Листогибочные прессы с ЧПУ предназначены для холодной деформации тонколистового металла. За счёт автоматизации обеспечивается высокая точность гибки, повышается производительность, по сравнению с обычными станками, упрощается создание конструкций с различной геометрией. Предназначены для серийного производства деталей.
Листогибочный пресс с ЧПУ
Что такое листогибочный пресс с ЧПУ
Листогиб с ЧПУ — пневматическое оборудование высокой производительности, предназначенное для обработки заготовок из различных металлов. Позволяет равномерно сгибать тонкие листы, придавать им нужную форму. Наличие ЧПУ обеспечивает автоматизацию процессов, более точно управляет механизмами, следит за текущим состоянием и показаниями датчиков.
В отличие от обычных механических аналогов, у таких станков минимизирована вероятность создания бракованных деталей. Пуансоны, матрицы легко заменяются без приложения физической силы.
Конструкция и принцип работы
Механическая часть пресса состоит из следующих компонентов:
- станины, которая обеспечивает устойчивость станка, удерживает его от раскачивания;
- инструмента для гибки заготовок;
- сервомоторов, приводящих оборудование в движение;
- гидравлических приводов;
- направляющих для перемещения рабочего инструмента.
Также в конструкции предусмотрена защита оператора от травм:
- электронные датчики, которые в реальном времени определяют параметры работы станка;
- стальной щиток для исключения контакта заготовки с оператором при работе пресса;
- электронное регулирование положения детали на рабочем столе;
- индикатор, позволяющий контролировать процесс гибки.
В компьютерную программу станков с ЧПУ вносятся изменения на основе размеров рабочего инструмента, производится переналадка. Достаточно один раз выполнить настройку, а в дальнейшем достаточно только загружать нужные программы. Количество записанных программ зависит от объёма памяти.
Станины в оборудовании бывают следующих видов:
- С-образная. Используется для размещения различного оборудования, обслуживания пресса. Имеет широкую рабочую зону, за которой расположен карман. Конструкция не выдерживает перегрузок (деформируется).
- О-образная. Отличается высокой прочностью, стойкостью к перегрузкам. Готовые детали сложно доставать. Установка вспомогательного оборудования на неё невозможна.
Усилие гибки зависит от прочности и толщины металла. Для алюминия оптимальным усилием считается от 30 до 60 МПа, низкоуглеродистых сталей — от 75 до 110 МПа, латуни — от 70 до 100 МПа. Обычно к расчётным величинам нагрузки пресса добавляют до 30% для повышения эффективности.
Принцип работы следующий:
- В верхней части пресса крепят траверсу.
- При выполнении программы траверса перемещается вдоль вертикальных осей с заданной скоростью для гибки конкретного металла определённой толщины.
- При сближении с заготовкой скорость перемещения траверсы увеличивается до рабочей при помощи гидравлики. ЧПУ контролирует параметры датчиков и отвечает за весь процесс гибки.
- По достижению нижней точки траверса останавливается, остаётся некоторое время в такой позиции. Длительность сжатия позволяет придать окончательную форму заготовке.
- Начинается стадия декомпрессии: траверса перемещается вверх после прессовки. Скорость определяется технологическим процессом.
- После декомпрессии скорость передвижения пресса увеличивается до момента достижения верхней точки.
- Для снятия заготовки оборудование отключается. На автоматизированных линиях деталь снимается автоматически, а затем загружается новая заготовка.
Листогиб с ЧПУ
Виды оборудования
Прессы для свободной гибки листового металлопроката имеют схожую конструкцию и одинаковую компоновку главных узлов и агрегатов. Типичный представитель такого оборудования состоит из следующих компонентов:
1. Станина в форме портала, изготовленная из толстого листового металла. Состоит из опорного основания и двух широких С-образных стоек с боковыми проемами, соединенных наверху неподвижной поперечиной.
2. Нижняя листогибочная балка (рабочий стол) — длинная и узкая коробчатая конструкция, смонтированная на нижней части стоек. На ее торце крепится матрица.
3. Ползун (подвижная балка, траверса). По конструкции подобен нижней балке. Перемещается по направляющим, расположенным на торцах стоек станка. На нижней поверхности ползуна крепится пуансон.
4. Привод. Расположен на верхней части станины. Передает управляемое движение ползуну.
