Главная страница » проволока стальная сварочная
В данном разделе рассматривается проволока стальная сварочная.
Для кузнецов, кузниц, производств и частных лиц (самодельщиков, самоучек и энтузиастов).
Ниже смотрите полезную информацию для выбора.
Выбирайте марки из списка под статьей.
Сварочная проволока омедненная СВ08Г2С-О ЧЗСМ. Фото Сварочные Технологии
Стальная проволока занимает внушительную нишу в перечне материалов, используемых в промышленности и в быту. Сварочная, как один из видов, обладает свойствами эффективного применения в сварочных технологиях.
Область применения, назначение
Материал из стали в виде проволоки нашел себе применение в сварке на автоматах и полуавтоматах. Для сплошной проволоки сварка производится в атмосфере защитного газа (!материалы для аргонодуговой сварки очень востребованы). В случаях когда применение баллона с газом затруднительно, расходный материал изготавливается в виде стальной порошковой проволоки. Трубчатая проволока, заполняется внутри специальным порошком (флюсом). В составе флюса имеются компоненты, защищающие сварной шов от внешней среды.
Проволока сварочная стальная омедненная (1 кг; диаметр 0.8 мм) Elitech. Фото ВсеИнструменты.ру
Стальная сварочная проволока служит заготовкой для производства штучных электродов. Используется в качестве присадки для наплавки поверхностей с целью придания им необходимых механических (износоустойчивость, коррозионная стойкость и других) свойств.
Особенности
Полуавтоматическая сварка в среде углекислого газа получила очень широкое распространение как на крупных заводах, так и на маленьких предприятиях. Но в чем особенности сварки в углекислоте? Почему этот метод сварки так популярен?
Все просто. При углекислотной сварке детали практически не деформируются, что крайне важно на производстве, которое не хочет терять прибыль из-за бракованных изделий. К тому же, для сварки в углекислоте не обязательно проводить тщательную подготовку металла, шов получится качественным и надежным даже если просто удалить видимую грязь и масло. Вы даже можно подгонять детали на глаз, шов все равно получится приемлемым.
Суть такой сварки тоже проста. Возбуждается электрическая дуга и с ее помощью плавится металл. В сварочную зону подается углекислота, которая выполняет защитную роль. Струя газа в прямом смысле обтекает сварочную зону, и защищает ее от окисления и негативного влияния кислорода.
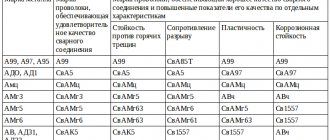
Но есть одна особенность: углекислота не на 100% нейтральна. Так что ее нельзя использовать без присадочной проволоки. В данном случае проволока не даст кислороду проникнуть в сварочную ванну и окислить металл. В работе следует применять проволоку с повышенным содержанием кремния и марганца. Ниже вы можете видеть таблицу с рекомендуемыми типами проволоки.
Если выбранная вами проволока будет содержать в составе медь, то это значит, что она обладает антикоррозийными свойствами, что очень хорошо. Такую проволоку можно долго хранить, и она обеспечивает стабильное горение дуги. К тому же, шов получается качественным и без пор. Говоря о диаметре сложно давать конкретные рекомендации. Скажем одно: на наш взгляд проволока диаметром 0,8 миллиметров наиболее оптимальна для сварки большинства металлов, и к тому же она не оказывает существенных нагрузок на сварочный аппарат.
Отдельно хотим обратить ваше внимание на распространенный миф. Якобы порошковая проволока способна в полной мере заменить защитный газ при сварке полуавтоматом. Это большое заблуждение. Наш опыт показал, что при сварке в среде углекислого газа шов гарантировано получается лучше, чем при сварке без него и с применением порошковой проволоки. Но применением порошковых присадочных материалов оправдано в случаях, когда невозможно транспортировать газовый баллон на место сварки или вероятность появления дефектов не играет большой роли.
Обозначения и маркировки
Сплошная проволока для сварки или наплавки маркируется согласно ГОСТ 2246-70. В обозначение входит типоразмер, способ применения, химический состав, сведения о технологии изготовления, указывается возможность изготовления электродов, а также принадлежность к проволоке с омедненной поверхностью.
