Особенности
Особенность этой резьбы определяется на основании следующих параметров:
- геометрические параметры;
- размер (количество витков на дюйм);
- направление нарезки;
- требуемый диаметр сверла;
- класс точности;
- область применения.
Все виды резьбы UNF относятся к категории мелкой. Её можно рассматривать как метрическую 60 градусов. Отличительной особенностью является единица измерения – это дюйм. Поэтому она называется дюймовая резьба или американская. Каждая мелкая резьба имеет свои отличительные размеры. Её аналогом является английская резьба BSW размеры, которой располагают в специальных таблицах
Специфические особенности можно разобрать по маркировке. Она состоит из следующих элементов:
- на первом месте расположена аббревиатура UNF (в дословном переводе означает «Унифицированная группа мелких резьб»);
- далее идёт указание размеров в дюймах;
- завершает маркировку значение шага.
Более подробно все параметры и особенности приводятся в специальных таблицах с указанием назначения и правил применения крепёжных деталей в американских соединениях.
Резьба стандарта UNC и UNF. Диаметр сверла под резьбу UNC, UNF
В авто и бытовой технике зарубежного производства, резьба UNC, UNF имеет широкое применение. Например, резьбу UNC 3/8 и 1/4 дюйма можно встретить в устройствах для фиксации видео-фотокамер (штативы, моноподы, кронштейны для вспышек). UNC, UNF это стандарт США, резьбы которых применяются в странах Европы, и в частности США. В России резьбу UNC и UNF называют дюймовая резьба.
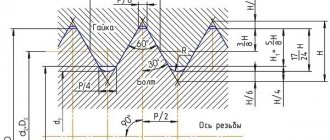
Профиль резьбы UNC, UNF такой же, как и в метрической резьбе 60°, но размеры резьбы считаются в дюймах.
UNC — крупная резьба; UNF — мелкая резьба.
Ниже в таблице приведены подробные размеры резьбы и необходимым диаметром сверла под нарезаемую резьбу.
| Унифицированная крупная резьба UNC | |||||
| Обозначение резьбы | Наружный диаметр, дюйм | Наружный диаметр, мм | Диаметр сверла под резьбу, мм | Число ниток на дюйм | Шаг нарезаемой резьбы, мм |
| N 1 — 64 UNC | 0,073 | 1,854 | 1,5 | 64 | 0,397 |
| N 2 — 56 UNC | 0,086 | 2,184 | 1,8 | 56 | 0,453 |
| N 3 — 48 UNC | 0,099 | 2,515 | 2,1 | 48 | 0,529 |
| N 4 — 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 — 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 — 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 — 32 UNC | 0,164 | 4,166 | 3,5 | 32 | 0,794 |
| N 10 — 24 UNC | 0,19 | 4,826 | 4 | 24 | 1,058 |
| N 12 — 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ — 20 UNC | 0,25 | 6,35 | 5,35 | 20 | 1,27 |
| 5/16″ — 18 UNC | 0,313 | 7,938 | 6,8 | 18 | 1,411 |
| 3/8″ — 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ — 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ — 13 UNC | 0,5 | 12,7 | 11,15 | 13 | 1,954 |