5. Задний упор. Расположен позади нижней балки и служат для точного позиционирования листового металла перед началом гибки. В самом простом виде выполнен в виде подвижной планки, параллельной матрице.
Кроме листогибов с верхним расположением ползуна встречаются станки, у которых он неподвижен, а листогибочная балка с матрицей и упорами перемещается снизу вверх. В этом случае привод располагается внизу, что повышает устойчивость станка, но возникает неудобство с тем, что обрабатываемая деталь и регулируемые упоры поднимаются вверх.
Существует несколько видов приводов, используемых на листогибочном оборудовании. Пневматические устройства перемещения ползуна сейчас применяются очень редко и только на станках небольшой мощности. Наиболее распространенный в недалеком прошлом кривошипный механизм в сейчас практически полностью вытеснен приводом с использованием силовых гидроцилиндров, который в настоящее время является самым массовым по применению на всех видах листогибов. А самым перспективным по точности, экономичности и удобству управления от ЧПУ является электромеханический привод, реализованный на шарико-винтовой паре. Но такие решения пока что не получили широкого распространения по причине дороговизны и сложности в реализации на крупногабаритном оборудовании.
Одни из ключевых компонентов любого листогибочного пресса — это системы компенсации деформации обеих балок станка, влияющей на точность и форму гиба. Среди ручных способов самым распространенным является выравнивание балки с помощью клиньев. Кроме этого, существуют системы компенсации с управлением от ЧПУ. В этом случае для ползуна применяют сдвоенные силовые гидроцилиндры и механизмы с полиспастами, а для нижней балки — специальные гидравлические и электромеханические устройства.
Критерии выбора
Выбор модели листогибочного пресса обусловлен задачами, для решения которых он будет использоваться, и производится на основании технологических, производственных, эксплуатационных и экономических критериев. Первые из них основаны на конструктивных особенностях, размерах и толщине материала деталей, которые предстоит изготавливать на этом оборудовании. На основании этих показателей в первую очередь определяются габариты зоны обработки гибочного станка, которые складываются из следующих технологических характеристик:
- длина нижней балки листогиба;
- дистанция между стойками;
- высота подъема ползуна;
- расстояние от нижнего края пуансона до стола;
- глубина зева;
- предельный ход заднего упора по оси Z.
Еще один определяющий технический параметр — номинальное усилие прессование листогибочного станка. От его величины зависит толщина обрабатываемого материала, качество обработки и производительность пресса.
Производственные критерии вырабатываются на основании предполагаемого способа загрузки оборудования (единичное или партионное производство), а также требований к временным показателям процесса обработки листового металла. К последним относят нормы подготовительно-заключительного, вспомогательного и основного времени, минимизация которых достигается за счет механизации и применения ЧПУ. На эти производственные показатели напрямую влияют скорости выполнения следующих операций:
- подача заготовки и удаление детали из зоны обработки;
- технологическая наладка нижней балки и ползуна;
- замена листогибочного инструмента;
- наладка заднего упора;
- перемещение детали в зоне обработки;
- подвод, отвод и рабочий ход ползуна.
Экономические критерии выбора листогибочного станка в первую очередь базируются на нормативных сроках окупаемости оборудования. Здесь к основным факторам, кроме цены самого станка, относят стоимости его доставки, монтажа, пусконаладки и обучения персонала, а также эксплуатационные и производственные расходы. Эксплуатационные критерии, как правило, связаны с требуемой для листогиба производственной площадью, источником электропитания, а также его техническим обслуживанием.
Технические характеристики
Листогибочные станки с ЧПУ имеют следующие параметры:
- длина рабочей поверхности — от 1 до 6 м;
- усилие пресса — 400–4000 кН;
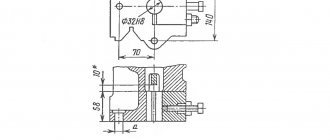
- максимальная толщина заготовки при прочности материала 70 кгс/мм2 составляет до 10 мм;
- скорость холостого хода по вертикали до 120 мм/с, рабочего — до 12,9 мм/с, обратного — до 130 мм/с;
- расстояние между стойками — от 1 до 5,1 м;
- мощность устанавливаемых двигателей — до 18,5 кВт;
- высота стола — от 0,8 до 1,1 м;
- общая масса станка — от 2,6 до 300 тонн.
Почему «Лидермаш»?
