Белая жесть – уникальный материал, обладает стойкостью к коррозии, достаточной прочностью при уникальной мягкости. Она не вступает в контакт с продуктами питания, поэтому широко применяется в пищевой промышленности как упаковка.
Несмотря на появление новых синтетических материалов, пластика и титана, которые тоже устойчивы к коррозии, производство луженой стали во всем мире не снижается. Об этом металле с исключительными свойствами и пойдёт речь.
Что такое белая жесть?
Белая жесть – листовой металл самых тонких параметров. В зависимости от толщины выделяют три марки: наиболее тонкая (до 0,33 мм.), средней толщины (до 0,36 мм.) и толстая (до 0,48 мм.).
Важная функция белой жести – обслуживание консервного производства. Кроме банок из этого металла изготавливают многие предметы обихода: кувшины, чайники, ковши и пр. Также из луженой стали производят трубы, различные кровельные материалы, хозяйственные товары (ведра, крышки), специализированную тару для лакокрасочной продукции и нефтепродуктов и пр. Основные свойства жести, которые определяют сферу её использования, – неокисляемость, легкость, тягучесть, вязкость. Благодаря этим качествам белая жесть легко штампуется.
Основа для белой жести – низкоуглеродистая сталь, которую получают в кислородном конвекторе. Изготавливают преимущественно ленточным способом. При этом металл прокатывается в виде ленты, причем прокатка на горячих станах происходит не до конечной толщины, а до размера 1,5 мм. Дальнейшая же раскатка проходит на холодных станах.
Заготовкой для жести является сутунка — полосы железа толщиной до 13 мм. при ширине до 300 мм. Для прокатки сутунка должна иметь чистую поверхность, очищенную от окалины. Поэтому при прокатке болванку обдувают струей пара или воды под давлением до 38 ат. Для получения высококачественных листов сутунку перед прокаткой протравливают кислотой. Нарезанные заготовки подаются к печам.
Сортировка жести
На производстве готовую продукцию делят на три категории.
- К первому сорту относят листы, не имеющие дефектов. Допускаются только совсем мелкие изъяны.
- Второй сорт составляют листы с мелкими черными точками, незначительными пузырями, крупинками олова, маленькими вмятинами.
- К третьему сорту относят мятые и имеющие загнутые углы листы, а также изделия с загрязнениями хлористым цинком.
В процессе сортировки в сторону откладывают листы жести, которые можно улучшить путем повторной протравки или лужения.
Отличия отечественной и иностранной технологии
Материал отечественного производства в процессе изготовления подвергается однократной прокатке холодным методом. В итоге формируются, а затем отжигаются стальные полоски нужной толщины. Завершающим шагом служит процесс, позволяющий повысить технические свойства материала.
Импортные технологии включают дополнительную процедуру холодной прокатки. На этом этапе применяют особые смазочные вещества, позволяющие уменьшить на 50% толщину листа. В итоге заметно снижается расход материала на производство пищевой тары, а эластичность и показатель прочности жести возрастает.
Изготовление
Этапы производства луженой стали:
- резка и травление сутунки;
- прокатка черновой жести (нагрев, раскатка, обрезка сутунки, второй нагрев, раскатка, обрезка полупакетов, нагрев и раскатка пакетов);
- обрезка, разрубка и сортировка карточек;
- первое травление и отжиг;
- сортировка и полировка отожженной жести;
- второй отжиг и травление;
- лужение.
Нужно кратко остановиться на последовательности операций. Заготовки из высококачественной стали сначала обжигаются, а затем происходит травление. И такой порядок оправдан. При травлении с жести удаляются окислы, возникшие при прокатке. Отжиг придает металлу необходимую мягкость. Если первым провести травление, то в печь для отжига листы попадают мокрыми, что увеличивает время отжига, а также вызывает дефекты. Если же провести сначала отжиг, а затем травление, то листы в печь попадут сухими, что улучшит качество жести.
При травлении отожженной жести расход кислоты снижается.