Маркировка порошковой стальной проволоки базируется на ГОСТ 26271-84. Обозначение сварочной и наплавочной проволоки имеют различия.
В обозначение сварочной порошковой проволоки не оговаривается подробный химический состав, оговаривается только содержание углерода, фосфора и серы. Указывается типоразмер, принадлежность проволоки к порошковому виду, механические характеристики (предел текучести, ударная вязкость), допустимые пространственные положения при проведении сварочных работ. В обозначении определяется вид защиты шва — самозащитная или газозащитная.
Проволока омедненная СВ-08Г2С-О (18 кг; 1.6 мм) КЕДР. Фото ВсеИнструменты.ру
Порошковая проволока для наплавки, кроме указания принадлежности к категории порошковых и технологии применения, обязательно дается химический состав материала порошка. Вместе с типоразмером проволоки регламентируются условия применения: с газовой или другой защитой, с наплавкой под флюсом или в любом из вариантов. В некоторых случаях полезно знать класс точности на отклонения номинального размера диаметра. Он также указывается в обозначении.
Cварка полуавтоматом с газом и без. Проволока. Рекомендации.
Сварка полуавтоматом имеет преимущества в сравнении с неплавящимся электродом.
- Всем известно, насколько важно вести сварочный процесс без отрыва дуги, сохраняя неизменное расстояние между электродом и деталью (дуговой просвет). Если правильно выставлены параметры, полуавтомат самостоятельно скорректирует данный просвет в случае, если есть небольшие отклонения от оптимального положения горелки. Другими словами аппарат берет половину задач, которые раньше решались преимущественно мастерством сварщика, на себя.
- Не нужно держать присадочный материал. Освобождается правая рука, что позволяет свободно манипулировать деталью вручную.
- Увеличивается скорость и КПД.
Стандартная сварка плавящимся электродом состоит из:
- инверторного источника питания (ИИП);
- блока подачи омедненной проволоки;
- специальной горелки
- крокодила массы
- баллона с защитным газом с расходомером.
Есть инверторы, в которых ИИП и механизм подачи собраны под одним корпусом. Такие аппараты, работающие по принципу «все в одном» чаще всего приобретают для удовлетворения личных нужд:
- сварка листового материала (особенно тонкий лист),
- сварка навеса или калитки на даче,
- монтаж трубопроводов и т.д.
А так же для решения специальных вопросов, таких, например, как кузовной ремонт легковых автомобилей на СТО.
В заводских условиях обычно применяют более мощное оборудование, поэтому ИИП и подача проволоки в них разделены.
Принцип работы полуавтомата прост: он выпрямляет переменный ток, поступающий на вход, в постоянный на выходе. На постоянке вектор тока определяется его полярностью и тем, как кабель подсоединен к клеммам.
Применяемая проволока предназначена для определенной полярности. Для распространенной проволоки типа 09Г2С используют ток «+» DC на горелке.
В процессе сварки, когда расстояние от плавящегося электрода до металла меняется, рабочий ток и напряжение автоматически регулируется таким образом, чтобы не происходило обрыва дуги. ИИП «старается» поддерживать напряжение постоянным, а сила тока возрастает или уменьшается.
Блок подающего механизма состоит из шпинделя на котором фиксируется катушка, а проволока через направляющую входит в отверстие подающего ролика. Колесо подачи рассчитано на определенный диаметр проволоки и может быть заменено.
Мы рассмотрели часто повторяющиеся вопросы, которые задают начинающие сварщики, осваивающие работу на полуавтоматическом аппарате инверторного типа.
Какой защитный газ применяют при работе полуавтоматом?
Сварка полуавтоматом производится в среде углекислоты, которая представляет собой 100% углекислого газа. Можно работать исключительно в аргоне, либо в смеси аргона и углекислоты. Сварочная проволока, одновременно являющаяся присадкой, покрывается медным слоем, для улучшения электроконтакта и плавности ее подачи.
какое должно быть давление защитного газа?
