Подготовка к выполнению операции вручную
Считается, что история первых винтовых соединений началась задолго до рождения Христа. Первопроходцем является древний философ, математик и механик Архит Тарентский, живший в 3 веке до нашей эры. Его последователем стал знаменитый на весь мир Архимед, воспользовавшись данным учением и применивший науку на практике для перемещения жидкостей и сыпучих веществ. Однако теоретические учения не вошли в учебники или были забыты (точно неизвестно), и технологический пик пришелся на 19 столетие нашей эры. Английский ученый или изобретатель Генри Модсли впервые представил научному сообществу аппарат в виде токарно-винторезного станка, с помощью которого и производилась точечная нарезка. По итогу дата создания оборудования приравнивается к промышленной революции, так как до этого времени ничего подобного не было придумано и именно с этого момента происходит прорыв во всех отраслях народного хозяйства во всем мире. К этому процессу приложили «руки» ученые, занимающиеся проблемами металлургии, машиностроения, материаловедения, станкостроения и других немаловажных для жизни прикладных наук.
А теперь рассмотрим подготовительные работы по нарезке трубной резьбы вручную.
Сначала давайте разберемся, что под этим подразумевается и каковы ее параметры. Это прорезанные канавки с равномерным шагом между витками и с одинаковым геометрическим профилем на материале конической или цилиндрической формы. Используются для соединения различных деталей, узлов повсеместно от строительства дома и проведения водоснабжения до машино- и судостроения.
Мы предоставляем вам схематическое изображение, чтобы освежить в памяти знания.
а – обозначает внешнюю резьбу. Чаще гражданам приходится самостоятельно нарезать такой вид для соединения сантехнических устройств.
б – внутренняя обработка.
На картинке в обоих вариантах диаметр обозначается английскими буквами d, d1 и, соответственно, D, D1.
Вы ошибаетесь, считая, что резьбовую операцию невозможно произвести в домашних условиях без применения специальной техники. Все можно изготовить самостоятельно без чрезмерных финансовых вложений с помощью подручных инструментов.
Для этого перед началом работы стоит обратить внимание на следующие моменты:
- Загрязненность заготовки. Если на поверхности существуют инородные включения, земля, ржавчина, окалина, маслянистые отложения, следы от нефтепродуктов и т.д., то абсолютно понятно, что эти проблемы необходимо устранить очищением. В противном случае посторонние включения вполне вероятно ухудшат качество сделанных витков.
- От производителей мы зачастую получаем деталь с фаской на конце, то есть с подворотом. Этот дефект необходимо устранить при помощи болгарки, а лучше всего напильником. Так вы получите высококачественный образец.
- Если вы хотите получить изделие должного уровня, то придется нанести смазочный материал.
Мы рекомендуем вам прислушаться к нашим советам, в противном случае рабочая часть способна сильно износится, а само мероприятие затянется на неопределенное время и вполне вероятно, что невыполнение условий способно привести к деформации детали и в конечном счете к ее поломке.
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются последующим методом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для вырезки резьбы, нужно сформировать углубление для более четкого захода сверла, используя керн и обыденный молоток. Сверло фиксируется в патроне электродрели либо сверлильного станка, на которых выставляются низкие обороты вращения инструмента. До сверления режущую часть сверла нужно обработать смазывающим составом: смазанный инструмент легче заходит в структуру обрабатываемого материала и делает наименьшее трение в зоне выполнения обработки. Смазывать сверло можно куском обыденного свиного сала либо солидолом, а при обработке вязких материалов для этих целей употребляют машинное масло.
