Сведения о производителе сверлильного настольного станка НС-12
Разработчик настольно-сверлильного станка модели НС-12 — Специальное конструктрское бюро специальных станков СКБ-3, г. Одесса. СКБ-3 создано в 1947 году и существоало до середины 90-х годов.
Станок производился станкостроительными заводами и несколькими ремесленными и техническими училищами Советского Союза в 50..70-х годах прошлого века.
Настольный сверлильный станок НС-12 имеет несколько модификаций (НС-12, НС-12А, НС-12Б, НС-12М), которые незначительно отличаются друг от друга по конструкции и комплектации.
Производство ШУ в России
Часть шпиндельных компонентов, требуемых для комплектации станков, отечественные производители выпускают на собственных станкостроительных мощностях, опираясь при этом на разработки и опыт еще советской промышленности. Практически не возникает проблем с изготовлением обычных приводных шпиндельных узлов для фрезерного станка или токарных агрегатов, которые не ориентируются на высокоточную обработку. Однако современные высокотехнологичные электрошпиндели производятся в России лишь частями и на основе импортных комплектующих. Связаны данные ограничения не только с отсутствием передовых технологий в этой области, но и с дефицитом квалифицированных кадров, которые должны решать инженерно-технические и производственные задачи.
НС-12 станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных и бытовых мастерских.
Станки НС-12 позволяют выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Основные параметры сверлильного станка НС-12:
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали: 400 мм
- Расстояние от оси шпинделя до колонны (вылет шпинделя): 185 мм
- Скорость вращения шпинделя: 450, 710, 1400, 2500, 4500 об/мин
- Мощность электродвигателя: 0,6 кВт
- Масса станка: 121 кг
Отсчет глубины сверления производится по плоской шкале или упору.
Пятиступенчатые шкивы привода позволяют получать пять скоростей вращения шпинделя, что обеспечивает свободный выбор скоростей резания.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Шпиндельный узел сверлильного станка нс-12 — самый сложный и точный узел в станке. Шпиндельный узел монтируется в шиндельной бабке. Основные детали шпиндельного узла:
- Шпиндель — вал, который вращается на 2-х радиально-упорных подшипниках внутри гильзы шпинделя;
- Гильза шпинделя (пиноль) — цилиндр, который смонтирован в шпиндельной бабке и имеет возможность осевого перемещения в пределах 100 мм.
Верхняя часть шпинделя имеет шлицы, для получения вращения от приемного шкива, нижняя часть имеет конус Морзе для крепления сверлильного патрона.
Шпиндель станка НС-12 получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания 450, 800, 1410, 2490, 4430 об/мин.
Пиноль, внутри которой вращается шпиндель, имеет ход 100 мм и уравновешена спиральной пружиной, которая возвращает пиноль в верхнее (исходное) положение. Пиноль поднимается и опускается с помощью зубчатой рейки и шестерни. Наибольшее усилие резания, допускаемое механизмом — 70 кг.
Конец шпинделя сверлильного станка НС-12 — внутренний конус Морзе №1, D = 12,065 мм по ГОСТ 25557 (Конусы инструментальные). Чтобы установить на станок стандартный сверлильный патрон с укороченным конусом, необходимо установить оправку по ГОСТ 2682 (Оправки с конусом Морзе для сверлильных патронов).
На станок НС-12 можно установить одну из 4-х оправок по ГОСТ 2682:
- Оправка 6039·0002 — исполнение 2, укороченный конус Морзе В10
- Оправка 6039·0005 — исполнение 2, укороченный конус Морзе В12
- Оправка 6039·0007 — исполнение 2, укороченный конус Морзе В16
- Оправка 6039·0011 — исполнение 2, укороченный конус Морзе В18
Так, используя одну из 4-х оправок, на станок НС-12 можно установить сверлильный патрон одного из 6-и типоразмеров по ГОСТ 8522 (Патроны сверлильные трехкулачковые).
- Патрон 4 — укороченный конус Морзе В10, диапазон зажима — 0,5..4 мм
- Патрон 6 — укороченный конус Морзе В12, диапазон зажима — 0,5..6 мм
- Патрон 8 — укороченный конус Морзе В12, диапазон зажима — 1,0..8 мм
- Патрон 10 — укороченный конус Морзе В16, диапазон зажима — 1,0..10 мм
- Патрон 13 — укороченный конус Морзе В16, диапазон зажима — 1,0..13 мм
- Патрон 16 — укороченный конус Морзе В18, диапазон зажима — 3,0..16 мм
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров — от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
Российский стандарт на укороченные конуса ГОСТ 9953
Конусы инструментов укороченные.