Кроме того, после отжига жесть тщательно сортируют, что предотвращает травление брака.
Отжиг
После проката поддоны с жестью покрываются специальными герметически закрывающимися коробами. Стальные коробки со специальными ребрами, задерживающими обмазку, обрабатывают глиной. Короба размещаются на вагонетках и подаются в печь. Процесс отжига происходит при температурах 900–1000 °С в течение 10-18 часов в зависимости от оборудования.
Для контроля процесса отжига в отверстиях в печи устанавливают пирометры, также берут пробы дымовых газов.
После проведения отжига поддоны с вагонетки снимают и размещают в специальной зоне для охлаждения. Весь процесс занимает до 20 часов, но через 8 часов короб снимают для последующего охлаждения жести в открытом виде.
Спустя 8 часов после охлаждения температура жести составляет около 250 °С, то есть вероятность окисления полностью отсутствует.
После отжига жесть сортируют для следующих операций. Качественный материал идет на лужение, металл с незначительными дефектами доводят до черной полированной жести, а некачественный остаток, который нельзя обработать, поступает на рынок как черная неполированная жесть. В нормальных условиях приемлемым соотношением качественной и дефектных заготовок считают 75 %, 15 % и 10 %.
Сортировку проводят при достаточном дневном освещении. Если условия не позволяют, то при выбраковке используют кварцевые или ртутные лампы, которые позволяют выявить мельчайшие дефекты.
Чтобы листы не загрязнить, операцию проводят в защитных перчатках.
Травление
После охлаждения листы жести устанавливаются вертикально в корзинах для травления. Серная кислота, которая используется в процессе, растворяет окислы, образовавшиеся на листах во время прокатки. Крепость раствора для обработки составляет 15 %. Во время травления одна корзина качается в кислоте в течение 15-20 мин., вторая – в воде для промывания, а третью в это время разгружают и нагружают. После травления листы опять сортируют.
Для полной нейтрализации кислоты после обработки водой применяют промывку в известковом молоке.
При обработке серной кислотой на листах жести появляются дефекты. Это пузыри, которые явно будут видны после проведения лужения. Это выделение водорода, который скапливается в местах, где есть посторонние включения или пустоты. Избежать дефектов можно либо применением высококачественного плотного металла, либо добавлением особых присадок при травлении.
Просушка
До полировки травленные листы тщательно просушивают. Это можно делать в специальных машинах, а можно пропустить жесть через очень горячую воду. Конечно, использование механизмов предпочтительнее: в машинах листы не только просушиваются, но и дополнительно очищаются от грязи.
Полировка
Цель операции – придание глянца листу металла, устранение незначительных дефектов (вмятины, шишки и пр.), придание большей равномерности по толщине. Качество полировки будет определять расходы на последующее лужение. Чем лучше лист отполирован, тем меньше надо олова для его лужения.
Внимание! Качественная полировка может быть произведена только при условии безукоризненной чистоты помещений и применяемых машин. Поэтому помещения для операции необходимо делать закрытыми и хорошо освещенными.
При пропуске листов через валки полировочных машин твердость металла увеличивается, жесть становится хрупкой и упругой. Для придания прежней мягкости жесть подвергают белому отжигу.
Белый отжиг
Этот процесс позволяет уничтожить наклеп, возникший при полировке, а также полностью удалить с листов жировые налеты. Операция идентична первому отжигу, но длительность белого отжига будет меньше (максимум 12 часов), а температура в печи необходима максимум 750 °С. Потребность в обмазывании коробов глиной исчезает.
Белое травление
Чтобы удалить окись железа, покрывшую лист после отжига, перед лужением повторно проводят травление. Слой окалины, возникший после отжига, будет препятствовать лужению, если не снять его кислотой. Процесс второго травления идентичен первому, за исключением концентрации раствора. Так как жесть белая поступает более чистой, то одной части кислоты на десять частей воды достаточно для снятия окалины. Но длительность травления очень важна. Если передержать лист, то кислота разъест полировку. Если недодержать – получится некачественная полуда.
