ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ
ДИАМЕТРЫ
ГОСТ 21350-75
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ СОВЕТА МИНИСТРОВ СССР
Москва
РАЗРАБОТАН, ВНЕСЕН И ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
И.о. директора Герасимов Н.Н.
Руководитель темы и исполнитель Зарослова М.П.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3877
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ Диаметры Holes for threading pipe taper screw thread. Diameters | ГОСТ 21350-75 Взамен МН 5389-64 |
Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3877 срок действия установлен
с 01.01.77
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной конической резьбы по ГОСТ 6211 -69 в изделиях из сталей по ГОСТ 380 -71, ГОСТ 4543-71 , ГОСТ 1050 -74, ГОСТ 5058-75 и ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859 -66.
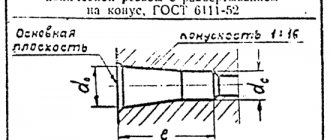
2. Диаметры отверстий с развертыванием на конус и их предельные отклонения должны соответствовать указанным на черт. 1 и в табл. 1.
Таблица 1
Размеры в мм
| Число ниток на 1 ² | Шаг Р | Диаметр отверстия | Глубина сверления l | d c | d o | Номин. | Пред. откл. | Номин. | Пред. откл. | 0,907 | 8,10 | 0,20 | 8,57 | 0,10 | 1,337 | 10,80 | 0,24 | 11,45 | 14,30 | 14,95 | 1,814 | 17,90 | 18,63 | 23,35 | 0,28 | 24,12 | 2,309 | 29,35 | 30,29 | 1 1/4 | 37,80 | 0,34 | 38,95 | 1 1/2 | 43,70 | 44,85 | 55,25 | 0,40 | 56,66 | |||||||||
Примечание. Для резьб с номинальным размером свыше 2 ² номинальные диаметры отверстий d
o и их предельные отклонения должны быть равны установленным ГОСТ 6211 -69 для внутреннего диаметра резьбы.
3. Диаметры отверстий без развертывания на конус и их предельные отклонения должны соответствовать указанным на черт. 2 и в табл. 2.
4. Допускается под нарезание трубной конической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
5. Диаметры сверл для отверстий под нарезание резьбы указаны в рекомендуемом .
Таблица 2
Размеры в мм
| Номинальный размер резьбы в дюймах | Число ниток на 1 ² | Шаг Р | Диаметр отверстия d c | Глубина сверления l | Номин. | Пред. откл. | 1 / 8 | 0,907 | 8,25 | 0,20 | 1 / 4 | 1,337 | 11,05 | 0,24 | 3 / 8 | 14,50 | 1 / 2 | 1,814 | 18,10 | 0,28 | 3 / 4 | 23,60 | 2,309 | 29,65 | 1 1 / 4 | 38,30 | 0,34 | 1 1 /2 | 44,20 | 56,00 | 0,40 | Диаметры сверл для отверстий под нарезание трубной конической резьбы Размеры в мм Номинальный размер резьбы в дюймах | Число ниток на 1 ² | Шаг Р | Диаметр сверла для отверстия | с развертыванием на конус | без развертывания на конус | 1 / 8 | 0,907 | 1 / 4 | 1,337 | 10,8 | 11,1 | 3 / 8 | 14,25 | 14,5 | 1 / 2 | 1,814 | 3 / 4 | 23,25 | 2,309 | 1 1 / 4 | 38,25 | 1 1 /2 | 56,00 | ||||||||
Выполнение внутренней резьбы обычно не вызывает сложностей. Но некоторые особенности использования инструмента и подбора отверстий под нарезание метрической резьбы существуют.
Виды резьбы
Различаются по основным характеристикам:
- системе исчисления диаметра (дюймовая, метрическая, другие);
- количество заходов (двух-, трех- или однозаходная);
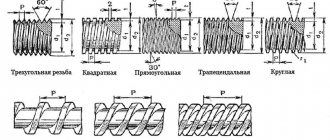
- форма профиля (прямоугольный, трапециевидный, треугольный, круглый);
- направление вращения винта (левая или правая);
- размещение на детали (внутренняя или наружная);
- форма детали (конус или цилиндр);
- назначение (ходовая, крепежно-уплотнительная или крепежная).
Согласно перечисленным признакам выделяют следующие виды:
- цилиндрическая (MJ);
- метрическая и коническая (M, MK);
- трубная (G, R);
- Эдисона круглая (E);
- трапецеидальная (Tr);
- круглая для сантехнического крепежа (Kp);
- упорная (S, S45);
- дюймовая, в том числе цилиндрическая и коническая (BSW, UTS, NPT);
- нефтяного сортамента.
