Есть много операций по обработке отверстий. Они нужны в машиностроении и станкостроении, чтобы привести отверстие к определенному состоянию. Так, иногда необходимо снять фаску в начале канала (центровочное отверстие) или сделать в нем коническое углубление, чтобы спрятать шляпку болта или шурупа. Для всех этих целей придуман такой инструмент, как зенковка по металлу. Это специальный резец оригинальной конфигурации, который применяют со сверлильным или токарным оборудованием.
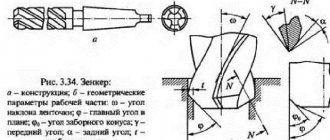
Инструмент зенковку иногда ошибочно называют зенкером. Это в корне неправильно: зенкер предназначен для повышения качества отверстия с точки зрения геометрических параметров, его форма не позволяет делать углублений в виде конуса. Общая у зенковки и зенкера многолезвийная структура рабочей части, причем лезвия в большинстве случаев у них идут по спирали.
Пользоваться зенковкой необходимо, строго соблюдая технические условия по ее применению.
Виды
По физическим параметрам зенковки делятся на следующие виды: — конические; — торцевые инструменты; — имеющие цилиндрические внешние параметры. Цилиндрические зенковки, в свою очередь, делятся на такие виды, как: — насадные; — с хвостовиком цилиндрического типа и цапфой (постоянной направляющей); — с хвостовиком, изготовленным под штифтовой замок и цапфой (сменной направляющей); — с хвостовиком конического типа и цапфой (сменной направляющей). Кроме того, изготавливаются модели при соблюдении определенных стандартов и делятся по диаметру обрабатываемых отверстий: — с предохранительным конусом или без него (отверстия диаметром от 0,5 до 6 мм); — с хвостовиком конусного типа (отверстия диаметром от 8 до 12 мм); — простые зенковки (для отверстий диаметром от 0,5 до 1,5 мм).
Как выбрать размер зенковки?
Чтобы винт идеально сел в потай, важно правильно подобрать конусный зенкер под головку метиза и зенковать отверстие на точную глубину, равную высоте головки. Угол инструмента должен соответствовать углу конуса головки, а его диаметр – диаметру головки. Если взять слишком большой зенкер, головка будет утопать в «кратере» отверстия, а если меньший, то она будет выступать над плоскостью, что тоже выглядит не эстетично.
В стандарте ГОСТ 12876-67 прописаны размеры опорных поверхностей под крепежные детали с потайными и полупотайными головками. На основании этих данных мы составили таблицу, которая поможет быстро определить какая зенковка подойдет для того или иного диаметра резьбы винта.
Таблица 1. Размер зенковки под головку винта (с учетом допусков).
| Диаметр резьбы d, мм | Стандартные размеры головки | Диаметр зенковки, мм | Предельные отклонения, мм | ||||
| Диаметр, мм | Высота, мм | D1 (по H13) | D2 (по H12) | D3 (по H14) | |||
| 2.0 | 3.8 | 1.2 | 4.3 | 4.6 | 4.3 | — | |
| 2.5 | 4.7 | 1.5 | 5.6 | 5.7 | 5 | — | |
| 3 | 5.6 | 1.65 | 6.3 | 6.6 | 6 | 7 | |
| 3.5 | 6.5 | 1.93 | 7.3 | 7.6 | 7 | — | |
| 4 | 7.4 | 2.2 | 8.3 | 8.6 | 8 | 9 | |
| 5 | 9.2 | 2.5 | 10.4 | 10.4 | 10 | 11.5 | |
| 6 | 11 | 3 | 12.4 | 12.4 | 11.5 | 14.5 | |
| 8 | 14.5 | 4 | 16.5 | 16.4 | 15 | 18.5 | |
| 10 | 18 | 5 | 20.5 | 20.4 | 19 | 22 | |
| 12 | 21.5 | 6 | 24.0 | 24.4 | 23 | 26 | |
| 14 | 25 | 7 | 28.0 | 28.4 | 26 | — | |
| 16 | 28.5 | 8 | 31.0 | 32.4 | 30 | — | |
| 18 | 32.5 | 9 | 35.0 | 36.4 | 34 | — | |
| 20 | 36 | 10 | 39.0 | 40.4 | 37 | — | |
Назначение
Основным назначением зенковок является выполнение отверстий различной величины и формы, в том числе для размещения крепежа. Помимо этого, такой инструмент позволяет корректировать отверстия, которые были приготовлены заранее, а также обрабатывать опорные поверхности вокруг отверстий, благодаря зубьям на торцах и направляющим цапфам. Подобные элементы могут быть сменными или изготавливаемыми вместе с зенковкой. В соответствии с действующим ГОСТ 14953-80, которым регламентируются промышленные условия для зенковки, типовые размеры инструмента, а также с учетом механических характеристик подвергаемого обработке материала режим осуществления работ.