Лужение
После травления листы помещают в воду, а вынимают их непосредственно перед лужением. Операция проходит в лудильных горшках горячим способом, причем обрабатываются обе стороны листа. Существуют способы и электролитического лужения, но качество получаемой жести при этом будет на порядок ниже.
Сам процесс происходит следующим образом. Жестяной лист проходит через слой хлористого цинка (толщина максимум 50 мм.). Это слой убирает излишнюю влагу и оставшиеся окислы. Хлористый цинк – это соляная кислота, в которой выделенный водород заменен цинком.
Затем металл пропускается через слой олова толщиной 300 мм., находящегося в жидком состоянии. Температура расплавленного олова составляет около 300 °С. Эту температуру нужно постоянно поддерживать, так как ее снижение затрудняет лужение, а увеличение приводит к повышенному расходу олова.
Третий слой – жировой, обычно пальмовое масло.
Из масляной ванны жесть поступает в очистку, где листы освобождаются от приставших жиров. Обычно при такой операции лист проталкивается через очищающую смесь (отруби, древесные опилки и алебастр).
Лужение – самый важный процесс, который требует пристального внимания. Залудить листы необходимо таким образом, чтобы не испортить безупречный металл. Кислота протравления не должна попасть в слой олова или хлористого цинка. Такое проникновение чревато черновинами. Перегрев слоя олова дает желтизну на жести, недогрев гарантирует наплывы. Перегрев жирового слоя может дать жировые пятна. Чтобы не допускать подобные дефекты, необходимо устанавливать в лудильных ваннах пирометры.
В чем преимущества стали перед другими материалами?
Стальные украшения SL: кольцо с фианитом; серьги; браслет с фианитом (цены по ссылкам)
Сталь очень долго не теряет свой «новый» вид. При этом она значительно более прочная, чем драгоценные металлы, не окисляется и не темнеет со временем, не боится воздействия соленой (морской) воды, ультрафиолета, различных кислот – того же апельсинового сока, нечаянно пролитого на руку с браслетом или кольцом. Повторимся, сталь не вызывает аллергию (строго говоря, аллергия на золото и серебро – это «неприятие» нашим организмом контакта с неблагородными металлами, входящими в ювелирные сплавы золота и серебра различной пробы). Стальное украшение очень трудно повредить – оцарапать, заполучить вмятину. Наконец, преимуществом является и цена, а также то, что при всей своей бюджетности изделия из стали выглядят очень и очень достойно.
На заметку! Нержавеющая сталь марки 316L, в отличие от некоторых бижутерных сплавов, не содержит свинец – металл, опасный для нашего организма
Проверка качества
Стандартный лист жести должен иметь толщину 0,22-0,4 мм. Первое испытание, которое проходит лист, – изгибание под прямым углом. Качественная белая жесть должна выдержать шестикратный гиб без механических повреждений или отслоения покрытия.
Вторая проверка – на мягкость и вязкость. Металл проверяют путем вдавливания углубления специальным аппаратом. Любой лист под воздействием давления лопнет. Показатель, при котором произошло механическое повреждение, фиксируется. Нормой считается показатель 5,5-6 мм. глубиной.
Дефекты и методы их устранения
Чем длиннее и сложнее процесс производства, тем больше вероятность сбоев на участках, а доля дефектных изделий выше. Дефекты жести технологи называют пороками.
Пороки металлических листов могут возникать из-за применяемых некачественных заготовок, низкого качества сопутствующих материалов, технического состояния машин, которые участвуют в производстве, и пр.
Только 10 % всех пороков жести вызвано некачественной сутункой, 90 % получаются при производстве.