Выбирайте 0.6 … 0.8 МПа. Это если все хорошо и используется новая горелка. Если имеет место ее износ, допускается добавить газа немножко. Главное, чтобы в сварочном шве отсутствовали поры. Если же пористость все же имеет место, значит давление недостаточное (или очень большое из-за чего может попадать воздух в зону сварки, особенно при работе с наружным углом).Так же поры могут возникать из-за «грязного» газа, если имеет место быть ветер или сквозняки. Особенно ощущается чистота газа при сварке алюминия – шов просто покроется слоем копоти и гари. При работе с алюминием выбирайте только особочистый аргон.
| Читайте на сайте статью: Сварка алюминия — инструкция, аппарат, проволока, газ |
Какую проволоку используют? Какую полярность нужно соблюдать?
Омедненная сварочная проволока OK Autrod 12.51 ESAB
Наиболее универсальная — 08Г2С, с ней знакомы все сварщики без исключения. Она применяется для сварки низкоулеродистых и электротехнических сталей. Естественно, сейчас этот материал идет под различными торговыми марками. Знаменитая на весь мир фирма ESAB выпускает 08Г2С под названием OK Autrod 12.51 – ее состав строго контролируется, что позволяет обеспечить стабильные механические свойства шва. Также контролю подлежат состояние омедненной поверхности, которая наносится не слишком толстым слоем и не слишком тонким, т.е. имеет оптимальную величину. Почему это важно? Потому что некачественная проволока быстро приводит к выходу из строя подающего механизма, из-за загрязнения его медной пылью и сколом.
От качества проволоки и медного покрытия напрямую зависит состояние шва и подающего органа
Сварка сплошной проволокой осуществляется на токе обратной полярности, то есть горелка подключается к выходу со знаком «плюс». Так же для коррозионностойких сталей применяется присадка ER-308 LSi – содержит 20% хрома и 10% никеля – как раз то соотношение, которое придает шву наибольшую стойкость к коррозии.
Возможна ли сварка без защитного газа? Если да, то какие ее особенности? Какие плюсы и минус данного способа сварки?
Порошковая самозащитная проволока E71T-GS
Возможно, и обойтись без инертных/активных газов. В таких случаях применяется порошковая проволока, которая по своему действию аналогична штучному электроду, применяемому в ручной дуговой сварке.
Порошковая проволока представляет собой пустотелую трубку, засыпанную флюсом. Последний при горении обеспечивает необходимую газовую защиту от внешних воздействий для правильного формирования сварного шва.
Порошковую проволоку еще часто называют флюсовой, она менее жесткая, чем обычная, поэтому для корректной работы с ней без остановки механизма подачи требуется ослабить усилие сжатия ролика. Или его не стоит закручивать слишком сильно.
Проволока мягкая и будет заминаться. Для того, чтобы не возникали подобные проблемы, перед ее первой подачей следует снять наконечник на горелке и только после этого ее протянуть. Наконечник устанавливать только соответствующего размера. Сопло ставить нет необходимости, так как сварка будет вестись без защитного газа. На инверторе следует выставить параметры напряжения, скорости подачи и индуктивности с помощью ручек плавной настройки.
Есть еще особенности работы с подобной проволокой- это необходимость менять полярность на полуавтоматическом инверторе. Сварочник должен быть приспособлен для этого. Например, на аппарате ОВЕРМАН 180 смена полярности производится внутри корпуса рядом с подающим механизмом (откручиваются клеммы и меняются провода местами). Не забывайте так же, что размер канавки подающего ролика должен соответствовать диаметру проволоки.
Сварку листа толщиной 1-2 мм нужно выполнять короткими швами углом назад, в таком случае шов формируется гораздо лучше. Для сварки тонкого металла существует в продаже проволока 0.8 мм. Максимальный диаметр 2,4 мм – для серьезных промышленных задач.
Достоинства:
- не нужно таскать за собой тяжелые баллоны, мобильность.
Недостатки:
- высокая стоимость проволоки,
- внимательно нужно относиться к ее качеству,
- на поверхности шва образуется шлаковая корка, которую нужно зачищать.
| Читайте на сайте статью: Cварка полуавтоматом для начинающих |
Виды
Стальная сварочная проволока подразделяется на следующие группы:
- низкоуглеродистая;
- легированная;
- высоколегированная.
Низкоуглеродистая и легированная проволоки выпускаются с омедненной поверхностью. Покрытие медью увеличивает коррозионную стойкость. Стабильность сварочной дуги повышается за счет снижения трения при подаче через отверстие наконечника и улучшения токоподводящих характеристик свойственных для меди.