Инструменты для выполнения внутренней резьбы
Чтобы сделать внутреннюю нарезку, необходим метчик — винтообразный инструмент с острыми канавками. Стержень может иметь форму конуса либо цилиндра. Канавки идут вдоль и разбивают резьбу на участки, именуемые гребенками. Именно края гребенок и являются рабочими поверхностями.
Чтобы канавка получилась чистой, металл снимается постепенно, слоями. Для этого нужен один очень длинный инструмент или набор.
Единичные метчики тоже встречаются в продаже, их чаще используют для исправления сорванной резьбы. Для нарезки новой покупают комплект. Поэтому обычно продаются метчики парами: для черновой и для чистовой работы. Первый прорезает неглубокую канавку, второй зачищает и углубляет ее. Существуют и трехпроходные инструменты. Тонкие, до 3 миллиметров метчики продаются по два, более широкие — по три. Трехпроходные метчики вставляются в воротки. Устройство воротков различно, но размер их должен совпадать с размером резака.
В наборе инструменты различают по рискам, нанесенным на хвостовом конце. Если присмотреться внимательно, можно заметить отличия формы:
- первый метчик с сильно обрезанными верхушками зубьев, внешний диаметр чуть меньше других инструментов в наборе;
- второй метчик с более коротким заборным сегментом, более длинными гребнями. Его диаметр чуть больше, нежели у первого;
- третий метчик обладает полными гребнями зубцов, а его диаметр должен совпадать с размерами будущей резьбы.
Метчики делятся на трубные (отмечаются маркировкой «G») для нарезки резьбы внутри трубы и метрические — более распространенные.
Качество напрямую зависит от свойств метчика: он должен быть из хорошего металла и острым. Чтобы продлить срок использования инструмента и повысить качество резьбы, применяют смазку. Обычно для приобретения устойчивого навыка нарезки требуется сделать 3 — 5 попыток.
Процесс нарезания
Перед тем, как приступить к нарезке, следует с помощью свёрл проделать в заготовке отверстие. Диаметр отверстия от сверла должен совпадать с внутренним размером резьбы. Когда размер сделанного свёрлами отверстия подобран неправильно, можно сломать инструмент или канавки получатся некачественными.
Во время нарезки часть металла не выпадает со стружками, а продавливается по рабочим поверхностям метчика, формируя на заготовке профиль канавки. Учитывая эту особенность, размер сверла, которым делается отверстие под резьбу, подбирают немного меньше, чем номинальный поперечник будущей резьбы.
Например, при нарезке М5 (диаметр канавки составляет 5 мм) следует выбирать сверло под отверстие 4,2 миллиметра. Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Формула вычисления диаметра отверстия при работе с трехпроходными метчиками:
До=Дм * 0,8
;
здесь: Дм — диаметр метчика.
| Тип | Диаметр | Шаг |
| М1 | 0,75 | 0,25 |
| М1,2 | 0,95 | 0,25 |
| 1,4 | 1,1 | 0,3 |
| 1,7 | 1,3 | 0,36 |
| 2,6 | 1,6 | 0,4 |
| 2,8 | 1,9 | 0,4 |
| М3 | 2,1 | 0,46 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,1 | 0,8 |
| М6 | 4,9 | 1 |
| М8 | 6,7 | 1,25 |
| М10 | 8,4 | 1,5 |
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца. Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 1\2 оборота по ходу чередуется с 1\4 оборота против хода винта для разрушения стружки.
| Резьба в дюймах | Наружный Д, мм | Диаметр, в мм | Шаг, мм |
| 1\8″ | 2,095 | 0,74 | 1,058 |
| 1\4″ | 6,35 | 4,72 | 1,27 |
| 3\16″ | 4,762 | 3,47 | 1,058 |
| 5\16″ | 7,938 | 6,13 | 1,411 |
| 7\16″ | 11,112 | 8,79 | 1,814 |
| 3\8″ | 9,525 | 7,49 | 1,588 |
Таблица 2. Диаметры отверстия под дюймовые резьбы
Пара капель смазки значительно облегчают работу над глухими резьбовыми отверстиями. Хотя иногда используют в качестве смазки машинное масло, для работы со сталью оптимальна олифа. С алюминиевыми сплавами предпочтительнее использовать керосин, спирт или скипидар. Можно применять и техническое масло, но с меньшим эффектом.
Типы
Характеристики
Как выглядит резьба, знает каждый – это последовательность винтовых канавок, которые имеют постоянную величину шага и сечения. Она может быть нанесена на поверхность цилиндрической либо конической формы.
Что касается труб, то нарезка может использоваться в изделиях самого разного назначения, для обеспечения разборного монтажа трубопровода. Чаще всего она встречается в бытовых системах водоснабжения и отопления.
Типы диаметров
Основными ее характеристиками являются следующие показатели:
- Расположение;
- Единица измерения размеров;
- Направление;
- Профиль резьбообразующей поверхности;
- Число заходов.