— представитель компании LZK на территории России, эксклюзивный поставщик. Мы всегда идем навстречу клиентам, предлагая лучшие условия для выгодной покупки. Уверены, что выход есть в любой ситуации, поэтому находим простые эффективные решения. У нас можно оформить кредит, лизинг, купить новое оборудование по программе Trade-in.
В работают профессионалы, знающие все о технике, которую продают. Вы можете заказать у нас дополнительные услуги — инжиниринг, аудит производства, пусконаладочные и монтажные работы. Доставку листогибочных станков с ЧПУ осуществляем по тарифам перевозчиков, без дополнительных наценок. Все подробности по ценам и характеристикам оборудования можно уточнить у менеджера по тел..
Развернуть
Разновидности
По виду механизмов прессы для гибки листов бывают следующих видов:
- гидравлический листогибочный станок — для создания усилия на пресс используются гидроприводы;
- пневматический — применяются компрессоры для нагнетания воздуха под давлением в специальные пневмоцилиндры;
- электромагнитный — работает по принципу создания электромагнитного поля между рабочей поверхностью и прессом;
- ручной — для гибки листов оператор применяет свою силу;
- электромеханический — передача энергии к прессу осуществляется благодаря работе электродвигателя и ременных или цепных передач.
По методу установки;
- стационарные;
- передвижные.
По способу установки заготовки внутри пресса:
- автоматические;
- ручные.
По принципу или способу изгибания металлических листов:
- ротационный с 2–4 валами — деформирование заготовки проходит в процессе прокатки;
- поворотно-гибочный — лист фиксируется на рабочей поверхности, а затем деформируется снизу-вверх прижимной балкой;
- вертикально-гибочный — работает по принципу оказания давления на заготовку вертикально перемещаемым пунсоном, на станки устанавливаются матрицы, прессовые штемпели, шплинты.
I. Какой метод гибки выбрать?
Различают 2 основных метода гибки.
Мы говорим о «воздушной гибке» или «свободной гибке», если между листом и стенками V-образной матрицы существует воздушный зазор. В настоящее время это наиболее распространенный метод.
Если лист прижат полностью к стенкам V-образной матрицы, мы называем этот метод «калибровкой». Несмотря на то что метод это достаточно старый, он используется и даже должен использоваться в определенных случаях, которые мы рассмотрим далее.
Свободная гибка
Обеспечивает гибкость, но имеет некоторые ограничения по точности.
Основные черты
Траверса с помощью пуансона вдавливает лист на выбранную глубину по оси Y в канавку матрицы. Лист остается «в воздухе» и не соприкасается со стенками матрицы. Это означает, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
Точность настройки оси Y на современных прессах — 0,01 мм. Какой угол гибки соответствует определенному положению оси Y? Трудно сказать, потому что нужно найти правильное положение оси Y для каждого угла. Разница в положении оси Y может быть вызвана настройкой хода опускания траверсы, состоянием гибочного инструмента и свойствами материала: толщина, предел прочности, деформационное упрочнение.
Приведенная ниже таблица показывает отклонение угла гибки от 90° при различных отклонениях оси Y.
Преимущества свободной гибки
- Высокая гибкость: без смены гибочных инструментов можно получить любой угол гибки, находящийся в промежутке между углом раскрытия V-образной матрицы и 180°. Например, 86° или 28°.
- Меньшие затраты на инструмент.
- Меньшее усилие гибки по сравнению с калибровкой.
- Можно «играть» усилием: большее раскрытие матрицы означает меньшее усилие гибки. Если вы удваиваете ширину канавки, вам необходимо только половинное усилие. Это означает, что можно гнуть более толстый материал при большем раскрытии с тем же усилием.
- Меньшие инвестиции, так как нужен пресс с меньшим усилием.
Но это только теория. На практике вы можете сэкономить деньги на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, и потратить их на дополнительное оснащение. Например, на дополнительные оси заднего упора или манипуляторы.
Недостатки воздушной гибки
- Менее точные углы гибки для тонкого материала.
- Различия в качестве материала влияют на точность повторения.
- Не применима для специфических гибочных операций.
Наш совет
- Воздушную гибку желательно применять для листов толщиной свыше 1,25 мм; для толщины листа 1 мм и менее лучше использовать калибровку.
- Наименьший внутренний радиус гибки должен быть больше толщины листа. Если внутренний радиус должен быть равен толщине листа, лучше использовать метод калибровки. Внутренний радиус меньше толщины листа допустим только на мягком, легко деформируемым материале, например меди.
