Нарезка резьбы требуется для изготовления из заготовок крепёжных элементов или креплений различных конструкций. Для этого нужно минимальное количество инструментов, технология проста в реализации, наличие опыта не обязательно. Точное соблюдение базовых правил нарезки позволят формировать резьбу высокого качества.
Станок для нарезки резьбы
Основные способы нарезки
Способы резьбовой нарезки:
- резцами или гребёнками;
- плашками, метчиками;
- накатыванием плашками круглой или плоской формы;
- на фрезерном станке с использованием специальных фрез;
- шлифовкой специальными кругами.
Для нарезания наружной резьбы используются резцы, плашки, фрезы, круги, а внутренних – метчиками.
Чтобы получить деталь с точной внутренней или наружной резьбой, необходимо при нарезке держателем инструмента делать один оборот вокруг оси на 1800, а второй – в обратном направлении на 900. Это правило позволит избавиться от набившейся в плашку длинной стружки и снизить величину прикладываемого вращательного усилия.
Нарезание треугольной резьбы метчиками
Внутреннюю резьбу небольших размеров нарезают метчиками. Метчик представляет собой винт с несколькими продольными канавками, которые образуют режущие кромки и одновременно служат для выхода стружки.
Конструкция и элементы метчика показаны на рис. 4. Основными частями его являются: коническая заборная часть 1, калибрующая часть 2, канавки 5, гладкая часть 4, называемая шейкой, квадрат 5 для закрепления метчика в воротке или в патроне.
Рис.4
Основную работу при нарезании резьбы производит заборная часть 1, верхушки зубьев которой срезаны и имеют переменный профиль. Вслед за заборной частью в отверстие входит калибрующая часть 2, которая служит для зачистки (калибрования) нарезаемой резьбы.
На шейке метчика всегда клеймят диаметр резьбы: для метрических резьб с буквой М или без нее, а для дюймовой — с прибавлением значка » (дюйм).
Метчики изготовляют из углеродистой, легированной, а также быстрорежущей стали.
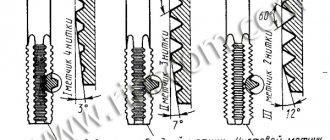
Для ручного нарезания метрической или дюймовой резьбы пользуются комплектом ручных метчиков, состоящим обычно из трех штук (рис. 5), которыми последовательно проходят нарезаемое отверстие. Первым и вторым метчиками нарезают резьбу предварительно, третьим зачищают резьбу, придавая ей окончательные размеры и форму. Номер каждого метчика комплекта узнают по числу рисок на хвостовой части: № 1 имеет одну риску, № 2 — две риски и № 3 — три риски. Иногда для нарезания мелких резьб в сквозных отверстиях применяют комплект из двух метчиков, из которых № 1 служит для предварительного, а № 2 — для окончательного нарезания.
Рис.5
Для нарезания резьбы в сквозных отверстиях длиной не более диаметра резьбы применяют гаечные метчики с длинной заборной частью, которыми нарезают резьбу за один проход.
Подготовка отверстия под резьбу. При изготовлении резьбы метчиками небольшие отверстия обычно нарезают сразу же после сверления; большие отверстия предварительно растачивают. Очень важно обеспечить надлежащий диаметр отверстия под резьбу, он должен быть несколько больше внутреннего диаметра резьбы. Материал нарезаемой гайки под действием усилия резания несколько затекает во впадины резьбы Чем вязче материал детали, тем сильнее он течет и, следовательно, тем больше должен быть диаметр отверстия.
Диаметры отверстий под резьбу выбирают по таблицам. В табл. 1указаны некоторые диаметры отверстия под метрическую резьбу.
Таблица 1
Диаметры отверстий под резьбу
Длина глухих отверстий под резьбу должна быть больше длины резьбы хотя бы на величину заборной части метчика, т. е. на две-три нитки.
Приемы нарезания резьбы метчиком.
При нарезании резьбы метчиком на токарном станке нарезаемую деталь устанавливают и закрепляют в патроне так, чтобы ось отверстия детали совпала с осью вращения шпинделя. Метчик устанавливают так, как показано на рис. 6. Его заборную часть вводят в нарезаемое отверстие, а хвостовую часть закрепляют в приспособлении. Приспособление для закрепления метчика состоит из оправки 4 со шпонкой 3 и втулки 2 с пазом, в который входит шпонка 3. Метчик закрепляется двумя болтами в квадратном отверстии втулки 1. Оправка 5 имеет конический хвостовик, вставляемый в отверстие пиноли задней бабки.
Рис. 6
При нарезании резьбы метчик подводят к отверстию детали с помощью маховичка, перемещающего пиноль; заборную часть метчика вводят в нарезаемые отверстия. Для нарезания первых витков резьбы нужно осторожно и равномерно нажимать на метчик, вращая, маховичок задней бабки.