Следует отметить, что резьбовое соединение труб – это достаточно обособленная группа стандартов, которая регламентируется по ГОСТу 6357-81.
Схематическое обозначение трубной резьбы на чертеже
Дюймовая
Дюймовая резьба применяется на металлических трубах, а также металлических и пластиковых трубных фитингах разборного типа. Согласно ГОСТ, основными ее характеристиками является шаг и диаметр.
Причем, под этим параметром может пониматься:
- Наружный диаметр – расстояние между верхними противоположными точками, расположенными на вершинах гребней.
- Внутренний – расстояние между нижними противоположными точками, расположенными на впадинах канавок.
Разницей этих параметров определяется высота профиля.
Цилиндрическая дюймовая нарезка
Шаг, как не сложно догадаться – это расстояние между соседними витками. Данный параметр всегда одинаковый на всем резьбовом участке. Все размеры в данном случае обозначаются в дюймах.
В таблице ниже приведены размеры трубной резьбы в мм:
| Диаметр в дюймах | Наружный диаметр трубной резьбы в миллиметрах | Шаг |
| 2 | 59,616 | 2,309 |
| 1 3/4 | 53,748 | |
| 1 1/2 | 47,805 | |
| 1 3/8 | 44,325 | |
| 1 1/4 | 41,912 | |
| 1 1/8 | 37,898 | |
| 1 | 33,250 |
В быту чаще всего используют трубы с такими типами нарезки:
- С шагом 14 ниток на дюйм: диаметром 3/4″;
- 1/2″.
11 ниток на дюйм:
- диаметром 1 1 – 4;
- 1″;
- 2″;
- 1 1/2″.
На фото – переходник с метрической нарезки на дюймовую
Метрическая
Основные характеристики метрической нарезки, такие же, как и у дюймовой – диаметр и расстояние между витками. Но, в таком случае, чем отличается метрическая резьба от трубной?
На самом деле различий совсем немного, основные из них заключаются в следующих моментах:
- Форма профиля гребня. У дюймовой профиль более «острый».
- Размеры в метрическом исполнении указываются в миллиметрах. Правда, для удобства, можно выполнить перевод трубной резьбы в мм.
- Шаг в дюймовом исполнении считается не в мм, а в нитках – количестве канавок, которые помещаются на дюймовом мерном отрезке. К примеру, в стандартных водопроводах существует два варианта «шага»: на 11 ниток (2,31 мм);
- на 14 ниток – (1,8 мм).
В остальном же трубная и метрическая резьба не отличаются.
Резьбометр
Самодельный метчик для алюминиевых сплавов
Для создания внутренних резьб в латунных или легкосплавных деталях можно использовать самодельный инструмент и свёрла из обычного набора. Подойдет калиброванная стальная проволока. С помощью плашки на ней нарезается внешняя резьба, после чего заготовка закаляется. После закалки необходимо отпустить деталь до цвета спелой соломы. Режущие кромки затачиваются с помощью бруска или точила, предварительно зажав деталь в цанговый патрон.
Видео о том, как нарезается внутренняя резьба:
Чтобы нарезать внутреннюю резьбу на какой-то детали, необходимо предварительно просверлить отверстие. Его размер не равен диаметру резьбы, а должен быть немного меньше. Найти диаметр сверла под резьбу можно в специальной таблице, но для этого надо знать еще и тип резьбы.
Основные параметры
- диаметром (D);
- шагом (P) — расстоянием от одного витка до другого.
Они определяются ГОСТ 1973257-73. Нормальным считается крупный шаг, но ему соответствует несколько более мелких. Малый шаг используют при нанесении на тонкостенные изделия (трубы с тонкой стенкой). Также делают мелкий виток если нанесенная резьба — способ подстройки каких-либо параметров. Также малый шаг между витками делают для повышения герметичности соединения и для преодоление явления самовывинчивания детали. В остальных случаях нарезается стандартный (крупный) шаг.
Видов резьбы много, так как каждая имеет свои особенности формирования, диаметр отверстия под резьбу в каждом случае отличается. Все они прописаны в ГОСТах, но чаще всего используют треугольную метрическую и коническую метрическую резьбу. Дальше говорить будем о них.
Треугольную резьбу мы обычно наблюдаем на болтах и других подобных крепежных элементах, коническую — на большинстве сантехнических изделий, предполагающих разъемное соединение.
Приспособления
Для нанесения резьбы своими руками используют небольшие приспособления:
Выполнены все эти приспособления сплавов, отличающихся повышенной прочностью и стойкостью к истиранию. На их поверхности нанесены желобки и канавки, при помощи которых получается их зеркальное отображение на обрабатываемой детали.
