | 0,17-0,37 | 0,50-0,80 | 0,45-0,75 | 1,00-1,40 | 0,035 | 0,035 | 0,30 |
Химический состав, % (ГОСТ 4543-2016)
| Массовая доля элементов, % | |||||||||
| C | Si | Mn | Cr | Ni | Mo | Al | Ti | V | В |
| 0,36-0,44 | 0,17-0,37 | 0,50-0,80 | 0,45-0,75 | 1,00-1,40 | — | — | — | — | — |
ПРИМЕЧАНИЕ: Знак «-» означает, что массовую долю данного элемента не нормируют и не контролируют, если иное не указано в 7.1.2.3 (ГОСТ 4543-2016).
Рекомендуемые температуры закалки отожженной стали 40ХН при нагреве ТВЧ [1]
| Марка Стали | Температура нагрева в °C при скорости нагрева выше Ac1 град/сек | ||
| 30-60 | 100-200 | 400-500 | |
| Продолжительность нагрева выше Ac1 сек | |||
| 2-4 | 1,0-1,5 | 0,5-0,8 | |
| 40ХН | 900-940°C | 920-960°C | 960-1020°C |
Режим умягчающей обработки стали 40ХН [1]
| Марка Стали | Операция | Температура нагрева в °C | Условия охлаждения* |
| 40ХН | Отжиг | 800-820 | 30-40° С/ч |
Ориентировочные режимы термической обработки стали 40ХН [1]
| Марка Стали | Температура нагрева для закалки и нормализации в °C | Охлаждающая среда | Температура отпуска в °C | Механические свойства | |||
| Твердость | Предел прочности при растяжении σв в кГ/мм2 | δ в % | |||||
| HB | HRC | ||||||
| 40ХН | 800-840 | Масло | 180-200 | — | 45-50 | 150 | 8 |
| 550-600 | 255-286 | — | 85-95 | 14-16 | |||
ПРИМЕЧАНИЕ. Охлаждение с указанной скоростью до 500°C, а затем на воздухе.
Ориентировочные режимы предварительной термической обработки стали 40ХН [2]
| Марка стали | Операция термической обработки | Температура, °C | Способ охлаждения | Твердость HB |
| 40ХН | Нормализация | 840-860 | На воздухе | 207-255 |
| Отжиг | 800-830 | Медленное | 187-241 |
Механические свойства
| Источник | Состояние поставки | Сечение, мм | КП | Предел текучести σ0,2, МПа | Предел прочности при растяжении σв, МПа | Относительное удлинение после разрыва δ5 (δ4), % | Относительное сужение ψ, % | KCU, Дж/см2 | Твердость HB, не более |
| не менее | |||||||||
| ГОСТ 4543-71 | Пруток. Закалка с 820°С в воде или масле; отпуск при 500°С, охл. в воде или масле | 25 | — | 785 | 980 | 11 | 45 | 69 | — |
| ГОСТ 8479-70 | Поковка. Нормализация | 100-300 | 315 | 315 | 570 | 14 | 35 | 34 | 167-207 |
| 300-500 | 12 | 30 | 29 | 167-207 | |||||
| 500-800 | 11 | 30 | 29 | 167-207 | |||||
| Поковка. Закалка+отпуск | 300-500 | 345 | 345 | 590 | 14 | 38 | 49 | 174-217 | |
| До 100 | 395 | 395 | 615 | 17 | 45 | 59 | 187-229 | ||
| 100-300 | 15 | 40 | 54 | ||||||
| 300-500 | 13 | 35 | 49 | ||||||
| 500-800 | 11 | 30 | 39 | ||||||
| До 100 | 440 | 440 | 635 | 16 | 45 | 59 | 197-235 | ||
| 100-300 | 14 | 40 | 54 | ||||||
| 300-500 | 13 | 35 | 49 | ||||||
| 500-800 | 11 | 30 | 39 | ||||||
| До 100 | 490 | 490 | 655 | 16 | 45 | 59 | 212-248 | ||
| 100-300 | 13 | 40 | 54 | ||||||
| До 100 | 540 | 540 | 685 | 15 | 45 | 59 | 223-262 | ||
| 100-300 | 13 | 40 | 49 | ||||||
| До 100 | 590 | 590 | 735 | 14 | 45 | 59 | 235-277 | ||
| 100-300 | 13 | 40 | 49 | ||||||
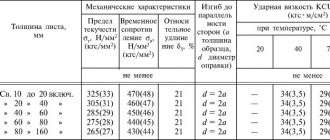
Механические свойства проката в зависимости от сечения [2]
| Сечение, мм | Предел текучести σ0,2, МПа | Предел прочности при растяжении σв, МПа | Относительное удлинение после разрыва δ5, % | Относительное сужение ψ, % | Твердость HB |
| 40 | 780 | 960 | 18 | 58 | 325 |
| 80 | 730 | 920 | 20 | 54 | 302 |
| 120 | 710 | 910 | — | 50 | 300 |
ПРИМЕЧАНИЕ. Нормализация при 870-925°С; закалка с 790°С в масле; отпуск при 540°С.