| 9/16″ — 12 UNC | 0,563 | 14,288 | 12,6 | 12 | 2,117 |
| 5/8″ — 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ — 10 UNC | 0,75 | 19,05 | 17 | 10 | 2,54 |
| 7/8″ — 9 UNC | 0,875 | 22,225 | 20 | 9 | 2,822 |
| 1″ — 8 UNC | 1 | 25,4 | 22,25 | 8 | 3,175 |
| 1 1/8″ — 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ — 7 UNC | 1,25 | 31,75 | 28,85 | 7 | 3,628 |
| 1 3/8″ — 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ — 6 UNC | 1,5 | 38,1 | 34,7 | 6 | 4,233 |
| 1 3/4″ — 5 UNC | 1,75 | 44,45 | 40,4 | 5 | 5,08 |
| 2″ — 4 1/2 UNC | 2 | 50,8 | 46,3 | 4,5 | 5,644 |
| 2 1/4″ — 4 1/2 UNC | 2,25 | 57,15 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ — 4 UNC | 2,5 | 63,5 | 58,5 | 4 | 6,35 |
| 2 3/4″ — 4 UNC | 2,75 | 69,85 | 64,75 | 4 | 6,35 |
| 3″ — 4 UNC | 3 | 76,2 | 71,1 | 4 | 6,35 |
| 3 1/4″ — 4 UNC | 3,25 | 82,55 | 77,45 | 4 | 6,35 |
| 3 1/2″ — 4 UNC | 3,5 | 88,9 | 83,8 | 4 | 6,35 |
| 3 3/4″ — 4 UNC | 3,75 | 95,25 | 90,15 | 4 | 6,35 |
| 4″ — 4 UNC | 4 | 101,6 | 96,5 | 4 | 6,35 |
| Унифицированная крупная резьба UNC | |||||
| Обозначение резьбы | Наружный диаметр, дюйм | Наружный диаметр, мм | Диаметр сверла под резьбу, мм | Число ниток на дюйм | Шаг нарезаемой резьбы, мм |
| N 0 — 80 UNF | 0,06 | 1,524 | 1,25 | 80 | 0,317 |
| N 1 — 72 UNF | 0,073 | 1,854 | 1,55 | 72 | 0,353 |
| N 2 — 64 UNF | 0,068 | 2,184 | 1,9 | 64 | 0,397 |
| N 3 — 56 UNF | 0,099 | 2,515 | 2,15 | 56 | 0,453 |
| N 4 — 48 UNF | 0,112 | 2,845 | 2,4 | 48 | 0,529 |
| N 5 — 44 UNF | 0,125 | 3,175 | 2,7 | 44 | 0,577 |
| N 6 — 40 UNF | 0,138 | 3,505 | 2,95 | 40 | 0,635 |
| N 8 — 36 UNF | 0,164 | 4,166 | 3,5 | 36 | 0,705 |
| N 10 — 32 UNF | 0,19 | 4,826 | 4,1 | 32 | 0,794 |
| N 12 — 28 UNF | 0,216 | 5,486 | 4,7 | 28 | 0,907 |
| 1/4″ — 28 UNF | 0,25 | 6,35 | 5,5 | 28 | 0,907 |
| 5/16″ — 24 UNF | 0,313 | 7,938 | 6,9 | 24 | 1,058 |
| 3/8″ — 24 UNF | 0,375 | 9,525 | 8,5 | 24 | 1,058 |
| 7/16″ — 20 UNF | 0,438 | 11,112 | 9,9 | 20 | 1,27 |
| 1/2″ — 20 UNF | 0,5 | 12,7 | 11,5 | 20 | 1,27 |
| 9/16″ — 18 UNF | 0,563 | 14,288 | 12,9 | 18 | 1,411 |
| 5/8″ — 18 UNF | 0,625 | 15,875 | 14,5 | 18 | 1,411 |
| 3/4″ — 16 UNF | 0,75 | 19,05 | 17,5 | 16 | 1,587 |
| 7/8″ — 14 UNF | 0,875 | 22,225 | 20,4 | 14 | 1,814 |
| 1″ — 12 UNF | 1 | 25,4 | 23,25 | 12 | 2,117 |
| 1 1/8″ — 12UNF | 1,125 | 28,575 | 26,5 | 12 | 2,117 |
| 1 1/4″ — 12 UNF | 1,25 | 31,75 | 29,5 | 12 | 2,117 |
| 1 3/8″ — 12 UNF | 1,375 | 34,925 | 32,75 | 12 | 2,117 |
| 1 1/2″ — 12 UNF | 1,5 | 38,1 | 36 | 12 | 2,117 |
Применение резьбы UNF
Цилиндрическая дюймовая резьба, к которой относятся UNF и BSW обладают мелким шагом. Поэтому они применяются для различных крепёжных конструкций, к которым предъявляются повышенные требования соединений. Такая резьба с мелким шагом применяется в двух видах соединений:
- высокопрочных;
- регулировочных.