Любой метчик или плашка промаркированы — на них нанесена надпись, обозначающая тип резьбы, которую данное устройство нарезает — диаметр и шаг. Вставляются они в держатели — воротки и плашкодержатели — закрепляются там при помощи винтов. Зажав приспособление для нарезки резьбы в держателе, его надевают/вставляют в то место, где требуется сделать разъемное соединение. Прокручивая устройство, формируют витки. От того, насколько правильно выставлено устройство в начале работы зависит ровно ли «лягут» витки. Потому первые обороты делайте стараясь удерживать конструкцию ровно, не допуская сдвигов и перекосов. После того, как сделано несколько оборотов, процесс пойдет проще.
Вручную можно нарезать резьбу малого или среднего диаметра. Сложные типы (двух- и трехходовые) или работа с большими диаметрами руками невозможна — слишком большие усилия требуются. Для этих целей используется специальное механизированное оборудование — на токарные станки с закрепленными на них метчиками и плашками.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.
Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.
Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
Таблицы диаметров водопроводных труб
Одной из важнейших характеристик стальной трубы считается ее диаметр (D). На основании этого параметра производятся все требуемые расчеты при проектировании объекта. Как подобрать диаметр, чтобы не ошибиться?
Диаметры металлических труб стандартизированы и должны соответствовать значениям ГОСТа 10704–91.
Условно они разбиты на несколько подгрупп:
- Большие – 508 мм и выше,
- Средние – от 114 до 530 мм,
- Малые – меньше 114 мм.
Классификация
Когда необходимо провести водопровод, устанавливаются обыкновенные трубы, способные выдержать небольшую нагрузку. В частном доме лучше использовать сварные металлические водопроводы. Стоимость таких изделий несколько ниже аналогичных бесшовных. Технические характеристики и свойства такого изделия полностью отвечают всем требованиям прокладки водопровода.
Основные габаритные параметры
В зависимости от этой характеристики и ее числового значения определяется необходимое значение диаметра металлической трубы. Все основные значения регламентируются ГОСТом и соответствующими техническими условиями. В них входят:
- Внутренний D.
- Наружный D. Считается главной габаритной характеристикой в соответствии с ГОСТом.
- Условный D. За основу берется минимальное значение внутреннего диаметра.
- Толщина стенки.
- Номинальный D.
Изделия из металла и их наружные диаметры
Все виды металлических труб изготавливаются на заводе, основываясь на их внешнем диаметре «Dн». Стандартные значения диаметров показаны в нижеприведенной таблице.
В промышленности и строительстве в основном пользуются изделиями, диаметры которых находятся в диапазоне 426–1420 мм. Промежуточные стандартные размеры водопроводных труб берутся из таблицы.
Малый D металлических изделий в основном применяется для прокладки водопроводов в жилых домах.
Средний D металлических трубопроводов используется для прокладки городского водопровода. Такие водопроводные трубы используют промышленные системы, занимающиеся добычей сырой нефти.
Большие размеры стальных трубопроводов нашли применение в создании и прокладке магистральных нефтепроводов. Они же применяются и в газовой индустрии. По таким трубопроводам происходит подача газа в любой уголок планеты.
Внутренний Диаметр
Этот размер металлической трубы (Dвн) может иметь разные значения. Причем значение внешнего D всегда остается неизменным. Чтобы стандартизировать диаметр труб для водопровода, проектировщики пользуются специальным значением, называемым «условным проходом». Такой диаметр имеет свое обозначение Dу.
По сути, условным проходом является минимальное значение внутреннего диаметра данного изделия, округленное до целого числа. Округление всегда выполняется только в сторону максимального значения. Значение условного D регламентируется ГОСТом 355–52.
Для расчета внутреннего D пользуются специальной формулой:
Dвн = Dн – 2S.
Внутренние диаметры стальных изделий находятся в диапазоне от 6 до 200 миллиметров. Все промежуточные значения показаны в соответствующей таблице.
Диаметр металлических труб измеряется также в дюймах, который равен 25,4 миллиметра. В ниже приведенной таблице показаны значения диаметров изделий как в дюймах, так и в миллиметрах.
Пластиковые
В наше время альтернативой металлическим трубам стали их пластиковые аналоги. Причем их размеры имеют больше разброс. Материалом для такого изделия служит:
Таблицы выбора диаметра сверла под резьбу
При выполнении внутренней резьбы под нее предварительно сверлится отверстие. Оно не равно диаметру резьбы, так как при нарезании часть материала не удаляется в виде стружки, а выдавливается, увеличивая размер выступов. Потому перед нанесением необходимо выбрать диаметр сверла под резьбу. Это можно сделать по таблицам. Они есть для каждого типа резьбы, но приведем наиболее популярные — метрическую, дюймовую, трубную.
| Метрическая резьба | Дюймовая резьба | Трубная резьба | |||||
| Диаметр резьбы, дюймы | Шаг резьбы, мм | Диаметр сверла, мм | Диаметр резьбы, дюймы | Шаг резьбы, мм | Диаметр сверла, мм | Диаметр резьбы, дюймы | Диаметр отверстия под резьбу, мм |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1,4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3,5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | — | — |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | — | — |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | — | — |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | — | — |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | — | — |
| M16 | 2,0 | 13,5 | — | — | — | — | — |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | — | — |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | — | — |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | — | — |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | — | — |
Еще раз обращаем ваше внимание что диаметр сверла под резьбу дан для крупной (стандартной резьбы).