Правила работы инструментом
При использовании зенковки работы следует проводить с помощью токарного или сверлильного станка. Очень важно, чтобы патрон был в исправном состоянии, иначе при биении резца получить четкое цилиндрическое углубление не получится. Правила использования инструмента следующие:
- Для каждого рода работы нужно выбирать подходящий для этого тип режущего элемента: для образования конуса с заглублением – зенковку с продолговатым телом и направляющей цапфой, для небольших углублений – обычную конусную зенковку, для твердых сплавов – инструмент с твердосплавными напайками.
- Диаметр режущего элемента должен соответствовать необходимому диаметру углубления. Если делать обработку инструментом с гораздо большим диаметром, это может привести к плохой центровке углубления относительно отверстия, несоблюдению угла конуса и точной глубины.
- При выборе скорости вращения резца нужно придерживаться тех оборотов, которые рекомендованы для конкретного данного инструмента. Завышение оборотов ведет за собой перегрев рабочей части и быстрый износ режущих кромок.
- При работе с чугуном или сплавами из твердого материала необходимо отводить тепло из рабочей зоны, для этого нужно применять специальные эмульсии.
- Зенковка должна быть точно отцентрирована относительно середины отверстия.
Материалы для изготовления
Изготавливаются зенковки из твердосплавных материалов, различных стальных сплавов, быстрорежущих видов сталей. Для того чтобы обрабатывать изделия из пластика, дерева, или мягкого металла, используются зенковки, изготовленные преимущественно из стальных сплавов. Твердосплавные типы требуются для обрабатывания отверстий, изготовленных из более твердых металлов.
Зенкеры
Определение
В соответствии с ГОСТ 25751-83 «Инструменты режущие, термины и определения» зенкер определяется как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Сразу отметим, что данный вид инструмента не предназначен непосредственно для сверления отверстий. Также отметим, что в определении зенкера ничего не говорится об изменении формы отверстия. Это важная деталь, и она будет полезна в дальнейшем.
Конструкция зенкера
Для описания конструкции зенкеров удобно разделить их два класса – зенкеры с хвостовиками и насадные зенкеры. Зенкеры с цилиндрическими и коническими хвостовиками Конструкция таких зенкеров во многом схожа с конструкцией спирального сверла (рис.1).
Рис.1 Зенкер цельный с коническим хвостовиком: а) для сквозных отверстий, в) для глухих отверстий, с) с твердосплавными пластинами
Инструмент так же состоит из рабочей части, соединительной части (шейки) и хвостовой части (хвостовика). Отличие от сверла заключается в форме и количестве режущих кромок на рабочей части. В частности, по ГОСТ 12489-77 у зенкеров по три лезвия на торцевой и цилиндрической поверхности.
Зенкер с цилиндрическим или коническим хвостовиком может быть цельным ГОСТ 12489-77 (вся рабочая часть из быстрорежущей стали), или с твердосплавными вставками (ГОСТ 3231-71). Кроме того, каждый из типов выпускается в двух вариантах: для глухих и сквозных отверстий (рис.1, в)). У зенкеров для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, у зенкеров с твердосплавными пластинами φ=600, у всех типов зенкеров для глухих отверстий φ=900.
Насадные зенкеры
Зенкеры насадные не имеют хвостовой части. Вместо хвостовика для крепления на оборудовании в них предусмотрен внутренний конус для оправки (рис2). Также конструкция этого типа отличается большим количеством лезвий. В цельных насадных зенкерах по ГОСТ 12489-77 предусмотрено четыре зуба и соответственно четыре спиральных канавки. Дальнейшее разбиение насадных зенкеров на типы идентично классу с хвостовиками.
Рис.2 Зенкер насадной: а) цельный, в) с твердосплавными пластинами
Применение зенкеров
Зенкер применяется в технологических операциях зенкерования, направленных на повышение качества отверстий – улучшение чистоты поверхности, получение более точной цилиндрической формы. Соответственно, у зенкера главная часть – это цилиндрический участок рабочей части. С помощью зенкерования отверстия доводят до 4 – 5 класса точности с квалитетом Н11 и чистотой поверхности, соответствующей 5-6 классу. Необходимый результат достигается за счет более высокой жесткости инструмента, а также за счет большего количества лезвий по сравнению со сверлом.
Подчеркнем, что во всех перечисленных ГОСТах описываются зенкеры с рабочей частью исключительно цилиндрической формы. В описаниях конструкций стандартных зенкеров нет формулировок «конический зенкер» и отсутствуют чертежи зенкеров с конической рабочей частью. Т.е. результат применения стандартного зенкера – цилиндрическое отверстие постоянного диаметра.
Конструкция зенковок
Конструктивно инструмент представляет собой совокупность 2-х главных элементов – хвостовика и рабочей части. Основная, т.е. рабочая часть, представляет собой конус с обычным рядом углов, расположенным на вершине под определенным градусом. Зенковка имеет от 6 до 12 режущих лезвий. По своим конструктивным особенностям цилиндрическая модель схожа со сверлом, но на ней расположено большее число режущих элементов. Для надежной фиксации во время проведения работ на торце располагается направляющая цапфа.