- Большой радиус может быть получен воздушной гибкой путем использования пошагового перемещения заднего упора. Если большой радиус должен быть высокого качества, рекомендуется применять только метод калибровки специальным инструментом.
Kакое усилие гибки
Из-за различных свойств материала и последствий пластической деформации в зоне гибки определить требуемое усилие можно только примерно.
Предлагаем вам 3 практических способа:
(1) таблица
В каждом каталоге и на каждом прессе вы найдете таблицу с требуемым усилием (P) в кН на 1000 мм длины гиба (L) в зависимости от:
- толщины листа (S) в мм
- предела прочности (Rm) в Н/мм2
- V — ширины раскрытия матрицы (V) в мм
- внутреннего радиуса согнутого листа (Ri) в мм
- минимальной высоты отогнутой полки (B) в мм
(2) формула
1,42 – это эмпирический коэффициент, который учитывает трение между кромками матрицы и обрабатываемым материалом.
Другая формула дает похожие результаты:
(3) «Правило 8»
При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S). Тогда P = 8 x S, где P выражается в тоннах. Например, для толщины 2 мм раскрытие матрицы V = 2 x 8 = 16 мм означает, что вам необходимо 16 тонн/м.
Усилие и длина гиба
Длина гиба пропорциональна усилию, т.e. усилие достигает 100% только при длине гиба 100%. Например:
| Усилие | Длина гиба |
| 100% | 3.000 мм |
| 75% | 2.250 мм |
| 50% | 1.500 мм |
| 25% | 750 мм |
Наш совет
Если материал ржавый или не смазан, следует добавлять 10-15% к усилию гиба.
Толщина листа (S)
DIN позволяет значительное отклонение от номинальной толщины листа. Так, для толщины листа 5 мм норма колеблется между 4,7 и 6,5 мм. Следовательно, нужно рассчитывать усилие только для реальной толщины, которую вы измерили, или для максимального нормативного значения.
Предел прочности на растяжение (Rm)
Здесь допуски также являются значительными и могут оказывать серьезное влияние при расчете требуемого усилия гиба. Например:
St 37-2: 340 — 510 Н/мм2 St 52-3: 510 — 680 Н/мм2
Наш совет
Не экономьте на усилии гиба. Предел прочности на растяжение пропорционален усилию гиба и не может быть подогнан, когда вам это нужно.
Реальные значения толщины и предела прочности являются важными факторами при выборе нужного станка с нужным номинальным усилием.
V – раскрытие матрицы
По эмпирическому правилу, раскрытие V-образной матрицы должно восьмикратно превосходить толщину листа S:
V = 8 x S
Но это только при условии, что S меньше или равно 6 мм. Для большей толщины листа необходимо использовать:
V = 10 x S или V = 12 x S
Раскрытие V-образной матрицы обратно пропорционально требуемому усилию:
- Большее раскрытие означает меньшее усилие гиба, но больший внутренний радиус;
- Меньшее раскрытие означает большее усилие, но меньший внутренний радиус.
Внутренний радиус гиба (Ri)
При применении метода воздушной гибки большая часть материала подвергается упругой деформации.
После гибки материал возвращается в свое первоначальное состояние без остаточной деформации («обратное пружинение»).
В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки.
Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это «деформационным упрочнением».
Так называемый «естественный внутренний радиус гибки» зависит от толщины листа и раскрытия матрицы. Он всегда больше, чем толщина листа и не зависит от радиуса пуансона.
Чтобы определить естественный внутренний радиус, мы можем использовать следующую формулу:
В случае с V = 8 x S, мы можем сказать, что Ri = S x 1,25
Мягкий и легкодеформируемый металл допускает меньший внутренний радиус.
Если радиус слишком маленький, материал может быть смят на внутренней стороне и растрескаться на внешней стороне гиба.
Наш совет
Если вам нужен маленький внутренний радиус, гните на медленной скорости и поперек волокон.
Минимальная полка (B)
Во избежание проваливания полки в канавку матрицы, необходимо соблюдать следующую минимальную ширину полки:
| Угол гиба | В |
| 165° | 0,58 V |
| 135° | 0,60 V |
| 120° | 0,62 V |
| 90° | 0,65 V |
| 45° | 1,00 V |
| 30° | 1,30 V |
Упругая деформация
Часть упруго деформированного материала «спружинит» обратно после того, как усилие гиба будет снято. На сколько градусов? Это уместный вопрос, потому что важен только реально полученный угол гиба, а не рассчитанный теоретически. Большинство материалов имеют достаточно постоянную упругую деформацию. Это означает, что материал той же толщины и с тем же пределом прочности спружинит на одинаковую величину при одинаковом угле гибки.