- Если порезать резьбу нужно в деталях маленького размера, их следует за ранее зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, нужно расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует часто смазывать метчик и смотреть за тем, чтоб он не перекашивался и двигался строго в данном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, нужно снять фаску, глубина которой должна составлять 0,5–1 мм (зависимо от поперечника отверстия). Для этой цели можно использовать сверло большего поперечника либо зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика. который первым устанавливается в вороток. Не стоит забывать о смазке, которая непременно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия нужно выставить в самом начале работы, потому что позже, когда инструмент будет находиться уже снутри отверстия, сделать это не получится. Нарезая резьбу метчиком, нужно придерживаться последующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот вспять, с его режущей части сбрасывается стружка и миниатюризируется нагрузка на него. Нарезание резьбы плашкой производится по аналогичной методике.
- Нарезав резьбу метчиком. в вороток устанавливают инструмент. а после него – Обработка ими производится по вышеперечисленной методике. При нарезании резьбы метчиками и плашками нужно ощущать, когда инструмент начинает крутиться с усилием. Как наступает таковой момент, следует провернуть вороток в оборотную сторону, чтоб скинуть стружку с режущей части инструмента.
READ Переделка Аккумулятора На Шуруповерт Интерскол 14 4
Чем тверже обрабатываемый материал, тем обильнее нужно смазывать метчик в процессе вырезки резьбы
До того как делать внутреннюю резьбу с помощью метчика либо нарезать резьбу плашкой на внешних поверхностях, следует отлично изучить эти процедуры и строго следовать правилам их проведения. Исключительно в таком случае можно рассчитывать на то, что итог удовлетворит вас своим качеством и точностью.
Метчик – инструмент, при помощи которого можно стремительно и точно порезать резьбу в приготовленном отверстии. Это стержень, разбитый на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке либо патроне станка. Удаление стружки обеспечивают продольные либо винтообразные канавки, находящиеся на режущей части. Для производства этого инструмента употребляют углеродистые либо быстрорежущие стали. Чтоб отменно порезать внутреннюю резьбу, следует знать, как верно избрать метчик и приготовить отверстие.
Как вручную нарезать резьбу плашкой на трубе – пошаговое руководство
Механический инструмент – это, по сути, гайка, сделанная из закаленной высококачественной стали. С торца имеются отверстия в виде лепестков цветка, необходимые для отведения отработанной стружки. Внутренняя часть представлена острыми режущими кромками. На корпусе просверлены два отверстия, в которые вставляется рукоятка для обеспечения равномерного воздействия.
Является самой распространенной моделью из-за легкости и простоты использования:
- Вертикально расположенную трубу фиксируем при помощи зажимов (тисков).
- Очищаем поверхность от загрязнений.
- Создаем фаску для точной центровки.
- На плоскость наносим масло для лучшего передвижения плашки.
- Элемент вставляем строго перпендикулярно заготовке во избежание перекоса, который даже под небольшим градусом способен привести к неправильному созданию витков.
- Крутим рукоятку по часовой стрелке, делаем два оборота и возвращается назад. Таким образом, мы освобождаем отработанную стружку.
Рез ручным клуппом
В домашней мастерской рекомендуется проводить рез ручным клуппом. Посреди особенностей подобного процесса можно отметить последующие моменты:
- Рабочая часть устанавливается в особом держателе, выполненном в виде трещотки. Он значительно упрощает процесс нарезания витков на поверхности трубы.
- Начать работу можно с чистки трубы. Стоит учесть, что при нарезать витки можно только при отсутствии сильных изъянов.
- Зачистка поверхности проводится до металла, пока он не начнет поблескивать.
- Внешняя кромка обрабатывается для получения фаски. Из-за этого обеспечивается захождение инструмента.
- Поверхность обрабатывается техническим вазелином. Он понижает степень трения, делает ход инструмента более плавным.
- Труба крепится в тисках, можно задерживать ее и газовым ключом. Принципиально исключить возможность наклона либо смещения трубы при оказании на нее высочайшей нагрузки.
Работа предугадывает совершение нескольких витков по часовой стрелке, после этого в оборотном направлении. Это делается для того, чтоб удалить стружку с зоны резания.