Дефекты при прокатке
60 % пороков металла возникают при прокатке грубой жести. Основные причины:
- Неверный температурный режим в печах. Выражается «рябостью» покрова листа. Кислород окисляет поверхность горячего металла, образуя более твердый верхний слой (окалину). Во время прокатки более плотный слой вдавливается в металл, образуя порок.Избежать такого дефекта можно двумя путями: предотвратить окисления металла или устранить уже появившуюся окалину. Чтобы предотвратить появление окиси, необходимо контролировать уровень кислорода в печи. Для удаления уже образовавшегося твердого слоя сутунку необходимо обработать кислотой.
- Износ прокатных валков. При нарушении закаленного верхнего слоя валка на жестяных листах при прокатке образуются надавы, убрать которые невозможно. Методом борьбы с таким дефектом является периодический контроль качества оборудования.
- Слипание листов. Такой порок возникает при недостаточном количестве кремния, углерода и фосфора в металле. Для недопущения дефекта необходимо в сутунку вводить кремний (в конечном анализе необходимый уровень кремния должен быть 0,05 %). Эта же проблема может возникать при высокой температуре в печи или на валиках. Но проведенные на заводах опыты показывают, что добавление кремния в указанной ранее пропорции полностью устраняет дефект независимо от причины его появления.
- Налет на листе в результате попадания песка или глины с печи. После прокатки эти частицы оставляют значительный след, делая жесть непригодной к лужению. Предупредить порок можно только своевременным обслуживанием печей.
- Неравномерный прокат. Согласно нормативам, применяемым к белой жести, отклонение толщины металла в пределах одного листа не должно превышать 0,03 мм. Равномерность прокатки полностью зависит от используемых машин, но пороки листа могут вызвать неверная настройка валков, неравномерный нагрев сутунки, низкая квалификация вальцовщика и пр.
Дефекты при отжиге и лужении
40 % пороков возникают при отжиге и лужении. Основные причины:
- Слабый отжиг, который можно обнаружить только при механических испытаниях. Бороться с ним можно, если постоянно контролировать качество жести. Тогда будет ясно, как долго нужно выдерживать сутунку в печи.
- Появление сухих кромок. Дефект возникает при недостаточно тщательной упаковке сутунки перед отжигом. В результате кромка соприкасается с воздухом и окисляется. Листы с таким пороком непригодны к лужению.
- Появление травильных пузырей. Для устранения этого дефекта применяют химические присадки.
- Не доведенный до конца процесс травления. Перед лужением достаточно проводить тщательную сортировку материала, чтобы предупредить порок.
- Зеленый цвет листов возникает при длительном контакте листов металла с воздухом перед лужением. Исключается порок либо непрерывностью процесса, когда после травления сразу же происходит лужение, либо размещением материала в воде.
- Появление черных точек на листах белой жести. Это необработанные оловом места. Опасность такого дефекта – быстрое образование ржавчины. Порок образуется при попадании кислоты в олово или хлоридный цинк. Листы можно подвергнуть повторному травлению и лужению.
- Появление жирных масляных пятен , которые образуются при работе на старом масле или при его сильном нагреве. Устранить порок невозможно, поэтому нужно установить дополнительные меры контроля над температурным режимом ванн.
- Механические повреждения (ломаные, мятые листы, загнутые уголки) – результат небрежного отношения. Белая жесть – очень деликатный материал.
Что такое сталь
Сталь – сплав железа и углерода. В обычных случаях доля углерода колеблется от 0,1 до 2,14 %. Но, учитывая, что в состав легированных сталей может входить множество дополнительных ингредиентов, сегодня под сталью подразумевают такой сплав, где доля железа составляет не менее 45%.
О том, что такое сталь, и как ее производят, расскажет этот видеосюжет:
Понятие и особенности
Главные привлекательные качества стали – высокая прочность при доступности сырья и относительно простом способе производства. Именно такая комбинация и ставит сплавы железа в позицию абсолютного лидера. На сегодня попросту не существует такой области народного хозяйства, где стали не занимали бы позицию конструкционного материала.