Конструктивные особенности
Инструмент цельнометаллическая зенковка на чертеже имеет несколько основных конструктивных частей:
- Рабочий орган. Основная часть элемента, которая, по сути, выполняет операцию зенкования. В ней присутствуют режущие кромки – их может быть различное количество. Также здесь имеется основание – цилиндрическая часть, куда от вершины конуса сходятся резцы.
- Хвостовик – важная часть элемента. С его помощью резец закрепляется в патроне оборудования. Хвостовики тоже бывают разными: у одних тело по форме напоминает цилиндр, у других оно выглядит, как усеченный конус.
- Между хвостовиком и рабочей зоной имеется небольшой перешеек – это тоже элемент зенковки. Перешеек – самая слабая часть инструмента. Он имеет меньший диаметр, нежели хвостовик и рабочая головка. Его предназначение – быть предохранителем на случай заклинивания резца в заготовке, он должен в этом случае просто лопнуть и предотвратить более масштабные разрушения.
Кроме цельнометаллических зенковок, имеются инструменты со вставными лезвиями. В этом случае материал лезвий изготовлен из более прочной марки стали, чем основание элемента. Такая конструкция позволяет иметь высококлассный резец, но в то же время по стоимости он не будет превосходить ходовую продукцию.
Еще одна конструкция резца имеет режущие кромки из высокопрочных напаек. Такими режущими элементами хорошо получается обрабатывать твердые сплавы или чугун.
Сферы применения
К сферам применения зенковок относится использование на таких станках, как: — токарные; — сверлильные; — фрезерные; — расточные; — токарно-револьверные; — агрегатные. По уровню чистоты процедуру зенкования, как процесс технологического типа, квалифицируют как получистовую обработку. Ее, как правило, применяют перед тем, как развернуть отверстия в заготовочных элементах, изготовленных из различных материалов. Проведение подобной технологической операции обязательно выполняется на малых оборотах станка. Применяются некоторые разновидности зенковок также для обработки и снятия фасок в отверстиях, которые располагаются в труднодоступных местах – это инструменты обратного типа.
Отличия зенковки от цековки
Отличие от цековок зенковок в том, что первые относятся к инструменту зенкеру. Их основное назначение – работа с торцами. То есть цековка может пробурить углубление большего диаметра, чем само отверстие, и заодно выровнять торцовую плоскость в этом углублении, сделать так, чтобы оно было перпендикулярным оси канала.
Цековка тоже относится к элементам, где присутствует много лезвий. Кроме лезвий, цековка обязательно имеет направляющий элемент, который носит название цапфа. Цековка похожа на зенковку тем, что может выполнять практически такие же операции: создание потая под крепеж, снятие фаски, удаление заусенцев после сверления.
Цековку тоже можно применять только на специальном оборудовании, которым является сверлильный или токарный станок.
Уважаемые гости сайта, поддержите в комментариях эту тему! Когда возникает конструктивное общение, это всегда идет на пользу делу!
Отличие зенкования от зенкерования
Зенкование и зенкерование – это разные понятия, хоть и звучат очень похоже. Каждая технологическая операция имеет свои особенности и специфику. Под зенкованием понимается срезание достаточно большого слоя материала с заготовки для целей создания углублений, которые предназначены для скрытого установления крепежа. Кроме того, зенкование предназначено для выбора фасок. Зенкерование же представляет собой обработку внутренней поверхности материала будущего изделия для повышения точности, улучшения формы и качества в целом. Зенкер отверстие не углубляет, а лишь снимает очень тонкий слой материала, совершенствуя поверхность заготовки.
Конические зенковки бывают двух основных видов:
с поперечным отверстием
Это конусообразный режущий инструмент, снабженный отверстием, проходящим через боковую сторону конуса. Отверстие образует на конусе две режущие кромки и является каналом для вывода стружки в процессе резки. Данный инструмент лучше всего подойдет для работы с деревом, пластиком и другими мягкими материалами. Его также целесообразно использовать для удаления заусенцев, оставшихся после предыдущей операции.
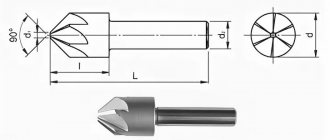
с несколькими режущими кромками
Это многолезвийный инструмент для работы по металлу, рабочая коническая часть которого состоит из 3 – 12 режущих кромок. Изготавливается из закаленной быстрорежущей стали. Чем больше диаметр конуса, тем больше у него режущих кромок. Хвостовая часть, с помощью которой он крепится в патроне, может быть цилиндрической, конической (конус Морзе) или шестигранной формы (бита).
Примечание:
Зенковки следует отличать от зенкеров, так как этот металлорежущий инструмент предназначен для решения иных технологических задач, а именно, для улучшения качества поверхности просверленных отверстий.
Полезные советы Обновлено: 16.11.2020 15:38:35