Нарезание трубной резьбы клуппом
Такой механический комплект продается в любых специализированных магазинах и особенно популярен среди пользователей, так как нет необходимости проводить операцию по отцентрованию. Данная функция включена в комплектацию.
Наружнее устройство клуппа выглядит более сложно, но внутреннее содержание настолько конструктивно, что позволяет быстро и качественно сделать работу.
Инструмент состоит из:
- Круглой металлической рамки, отлитой из прочного сплава.
- Четырех съемных резцов или гребенки лезвий. Второй образец имеет колоссальное преимущество. Первые резцы при движении делают неглубокие канавки, а следующие, более высокие, скользя по «черновой» дорожке, вырезают полноценную, готовую к использованию.
- Широкого держателя с направляющей трубкой, который минимизирует процесс перекоса.
Инструкция по применению:
- Клупп устанавливается в трещотку, а на край обрабатываемой детали – направляющая.
- Резцы смазываются для совершения плавного хода/
- Начинается работа трещотки, которая вращается вокруг своей оси.
Нарезаем резьбу на трубе возле стены
Если заготовка расположена в месте, где нет пространства для подхода и осуществления операции, то мы предлагаем несколько способов, минимизирующие финансовые издержки, которые обязательно возникнут в нестандартной ситуации:
- Если существует возможность демонтажа небольшого участка стены, например, снятия керамической плитки, то воспользуйтесь этим. Так у вас освободится значительное пространство для выполнения поставленной задачи.
- Трубопровод состоит из нескольких частей. Придется разобрать линию и нарезать на снятой секции.
- Как мы писали выше, резцы нуждаются в постоянной смазке. Однако масло с горизонтальной поверхности стекает. Поэтому рекомендуется делать манипуляцию в несколько проходов – таким образом создается идеальное качество поверхности.
- Строго контролируйте расположение инструмента параллельно оси и оказывайте достаточную нагрузку.
Как правильно нарезать внутреннюю трубную резьбу
Профессионалы и любители знают о существовании такого элемента, как метчик. Это инструмент, при помощи которого можно сделать винтовое отверстие в условиях обычной домашней мастерской, соответствующее требованиям ГОСТа.
Он состоит из заборной, калибрующей и хвостовой частей. Позволяет, в зависимости от технологического решения производителей, создавать резьбу в подготовленном сквозном или глухом отверстии за один/два/три прохода путем возвратно – поступательного движения.
Рабочий процесс состоит из нескольких этапов:
Труба ставится строго перпендикулярно горизонтальной поверхности.
Подготовка к нарезанию внутренней резьбы
Для того чтоб процесс нарезания внутренней резьбы с помощью метчика не вызывал особенных затруднений и закончился высококачественным результатом, нужно верно приготовиться к этой технологической операции. Все методы нарезания резьбы с помощью метчика подразумевают, что в обрабатываемой детали уже выполнено отверстие с подходящим поперечником. Если внутренняя резьба, которую нужно нарезать, имеет стандартный размер, то для определения поперечника предварительного отверстия может быть применена особая таблица с данными по ГОСТу.
Таблица 1. Поперечникы отверстий, высверливаемых под стандартную метрическую резьбу
В этом случае, если резьба, которую нужно нарезать, не относится к категории стандартных, высчитать поперечник отверстия для ее выполнения можно по универсальной формуле. Сначала нужно изучить маркировку метчика, в какой в неотклонимом порядке указываются тип нарезаемой резьбы, ее поперечник и шаг, измеряемые в миллиметрах (для метрических). Потом, чтоб найти размер поперечного сечения отверстия, которое нужно просверлить для резьбы, довольно от ее поперечника выHonor шаг. К примеру, если для нарезания необычной внутренней резьбы будет употребляться инструмент с маркировкой М6х0,75, то поперечник предварительного отверстия рассчитывается последующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая верно избрать сверло, при помощи которого делают предварительные работы.