Проволока омедненная СВ-08Г2С БАРС. Фото ВсеИнструменты.ру
Развитие технологии волочения проволоки позволяет получить ее с идеально чистой поверхностью. Отсюда возникло название стальной сварочной проволоки – полированная. По своим характеристикам она близка к омедненной, создает более стабильную дугу, чем стальная с обычной поверхностью. Некоторые высоколегированные проволоки (в основном молибденсодержащие) плохо покрываются медью. Такие продукты выполняются с полированной поверхностью.
Полезное видео
Выбор электрода для TIG варки
Вольфрам выбран в качестве электрода не случайно. Металл славится особой тугоплавкостью, по части которой у него просто нет конкурентов.
Опознать вольфрамовый электрод для аргонодуговой сварки можно по маркировке «W». Другие символы и даже цвет указывает на вид легирующих добавок. Они необходимы, чтобы улучшить характеристики и увеличить срок эксплуатации расходного материала.
Электроды могут быть как универсальными, так и специальными – для сварки только на постоянном или только на переменном виде тока.
Как и в случае с газом, выделим наиболее популярный вид электрода:
- WP (зеленые электроды) — вольфрамовые электроды без специальных добавок для сварки на переменном токе
- Вольфрамовые электроды легированные оксидом лантана WL-20 (голубой цвет ) и WL-15 (золотой цвет) — универсальные электроды для сварки на постоянном и переменном токах
Также встречаются электроды tig с другими добавками – циркония, церия, оксидом иттрия – их достаточно много.
Таблица. Вольфрамовые электроды – состав и свойства
| Электрод | Цвет / Состав | Свойства |
| WP (зеленый) | Вольфрамовые электроды без специальных добавок. Вольфрама не менее 99,5%, остальное примеси. | Обеспечивают устойчивость дуги при сварке на переменном токе. Идеально подходят для сварки деталей из алюминия. |
| WL-20 (голубой) WL-15 (золотой) | Вольфрамовые электроды легированные оксидом лантана 1,8-2,2 La2O3 | Обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, быстрое повторное зажигание. |
| WZ-8 (белый) | Вольфрамовые электроды легированные оксидом циркония 0,7-0,9% ZrO2 | Для сварки на переменном токе. Создают стабильную дугу высокой мощности. Выдерживают значительные токовые нагрузки. |
| WC (серый) | Вольфрамовые электроды легированные оксидом церия 1,8-2,2% CeO2 | Для сварки любым типом тока, поддерживают стабильную дугу даже при небольших его значениях. |
| WY-20* (темно-синий) | Вольфрамовые электроды легированные оксидом иттрия 1,8-2,2% Y2O3 | Используются для сварки особо ответственных соединений. |
Помимо состава и свойств важными параметрами являются диаметр и длина. Лидирующие позиции по спросу занимают электроды для tig сварки длиной 175 мм. Однако помимо них есть варианты 50, 75 и 150 мм.
С диаметром все куда сложнее, ведь он должен быть выбран в зависимости от толщины свариваемого металла и разновидности сварочного тока. В этом вопросе вам пригодится таблица ниже. Здесь приведены рекомендации для самых распространенных электродов WP и WL:
| ВИД ТОКА | Толщина металла, мм | Диаметр электрода, мм |
| ПОСТОЯННЫЙ | 0,8 – 1,5 | 1 — 1,6 |
| 2 — 3 | 2 | |
| 4 — 6 | 3 – 3,2 | |
| 7 — 10 | 4 | |
| ПЕРЕМЕННЫЙ | 2 | 1,6 — 2,4 |
| 3 — 5 | 3 — 3,2 | |
| 6 — 10 | 4 |
И последнее – заточка вольфрамового электрода. Правильная заточка положительно скажется на поджиге дуги, стабильности горения и ширине сварного шва. В большинстве случаев идеальный вариант – конусовидная заточка (для переменного тока делается округлый кончик).
Длина заточки должна превышать значение диаметра электрода в 2-2,5 раза. Длинная и тонкая заточка электрода особенно важна при сварке тонких материалов, это дает хорошую фокусировку сварочной дуги.
Характеристики
При большом разнообразии стальных сварочных проволок, к каждой из них предъявляются одинаковые требования.