Обладая дюймовой резьбой размером в одну четверть и полтора дюйма (по американскому стандарту), она применяется в следующих агрегатах и конструкциях:
- различных видах трубных соединений (дюймовых, калиброванных, сантехнических, газовых);
- гидравлических конструкциях (фитинги, краны переходники);
- резьбовых адаптерах;
- накидные гайки;
- болты и гайки крепления конструкций различных агрегатов.
Универсальность и обеспечение хорошей надёжности позволяет применять американскую конструкцию в машиностроении и при производстве станков, оборудования и инструментов.
Конические трубные резьбы
рисунок трубные конические резьбы
Коническая трубная резьба ГОСТ 6211-81 (1-й типоразмер)
Единица измерения параметров: Дюйм
Соответствует закругленному профилю трубной цилиндрической резьбы с углом 55°. См. верхнюю часть (I) трехмерного изображения «рисунок трубные конические резьбы».
Условное обозначение
Международная: R
Япония: PT
Великобритания: BSPT
Указывается буква R и номинальный диаметр Dy. Обозначение R означает наружный вид резьбы, Rc внутренний, Rp внутренний цилиндрический. По аналогии с цилиндрической трубной резьбой для левой резьбы используется LH.
Примеры:
R1 ½ — наружная трубная коническая резьба, номинальный диаметр Dy = 1 ½ дюйма.
R1 ½ LH — наружная трубная коническая резьба, номинальный диаметр Dy = 1 ½ дюйма, левая.
Коническая дюймовая резьба ГОСТ 6111 — 52 (2-й типоразмер)
Единица измерения параметров: Дюйм
Изготавливается на поверхностях с конусностью 1:16
Имеет угол профиля 60°. См. нижнюю часть (II) трехмерного изображения «рисунок трубные конические резьбы». Применяется в трубопроводах (топливных, водяных, воздушных) машин и станков с относительно невысоким давлением. Использование данного типа соединения предполагает герметичность и стопорение резьбы без дополнительных специальных средств (льняных нитей, пряжи с суриком).
Условное обозначение
Первой идет буква К, далее ГОСТ.
Пример:K ½ ГОСТ 6111 — 52
Расшифровывается как: резьба коническая дюймовая с наружным и внутренним диаметром в основной плоскости примерно равным наружному и внутреннему Ø трубной цилиндрической резьбы G ½
Таблица основных параметров конической дюймовой резьбы
| Обозначение размера резьбы (d,дюймы) | Число ниток на 1″ n | Шаг резьбы S, мм | Длина резьбы, мм | Наружный диаметр резьбы в основной плоскости d, мм | |
| Рабочая l1 | От торца трубы до основной плоскости l2 | ||||
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,895 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 10,272 |
| 1/4 | 18 | 1,411 | 9,5 | 5,080 | 13,572 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 17,055 |
| 1/2 | 14 | 1,814 | 13,5 | 8,128 | 21 793 |
| 3/4 | 14 | 1,814 | 14,0 | 8,611 | 26,568 |
| 1 | 11 1/2 | 2,209 | 17,5 | 10,160 | 33,228 |
| 1 1/4 | 11 1/2 | 2,209 | 18,0 | 10,668 | 41,985 |
| 1 1/2 | 11 1/2 | 2,209 | 18,5 | 10,668 | 48,054 |
| 2 | 11 1/2 | 2,209 | 19,0 | 11,074 | 60,092 |
Изготовление резьбы
Порядок и правила её нарезания по американскому стандарту UNF не отличается от методики нарезания с применением метрической системы. Единственным отличием является применение специального инструмента и методов настройки станка. Как и для метрических соединений пользуются ручным или механическим способом нарезания резьбы. Оба способа применимы для нарезания внутренней и наружной резьбы.