Профиль трубной резьбы
ГОСТом 6357- 81 регламентируются основные параметры профиля. Необходимые размеры в миллиметрах даны в таблице.
Таблица 1
| Шаг | Высота исходного треугольника | Количество шагов на длине 2,54 см | Высота профиля (рабочая), *10-1 | Радиус закругления впадины и вершины резьбы, *10-1 |
| 0,907 | 0,871165 | 28 | 5,80777 | 1,24557 |
| 1,337 | 1,284176 | 19 | 8,56117 | 1,83609 |
| 1,814 | 1,742331 | 14 | 11,61553 | 2,49115 |
| 2,309 | 2,217774 | 11 | 14,78515 | 3,17093 |
Значение шага трубной цилиндрической резьбы (ГОСТ 6357) определяется из соотношения 25,4 мм/число шагов. Результат округлен до тысячных долей и принят как исходный для расчета основных параметров профиля.
Обратите внимание! Допускается выполнение вершин наружной и внутренней резьбы с плоским срезом, если исключается возможность соединения с конической наружной резьбой по документу 6211.
Шаг — один из определяющих параметров трубной резьбы
Основные размеры в миллиметрах, которые определяются ГОСТом на трубную резьбу, представлены в таблице 2. Условные обозначения соответственно: a – 1/16, c – 1/4, e – 1/2, f – 3/4, g – 5/8, h – 7/8, j – 1 1/4, d – 3/8, k – 1 1/8, m – 1 3/8, n – 1 3/4, l – 1 1/2, o – 2 1/2, q – 2 3/4, r – 3 1/4, s – 3 1/2, p – 2 1/4, t – 3 3/4, u – 4 1/2, v – 5 ½, b – 1/8.
Таблица диаметров прута для наружной резьбы
При работе в наружной резьбой ситуация очень похожая — част металла выдавливается, а не срезается. Потому диаметр прута или трубы, на который наносится резьба, должен быть немного меньше. Насколько точно — смотрите в таблице ниже.
| Диаметр резьбы, мм | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
| Диаметр стержня, мм | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |
Несмотря на то, что нарезание внутренней резьбы не относится к сложным технологическим операциям, существуют некоторые особенности подготовки к этой процедуре. Так, следует точно определить размеры подготовительного отверстия под нарезание резьбы, а также правильно подобрать инструмент, для чего используются специальные таблицы диаметров сверл под резьбу. Для каждого из типов резьбы необходимо использовать соответствующий инструмент и рассчитывать диаметр подготовительного отверстия.
Таблица
Далее приводится таблица резьб, содержащая информацию об основных параметрах труб. Рекомендуем вам обращаться к этой таблице, занимаясь, к примеру, ремонтом ванной комнаты:
| Резьба, дюймов | Размеры, мм | Число ниток | ||||||
| диаметр | шаг резьбы | высота профиля | радиус | на дюйм | на 127 мм | |||
| наружный | внутренний | средний | ||||||
| 1/8 | 9,729 | 8,567 | 9,148 | 0,907 | 0,581 | 0,125 | 28 | 140 |
| 1/4 | 13,158 | 11,446 | 12,302 | 1,337 | 0,856 | 0,184 | 19 | 95 |
| 3/8 | 16,663 | 14,951 | 15,807 | 1,337 | 0,856 | 0,184 | 19 | 95 |
| 1/2 | 20,956 | 18,632 | 19,794 | 1,814 | 1,162 | 0,249 | 14 | 70 |
| 5/8 | 22,912 | 20,588 | 21,750 | 1,814 | 1,162 | 0,249 | 14 | 70 |
| 3/4 | 26,442 | 24,119 | 25,281 | 1,814 | 1,162 | 0,249 | 14 | 70 |
| 7/8 | 30,202 | 27,878 | 29,040 | 1,814 | 1,162 | 0,249 | 14 | 70 |
| 1 | 33,250 | 30,293 | 31,771 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 1 1/8 | 37,898 | 34,941 | 36,420 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 1 1/4 | 41,912 | 38,954 | 40,433 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 1 3/8 | 44,325 | 41,367 | 42,846 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 1 1/2 | 47,805 | 44,817 | 46,326 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 1 3/4 | 53,748 | 50,791 | 52,270 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 2 | 59,616 | 56,659 | 58,137 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 2 1/4 | 65,712 | 62,755 | 64,234 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 2 1/2 | 75,187 | 72,230 | 73,708 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 2 3/4 | 81,537 | 78,580 | 80,058 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 3 | 87,887 | 84,930 | 86,409 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 3 1/4 | 93,984 | 91,026 | 92,505 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 3 1/2 | 100,334 | 97,376 | 98,855 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 3 3/4 | 106,684 | 103,727 | 105,205 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 4 | 113,034 | 110,077 | 111,556 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 4 1/2 | 125,735 | 122,777 | 124,256 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 5 | 138,435 | 135,478 | 136,957 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 5 1/2 | 151,136 | 148,178 | 149,657 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 6 | 163,836 | 160,879 | 162,357 | 2,309 | 1,479 | 0,317 | 11 | 55 |
Таким образом, мы рассмотрели лишь основные типы, которые чаще всего встречаются в быту. Для более точных справок существуют нормативные документы, ГОСТы, где есть детальная информация о типах и характеристиках.