Механические характеристики должны обеспечить протяжку проволоки через полуавтомат без разрывов. Присадочный материал шва должен соответствовать по прочностным и другим механическим свойствам основному материалу.
Проволока низкоуглеродистая сварочная омедненная ER70S-6 (1 мм; 15 кг) ELKRAFT. Фото ВсеИнструменты.ру
Химический состав присадочных материалов подбирается к конкретным видам свариваемых металлов. Он должен им соответствовать, а также учитывать потери отдельных элементов при разных методах сварки.
Отличительные особенности, достоинства и недостатки
В основе любой стальной сварочной проволоки находится малоуглеродистая сталь. Пластические свойства этой стали позволяют обеспечить процесс волочения для получения диаметров проволоки до 0,3 мм. Содержание углерода до 0,12% ее отличительная особенность.
Достоинство проволоки в разнообразии свойств, которыми она может обладать. Легирующие элементы своим количеством и процентным содержанием позволяют применять ее для сварки различных по назначению металлов.
Проволока ESAB СВ-08Г2С. Фото 220Вольт
Пожалуй, основной недостаток заключается в трудности правильно подобрать присадочный материал для сварки не сильно распространенных легированных сталей. Несмотря на разнообразие количества сварочных проволок, редко удается найти полное соответствие по химическому составу. Здесь требуется большой опыт и практика.
Рекомендации по использованию
При сварке на полуавтоматах диаметр сварочной проволоки необходимо подбирать в зависимости от толщин свариваемых заготовок. Величина скорости подачи проволоки должна определяться параметрами сварки, которые устанавливаются на аппарате. Нормальный процесс обеспечивается правильно выбранной полярностью. В основном сварка происходит на обратной полярности, когда горелка подключена к плюсовой клемме, а корпус аппарата к минусовой. Некоторые виды проволоки, например порошковая стальная, используются на прямой полярности.
Использование ацетилена
Для газовой сварки в качестве горючего газа наиболее часто используют ацетилен. Результатом использования ацетилена является получение качественного сварного шва. Сварочная проволока для газовой сварки ацетиленом при этом выполняет роль присадочного прутка.
Производители
Компании, имеющие отношение к сварочным материалам, обязательно выпускают номенклатуру стальной сварочной проволоки. Среди них присутствуют лучшие представители по производству изделий сварочных технологий:
- «ESAB» – шведский концерн, предлагающий широчайший сортамент нержавеющих, омедненных, алюминиевых и прочих типов проволоки;
- «ПРИМА» – китайский производитель, предлагающих широкий спектр материалов, среди которых особенно выделяется стальная проволока ER70S-6;
- «ОЛИВЕР» – предприятия из Республике Беларусь, продукция которого пользуется спросом во многих странах;
- «LINCOLN» – американский бренд, имеющий не так много официальных дилеров в России и странах СНГ;
- «HYNDAI» – мировой лидер на рынке изготовления сварочных материалов;
- «DEKA» – компания из Китая, продукция которой пользуется спросом из оптимального соотношения «цена-качество».
Справка. Производством титановых проволок занимаются в основном российские предприятия, предлагающие наиболее востребованные марки, например, ВТ1-00Св.