Механические свойства в зависимости от температуры отпуска
| tотп, °С | Предел текучести σ0,2, МПа | Предел прочности при растяжении σв, МПа | Относительное удлинение после разрыва δ5, % | Относительное сужение ψ, % | KCU, Дж/см2 | Твердость HB |
| 400 | 1220 | 1370 | 10 | 41 | 32 | 387 |
| 600 | 1080 | 1160 | 14 | 51 | 46 | 302 |
| 600 | 760 | 910 | 20 | 60 | 83 | 241 |
ПРИМЕЧАНИЕ. Закалка с 820°С в масле.
Механические свойства при повышенных температурах
| tисп, °С | Предел прочности при растяжении σв, МПа | Относительное удлинение после разрыва δ5, % | Относительное сужение ψ, % |
| Нормализация при 850°С | |||
| 20 | 790 | 18 | 48 |
| 200 | 750 | — | 50 |
| 300 | 690 | 20 | — |
| 400 | 540 | 25 | 65 |
| 500 | 480 | 25 | 79 |
| 600 | 350 | 27 | 85 |
| Образец диаметром 6мм, длиной 30 мм, кованый и нормализованный. Скорость деформирования 50мм/мин, скорость деформации 0,031/c | |||
| 700 | 225 | 36 | 92 |
| 800 | 130 | 57 | 96 |
| 900 | 91 | 71 | 100 |
| 1000 | 62 | 75 | 100 |
| 1100 | 45 | 76 | 100 |
| 1200 | 31 | — | 100 |
Предел выносливости
| Характеристики прочности | σ-1, МПа | τ-1, МПа |
| Предел текучести σ0,2=780 МПа; Предел прочности при растяжении σв=980 МПа;НВ 300-320 | 490 | 294 |
| Предел текучести σ0,2=690 МПа; Предел прочности при растяжении σв=880 МПа;НВ 270-300 | 441 | 274 |
| Предел текучести σ0,2=570 МПа; Предел прочности при растяжении σв=780 МПа;НВ 200-240 | 392 | 235 |
| Предел прочности при растяжении σв=790 МПа; нормализация; НВ 197 | 314-392(n=107) | — |
Ударная вязкость KCU
| Состояние поставки | КСU, Дж/см2 при температуре, °С | |||
| +20 | -20 | -40 | -60 | |
| Поковка 200×30мм. Закалка+отпуск | 116 | 116 | 93 | 80 |
ПРИМЕЧАНИЕ. σ4252,6/10000=103 МПа, σ4256/10000=138 МПа, σ4256,1/100000=69 МПа; σ5353,2/10000=21 МПа.
Технологические свойства
| Температура ковки, ° | Сначала 1250, конца 830. Сечения до 50 мм охлаждаются на воздухе, сечения от 51 до 200 мм — охлаждение в мульде, сечения с 201 до 300 мм — с печью. |
| Свариваемость | Трудносвариваемая. Способ сварки — РДС, АДС под флюсом, ЭШС. Необходимы подогрев и последующая термообработка. |
| Обрабатываемость резанием | Kv тв.спл. = 1,0 и Kv б.ст. = 0,9 в горячекатанном состоянии при НВ 166-170 и Предел прочности при растяжении σв=690 МПа. |
| Флокеночувствительность | Повышенно чувствительна. |
| Склонность к отпускной хрупкости | Склонна |
Прокаливаемость
Полоса прокаливаемости для стали 40ХН после нормализации при 850°С и закалки с 820°С приведена на рисунке ниже.