Как правило, визуально отличить их тип очень трудно. Для этого существуют таблицы резьбы, в которых, заранее замеряв основные параметры, можно определить его тип.
Разновидности и параметры резьбы
Параметрами, по которым резьбу разделяют на различные типы, являются:
- единицы исчисления диаметра (метрическая, дюймовая и др.);
- количество заходов ниток (одно-, двух- или трехзаходная);
- форма, в которой выполнены элементы профиля (треугольная, прямоугольная, круглая, трапециевидная);
- направление подъема витков (правая или левая);
- место размещения на изделии (наружная или внутренняя);
- форма поверхности (цилиндрическая или коническая);
- назначение (крепежная, крепежно-уплотнительная, ходовая).
В зависимости от вышеперечисленных параметров различают следующие виды резьбы:
- цилиндрическая, которая обозначается буквами MJ;
- метрическая и коническая, обозначаемые соответственно M и MK;
- трубная, для обозначения которой используются буквы G и R;
- с круглым профилем, названная в честь Эдисона и маркируемая буквой E;
- трапецеидальная, обозначаемая Tr;
- круглая, используемая для монтажа сантехнической арматуры, – Кр;
- упорная и упорная усиленная, маркируемые как S и S45 соответственно;
- дюймовая резьба, которая также может быть цилиндрической и конической, – BSW, UTS, NPT;
- используемая для соединения труб, монтируемых в нефтяных скважинах.
Характеристики дюймовой резьбы
Нормативный документ, в котором описывается цилиндрическая трубная дюймовая резьба – гост 6357-81 – настаивает на том, что главными характеристиками такой резьбы является ее диаметр и ее шаг. Причем под диаметром резьбы понимают либо расстояние между противоположными верхними точками, лежащими на вершинах резьбовых гребней (наружный диаметр), либо расстояние между противоположными нижними точками, лежащими на впадинах резьбовой канавки (внутренний диаметр). Разница этих диаметров определяет высоту профиля резьбы.
Следующая характеристика шаг трубной резьбы определятся, как расстоянием между двумя соседними впадинами или двумя соседними гребнями. Причем шаг у резьбы, всегда один и тот же, как его не меряй. Ведь расстояние между витками должно быть стабильным. Иначе мы не сможем подобрать пару (гайку или болт) под резьбовое соединение.
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Трубная резьба – виды, размеры, ГОСТы
Одним из способов соединения труб является резьба — спираль с постоянным шагом.
Трубная резьба различается по следующим параметрам:
- Система измерения диаметра: метрическая и дюймовая резьба
- Направление резьбы: правая, левая
- Расположение резьбы: наружная, внутренняя
- Число заходов: однозаходная, многозаходная
- Назначение: крепежная, крепежно-уплотнительная, ходовая, специальная и т.п.
Основными характеристиками резьбы на трубах являются:
- Внешний диаметр
- Внутренний диаметр
- Шаг – расстояние между соседними витками
- Ход — расстояние, на которое переместится крепеж в продольном направлении за один полный оборот. При однозаходной накатке ход равен шагу, при многозаходной — шагу, умноженному на число заходов.
Метрическая резьба
Метрическая резьба характеризуется измерением основных параметров в миллиметрах, по ГОСТу ей соответствует маркировка «М». Широко применяется в диаметрах от 1 до 600 мм и шагом 0,25 до 6 мм. Профиль метрической резьбы представляет собой равносторонний треугольник с углом при вершине в 60° c теоретической высотой Н-0,866025404. Основные размеры метрической резьбы в настоящее время определяются по действующему ГОСТ 24705-2004, принятому Межгосударственным советом по стандартизации, метрологии и сертификации, а также национальными органами по стандартизации Российской Федерации, Азербайджана, Армении, Беларуси, Грузии, Казахстана, Кыргызстана, Молдовы, Таджикистана, Туркменистана, Узбекистана, Украины.
