Описание
Трубная коническая резьба имеет аналогичный профиль с цилиндрической, но отличается уменьшением диаметра от начала нарезки до торца детали. Конусность выполняется в пропорции 1:16.
Виды:
- дюймовая коническая (профильный угол 600);
- метрическая коническая (угол профиля 550);
- трубная коническая (угол аналогичный метрической).
Создание дюймовых коническо-цилиндрических соединений невозможно. Поэтому дюймовые востребованы только для решения специфических задач.
При накручивании гайки уплотнение достигается за счёт плотного прилегания нарезанных канавок по причине увеличения диаметра от конца к середине детали. Поэтому её применяют в трубопроводах высокого давления.
ПРОФИЛЬ
1. ПРОФИЛЬ
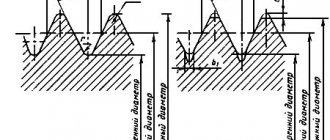
1.1. Номинальный профиль метрической конической резьбы (наружной и внутренней) должен соответствовать указанному на черт.1.
Черт.1. Номинальный профиль метрической конической резьбы (наружной и внутренней)
Конусность 1:16; 3°34’48»; 1°47’24» — наружный диаметр наружной конической резьбы; — наружный диаметр внутренней конической резьбы; — средний диаметр наружной конической резьбы; — средний диаметр внутренней конической резьбы; — внутренний диаметр наружной конической резьбы; — внутренний диаметр внутренней конической резьбы; — угол конуса; — угол уклона; — шаг резьбы; — высота исходного треугольника Черт.1
Профиль внутренней цилиндрической резьбы, соединяемой с наружной конической, должен иметь плоскосрезанную впадину. Примечание. При отсутствии особых требований к плотности или при применении уплотнителей для достижения герметичности резьбового соединения форма впадины конической (наружной и внутренней) и цилиндрической (внутренней) резьб не регламентируется.
1.2. Размеры элементов профиля конической и цилиндрической резьб — по ГОСТ 9150-81.
Характеристики
Основные характеристики:
- размеры — от 1/16’ до 6’;
- количество витков на дюйм — от 11 до 28 в зависимости от диаметра;
- шаг — от 0,8 до 2,309 мм;
- наружный диаметр составляет 9,729–33,250 мм, а внутренний — 8,567–30,292 мм;
- шаг нарезки определяется по справочным данным в зависимости от диаметра;
- угол наклона сторон конуса относительно осевой линии детали должен иметь отношение 1:16;
- сварочные аппараты применяются для фланцев только при диаметре более дюйма;
- необходимо соблюдение отношения общей длины и расстояния нарезки.
1. ПРОФИЛЬ
1. ПРОФИЛЬ
1.1. Номинальный профиль метрической конической резьбы (наружной и внутренней) должен соответствовать указанному на черт.1.
Черт.1. Номинальный профиль метрической конической резьбы (наружной и внутренней)
Конусность 1:16; 3°34’48»; 1°47’24»
— наружный диаметр наружной конической резьбы; — наружный диаметр внутренней конической резьбы; — средний диаметр наружной конической резьбы; — средний диаметр внутренней конической резьбы; — внутренний диаметр наружной конической резьбы; — внутренний диаметр внутренней конической резьбы; — угол конуса; — угол уклона; — шаг резьбы; — высота исходного треугольника
Черт.1
Профиль внутренней цилиндрической резьбы, соединяемой с наружной конической, должен иметь плоскосрезанную впадину. Примечание. При отсутствии особых требований к плотности или при применении уплотнителей для достижения герметичности резьбового соединения форма впадины конической (наружной и внутренней) и цилиндрической (внутренней) резьб не регламентируется.
1.2. Размеры элементов профиля конической и цилиндрической резьб — по ГОСТ 9150-81.