Как только метчик врежется в отверстие на 1—1,5 витка, его дальнейшее перемещение будет осуществляться самозатягиванием благодаря вращению детали.Приспособление, показанное на рис.6, позволяет нарезать резьбу на заданную длину, по достижении которой нарезание резьбы автоматически прекратится. При нарезании резьбы в глухих отверстиях перед началом работы следующим по размеру метчиком необходимо удалить из отверстия стружку.
Режимы резания при нарезании резьбы метчиками.
Скорость резания при нарезании резьбы метчиками должна быть малой; это удлиняет срок службы метчика и предотвращает заклинивание стружки. Рекомендуются следующие скорости резания: для стали 3—15 м/мин; для чугуна, бронзы и алюминия 6—22 м/мин., глубина резания заложена в конструкции метчика, а подача равнв шагу резьбы. Охлаждение должно быть обильным. В качестве смазочно-охлаждающих жидкостей рекомендуется: для нарезания деталей из стали — масло (сульфофрезол), при нарезании деталей из чугуна, бронзы и алюминия — эмульсия или керосин.
Нарезание треугольной резьбы резцами
Наиболее распространенным способом нарезания треугольной резьбы на токарно-винторезных станках является нарезание резьбовыми резцами.
Рис.7
Конструкция резцов. Форма режущей части резьбового резца должна соответствовать профилю резьбы. Угол профиля режущей части должен быть для метрической резьбы 60°, для дюймовой и трубной резьб 55°. Чтобы избежать при нарезании резьбы искажения ее профиля, резьбовые резцы обычно затачивают с передним углом γ = 0 и устанавливают вершину резца на высоте линии центров станка.
Различают резьбовые резцы для нарезания наружной резьбы (рис. 7, а) и для нарезания внутренней резьбы (рис.7, б). Те и другие могут быть цельными или вставными, стержневыми, призматическими и дисковыми, подобно фасонным резцам. Головка резьбового резца для внутренней резьбы должна быть перпендикулярна к оси стержня резца.
Для чистовых проходов при нарезании резьбы иногда применяют пружинящие державки, позволяющие получить чистую и гладкую резьбу. Такой резец, встречая на своем пути более твердую часть металла, слегка отжимается и не портит резьбу, однако последняя получается менее точной.
Рис.8
На рис. 8 показана пружинящая державка 1 с резцом. Болт 2 служит для крепления вставного резьбового резца 3 в державке. Особенность этой Державки заключается в том, что она может работать как пружинящая и как жесткая. Это достигается, при помощи винта 4; когда винт вставлен в прорезь, державка работает как жесткая, когда винт 4 вынут, она работает как пружинящая. Черновое нарезание производят резцом, закрепленным в жесткой державке, а чистовое — резцом, закрепленным в пружинящей державке.
Установка резьбового резца. Установка резца для нарезания резьбы требует большого внимания. Резец нужно установить точно на высоте центров, иначе профиль резьбы получится неправильным. Кроме того, средняя линия профиля резца должна быть перпендикулярна к оси детали (рис. 9, а). Это условие обязательно при нарезании как наружных, так и внутренних резьб. Если пренебречь этим, то профиль резьбы получится несимметричным (повернутым в сторону), как показано на рис. 9, б.
Рис 9
Резьбовой резец устанавливают при помощи шаблона, как показано на рис. 9 при нарезании наружной резьбы и на рис. 10 при нарезании внутренней резьбы. Для проверки прикладывают шаблон к цилиндрической (торцовой) поверхности детали в горизонтальной плоскости и вводят резец в вырез шаблона. По просвету между режущими кромками резца и вырезом шаблона судят о правильности установки. Если имеется большой просвет, то его устраняют перестановкой резца, после чего резец прочно закрепляют в резцедержателе.
Рис. 10
Резьбовые гребенки
Наружную и внутреннюю треугольную резьбу можно нарезать также и резьбовыми гребенками.
Резьбовые гребенки в отличие от обычных резьбовых резцов имеют на режущей части не один, а несколько зубьев, выполненных по форме профиля резьбы.
Гребенки бывают плоские стержневые (рис. 11, а); призматические (рис. 11, б); круглые с винтовой резьбой (рис.11, в).
Рабочая часть гребенки состоит из режущих и калибрующих зубьев. Режущие зубья (их бывает обычно два-три) срезаны под углом φ так, что каждый последующий зуб режет несколько глубже предыдущего (рис. 263, а и б). Калибрующая часть, которая следует за режущей, имеет также несколько зубьев (два-три) и предназначена для зачистки резьбы.