Дюймовая резьба
При дюймовой резьбе все параметры выражаются в дюймах, по ГОСТу обозначается «Тр». Дюймовая резьба основана на британском стандарте резьбы BSW (British Standart Whitworth), запатентованному английским инженером Уитвортом еще в 1841 году, и соответствует стандарту BSPT (British standart pipe thread). Один дюйм равен 2,54 см, а графическим символом дюйма является двойной штрих справа и сверху от числа (1″ = 1 дюйм). При дюймовой трубной резьбе размер обозначает внутренний диаметр трубы, а не наружный. Вариантов шагов — четыре: 28, 19, 14 и 11 ниток на дюйм. Дюймовые профили отличаются более острыми гребнями и впадинами с углами в 55° и теоретической высотой Н=0,960491, при этом вершины зубцов скруглены. Совместить метрическую и дюймовую резьбу в одном соединении невозможно, для этого необходим специальный переходник. Размер трубной дюймовой резьбы определяется по действующему ГОСТ 6357-81 «Основные нормы взаимозаменяемости» .
Таблица размеров трубной резьбы
| Обозначение | Диаметр в дюймах | Внешний диаметр в мм | Внутренний диаметр в мм | Диаметр резьбы в мм | Шагов на дюйм |
| G 1/8″ | 1/8 | 9,73 | 8,85 | 8,80 | 28 |
| G 1/4″ | 1/4 | 13,16 | 11,89 | 11,80 | 19 |
| G 3/8″ | 16,66 | 15,39 | 15,25 | 19 | |
| G 1/2″ | 1/2 | 20,95 | 19,17 | 19,00 | 14 |
| G 5/8″ | 5/8 | 22,91 | 21,13 | 21,00 | 14 |
| G 3/4″ | 3/4 | 26,44 | 24,66 | 24,50 | 14 |
| G 7/8″ | 7/8 | 30,20 | 28,42 | 28,25 | 14 |
| G 1″ | 1 | 33,25 | 30,93 | 30,75 | 11 |
| G 1 1/8″ | 1 1/8 | 37,90 | 35,58 | 35,30 | 11 |
| G 1 1/4″ | 1 1/4 | 41,91 | 35,59 | 39,25 | 11 |
| G 1 3/8″ | 1 3/8 | 44,32 | 42,00 | 41,70 | 11 |
| G 1 1/2″ | 1 1/2 | 47,80 | 45,48 | 45,25 | 11 |
| G 2″ | 2 | 59,61 | 57,29 | 57,00 | 11 |
| G 2 1/4″ | 2 1/4 | 65,71 | 63,39 | 63,10 | 11 |
| G 2 1/2″ | 2 1/2 | 75,18 | 72,86 | 72,60 | 11 |
| G 2 3/4″ | 2 3/4 | 81,53 | 79,21 | 78,90 | 11 |
| G 3″ | 3 | 87,88 | 85,56 | 85,30 | 11 |
| G 3 1/4″ | 3 1/4 | 93,98 | 91,66 | 91,50 | 11 |
| G 3 1/2″ | 3 1/2 | 100,33 | 98,01 | 97,70 | 11 |
| G 3 3/4″ | 3 3/4 | 106,68 | 104,3 | 104,00 | 11 |
| G 4″ | 4 | 113,03 | 110,71 | 110,40 | 11 |
Условно-дюймовая резьба
В США и Канаде распространена, так называемая, условно-дюймовая резьба, или UTS (Unified Thread Standard). Для нее характерны угол при вершине в 60° и теоретическая высота профиля H=0,866025P. В зависимости от шага UTS, в свою очередь, делится на следующие стандарты: • UNC (Unified Coarse); • UNF (Unified Fine); • UNEF (Unified Extra Fine); • 8UN; • UNS (Unified Special).
Профиль Эдисона (круглая резьба)
Для соединения труб иногда применяется круглая резьба, или так называемый профиль Эдисона. Профиль этого типа трубной резьбы характеризуется чередованием выпуклых и вогнутых дуг с одинаковым радиусом. Тип круглой резьбы применяется в соединениях, которые подвергаются частому развинчиванию и свинчиванию, так как обеспечивает высокую износоустойчивость.