Таблица 2. Поперечникы отверстий, высверливаемых под дюймовую резьбу
Принципиальным для получения высококачественного результата является вопрос не только лишь о том, чем нарезают резьбу, да и о том, каким сверлом делать подготовительное отверстие. Выбирая сверло, нужно уделять свое внимание на характеристики и качество его заточки, также на то, чтоб оно крутилось в патроне применяемого оборудования без биения.
Угол заточки режущей части подбирается зависимо от того, какой твердостью обладает материал, который нужно сверлить. Чем выше твердость материала, тем больше должен быть угол заточки сверла, но это значение не должно превосходить 140°.
При высверливании глухих отверстий контролируем глубину сверления
Как верно порезать резьбу? Для начала нужно подобрать инструменты и расходные материалы:
- электрическую дрель либо сверлильный станок, способные работать на низких оборотах;
- сверло, поперечник которого рассчитывается либо подбирается по справочным таблицам;
- сверло либо зенковку, с помощью которых с края приготовленного отверстия будет сниматься фаска;
- набор метчиков соответственного размера;
- ручной держатель для метчиков (вороток);
- слесарные тиски (если изделие, в каком нужно порезать резьбу, нужно зафиксировать);
- керн;
- молоток;
- машинное масло либо другой состав, которым в процессе обработки нужно смазывать как метчик, так и нарезаемый им участок резьбы;
- ветошь.
Станок для нарезки углублений
Комплектация возможна в разных модификациях, все зависит от завода-производителя. Однако суть у всех станков одинакова – с их помощью нарезается резьба в промышленных масштабах.
К преимуществам необходимо отнести:
Существует функция программирования параметров диаметра и шага с автоматическим включением реверса.
Стандарты резьб
Рассмотрим несколько вариантов. Стоит учесть, что некоторые вообще перестали применяться при изготовлении. Поэтому мы акцентируем ваше внимание на конкретных видах, востребованных во всем мире.
G — Цилиндрическая (дюймовая) трубная резьба
В Русской системе стандартизации обозначается ГОСТ 6357-81, на мировой арене – BSPP. Именно такие изделия в большинстве случаев применяются в работе с газовыми или водопроводными трубами и продаются в любой торговой точке. Как правило, бронзовая, стальная, или латунная сантехническая арматура оснащается данным стандартом. Что касаемо самостоятельной нарезки, то вам придется пользоваться английской аббревиатурой.
Плюсы заключаются в следующем:
G – международный знак резьбы, понятный всем.
| Шаг в мм, P | Количество витков |
| 0,907 | 28 |
| 1,337 | 19 |
| 1,814 | 14 |
| 2,309 | 11 |
Расшифровка очень простая и по ней можно понять, какой параметр что обозначает. Итак:
Для полного понимания необходимо ознакомиться с таблицей и в дальнейшем взять ее на вооружение, так как именно представленные значения наиболее часто встречаются в домашних инженерных конструкциях.
| Размер условного прохода резьбы G | Шаг в миллиметрах | Диаметры (мм) |
| Ряд 1 Ряд 2 | d=D d2=D2 d1=D1 | |
| 1/8 | 0,907 | 9,728 9,147 8,566 |
| 1/4 | 1,337 | 13,154 12,301 11,445 |
| 3/8 | 16,662 15,806 14,95 | |
| 1/2 | 1,814 | 20,955 19,793 18,631 |
| 5/8 | 22,911 21,749 20,587 | |
| 3/4 | 26,441 25,279 24,117 | |
| 7/8 | 30,201 29,039 27,877 | |
| 1 | 2,309 | 33,249 31,77 30,291 |
| 1/8 | 37,897 36,418 34,939 | |
| 1-1/4 | 41,91 40,431 38,952 | |
| 3/8 | 44,323 42,844 41,365 | |
| 1-1/2 | 47,803 46,324 44,845 | |
| 3/4 | 53,746 52,267 50,788 | |
| 2 | 59,614 58,135 56,656 |
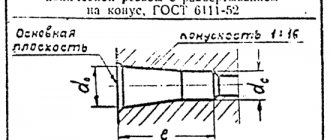
R — стандарт трубной конической резьбы
BSPT является аббревиатурой международного значения и подчиняется отечественному нормативу по ГОСТу за номером 6211-81.