Требования ГОСТ
Основные требования ГОСТ 6111-52:
- отклонение оси базовой плоскости к номинальному диаметру по величине не должно превышать резьбовой шаг;
- положение базовой плоскости задаётся расстоянием от торца заготовки;
- диаметры конической резьбы располагаются в единой основной плоскости, определяются расчётным сечением;
- длина наружной резьбы l2 определяется на основе проверки среднего диаметра соответствующим кольцевым калибром, а внешней — пробкой;
- при навинчивании труб и муфт номинальных размеров плоскость резьбы должна совпадать с торцевой частью муфты;
- количество витков на большом диаметре конуса не должно быть менее двух;
- длина от базовой плоскости до торцевой части трубки может быть уменьшена, но при этом соответствовать другим требованиям стандарта;
- образующие конуса с осевой линией должны составлять угол 1047’24”.
Коническая резьба по ГОСТу (Фото: Instagram / metall_detal)
Требования ГОСТ 6211-81
Величины среднего d2 и внутреннего d1 диаметров должны быть вычислены по формулам:
d2=d-0,640327•P;
d1=d-1,280654•P;
где d — наружный диаметр;
P — шаг.
- длина внутренней резьбы должна составлять 0,8(l1-Δ1l2), где Δ1l2 — величины, указанные в Таблице 2, ГОСТ 6211-81;
- расстояние ввинчивания наружной на внутреннюю резьбу должно составлять l1+Δ1l2;
- смещение базовой плоскости величина суммарная, определяется шагом, углом наклона профиля, углом конуса, средним диаметром;
- допуски по среднему диаметру указаны в Таблице 3, ГОСТ 6211-81.
Параметры и части метрической резьбы
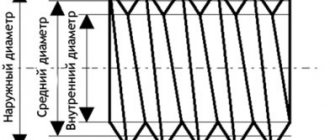
Метрическая резьба имеет следующие параметры и части.
- Диаметр. Наружный — D и d. Внутренний — D1 и d1. Средний — D2 и d2. Наружный диаметр называют номинальным и используют в маркировке и обозначениях на чертежах.
- Шаг. Определяется расстоянием между двумя вершинами. Обозначается буквой P.
- Ход (Ph). В однозаходной метрической резьбе ход равен шагу. В многозаходной резьбе ход определяется произведением шага на число заходов.
Изображение №3: ход и шаг резьбы
- Фаска. Это поверхность с углом наклона в 45°, расположенная перед началом винтовой части.
- Сбег. Это место перехода к гладкой части детали.
Сбег, отрезок с витками и фаска формируют общую длину резьбы.
Поля допусков для метрических резьб
От точности параметров наружных и внутренних метрических резьб зависят качество и надежность соединений. Для четкой стандартизации применяют допуски, указанные в ГОСТ 16093-2004.
Поля допусков установлены в трех классах точности.
- Грубый. Имеются серьезные отклонения. Они возникают, например, при нарезании метрических резьб на горячетканных прутках и в глубоких глухих отверстиях.
- Средний. Допуски этого класса применяют при формировании метрических резьб в большинстве случаев.
- Точный. С применением допусков этого класса формируют прецизионные метрические резьбы. Высокая точность параметров обеспечивает максимально надежную посадку с минимумом колебаний.
Изображение №4: поля допусков для наружных и внутренних резьб
Обозначение на чертежах
Обозначение трубной конической резьбы:
- R — внешняя коническая;
- RC — конические пазы внутреннего типа;
- RP — внутренняя коническая с цилиндрическим профилем;
- LH — левая;
- RH — правая;
- MK — конусная метрическая;
- M — метрическая;
- K — дюймовая коническая;
- укор. — укороченный профиль;
- пов. точ. — повышенная точность нарезки.
На чертеже обозначение выносят при помощи выноски на полке, стрелка указывает на основную линию. Длины нарезки не указываются, поскольку является стандартной. Коническая резьба указывается в виде дробной величины: числителем выступает маркировка внутренней нарезки, а знаменателем — наружной.
Основная плоскость резьбы обозначается сплошной тонкой линией.
2. ДИАМЕТРЫ, ШАГИ И ОСНОВНЫЕ РАЗМЕРЫ
2.1. Диаметры, шаги, номинальные значения основных размеров конической (наружной и внутренней) резьбы должны соответствовать указанным на черт.2 и в табл.1.
Черт.2. Диаметры, шаги, номинальные значения основных размеров конической (наружной и внутренней) резьбы
— рабочая длина резьбы; — длина наружной резьбы от торца до основной плоскости; — длина внутренней резьбы от торца до основной плоскости
Черт.2
Таблица 1
мм
| Номинальный диаметр резьбы | Диаметры резьбы в основной плоскости | Длина резьбы | |||||
| 1-й ряд | 2-й ряд | ||||||
| 6 | 1 | 6,000 | 5,350 | 4,917 | 8 | 2,5 | 3 |
| 8 | 8,000 | 7,350 | 6,917 | ||||
| 10 | 10,000 | 9,350 | 8,917 | ||||
| 12 | 1,5 | 12,000 | 11,026 | 10,376 | 11 | 3,5 | 4 |
| 14 | 14,000 | 13,026 | 12,376 | ||||
| 16 | 16,000 | 15,026 | 14,376 | ||||
| 18 | 18,000 | 17,026 | 16,376 | ||||
| 20 | 20,000 | 19,026 | 18,376 | ||||
| 22 | 22,000 | 21,026 | 20,376 | ||||
| 24 | 24,000 | 23,026 | 22,376 | ||||
| 27 | 2 | 27,000 | 25,701 | 24,835 | 16 | 5 | 6 |
| 30 | 30,000 | 28,701 | 27,835 | ||||
| 33 | 33,000 | 31,701 | 30,835 | ||||
| 36 | 36,000 | 34,701 | 33,835 | ||||
| 39 | 39,000 | 37,701 | 36,835 | ||||
| 42 | 42,000 | 40,701 | 39,835 | ||||
| 45 | 45,000 | 43,701 | 42,835 | ||||
| 48 | 48,000 | 46,701 | 45,835 | ||||
| 52 | 52,000 | 50,701 | 49,835 | ||||
| 56 | 56,000 | 54,701 | 53,835 | ||||
| 60 | 60,000 | 58,701 | 57,835 | ||||
Примечание. Допускается применять более короткие длины резьб. При выборе диаметров резьб первый ряд следует предпочитать второму.
2.2. Диаметры, шаги, номинальные значения наружного, среднего и внутреннего диаметров внутренней цилиндрической резьбы должны соответствовать указанным на черт.3 и в табл.1.
Черт.3 .Диаметры, шаги, номинальные значения наружного, среднего и внутреннего диаметров внутренней цилиндрической резьбы
Черт.3
2.3. Внутренняя цилиндрическая резьба должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее 0,8. Длина сквозной внутренней цилиндрической резьбы должна быть не менее величины 0,8 ().
2.4. В условное обозначение резьбы должны входить: буквы МК
(для конической резьбы) или
М
(для внутренней цилиндрической резьбы), номинальный диаметр, шаг и обозначение настоящего стандарта (только для внутренней цилиндрической резьбы), например:
МК20х1,5; М20х1,5 ГОСТ 25229-82
Для левой резьбы после условного обозначения шага ставят буквы
LH
, например:
МК20х1,5LH; М20х1,5LH ГОСТ 25229-82
Условное обозначение конического резьбового соединения соответствует принятому для конической резьбы. Соединение внутренней цилиндрической с наружной конической резьбой должно обозначаться дробью М/МК, номинальным диаметром, шагом и обозначением настоящего стандарта, например:
М/МК20х1,5 ГОСТ 25229-82; М/МК20х1,5LH ГОСТ 25229-82
Для внутренней цилиндрической резьбы, выполненной в соответствии с примечанием к п.1.1, и в соединениях ее с наружной конической резьбой обозначение настоящего стандарта не указывать.
ДОПУСКИ
3.1. Осевое смещение основной плоскости наружной и внутренней резьб (черт.4) относительно расположения не должно превышать величин, указанных в табл.2.
Черт.4. Осевое смещение основной плоскости наружной и внутренней резьб
Черт.4
Примечание. В основной плоскости средний диаметр имеет номинальное значение.
Таблица 2
мм
| Номинальный диаметр резьбы | |||
| до 10 | 1 | ±0,9 | ±1,2 |
| » 24 | 1,5 | ±1,1 | ±1,5 |
| » 24 » 60 | 2 | ±1,4 | ±1,8 |
Примечание. Предельные отклонения и не распространяются на резьбы с длинами, меньшими указанных в табл.1.
Смещение основной плоскости является суммарным, включающим отклонения среднего диаметра, шага, угла наклона боковой стороны профиля и угла конуса.
3.2. Предельные отклонения среза вершин и впадин (размеров и ), угла наклона боковой стороны профиля , шага резьбы и угла конуса (разность средних диаметров на длине ) должны соответствовать указанным на черт.5 и в табл.3.
Черт.5. Предельные отклонения
Черт.5
Таблица 3
Размеры в мм
| Номинальный диаметр резьбы | Предельные отклонения резьбы | Разность средних диаметров резьбы на длине | |||||||||
| Шага на длине | Номин. | Пред. откл. | |||||||||
| наруж- ной | внут- ренней | наруж- ной | внут- ренней | наруж- ной | внутрен- ней | ||||||
| до 10 | 1 | +0,032 | ±0,030 | +0,050 | ±0,03 | 0,344 | +0,038 | +0,019 | |||
| +0,015 | -0,019 | -0,038 | |||||||||
| » 24 | 1,5 | +0,048 | ±0,040 | +0,065 | ±0,04 | ±45′ | ±0,04 | ±0,07 | 0,469 | +0,052 | +0,026 |
| +0,020 | -0,026 | -0,052 | |||||||||
| » 24 » 60 | 2 | +0,064 | ±0,050 | +0,085 | ±0,05 | 0,688 | +0,077 | +0,038 | |||
| +0,030 | -0,038 | -0,077 | |||||||||
Примечание. Предельные отклонения не подлежат обязательному контролю, если это не указано особо.
3.3. Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093-81.
3.4. Предельные отклонения внутреннего диаметра и среза впадин внутренней цилиндрической резьбы (размеры и черт.6) должны соответствовать указанным в табл.4.
3. ДОПУСКИ
3.1. Осевое смещение основной плоскости наружной и внутренней резьб (черт.4) относительно расположения не должно превышать величин, указанных в табл.2.
Черт.4. Осевое смещение основной плоскости наружной и внутренней резьб
Черт.4
Примечание. В основной плоскости средний диаметр имеет номинальное значение.
Таблица 2
мм
| Номинальный диаметр резьбы | |||
| От 6 до 10 | 1 | ±0,9 | ±1,2 |
| Св. 10 » 24 | 1,5 | ±1,1 | ±1,5 |
| » 24 » 60 | 2 | ±1,4 | ±1,8 |
Примечание. Предельные отклонения и не распространяются на резьбы с длинами, меньшими указанных в табл.1. Смещение основной плоскости является суммарным, включающим отклонения среднего диаметра, шага, угла наклона боковой стороны профиля и угла конуса.
3.2. Предельные отклонения среза вершин и впадин (размеров и ), угла наклона боковой стороны профиля , шага резьбы и угла конуса (разность средних диаметров на длине ) должны соответствовать указанным на черт.5 и в табл.3.
Черт.5. Предельные отклонения
Черт.5
Таблица 3
Размеры в мм
| Номинальный диаметр резьбы | Предельные отклонения резьбы | Разность средних диаметров резьбы на длине | |||||||||
| Шага на длине | Номин. | Пред. откл. | |||||||||
| наруж- ной | внут- ренней | наруж- ной | внут- ренней | наруж- ной | внутрен- ней | ||||||
| От 6 до 10 | 1 | +0,032 | ±0,030 | +0,050 | ±0,03 | 0,344 | +0,038 | +0,019 | |||
| +0,015 | -0,019 | -0,038 | |||||||||
| Св. 10 » 24 | 1,5 | +0,048 | ±0,040 | +0,065 | ±0,04 | ±45′ | ±0,04 | ±0,07 | 0,469 | +0,052 | +0,026 |
| +0,020 | -0,026 | -0,052 | |||||||||
| » 24 » 60 | 2 | +0,064 | ±0,050 | +0,085 | ±0,05 | 0,688 | +0,077 | +0,038 | |||
| +0,030 | -0,038 | -0,077 | |||||||||
Примечание. Предельные отклонения не подлежат обязательному контролю, если это не указано особо.
3.3. Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093-81.
3.4. Предельные отклонения внутреннего диаметра и среза впадин внутренней цилиндрической резьбы (размеры и черт.6) должны соответствовать указанным в табл.4.