Упругая деформация зависит от:
- угла гибки: чем меньше угол гибки, тем больше упругая деформация;
- толщины материала: чем толще материал, тем меньше упругая деформация;
- предела прочности на растяжение: чем выше предел прочности, тем больше упругая деформация;
- направление волокон: упругая деформация различна при гибке вдоль или поперек волокон.
Продемонстрируем сказанное выше для предела прочности, измеряемого при условии V = 8 x S:
| Предел прочности в Н/мм2 | Упругая деформация в ° |
| 200 | 0,5 – 1,5 |
| 250 | 1 – 2 |
| 450 | 1,5 – 2,5 |
| 600 | 3 – 4 |
| 800 | 5 – 6 |
Все производители гибочного инструмента учитывают упругую деформацию, когда предлагают инструмент для свободной гибки. Например, угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°.
Калибровка
Точный, но негибкий способ
При этом методе угол гиба определен усилием гиба и гибочным инструментом: материал зажат полностью между пуансоном и стенками V-образной матрицы. Упругая деформация равняется нулю и различные свойства материала практически не влияют на угол гиба.
Рассчитать требуемое усилие гиба трудно. Самый надежный способ — выяснить необходимое усилие путем пробной гибки короткого образца на испытательном гидравлическом прессе.
Грубо говоря, усилие калибровки в 3-10 раз выше усилия свободной гибки.
Преимущества калибровки
- точность углов гиба, несмотря на разницу в толщине и свойствах материала;
- маленький внутренний радиус;
- большой внешний радиус;
- Z-образные профили;
- глубокие U-образные каналы;
- возможность выполнения всех специальных форм для толщины до 2 мм с помощью стальных пуансонов и матриц из полиуретана;
- превосходные результаты на гибочных прессах, не имеющих достаточной для свободной гибки точности.
Недостатки калибровки
- требуемое усилие гиба в 3 – 10 раз больше, чем при свободной гибке;
- нет гибкости: специальный инструмент для каждой формы;
- частая смена инструмента (кроме больших серий).
Принципы выбора
При выборе листогибочного пресса с ЧПУ нужно учитывать следующие критерии:
- длину оборудования, определяющей максимальные параметры для гибки листового металла;
- предельно развиваемые усилия рабочего инструмента на заготовку, позволяющие определить способность обработки конкретных типов металлов, допустимую толщину обрабатываемого металла;
- скорость гибки листов, производительность работы;
- ширину станка между двумя торцевыми стойками;
- высоту верхней мёртвой точки, на которую может подниматься траверса;
- тип установленного ЧПУ, объём памяти, модель и производитель;
- вид механического привода;
- уровень шума при работе;
- требования к условиям эксплуатации, обслуживанию, наличие в продаже запчастей для ремонта;
- уровень сложности управления;
- мощность силового агрегата, приводящего в движение траверсу;
- функциональность, возможность её расширения;
- качество сборки.
Толщина обрабатываемого металла
Конструкция листогибочного пресса
Жесткая конструкция гидравлических листогибочных прессов, представленных на нашем сайте, включает корпус, закрепленный на станине с мощными упорами, приспособление для гибки и узел гидравлики. Источником энергии для оборудования является давление масла, созданное гидравлической системой. Действие кривошипно-шатунного механизма приводит в движение траверсу, создавая усилие, необходимое для обработки стали с толщиной до 3,5 мм.
Для осуществления гибки в различных режимах используются приспособления, которые крепятся к стальной балке и позволяют формировать детали разной конфигурации. Контроль за ходом траверсы выполняет комплекс электронных датчиков, размещенных по обе стороны траверсы и гарантирующих равномерность ее движения. В конструкции некоторых моделей присутствует задний упор для загиба металлической кромки, точность работы которого регулируется программированием геометрических значений.
Для того чтобы приобрести листогибочный пресс с максимально подходящими для работы параметрами, следует выполнить анализ технических характеристик станка с обязательным учетом:
- скорости выполнения операций и величины производимой нагрузки;
- максимальных значений перемещения траверсы;
- расстояния между ограничительными стойками;
- рабочей длины станка.