Цилиндрическая резьба
Трубная цилиндрическая резьба применяется для соединения труб, арматуры трубопроводов и фитингов диаметром от 1/16 до 6 дюймов при числе ниток от 28 до 11 на один дюйм. Нормативным документом для цилиндрической трубной резьбы является ГОСТ 6367-81, в соответствии с которым в условные обозначения маркировки трубной цилиндрической резьбы должны входить буква G, обозначение размера резьбы и класс точности среднего диаметра. Для левой резьбы принято условное обозначение LH. Резьбовое соединение обозначается дробью, в числителе которой указывают класс точности внутренней резьбы, а в знаменателе – наружной. Внутренняя трубная цилиндрическая резьба по ГОСТу 6357-81 совместима с наружной конической резьбой по ГОСТу 6211-81. Соответствует стандарту BSPP.
Коническая резьба (BSPT — трапецевидная)
Коническая трубная резьба используется для обеспечения герметичности и стопорения без применения ключа, поэтому при таком типе соединения деталей необходимый эффект достигается за счет деформации резьбы.
Сегодня наиболее распространенным стандартом зарубежной техники является метрический – с маркировкой ISO. Достаточно широко распространены в мире и другие стандарты, что связано исторически сложившимися различиями в системах мер в разных странах. Кроме того, использование дюймовой или метрической резьбы зависит от области применения. Так, в жилищном строительстве, как правило, используются трубы, соответствующие международным стандартам цилиндрической дюймовой резьбы в ¼, ½ и 1 дюйм. Метрическая резьба применяется в промышленности. Конусная трубная резьба отличается исключительной надежностью соединения труб, поэтому используется в трубопроводах, работающих под большим давлением: при газо- и нефтедобыче, на буровых установках. Американский стандарт условно-дюймовой трубной резьбы UNC 1/4 (1/4″x1.25 mm) принят во всем мире для использования в креплениях фото- и видеотехники.
Размеры трубной резьбы
- Размеры трубной резьбы определяются по специальной таблице после измерения основных параметров:
- шаг (Р) – расстояние между одноименными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм (знаменатель простой дроби, где числитель является дюймом, выраженный натуральным числом)
- наружный диаметр (D, d) – диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D).
- средний диаметр (D2, d2) – диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы.
- внутренний диаметр (D1, d1) – диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1)
- ход (Рh ) – величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°.
Как нарезают резьбу – резьбонарезное оборудование и инструмент
Выбор резьбонарезного оборудования зависит от типа и масштабов производства, материала и размеров труб, требований к точности резьбы и других факторов.
Резьбу можно получить методом накатки или нарезки.
Резьбу методом накатки получают с помощью специальных резьбонарезных роликов. Для этого заготовку устанавливают между роликами с необходимым контуром резьбы и накатывают витки резьбы на резьбонакатных автоматах и полуавтоматах, а иногда на токарных и револьверных станках. Благодаря плавному распределению волн напряжения между витками за счет деформации металла, такая резьбы отличается высокими механическими характеристиками и высокой производительностью. Однако точность используемых роликов должна быть на очень высоком уровне, а материал изготовления обладать повышенными механическими свойствами – чаще всего используется высоколегированные штампованные стали.
Нарезанные резьбы более просты в изготовлении, однако по механическим свойствам и пределу выносливости уступают накатанным. Это связано с наличием более острых кромок профиля и более высокого значения коэффициента напряжения.
По способу нарезки резьбы подразделяется на ручную и с помощью специального станка.
При ручной нарезке используются специальные приспособления: метчик (для внутренней трубной резьбы) и плашки (для наружной трубной резьбы), или специальный резьбонарезной ручной инструмент – клупп, осуществляющий нарезку с помощью подвижных регулируемых гребенчатых резцов. Ручную нарезку рекомендуется производить при диаметрах труб до 1 дюйма, так как большие диаметры требуют значительно больших физических усилий.
Для больших нагрузок и объемов работ сегодня существует огромный выбор надежного резьбонарезного инструмента: от переносных электрорезьбонарезных инструментов до специальных станков, способных справиться с нарезкой резьбы любого типа на трубах всевозможных диаметров из любых материалов.
В нашей компании ITC (АйТиСи) представлен широкий ассортимент резьбонарезного инструмента Ridgid и Rex. Мы являемся официальным дилеров в России этих торговых марок, поэтому можем предложить не только лучшие цены, но и гарантийное и постгарантийное обслуживание.
Ассортимент представленного резьбонарезного инструмента можно посмотреть в нашем каталоге: Каталог >>> Резьбонарезной инструмент >>> Резьбонарезные станки Резьбонарезные головки Ручные и электрические клуппы Гребенки и ролики
Сомневаетесь в выборе подходящего резьбонарезного инструмента? Не знаете, как выбрать подходящее оборудование для нарезки? Свяжитесь с нашими менеджерами для профессиональной консультации! Позвоните по телефону +7 495 232-90-35, напишите письмо по электронной почте или оставьте заявку на сайте.
Заказать звонок