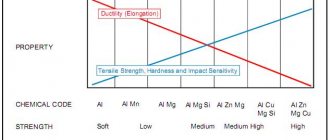
- Железо и углерод – обязательные составляющие сплава. Из них железо обеспечивает пластичность и вязкость, благодаря чему сталь относят к деформируемым, ковким сплавам. А углерод – твердость и прочность, так как твердость всегда сочетается с хрупкостью. Добавка углерода невелика и даже в специализированных составах не превышает 3,4%.
- Кроме того, из-за способа производства, сталь всегда содержит какую-то долю марганца – до 1 %, и кремния – до 0,4%. Эти примеси мало влияют на свойства состава, если не превышают заданную норму. По тем же причинам в составе оказываются и вредные примеси – фосфор, сера, несвязанный азот и кислород. В процессе плавки и легирования от этих ингредиентов стараются избавиться, поскольку они уменьшают прочностные и пластичные свойства сплавов.
- В сплав вводят искусственно другие добавки с целью изменить качества материала. Так, добавка хрома придает стали жаропрочность, а никеля – стойкость к коррозии и вязкость.
- Чрезвычайно полезным качеством железных сплавов является то, что на изменение свойств влияют очень небольшие по весу добавки других веществ. Это позволяет значительно разнообразить качества материала. Кроме того, на свойства сплава очень сильно влияет метод изготовления собственно продукции – холодное деформирование, горячее, закалка и так далее.
Соотношение с чугуном
Наиболее близок к стали по свойствам и составу чугун. Часть материала и производится из предельного чугуна. Однако на практике различия в характеристиках оказываются весьма заметными:
- сталь прочнее и тверже, чем чугун;
- чугун на деле легче стали и имеет более низкую температуру плавления. Обманчивое впечатление создает массивность изделий из чугуна, поскольку он менее прочен;
- сталь легче поддается механической обработке благодаря низкому содержанию углерода. Чугун же предпочтительнее отливать;
- чугун имеет более низкую теплопроводность, то есть, изделия из него лучше хранят тепло, чем стальные;
- чугун нельзя подвергнуть такой процедуре, как закалка. А последняя может значительно увеличить прочность материала.
Далее рассмотрим достоинства и недостатки стали.
Преимущества и недостатки
Описывать плюсы и минусы материала довольно сложно. На практике мы имеем дело с продукцией из стали, причем из сплава самых разных марок, а, значит, и свойств. А одна из особенностей материала как раз и состоит в том, что метод изготовления изделии из него тоже влияет на его свойства. Качества сварной трубы не сравнить с характеристиками трубопровода из холоднокатаной стали.
В общем, можно говорить о следующих преимуществах стали:
- высокая прочность и твердость – свойственно всем видам;
- огромное разнообразие свойства, обусловленное разным составом и разными методами обработки;
- вязкость и упругость, достаточные для применения на всех участках, где требуется стойкость к ударным, статическим и динамическим нагрузкам при отсутствии остаточной деформации;
- легкость механической обработки – сварка, нарезка, сгибание;
- очень высокая износостойкость по сравнению с другими конструкционными материалами и, соответственно, долговечность;
- распространенность сырья и экономически выгодный метод производства, что обуславливает доступную стоимость сплавов.
К недостаткам можно отнести следующее:
- самый большой недостаток материала – нестойкость к коррозии. Чтобы избежать повреждений, выпускают специальные виды металла стали – нержавеющие, однако их стоимость заметно выше. Чаще проблему решают за счет покрытия стальных изделий защитным слоем металла или полимера;
- сплав накапливает электричество, что заметно усиливает электрохимическую коррозию. Сколько-нибудь объемные конструкции – корпуса машин, трубопроводы, нуждаются в специальной защите;
- сплав не отличается легкостью, стальные конструкции имеют большой вес и заметно утяжеляют объекты;
- изготовление стальных изделий – многоэтапный процесс. Недочеты и ошибки на любом из этапов оборачиваются значительным снижением качества.
Далее будет рассмотрена маркировка и классификация сталей по качеству, по назначению, а также по составу и иным характеристикам.