Российский стандарт на сверлильные патроны ГОСТ 8522
Патроны сверлильные трехкулачковые.
- B7 — конус Морзе КМ0, D = 7,067 мм;
- B10 — конус Морзе КМ1, D = 10,094 мм. Патрон 4-В10 (0,5÷4 мм);
- B12 — конус Морзе КМ1, D = 12,065 мм. Патрон 6-В12 (0,5÷6 мм), Патрон 8-В12 (1÷8 мм);
- B16 — конус Морзе КМ2, D = 15,733 мм. Патрон 10-В16 (1÷10 мм), Патрон 13-В16 (1÷13 мм);
- B18 — конус Морзе КМ2, D = 17,780 мм. Патрон 16-В18 (3÷16 мм);
- B22 — конус Морзе КМ3, D = 21,793 мм. Патрон 20-В22 (5÷20 мм);
- B24 — конус Морзе КМ3, D = 23,825 мм;
- B32 — конус Морзе КМ4, D = 31,267 мм;
- B45 — конус Морзе КМ5, D = 44,399 мм.
Где D — диаметр конуса в основной плоскости.
Аналоги настольного сверлильного станка НС-12
2М112 — Ø12 — Кировский станкостроительный завод, г. Киров
НС-12А — Ø12 — Вильнюсский станкостроительный
НС-12Б, НС-12М — Ø12 — Барнаульский станкостроительный завод
ЕНС12 — Ø12 — Ейский станкостроительный завод ЕСЗ, г. Ейск
ОД71 — Ø12 — Оренбургский станкозавод, г. Оренбург
НС-12Б, НС-12-М — Ø12 — Барнаульский станкостроительный завод
ШУНСС-12 — Ø12 — Мукачевский станкостроительный завод, с. Кольчино
ГС2112 — Ø12 — Гомельский завод станочных узлов
ЗИМ1330.00.00.001 — Ø12 — Завод им.Масленникова, ЗИМ-Станкостроитель, г. Самара
МП8-1655 — Ø12 — СтанкоСтроительный завод им. Кирова, г. Минск
БС-01 — Ø12 — Беверс, г. Бердичев
ВС3-5016 — Ø12 — Воронежский станкозавод
Р175М — Ø12 — Чистопольский завод АвтоСпецОборудование, г. Чистополь
Р175, Р175М — Ø13 — АвтоСпецОборудование
ВИ 2-7 — Ø14 — Волгоградский инструментальный завод
MD-23 — Ø14 — Каунасский станкостроительный
Виды промышленных станков — весь спектр работ по сверлению отверстий
В подавляющем большинстве все предлагаемые на рынке промышленные станки способны решать любые задачи, правда, это не относится к определенным специализированным модификациям. Помимо сверления их можно использовать для выполнения некоторых иных операций. Если рассматривать оборудование, предназначенное для металлообработки, то оно может быть классифицировано на следующие виды:
- Настольные. Эти устройства предназначены для создания и обработки отверстий, имеющих небольшие диаметры. Их конструкционное исполнения изначально рассчитано на максимальный диаметр инструмента 3, 6, 12 и 16 мм.
- Вертикально-сверлильные, которые нередко именуются как колонные. Основное их назначение заключается в обработке отверстий диаметром 18, 25, 35, 50 и 75 мм. К оборудованию подобного типа часто прибегают в ситуации, когда необходимо обработать заготовки и детали, отличающиеся небольшими размерами, в ремонтных цехах, а также в условиях мелкосерийного и индивидуального производства.
- Радиально-сверлильные. Они получили распространение для обработки массивных и негабаритных заготовок. Также с их помощью можно обрабатывать детали, у которых отверстия имеют форму окружности. Подобного эффект удается достигнуть благодаря большому вылету шпинделя, который имеет значение 1300–2000 мм. Стоит заметить, что оси инструмента и отверстий совмещаются путем перемещение шпинделя, причем обрабатываемая деталь не меняет место своего положения.