Сварочная проволока ESAB
Расходный материал в виде сварочной проволоки широко используется в различных сварочных технологиях. Наличие этого продукта в ассортименте производителей, имеющих влияние на рынке сварочных материалов, является обязательным условием. Компания ESAB, как мировой лидер, отличается выпуском видов проволоки широкого назначения, охватывающим все возможные сферы ее применения. Сферы применения Сварочная проволока ESAB востребована в нефтегазовой, судостроительной, машиностроительной, химической и других отраслях промышленности. В…
Сварочная проволока: расход, заправка, подача
Для выполнения разовой сварочной работы в домашних условиях необходимо определиться с количеством расходного материала, который потребуется закупить в магазине. В промышленных условиях величина расхода сварочной проволоки скажется на окончательной цене производимого продукта и в конечном итоге на спрос покупателя. Особенности проволоки На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение…
Производители сварочной проволоки
Проволока является расходным материалом, пользующимся сегодня высоким спросом. Поэтому многие компании: в России и за рубежом – специализируются на выпуске сварочной проволоки. Наиболее значимые производители, а также особенности их продукции, востребованные марки расходников и другая полезная для мастеров информация представлена в данном обзоре. Список стран и заводов-производителей Компании имеют в распоряжении современное оборудование, квалифицированные сотрудники предприятий используют в производстве новейшие…
Сварочная проволока: марки, маркировки, виды
Сварочные работы производятся с любыми материалами – это могут быть чугуны, стали или цветные металлы. Технологии позволяют выполнять эти работы на производительных автоматах и полуавтоматах. Обеспечивают функциональность этого оборудования расходные материалы в виде проволоки. Применение Основным назначением является использование расходного материала на полуавтоматах в атмосфере защитного газа. В тех случаях, когда применяется самозащитная проволока, сварка производится без газа. Проволока применяется как наплавочный…
Пару советов по выбору сварочного полуавтомата
Перед тем как выбрать сварочный полуавтомат прочитайте несколько важных советов:
- Чем больше будет мощность полуавтомата, тем толще металл им можно будет сваривать;
- Инверторные полуавтоматы намного проще и эффективнее в работе;
- Предпочтительно выбирать тот полуавтомат, в конструкции которого будут предусмотрены съёмные держатели;
- Хорошо если инструкция к полуавтомату будет на русском языке, понятной и информативной в обращении.
Сварка полуавтоматом с углекислотой существенно отличается от ручной дуговой сварки. Чтобы получить качественный сварочный шов, нужно учитывать многие нюансы: расход газа, скорость подачи проволоки, диаметр присадочного материала и многое другое.
Сварочная проволока ER70S
ER70S-6 – омедненная сварочная проволока высокого качества, соответствующая всем российским и мировым стандартам. Область применения, назначение Проволока омедненная (не нужно путать с медными расходными материалами) ER70S-6 используется в сварочных автоматах и полуавтоматах, этот материал производится для работ с деталями, элементами и конструкциями из низколегированной или нелегированной, конструкционной и углеродистой сталей. Широко применяется в различных отраслях промышленности: электроэнергетике, электротехнике,…
Стальная сварочная проволока
Сварочная проволока для углеродистых сталей
В этом разделе каталога «СВАРБИ» представлены расходные материалы, применяемые для сваркиуглеродистых сталей на автоматических и полуавтоматических установках.При этом в роли плавящегося электрода выступаетсварочная проволока, подаваемая в горелку.
Сваривание деталей из углеродистых и легированных сталей имеет ряд особенностей, которые необходимо учитывать с целью получения прочного сварочного шва без дефектов. С повышением количества углерода и легирующих элементов в химическом составе стали снижается свариваемость и повышается вероятность появления кристаллизационных трещин в зоне шва и вокруг него, что приводит к снижению прочности сварного соединения.
Для получения качественного результата при полуавтоматической или автоматической дуговой сварке легированных и углеродистых сталей используется специальная сварочная проволока (ГОСТ 2246-70, ТУ У 322-4-392-96). Отличающийся химический состав проволоки разных марок делает ее пригодной для сваривания определенных марок стали. Содержание углерода и легирующих компонентов отражается в буквенно-цифровом обозначении марки сварочной проволоки. В нем указывается процентное содержание химических элементов, от которого зависит ее применяемость. Например, проволока сварочная СВ08г2с содержит 0,08% углерода, 2% марганца, менее 1% кремния и применяется для механизированной сварки углеродистых и низколегированных конструкционных сталей.
Для улучшения свойств проволоки производится нанесение медного или медно-цинкового покрытия на ее поверхность. Это позволяет уменьшить сопротивление контакта с наконечником горелки, снизить разбрызгивание металла и обеспечить устойчивое горение дуги. Омедненная сварочная проволока не оказывает абразивного воздействия на канал наконечника, что увеличивает срок его службы, и не подвержена коррозии.
Наиболее прогрессивным типом сварочной проволоки является порошковая проволока, имеющая сердечник с порошками флюса и легирующих компонентов (металлов, карбидов, ферросплавов). Самозащитная порошковая проволока содержит раскислители и газо-, шлакообразующие компоненты, при сгорании которых выделяется защитный газ и нет необходимости подачи его из баллона. Кроме того, применение такой проволоки вместо обычной позволяет получить ряд очевидных преимуществ:
- открытая дуга позволяет визуально контролировать процесс сварки и правильно распределять наплавляемый металл;
- повышается компактность оборудования из-за отсутствия его составляющих для подачи флюса и защитного газа;
- существует возможность сварки в разных положениях и на открытых площадках.