Основным достоинством листогиба с поворотной балкой является способность траверсы выполнять радиальное и угловое перемещение. Особенность конструкции значительно расширяет число конфигураций при изготовлении деталей, которым может придаваться практически любая заданная форма. Устройство позволяет одновременно использовать разные виды инструментов и производить замену комплектов с минимальными временными затратами.
Использование станков с ЧПУ на производстве
Листогибочные станки с ЧПУ применяются в следующих целях:
- изготовления конструктивных элементов для кровли, систем отвода осадков, снегоуловителей;
- производстве корпусов бытовой техники;
- создании профилей для окон, элементов ограждений;
- производстве электрооборудования: распределительных щитов, трансформаторных корпусов, креплений;
- изготовлении мебельной фурнитуры, огнеупорных шкафов, скамеек;
- производстве специализированных деталей для промышленности: защитных экранов, щитков, корпусов, профильных деталей;
- изготовлении корпусных элементов автомобилей, а также спецтехники.
Наличие числового программного управления позволяет автоматизировать работу, быстро перестраивать оборудование под изготовление различных деталей. Система корректирует и контролирует обработку, учитывает погрешности, компенсирует нагрузку, реализует режимы энергосбережения.
Листообрабатывающее оборудование
Гидравлический листогибочный станок — это листообрабатывающее оборудование, предназначеное для высокоточного изготовления деталей из листового и полосового металлического проката. При работе оборудования используется метод холодной гибки рабочего материала, без его предварительного нагрева.
По сравнению c ручными листогибочными прессами гидравлические модели имеют ряд преимуществ:
- функциональность;
- высокие показатели точности и скорости производимых операций;
- высокая экономичность;
- использование в конструкции мощного привода;
- длительный срок эксплуатации.
Гибка осуществляется c помощью двух балок, входящих в конструкцию станка. Листогиб наиболее эффективен при сгибании металлопроката на длину, не превышающую размер рабочего стола.
ПРИНЦИП РАБОТЫ
В гидравлических листогибочных станках используется тяговой механизм, усиленный гидроприводом. В качестве носителя энергии в оборудовании выступает жидкость, способная под давлением выталкивать из главного цилиндра плунжер и вызывать перемещение подвижной поперечной балки c установленным бойком. После упора в заготовку, расположенную на столе, происходит деформация металла.
Гидравлические прессы отличаются высокой производительностью за счет точной синхронной работы цилиндров. В таком листообрабатывающем оборудовании может контролироваться скорость перемещения ползуна и его положение. В некоторых моделях точность позиционирования ползуна составляет 0,01 мм. Устройства наиболее эффективны при необходимости осуществления глубокой вытяжки металла и при сгибании металлического листа по всей длине рабочего стола.
Достоинства гидропривода:
- травмобезопасность;
- экономное энергопотребление;
- надежность;
- высокая скорость.
Многие модели оборудуются системой поддержки заготовки, датчиком заданного угла гиба, ЧПУ и другими дополнительными функциями. Использование в станке числового программного управления позволяет автоматизировать процесс, повысить его точность и производительность.
Принцип работы гидравлического станка с ЧПУ изображен на схеме:
Основными параметрами такого листогибочного станка считаются развиваемое усилие и рабочая длина. Важное значение имеют также такие характеристики, как скорость гибки, расстояние между стойками станины и амплитуда хода траверсы.
ОБЛАСТИ ПРИМЕНЕНИЯ
Листогибы используются при выполнении ряда работ:
- наружная и внутренняя отделка зданий;
- изготовление металлических профилей различной конфигурации и формы;
- изготовление вывесок;
- монтаж кровельных площадей;
- производство воздуховодов прямоугольного сечения;
- производство доборных изделий и др.
Станки с ЧПУ используется для высокоточной скоростной гибки листового материала. Возможность закладки в память контроллеров определенных значений технических параметров позволяет использовать их в автоматическом режиме. Сфера их применения – производство металлоконструкций, трубопроката, вентиляционных систем, различных емкостей и других изделий, где требуется высокая точность гибки металла.
Купить в Москве гидравлический листогибочный станок и другие листообрабатывающее оборудование вы можете, оформив заказ на сайте . В каталоге представлен широкий выбор моделей с различными техническими параметрами, из которых вы можете выбрать подходящее оборудование для любых целей.