- Координатно-сверлильные. Эти устройства получили распространение для обработки деталей, для которых важно соблюсти точное размещение отверстий по отношению друг к другу.
- Горизонтально-сверлильные. Их используют для обработки глубоких отверстий, необходимость в создании которых может возникнуть, скажем, в валах, осях, штоках, стволах артиллерийских и стрелковых систем.
- Центровальные. С их помощью можно создавать центровые отверстия, местом выполнения которых выступают торцы заготовок.
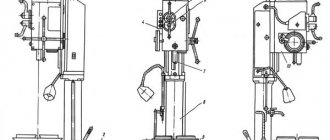
Общий вид сверлильного станка НС-12
Фото сверлильного станка НС-12
Фото сверлильного станка НС-12
Фото сверлильного станка НС-12
Особенности изготовления при использовании шуруповёрта
Процесс изготовления сверлильного станка с использованием шуруповёрта абсолютно аналогичен тому, как это выполняется при использовании электродрели.
Использование блока питания и возможность подключения к сети напряжением 220 Вольт «дают» шуруповёрту вторую жизнь
Шуруповёрт может оказаться невостребованным в случае выхода из строя аккумуляторов, поэтому оптимальным решением для возобновления эксплуатации будет создание с его использованием сверлильного станка, а для подключения к электрической сети – адаптера, обеспечивающего работу на напряжении 220 Вольт. Основными нюансами при создании подобной конструкции являются следующие моменты:
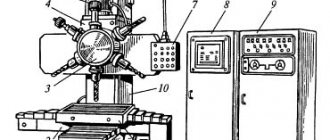
Расположение составных частей сверлильного станка НС-12
Расположение составных частей сверлильного станка НС-12
Спецификация составных частей сверлильного станка НС-12
- Плита
- Колонка
- Хобот (шпиндельная бабка)
- Гильза (пиноль) шпинделя
- Шпиндель
- Рукоятка подачи пиноли шпинделя
- Зубчатая рейка
- Электродвигатель
- Плита электродвигателя (подмоторная плита)
- Стопор устройства натяжения ремня
- Башмак (кронштейн крепления колонки к плите)
Краткое описание конструкции и работы настольного сверлильного станка НС-12
Станок состоит из следующих основных частей: плита 1; колонка 2; хобота со шпиндельной группой 3; электрооборудования 8.
На плите закрепляется башмак 11, в отверстии которого устанавливается колонка 2. Колонка закрепляется путем затяжки башмака.
По периметру плиты расположен желоб для сбора охлаждающей жидкости. В нижней части желоба имеется спусковое отверстие с пробкой. При подключении станка к централизованной подаче эмульсии вместо пробки может быть завернут ниппель с резиновым шлангом.
Внутри плиты вмонтирован понижающий трансформатор и корпус пакетного выключателя (для местного освещения), а снаружи — кнопочная станция (для электродвигателя станка).
На колонке закреплена рейка 3 (рис. 4) (m = 2), в зацеплении с которой находится шестерня, вмонтированная в хобот, жестко закрепленная с рукояткой 4 (см. схему расположения органов управления). При повороте рукояток 3, 4 (рис. 6) хобот перемещается по колонке. После установки хобота на необходимую высоту рукояткой 3 хобот зажимают.
На хоботе закреплены шпиндельная группа 5, электродвигатель 8 с плитой и натяжное устройство 10 для клинового ремня.
Шпиндель, разгруженный от шкива, установлен в гильзе 4 (пиноли) на прецизионных радиальноупорных подшипниках.
Гильза перемещается при повороте рукоятки 6 (рис. 1).
Передача вращения от шкива шпинделю осуществляется при помощи двух призматических шпонок.
Пятиступенчатый шкив шпинделя закреплен с помощью втулки на двух радиальных подшипниках.
Электродвигатель закреплен на подмоторной плите, направляющие которой свободно входят в соответствующие расточки в хоботе. После того как ремень накинут на соответствующую ступень шкива, эта плита оттягивается от хобота до нормального натяжения ремня и в этом положении фиксируется прижимными винтами.
Основные элементы
Выделяют самые различные элементы технологической операции. Основными можно назвать следующие:
- Установка. Эта часть технологической операции, выполняемая при неизменном закреплении, проводится в самом начале. Ей уделяется также довольно много внимания, так как допущенные ошибки могут стать причиной смещения заготовки при ее обработке.
- Позиция. Законченная часть технологической операции, характеризуемая постоянством, должна проводится при фиксировании положения заготовки. Стоит учитывать, что на данном этапе может проводиться и сборка технологической оснастки, которая отвечает за непосредственную фиксацию заготовки.
- Технологический переход. Технологический процесс перехода могут осуществляться в рамках одной операции без изменения ранее установленных режимов работы. Он осуществляется в случае, когда обработка заготовки не может быть завершена по причине недостаточной функциональности оборудования. Количество переходов во многом зависит от того, насколько сложна заготовка. Нумерация переходов проводится с учетом последовательности механической обработки заготовки.
- Рабочий ход. Именно этот элемент технологической операции считается наиболее важным, так как он обеспечивает механическое удаление материала с поверхности для придания требуемой формы и размеров. Как правило, совершается перемещение инструмента относительно поверхности заготовки с заданными параметрами при определенном углублении режущей кромки в обрабатываемый материал. Также при рабочем ходе обеспечивается обработка поверхности для получения определенной шероховатости. Рабочий ход может быть продольным или поперечным, при этом определяется глубина и скорость резания, а также многие другие параметры. Как правило, он более продолжительный и точный, рассчитан на оказание серьезного механического воздействия на рабочий орган.
- Вспомогательный ход. Он также является неотъемлемой частью технологического процесса. Вспомогательный ход представлен однократным перемещением инструмента относительно заготовки, однако при этом не происходит изменение формы, размеров и других параметров заготовки. Применяется вспомогательный ход в большинстве случаев для смещения основных органов относительно заготовки. Примером можно назвать подвод инструмента в зону резания, а также фиксирующего элемента.
- Наладка. Перед непосредственным производством проводится наладка оборудования, а также применяемой оснастки. Наладка предусматривает установку всех приспособлений, выверку размера инструмента и их положения. Наладочному процессу уделяется довольно много внимания, так как неправильная фиксация инструмента может привести к весьма серьезным последствиям. Сложнее всего провести наладку станков с ЧПУ, так как они должны обеспечивать высокую точность обработки. Кроме этого, часто финишным этапом проводимой наладки становится контрольная обработка заготовки, в ходе которой определяется точность и другие моменты.
- Подналадка. Еще одним вспомогательным процессом можно назвать подналадку, которую выделяют крайне редко. Она предусматривает регулировку технологического оборудования или применяемой технологической оснастки. В некоторых случаях только после того, как было налажено производство можно определить неправильное позиционирование инструмента и технологической оснастки.
- Технологическое оборудование. Также встречаются различные средства обеспечения проводимой процедуры. В эту категорию относят материалы и заготовки, а также требуемую оснастку. Встречается в продаже просто огромное количество различной оснастки, которая существенно упрощает поставленную задачу по обработке заготовки самой различной формы и размеров.
- Технологическая оснастка. Это определение применяется для определения технологического оснащения, без которого провести обработку заготовки практически невозможно. Она может быть самой различной, подбирается в зависимости от того, какая процедура проводится.
В целом можно сказать, что технологическая операция является сложной процедурой, которая состоит из довольно большого количества различных частей
Расположение органов управления сверлильного станка НС-12
Расположение органов управления сверлильного станка НС-12
Спецификация органов управления станка НС-12
- Кнопка отключения электродвигателя «Стоп»
- Кнопка включения электродвигателя «Пуск»
- Рукоятка зажима хобота (шпиндельной бабки) на колонке
- Рукоятка подъема и опускания хобота (шпиндельной бабки) по колонке
- Рукоятка подъема пиноли для ручной подачи шпинделя
- Винты зажима натяжного устройства
- Выключатель местного освещения
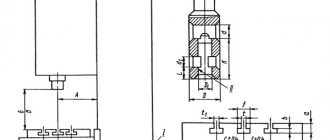
Кинематическая схема сверлильного станка НС-12
Кинематическая схема сверлильного станка НС-12
- Зубчатая рейка на гильзе шпинделя
- Шестерня для перемещения гильзы шпинделя
- Зубчатая рейка на колонке
- Шестерня для перемещения хобота (шпиндельной бабки) по колонке
Описание кинематической схемы
От электродвигателя при помощи клиноременной передачи через пятиступенчатый шкив приводится во вращение соединенный с ним посредством шпонок (и скользящий по ним) шпиндель станка.