В разделе представлены образцы сварочной проволоки различного типа от известных торговых марок БАРС, FARINA, HYUNDAI, Novofil, ESAB, Fileur:
- омедненная сварочная проволока сплошного сечения диаметром от 0,8 до1,6 мм для сваривания углеродистых и низкоуглеродистых сталей, аналогичная СВ-08ГС и СВ-08Г2С, а также с медно-цинковым покрытием для малоуглеродистых конструкционных сталей;
- порошковая флюсосодержащая сварочная проволока для наплавки под флюсом деталей из углеродистой стали, ее применение позволяет поднять производительность труда и повысить качество наплавки;
- самозащитная порошковая сварочная проволока для полуавтоматов, допускающая сварку без баллонного защитного газа, диаметром 0,8-1,2 мм, содержит специальный сварочный флюс, заключенный в трубку из тонкой стальной ленты.
Несмотря на то, что цена порошковой сварочной проволоки выше цены проволоки со сплошным сечением, ее применение позволяет сократить затраты на приобретение дорогостоящего аргона и транспортировку газовых баллонов.
При выборе проволоки для сварки нужно учитывать, что ее химический состав должен соответствовать составу металла свариваемых деталей. Прежде, чем купить сварочную проволоку, необходимо внимательно ознакомиться с ее химическим составом и воспользоваться помощью консультантов .
Сварочная проволока СВ08Г2С
Сварочная проволока СВ08Г2С (допустимо также написание Св-08Г2С) является одной из самых распространенных марок присадочных материалов. Данную марку нередко называют универсальной, так как с её помощью выполняется сварка и наплавка. Кроме этого, она используется при изготовлении электродов. Полная информация представлена далее. Область применения, назначение Проволока СВ08Г2С используется для сварки низколегированных и углеродистых сталей, которые находят широкое применение в различных отраслях: машино-, самолето- и…
Разновидности
Проволока для сварки ацетиленом должна выбираться для каждого вида свариваемых деталей. От этого в сильной степени зависит качество получаемого результата.
- Омедненная. Омедненное покрытие делает меньше контактное сопротивление, защищает поверхность проволоки от механических повреждений. Обеспечивает бесперебойную работу оборудования. Гарантирует минимальное разбрызгивание металла.
- Неомедненная. Используется при работе с деталями, изготовленными из стали низкоуглеродистых сортов.
- Порошковая. Представляет собой трубочку из малоуглеродистой стали. Внутри она заполнена особыми порошками, представляющими собой раскислители и шлакообразующие вещества. Вместе с металлом внутри трубки может содержаться флюс. Как правило, применяется для автоматической сварки. Образование шлака является минимальным, что способствует легкости отделения шлаковой корки.
- Сплошного сечения. Может служить для изготовления электродов. Самостоятельно применяется для сварки автоматическим или полуавтоматическим способом.
- Активированная. Имеет форму трубки, но порошков внутри находится незначительное количество. Роль активаторов выполняют различного вида окислители.
- Газосварочная. Используется для сваривания с такими видами стали, как углеродистая и низкоуглеродистая.
- Алюминиваемые. Используются для сварки алюминиевых конструкций в полуавтоматическом режиме. Способствует уменьшению пористости шва.
- Из нержавейки. Применяется для сварки сталей нержавеющих марок.
- Флюсовая. Используется для сварки стали различных марок полуавтоматическим методом.
- Легированная. Обеспечивает возможность производить сварку в различных газах.
Проволока сварочная для ацетиленовой сварки выбирается в зависимости от марки материала свариваемого изделия с целью получения шва хорошего качества.
Сварочная проволока Дека
Торговая марка «ДЕКА» представлена на рынке товарами имеющими отношение к сварочной технологии. Помимо сварочного оборудования, средств защиты сварщика реализуется большая номенклатура расходных материалов – сварочной проволоки, которая нашла применение во многих сферах хозяйствования, где возникает необходимость в создании прочных соединений: при изготовлении различных видов промышленного, медицинского и некоторых других типов оборудования сложной конструкции. Также в судостроительной индустрии и машиностроении. Что…