По своему устройству процесс напоминает действие с цилиндрической заготовкой, но только с небольшим уклоном в масштабе 1:16.
Согласно государственному стандарту данный процесс должен отвечать таким требованиям:
- Угол профиля составляет 55 градуса.
- Создание шага соответствует определенному размеру трубы.
- Максимально возможный диаметр используемого изделия – 6 дюймов. Более широкие образцы не подлежат винтообразному соединению, в таких случаях применяется сварка или фланцы.
Соединительная арматура данного стандарта используется в местах с повышенным давлением и температурой для максимальной герметизации системы. Поэтому необходимо в точности соблюдать установленный страной норматив по соотношению параметров.
Прочие стандарты
Существуют еще несколько видов, но мы о них напишем совсем немного, так как в быту гражданин, скорее всего, их не будет использовать:
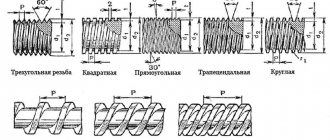
- Метрическая нарезка, которая не подходит для монтажа труб. По названию понятно, что на схемах и чертежах единицей измерения является производная от метра, то есть миллиметр.
- Буквы Кр на изделии говорят о том, что это сантехнический товар со своеобразным профилем и плавной круглой резьбой.
- NPSM, NPT, NPTF являются обозначением американской системы стандартизации. Продукция имеет форму равнобедренного треугольника и отличается от своих аналогов углом профиля, который соответствует 60, а не 55 градуса.
Конечно, вряд ли вам в работе подойдут данные виды стандарта, но стоит напомнить параметры BSPP, чтобы вы смогли их отличить от других в случае необходимости.
| Обозначение условного прохода | Число витков на 1 дюйме | d=D | d2=D2 | d1=D1 |
| 1|8 | 27 | 10,272 | 9,510 | 8,766 |
| 1|4 | 18 | 13,572 | 12,443 | 11,314 |
| 3|8 | 17,055 | 15,926 | 14,797 | |
| 1|2 | 14 | 21,223 | 19,772 | 18,321 |
| 3|4 | 26,568 | 25,117 | 23,666 | |
| 1 | 11 1|2 | 33,228 | 31,461 | 29,694 |
| 1 1|4 | 41,985 | 40,218 | 38,451 | |
| 1 1|2 | 48,054 | 46,287 | 44,52 | |
| 2 | 60,092 | 58,325 | 56,558 |
Как и чем нарезать резьбу на трубе своими руками: инструмент, способы и виды резьб
Резьбовое соединение – наиболее удобное для монтажа сантехнических коммуникаций. Ее показатели прочности ниже, в сравнение со сваркой. Но, если необходима замена трубы, достаточно открутить гайку и получить доступ ко всей системе.
Большинство труб идут с конвейера без нарезанного соединения. В этом случае трубные резьбы можно нарезать самостоятельно.
Sources:
https://mnogotolka.ru/info/mozhno-li-narezat-rezbu-na-nerzhavejke/ https://flagman-ug.ru/nerzhavejka/narezka-rezby-na-nerzhaveyushhej-trube-vruchnuyu.html
На нержавейке
Данная сталь обладает прекрасными антикоррозийными характеристиками, однако высокая прочность и вязкость из-за обилия в составе легирующих веществ, приводит к трудностям в процессе обработки. Для облегчения задачи требуется особый вид смазки и соблюдение требований по заточке инструмента.
Мы предоставляем вам видео по нарезке резьбы на водопроводных трубах вручную. Изучив материал, вы сможете самостоятельно без приглашенных специалистов произвести работу: