Станки
Приводим выдержки из ГОСТ 28939-81 «Калибры для цилиндрических резьб. Виды» Приложение 2 «Правила применения калибров»
Начало цитаты
1. Калибры для наружной резьбы
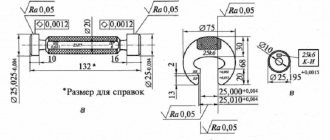
1.1.Резьбовой проходной нерегулируемый калибр-кольцо ПР (1)
Калибр контролирует наибольший средний диаметр (приведенный средний диаметр) и, одновременно, наибольший внутренний диаметр наружной резьбы. Наружный диаметр резьбы этим калибром не контролируется.
Калибр должен свободно навинчиваться на контролируемую резьбу. Свинчиваемость калибра с резьбой означает, что приведенный средний диаметр резьбы не больше установленного наибольшего предельного размера, а внутренний диаметр наружной резьбы не больше наименьшего внутреннего диаметра внутренней резьбы.
Контроль калибра-кольца должен осуществляться контрольными калибрами-пробками КПР-ПР (2) и КПР-НЕ (3). Износ калибра-кольца должен регулярно контролироваться калибром-пробкой КИ (6).
1.2.Резьбовой контрольный проходной калибр-пробка КПР-ПР (2) для нового нерегулируемого проходного резьбового калибра-кольца ПР (1).
Калибр контролирует наименьший средний диаметр (приведенный средний диаметр) и, одновременно, наименьший наружный диаметр калибра-кольца.
Калибр должен свободно ввинчиваться в контролируемый калибр-кольцо. Свинчиваемость контрольного калибра-пробки с калибром-кольцом означает, что приведенный средний диаметр калибра-кольца не меньше установленного наименьшего предельного размера, а наружный диаметр калибра-кольца не меньше наибольшего наружного диаметра наружной резьбы.
1.3.Резьбовой контрольный непроходной калибр-пробка КПР-НЕ (3) для нового нерегулируемого проходного резьбового калибра-кольца ПР (1).
Калибр контролирует наибольший средний диаметр нового калибра-кольца.
Калибр, как правило, не должен ввинчиваться в контролируемый калибр-кольцо. Допускается ввинчивание до одного оборота с каждой стороны калибра-кольца (число оборотов определяется при вывинчивании калибра-кольца).
1.6. Резьбовой контрольный калибр-пробка КИ (6) для контроля износа нерегулируемого проходного резьбового калибра-кольца ПР (1)
Калибр, как правило, не должен ввинчиваться в контролируемый калибр-кольцо. Допускается ввинчивание до двух оборотов с каждой стороны калибра-кольца (число оборотов определяется при вывинчивании калибра-кольца).
1.11. Резьбовой непроходной нерегулируемый калибр-кольцо НЕ (11)
Калибр контролирует наименьший средний диаметр наружной резьбы. Калибр, как правило, не должен навинчиваться на контролируемую резьбу. Допускается навинчивание калибра до двух оборотов (число оборотов определяется при свинчивании калибра-кольца с резьбой изделия). При контроле коротких резьб (до 3 витков) это не допускается.
Контроль калибра-кольца должен осуществляться контрольными калибрами-пробками КНЕ-ПР (12) и КНЕ-НЕ (13). Износ калибра-кольца должен регулярно контролироваться калибром-пробкой КИ-НЕ (16).
1.12. Резьбовой контрольный проходной калибр-пробка КНЕ-ПР (12) для нового нерегулируемого непроходного резьбового калибра-кольца НЕ (11).
Калибр контролирует наименьший средний диаметр (приведенный средний диаметр) калибра-кольца.
Калибр должен свободно ввинчиваться в контролируемый калибр-кольцо. Свинчиваемость контрольного калибра-пробки с калибром-кольцом означает, что приведенный средний диаметр калибра-кольца не меньше установленного наименьшего предельного размера.
1.13. Резьбовой контрольный непроходной калибр-пробка КНЕ-НЕ (3) для нового нерегулируемого непроходного резьбового калибра-кольца НЕ (11).
Калибр контролирует наибольший средний диаметр калибра-кольца.
Калибр, как правило, не должен ввинчиваться в контролируемый калибр-кольцо. Допускается ввинчивание до одного оборота с каждой стороны калибра-кольца (число оборотов определяется при вывинчивании калибра-кольца) …
1.16. Резьбовой контрольный калибр-пробка КИ-НЕ (16) для контроля износа нерегулируемого непроходного резьбового калибра-кольца НЕ (11)
Калибр, как правило, не должен ввинчиваться в контролируемый калибр-кольцо. Допускается ввинчивание до двух оборотов с каждой стороны калибра-кольца (число оборотов определяется при вывинчивании калибра-кольца).
2. Калибры для внутренней резьбы.
2.1.Резьбовой проходной калибр-пробка ПР (21)
Калибр контролирует наименьший средний диаметр (приведенный средний диаметр) и, одновременно, наименьший наружный диаметр внутренней резьбы. Внутренний диаметр резьбы этим калибром не контролируется.
Калибр должен свободно ввинчиваться в контролируемую резьбу. Свинчиваемость калибра с резьбой означает, что приведенный средний диаметр резьбы не меньше установленного наименьшего предельного размера, а наружный диаметр внутренней резьбы не меньше наибольшего наружного диаметра наружной резьбы.
2.2.Резьбой непроходной калибр-пробка НЕ (22).
Калибр контролирует наибольший средний диаметр внутренней резьбы.
Калибр, как правило, не должен ввинчиваться в контролируемую резьбу. Допускается ввинчивание калибра до двух оборотов (у сквозной резьбы с каждой из сторон). При контроле коротких резьб (до 4 витков) ввинчивание калибра-пробки допускается до двух оборотов с одной стороны или в сумме с двух сторон. Число оборотов определяется при вывинчивании калибра.
2.3.Гладкий проходной калибр-пробка ПР (23)
Калибр контролирует наименьший внутренний диаметр внутренней резьбы.
Калибр должен свободно входить в контролируемую резьбу под действием собственного веса или определенной силы.
2.4. Гладкий непроходной калибр-пробка НЕ (24).
Калибр контролирует наибольший внутренний диаметр внутренней резьбы.
Калибр не должен входить в контролируемую резьбу под действием собственного веса или определенной силы. Допускается вхождение калибра на один шаг внутренней резьбы.
Конец цитаты.
Приводим выдержки из ГОСТ 28939-81 «Калибры для цилиндрических резьб. Виды» Приложение 3 «Контроль калибрами»
Начало цитаты.
Контроль калибрами
Для контроля резьбы изделий в процессе их изготовления рекомендуется пользоваться новыми проходными и частично изношенными непроходными калибрами.
Для контроля резьбы изделий контролерами контрольных отделов предприятия-изготовителя, а также представителями заказчика, если это не оговорено специальным соглашением, рекомендуется пользоваться частично изношенными проходными и новыми непроходными калибрами.
Проверка правильности размеров изделий должна осуществляться калибрами с размерами, близкими к границе поля износа проходного и к границе поля допуска нового непроходного калибра (верхней – для внутренней, нижней – для наружной резьбы).
Допускается применять другие методы контроля резьбы. В спорных случаях решающим методом контроля резьбы является контроль калибрами, перечисленными в настоящем стандарте.
Конец цитаты.
ООО ТД «ИТО-Туламаш» осуществляет поставки следующих видов калибров для цилиндрических резьб
(21) Пробка ПР – пробка резьбовая рабочая проходная
(22) Пробка НЕ – пробка резьбовая рабочая непроходная
(1) Кольцо ПР — кольцо резьбовое проходное
(11) Кольцо НЕ – кольцо резьбовое непроходное
(6) Пробка КИ – пробка резьбовая контрольная для проверки износа проходного кольца
(16) Пробка КИ-НЕ – пробка резьбовая контрольная для проверки износа непроходного кольца
(2) Пробка КПР-ПР – пробка резьбовая контрольная проходная для проверки нового проходного кольца
(3) Пробка КПР-НЕ — пробка резьбовая контрольная непроходная для проверки нового проходного кольца
(12) Пробка КНЕ-ПР — пробка резьбовая контрольная проходная для проверки нового непроходного кольца
(13) Пробка КНЕ-НЕ — пробка резьбовая контрольная непроходная для проверки нового непроходного кольца
(23) Пробка гладкая ПР — пробка гладкая рабочая проходная
(24) Пробка гладкая НЕ — пробка гладкая рабочая непроходная
Другие 25 видов калибров, предусмотренные ГОСТ 24939-81 «Калибры для цилиндрических резьб. Виды» ООО ТД «ИТО-Туламаш» не поставляет.
ООО ТД «ИТО-Туламаш» также поставляет калибры гладкие контрольные для контроля внутреннего диаметра внутренней резьбы калибров-колец.
ОБОЗНАЧЕНИЯ
В настоящем стандарте приняты следующие обозначения размеров и допусков:
| b1 | — ширина канавки резьбового калибра-пробки, резьбового калибра-кольца или ролика с полным профилем резьбы; |
| b3 | — ширина канавки резьбового калибра-пробки, резьбового калибра-кольца или ролика с укороченным профилем резьбы; |
| d | — номинальный наружный диаметр наружной резьбы; |
| d1 | — номинальный внутренний диаметр наружной резьбы; |
| d2 | — номинальный средний диаметр наружной резьбы; |
| D | — номинальный наружный диаметр внутренней резьбы; |
| D1 | — номинальный внутренний диаметр внутренней резьбы; |
| D2 | — номинальный средний диаметр внутренней резьбы; |
| F1 | — расстояние между линией среднего диаметра и вершиной укороченного профиля резьбы калибра; |
| F3 | — высота укороченного профиля резьбы калибра; |
| H1 | — допуск гладкого калибра-пробки для внутренней резьбы; |
| H2 | — допуск гладкого калибра-кольца или калибра-скобы для наружной резьбы; |
| Hp | — допуск гладкого контрольного калибра-пробки для нового гладкого калибра-скобы и гладкого контрольного калибра-пробки для контроля износа гладкого калибра-скобы; |
| L | — длина свинчивания по ГОСТ 6357; |
| m | — расстояние между серединой поля допуска TR проходного и непроходного резьбовых калибров-колец и серединой поля допуска TCP резьбового контрольного проходного калибра-пробки; |
| Nk | — среднее значение длины свинчивания N по ГОСТ 6357; |
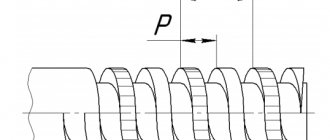
| P | — шаг резьбы; |
| r | — радиус закругления вершины и впадины профиля резьбовых проходных калибров-пробок, калибров-колец и роликов калибров-скоб; |
| S | — отклонение реального положения оси канавки b3 относительно номинального (смещение канавки); |
| TCP | — допуск среднего диаметра резьбового контрольного проходного и непроходного калибров-пробок, резьбового калибра-пробки для контроля износа и установочного калибра-пробки; |
| Td | — допуск наружного диаметра наружной резьбы; |
| Td2 | — допуск среднего диаметра наружной резьбы; |
| TD1 | — допуск внутреннего диаметра внутренней резьбы; |
| TD2 | — допуск среднего диаметра внутренней резьбы; |
| TP | — допуск шага резьбы калибра; |
| TPL | — допуск среднего диаметра резьбового проходного и непроходного калибров-пробок; |
| TR | — допуск среднего диаметра резьбового проходного и непроходного калибров-колец; |
| Tα1 | — допуск угла наклона боковой стороны профиля резьбы калибра с полным профилем; |
| Tα2 | — допуск угла наклона боковой стороны профиля резьбы калибра с укороченным профилем; |
| u | — удвоенная величина среза вершины резьбы калибра; |
| WGO | — величина среднедопустимого износа проходных резьбовых калибра-пробки и калибра-кольца; |
| WNG | — величина среднедопустимого износа непроходных резьбовых калибра-пробки и калибра-кольца; |
| Z1 | — расстояние от середины поля допуска H1 гладкого проходного калибра-пробки до проходного (нижнего) предела внутреннего диаметра внутренней резьбы; величина среднедопустимого износа гладкого проходного калибра-пробки; |
| Z2 | — расстояние от середины поля допуска H2 гладкого проходного калибра-кольца или калибра-скобы до проходного (верхнего) предела наружного диаметра наружной резьбы; величина среднедопустимого износа гладкого проходного калибра-кольца или гладкого проходного калибра-скобы; |
| ZPL | — расстояние от середины поля допуска TPL резьбового проходного калибра-пробки до проходного (нижнего) предела среднего диаметра внутренней резьбы; |
| ZR | — расстояние от середины поля допуска TR резьбового проходного калибра-кольца до проходного (верхнего) предела среднего диаметра наружной резьбы. |
ПРОФИЛЬ РЕЗЬБЫ И ДЛИНА РАБОЧЕЙ ЧАСТИ КАЛИБРОВ
3.1. Калибры-пробки вида ПР (21) должны иметь полный профиль резьбы в соответствии с указанным на черт.1а, калибры-кольца вида ПР (1) и калибры-скобы вида ПР (7) — в соответствии с указанным на черт.2а.
Черт.1
* Не относится к калибру вида ПР (7).
Черт.2
3.2. Полный профиль резьбы калибров видов ПР (21), ПР (1) и ПР (7) должен иметь радиус r по вершинам и впадинам резьбы. Значения радиусов r, относящиеся к номинальному профилю резьбы, должны соответствовать указанным в табл.1.
Таблица 1
Размеры в мм
| P | Число шагов на длине 25,4 мм | b1, не более | u=0,14784P | r, не более |
| 0,907 | 28 | 0,20 | 0,134 | 0,125 |
| 1,337 | 19 | 0,30 | 0,198 | 0,184 |
| 1,814 | 14 | 0,40 | 0,268 | 0,249 |
| 2,309 | 11 | 0,50 | 0,341 | 0,317 |
Примечание. Радиус r является исходным для проектирования резьбообразующего инструмента и не подлежит обязательному контролю.
3.3. Допускается изготовлять калибры-пробки вида ПР (21) с профилем в соответствии с указанным на черт.1б, калибры-кольца вида ПР (1) и калибры-скобы вида ПР (7) — в соответствии с указанным на черт.2б, имеющими вершины, срезанные по хорде, проходящей через точки касания дуги окружности закругленного профиля резьбы по ГОСТ 6357 на величину u/2 и с канавкой шириной b1.
Числовые значения u и b1 должны соответствовать указанным в табл.1. Величина u является справочной, служит для расчета диаметров по вершинам резьбы и непосредственному контролю не подлежит. Форма канавки произвольная.
Примечание. Размеры впадин резьбы изделий (наружный диаметр внутренней резьбы и внутренний диаметр наружной резьбы) калибром со срезанной вершиной не контролируются.
3.4. Калибры-пробки видов КПР-ПР (2), У-ПР (8), У-НЕ (10), КНЕ-ПР (12), КНЕ-НЕ (13) и КИ-НЕ (16) должны иметь профиль резьбы со срезанными вершинами и с радиусом r по впадинам резьбы в соответствии с указанным на черт.3. Размеры радиусов r должны соответствовать значениям, указанным в табл.1.
Примечания:
1. Значение среза вершин резьбы определяется формулами для расчета наружного диаметра калибров, указанными в табл.9.
2. Размеры впадин резьбы проходного калибра-кольца вида ПР (1) калибром-пробкой вида КПР-ПР (2) со срезанной вершиной не контролируются.
Черт.3
3.5. Калибры-пробки видов КПР-НЕ (3), К-И (6) и НЕ (22) должны иметь укороченный профиль резьбы в соответствии с указанным на черт.4, калибры-кольца вида НЕ (11) и калибры-скобы вида НЕ (9) — в соответствии с указанным на черт.5.
Черт.4
* Не относится к калибру вида НЕ (9).
Черт.5
Укороченный профиль резьбы калибра должен выполняться с канавкой b3 и размерами F1 и F3, указанными в табл.2. Форма канавки произвольная.
Таблица 2
Размеры в мм
| P | Число шагов на длине 25,4 мм | F1=0,1P | b3 | F3 | |
| Номин. | Пред. откл. | ||||
| 0,907 | 28 | 0,091 | 0,25 | ±0,03 | От 0,20 до 0,35 |
| 1,337 | 19 | 0,134 | 0,40 | ±0,04 | 0,30 » 0,50 |
| 1,814 | 14 | 0,181 | 0,50 | ±0,05 | 0,40 » 0,70 |
| 2,309 | 11 | 0,231 | 0,80 | ±0,05 | 0,40 » 0,70 |
Величина F1 является справочной, служит для расчета диаметров по вершинам резьбы калибров с укороченным профилем и непосредственному контролю не подлежит.
3.6. Смещение S канавки относительно боковых сторон профиля резьбы (черт.6) должно быть не более предельного отклонения ширины канавки b3, указанного в табл.2.
1 — реальное положение оси канавки; 2 — номинальное положение оси канавкиЧерт.6
Предельное отклонение ширины b3 канавки может быть увеличено на удвоенную разность между предельным и действительным значениями смещения S, если действительное значение меньше предельного.
Примечание. Вместо размера b3 и смещения S допускается контролировать высоту F3 (черт.4).
3.7. Длина резьбы рабочей части резьбовых калибров должна быть не менее значений, указанных в табл.3.
Таблица 3
| Обозначение (номер вида) калибра | Длина резьбы рабочей части калибра, мм |
| ПР (1) | 0,8Nk |
| КПР-ПР (2) | 0,8Nk + P |
| КПР-НЕ (3) | 3P |
| К-И (6) | 3P |
| ПР (7) | 0,8Nk |
| У-ПР (8) | 0,8Nk + P |
| НЕ (9) | В соответствии с табл.9 и черт.7 |
| У-НЕ (10) | 3P |
| НЕ (11) | 3P |
| КНЕ-ПР (12) | 3P |
| КНЕ-НЕ (13) | 3P |
| КИ-НЕ (16) | 3P |
| ПР (21) | 0,8Nk |
| НЕ (22) | 3P |
Примечание. Для длин свинчивания L по ГОСТ 6357 длина резьбы рабочей части проходных калибров должна составлять не менее 0,8 длины свинчивания резьбы.
Черт.7
3.8. Длина рабочей части гладких калибров для контроля наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы должна быть не менее значений, указанных в табл.4.
Таблица 4
| Обозначение (номер вида) калибра | Длина рабочей части калибра, мм |
| ПР (17) | 3P (для калибра-скобы) |
| 0,8Nk (для калибра-кольца) | |
| НЕ (18) | 3P |
| К-ПР (19) | 3P |
| К-НЕ (20) | 3P |
| ПР (23) | 0,8Nk |
| НЕ (24) | 3P |
| К-И (25) | 3P |