Критический диаметр d после закалки в различных средах
| Количество мартенсита,% | Критическая твердость HRCэ | d, мм после закалки | |
| в воде | в масле | ||
| 50 | 44-47 | 60-112 | 34-76 |
| 90 | 50-53 | 40-86 | 18-56 |
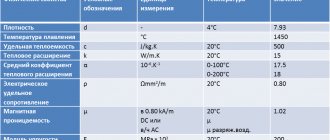
Плотность ρп кг/см3 при температуре испытаний, °С
| Сталь | 20 | 100 | 200 | 300 | 400 |
| 40ХН | 7820 | 7800 | 7770 | 7740 | 7700 |
Коэффициент линейного расширения α*106, К-1
| Марка стали | α*106, К-1 при температуре испытаний, °С | |||
| 20-100 | 20-200 | 20-300 | 20-400 | |
| 40ХН | 11,8 | 12,3 | 13,4 | 14,0 |
Коэффициент теплопроводности λ Вт/(м*К)
| Марка Стали | λ Вт/(м*К), при температуре испытаний, °С | |||||
| 20 | 100 | 200 | 300 | 400 | 500 | |
| 40ХН | — | 44 | 43 | 41 | 39 | 37 |
Модуль Юнга (нормальной упругости) Е, ГПа
| Марка Стали | При температуре испытаний |
| 20°С | |
| 40ХН | 200 |
Библиографический список
- И.С.Каменичный. Краткий справочник технолога термиста. 1963 г.
- Фиргер И.В. Термическая обработка сплавов: Справочник. 1982 г.
- Шрейбер Г.К., С.М.Перлин, Б.Ф.Шибряев. Конструкционные материалы в нефтяной, нефтехимической и газовой промышленности. 1969 г.
Узнать еще
Сталь 38ХН3МФА конструкционная легированная…
Сталь 20ХН4ФА конструкционная легированная…
Рессорно-пружинная сталь 65
Сталь 15X5M конструкционная теплоустойчивая…
Свойства стали 40ХН
Удельный вес материала составляет 7820 кг/м3. Термическая обработка осуществляется при помощи закаливания и отпуска.
Начальная температура ковки +1250°С, конечная +830°С. Изделия с сечение до 50 мм охлаждаются на воздухе, остывание деталей с сечением от 51 мм до 201 мм происходит в мульде, элементы с сечением до 300 мм охлаждают с печью.
Термообработка стали 40ХН
Закалка и отпуск.Температура ковки, °С: начала 1250, конца 830.
Процесс сварки
Сварочная деятельность с легированными сталями довольно трудна, в связи с особенностями, вызывающими образования хрупких элементов в околошовной зоне из-за закалки (то есть сварка должна исполняться по определенной технологии). В лучшем случае проводить сварочные работы лучше перед отпуском изделия при прогреве или перед отжигом, но исключительно после сварки. Температурное воздействие на сплав 40ХН заключается в закаливание сплава, сопровождающееся дальнейшим отпуском изделия. После таких манипуляций свойства стали приобретают удвоенную выносливость к образованию трещин по сравнению с состоянием до сварочных работ. Предел выносливости стали же возрастает в 6 раз.
Для сварки элементов, изготовленных из этой стали, требуется первоначально добиться твердости Н=2860-3020 МПа. В этом помогает термообработка стали 40ХН, с последующим отпуском в температурах от 550 до 860 градусов Цельсия. Далее изделие подвергается повторному нагреву в электропечи при температурах от 350 до 400 градусов Цельсия.
Затем производится сам процесс сварки в два слоя с обязательной зачисткой от шлака швов в режиме силы сварочного тока от 160 до 200 А. Не мало важно чтобы ток был постоянным с обратной полярностью. Для сварки обычно применяются высококачественные электроды с маркировкой УОНИ 13/55 типа Э50А с диаметром в 4 миллиметра и катетом шва в 8 миллиметров.
Обработка и закалка
После сварочных работ готовая деталь охлаждается за счет понижения температуры при отключении печи, при этом находясь под чутким контролем. В результате таких манипуляций полученный на изделии шов при рентгеновском облучении покажет отсутствие дефектов. Наличие поверхностных трещин проверяется зачисткой и шлифовкой швов с последующим нанесением слоя кислоты.
Также качество сварочного соединения проверяется современными макрошлифами.
Изготовленные с применением подобной технологии изделия успешно проходят макроисследования при котором выявляются плотность строения наплавленного металла в зоне сварочного шва и ближайших к нему зон. Микроструктура в этих местах изменяется от ферритно-перлитной до сербитообразной перлитной. Также образцы деталей из стали 40ХН проходят испытание на твердость, смысл которой в том, чтобы подтвердить неизменность структуры стали в зоне шва после сварки.
Закалка изделий из данного материала происходит в процессе погружения в масло, однако детали крупных габаритов иногда закаливают в воде после чего, как можно скорее, перемещаются в масло или подвергаются воздействию низкий отпуска. Не редкостью является и процесс закаливания высокочастотными токами, после нагрева которыми производится отпуск. В конечном итоге, такие манипуляции повышают твердость поверхности изделия.