Рис.11
При нарезании резьбы гребенками благодаря распределению нагрузки между несколькими зубьями можно увеличить поперечную подачу и тем самым уменьшить число проходов по сравнению с резьбовыми резцами. Гребенки служат дольше, чем резьбовые резцы. Призматические гребенки закрепляют в специальных державках, как показано на рис. 11, б и устанавливают их в резцедержателе точно на высоте центров.
Значительно большее применение при нарезании треугольных резьб как наружных, так и внутренних, получили круглые винтовые гребенки (рис. 11, в) как более простые в изготовлении. Они состоят из нескольких винтовых витков. Рабочая часть этих гребенок так же имеет несколько режущих зубьев, срезанных под углом, и несколько калибрующих зубьев.
При нарезании наружной резьбы направление резьбы у круглой винтовой гребенки должно быть обратным направлению резьбы на детали, т. е. если нужно нарезать правую резьбу, то на гребенке должна быть левая резьба.
При нарезании внутренней резьбы направление резьбы круглой винтовой гребенки должно совпадать с направлением резьбы детали, т. е., например, при нарезании правой резьбы и на гребенке должна быть правая резьба.
Содержание
Раздел 1 Литейное производство……………………………………….. 2
§ 1 Основы Литейного производства…………………………………….. 2
§ 2Литье в одноразовые формы……………………………………………6
§ 3 Специальные способы литья…………………………….. …………..10
Раздел 2. Сущность обработки материалов давлением……………. 16
§ 4. Общие сведения об обработке давлением. Прокатка…………….. 16
§ 5. Прессование и волочение…………………………………………… .21
§ 6. Ковка, штамповка………………………………………………… ….23
Раздел 3. Обработка материалов резанием…………………………..40
§ 7. Процесс резания металлов………………… ………………………..40
§ 8. Точение……………………………………… ………………………..57
§ 9. Фрезерование……………………………….. ……………………… .58
§ 10. Сверление, зенкерование и развертывание. …………………….. .59
§ 11. Нарезание резьбы………………………………………………… . .65
Чем нарезать резьбу
Чтобы нарезать резьбу, потребуются следующие инструменты:
- метчик, набор резьбонарезных резцов, плашек;
- сверлильный станок с регулировкой оборотов;
- электродрель с наличием режима работы на низких оборотах;
- набор свёрл для создания отверстий в деталях;
- тиски для фиксации заготовки;
Машинно-ручные метчики предназначены для ручного применения или закрепления в патроне дрели. Для машинного использования конструкции отличаются удлинённым хвостовиком. Установить на него держатель метчиков для ручной резьбовой нарезки не получится.
- молоток;
- керн для создания меток под сверление отверстий;
- смазка, не допускающая, чтобы инструмент или заготовка перегревались в процессе обработки;
- ветошь для удаления масла после выполнения работ.
Плашки и метчики для нарезки
Как правильно определить диаметр отверстия
Перед выполнением нарезки внутренней резьбы требуется заранее проделать в заготовке отверстие. Его размеры необходимо подбирать строго, так как превышение оптимального значения не позволит создать прочное соединение болтом, а снижение – повысит вероятность повреждения инструмента при работе.
Для определения диаметра отверстия под стандартную резьбу понадобится использование справочников. Для создания нестандартных резьб необходимо провести простые вычисления: из диаметра вычесть размер шага.
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.
Инструмент для нарезки резьбы
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 1400.
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Расшифровка написания резьб
Нормативные документы: ГОСТ, ОСТ, МН на конкретный тип содержат образцы условной записи.
Графические материалы оформляют, руководствуясь указаниями ГОСТ 2.311-68 «Изображение резьбы».
Типовая структура обозначения содержит:
- буквенную часть, определяющую тип;
- цифры, соответствующие номинальному размеру в миллиметрах или дюймах;
- шаг (мм) указывается только мелкий, после знака «×»;
- у многозаходных вместо предыдущего пункта приводят ход (мм), затем шаг в скобках;
- направление: правое – по умолчанию, левое – обозначают LH;
- поле допуска или класс точности;
- длину свинчивания, отличную от нормальной.
Пример 1: М16×1,5LH–6H. Расшифровка:
- М – метрическая цилиндрическая;
- 16 – номинальный диаметр, мм;
- 1,5 – мелкий шаг, мм;
- LH – левая;
- 6Н – поле допуска, где 6 – степень точности; H – основное отклонение. Прописные буквы применяются для внутренней (гаек), следовательно, резьба в отверстии.
Длина свинчивания не указана, значит – нормальная.
Пример 2: G1/2–A
- G – трубная цилиндрическая;
- 1/2 – размер резьбы, дюймов; соответствует внутреннему диаметру трубы;
- А – класс точности.
Варианты обозначений проиллюстрированы ниже.