При ручном способе используют специальные наборы метчиков и плашек, которые предназначены для нарезания. Такие наборы включают в себя приспособления, имеющие стандартный типоразмер и соответствуют принятым международным стандартам.
Основными правилами, которые необходимо соблюдать при нарезании являются:
- выбор необходимого диаметра сверла;
- предварительный подбор диаметра (он должен быть равен диаметру с вычетом шага).
Эти данные приводятся в справочных таблицах. Если такие таблицы отсутствуют расчёт необходимо произвести самостоятельно.
На предприятиях, занимающихся массовым производством деталей в которых применяется дюймовая американская цилиндрическая резьба такого стандарта, используют механические методы нарезания. Эта операция производится с применением следующего оборудования:
- токарных станков оснащённых специальными метчиками;
- резьбонарезных станков, способных производить наружное и внутреннее нарезание;
- токарно-винторезных станках, оснащённых числовым программным управлением.
Третий вид станков снабжается специальными программами, которые позволяют нарезать весь перечень UNF.
Технология нарезания
Резьбу UNC создают путем снятия части материала с поверхностей цилиндрических и конических заготовок. Это осуществляют на станках. В зависимости от типа применяют метчики и плашки (для внутреннего и наружного соответственно).
Хвостовик служит для монтажа в воротке или патроне станка. Рабочая часть подразделена на заборную и калибрующую. Первая осуществляет нарезание, вторая служит для калибровки. Режущие кромки сформированы продольными канавками, которые к тому же обеспечивают выход стружки. Ограниченные канавками режущие части называют режущими перьями.
На станках чаще всего применяют машинные варианты, однако для твердых и вязких материалов требуются специфические комплекты метчиков, включающие два либо три инструмента. Они отличаются по чистоте обработки и выполняют различный объем работ. Так, для комплекта из двух метчиков используется пропорция 75/25%, из трех – 60/30/10%. Конструктивно метчики одного набора отличаются длиной заборной части, которая наибольшая у чернового варианта. Для заготовок с поверхностью, прерванной канавкой либо пазом, применяют инструменты с числом канавок, не кратным количеству пазов, и с винтовыми канавками. Вторые также подходят для отверстий длиной от двух диаметров. При этом необходимо соответствие направления винтовой канавки нарезаемой резьбе. Специфические варианты представлены бесканавочными метчиками. Они рассчитаны на создание коротких сквозных резьб. Такие инструменты отличаются большей прочностью и лучшим качеством работ. Еще одна специфическая версия метчиков – с зубьями в шахматном порядке, рассчитанная на короткие сквозные резьбы на вязких материалах. Они сокращают трение, улучшают подвод смазочно-охлаждающей жидкости и стружкообразование. Метчики устанавливают аналогично плашкам либо в патроны для них. Скорость работ составляет 5-12 для стали и 6-22 м/с для прочих материалов. При нарезании требуется охлаждение маслом либо эмульсией.
Ввиду различной конфигурации на станках их монтируют в разные держатели. Так, для лерок применяются леркодержатели, представленные воротками в виде рамок с 2 рукоятками. Плашка находится внутри и фиксируется тремя винтами, входящими в углубления на ее боках. Клуппы для раздвижных вариантов выполнены в виде косых рамок с 2 рукоятками. Полуплашки размещают в отверстии, регулируя размер нажимным винтом.
Перед нарезанием резьбы поверхность заготовки обрабатывают. Для наружного соединения требуется обеспечить меньший ее диаметр по отношению к внешнему диаметру резьбы. Данная разница составляет примерно 0,1-0,3 мм в зависимости от размера соединения. На торце снимают фаску, соответствующую высоте профиля, для формирования захода. Плашку монтируют с держателем в гнезде головки либо пиноли задней бабки. Скорость работ определяется типом материала. Так, для стальных заготовок она равна 3-4, для чугунных – 2-3, для латунных – 10-15 м/мин.