При повороте рукоятки 5 (рис. 6) вращается шестерня 2 (рис. 4), которая передвигает рейку 1 и связанную с ней гильзу вверх и вниз.
Гильза, двигаясь в полости хобота, перемещает вверх и вниз шпиндель, связанный с гильзой радиальноупорными шарикоподшипниками.
Вертикальное перемещение хобота производится действием шестерни 4 (рис. 4), приводимой во вращение рукояткой 4 (рис. 6), на рейку 3 (рис. 4), укрепленную на колонке.
В случае надобности возможно поворачивать колонку вместе с хоботом вокруг ее оси после ослабления зажима башмака, в котором закреплена колонка.
Кожух ограждения ремня выполняется либо литой, либо сварной (удлиненный).
Подшипники шпинделя сверлильного станка НС-12
Шпиндель станка НС-12 смонтирован в гильзе на 2-х шариковых радиально-упорных подшипниках:
- Подшипник № 36203 ГОСТ 831-41 шариковый радиально-упорный, класс точности П, размер 17х40х12 мм
- Подшипник нижний № 36203 ГОСТ 831-41 шариковый радиально-упорный, класс точности В, размер 17х40х12 мм
Приемный шкив установлен на двух шариковых радиальных подшипниках:
- Подшипник № 205 ОСТ 6121-39 шариковый радиальный однорядный, размер 25х52х15 мм
Электрооборудование и электрическая схема сверлильного станка НС-12
Электрическая схема сверлильного станка НС-12
Электрооборудование сверлильного станка НС-12
Электрооборудование станка состоит из:
- электродвигателя мощностью 0,6 кВт
- кнопочного пускателя с кнопками «Стоп» и «Пуск»
- местного освещения с понижающим трансформатором и пакетным выключателем
Управление станком НС-12
1. Нажатием на кнопку «Пуск» кнопочного пускателя КП включается электродвигатель. Нажатием на кнопку «Стоп» кнопочного пускателя КП электродвигатель отключается.
2. Поворотом ручки пакетного выключателя ВО включается местное освещение ЛО. Станок должен быть заземлен.
Привод станка НС-12
Электродвигатель, посредством подмоторной плиты, прикреплен к бабке шпинделя. На оси электродвигателя находится ступенчатый шкив, который соединяется со шкивом шпинделя клиновым ремнем.
Местное освещение станка НС-12
Станок укомплектован аппаратурой для местного освещения. В связи с тем, что настольно-сверлильный станок, модели НС-12 чаще всего устанавливается на верстаках или столах, поэтому арматуру (кронштейн) и аппарат (трансформатор) местного освещения, при монтаже станка, требуется прикреплять вблизи станка, а если станок устанавливается у стены — то к последней.
Устройство
Шпиндель представляет собой стальной вал, впереди которого установлено крепление для рабочего инструмента. В классическом образе шпиндель установлен на высокоточных подшипниках качения. Для обеспечения необходимой точности работы в процессе эксплуатации на опоре шпинделя установлено специальное кольцо. Регулировка кольца происходит с помощью регулировочной гайки, Затягивание которой смещает гайку по шпинделю, что обеспечивает устранение образовавшихся в процессе работы зазоров
Конструкция шпинделя зависит от множества факторов, обычно от сферы назначения, типа и устройства станка, размеров и скорости работы. Раньше основой этого узла выступали подшипники, отклонение на которых достигало 1 мкм. На сегодняшний день требования к шпинделям усилились, поэтому современные образцы изготавливаются с применением магнитных или воздушных опор. Подобное решение позволяет добиться минимального отклонения, не превышающего 0,2 мкм.
Для более высокой точности, при которой погрешность обработки ниже 0,03 мкм, применяется особый способ привода. Шпиндель приводиться в движение и разгоняется с помощью маховика, но работы выполняется после отключения маховика и работе шпинделя за счет инерции.
Конструкция узла должна соответствовать следующим требованиям:
- Точность. Подбирается исходя из модели станка, обрабатываемого материала и технологических требований.
- Быстроходность. Разные типы шпинделей вращаются на разных скоростях, чем быстрее скорость обработки заготовки, тем выше качество выполненной работы.
- Жесткость. Определяется соотношением величины прогиба шпинделя и уровня радиального биения. Чем данный показатель ниже, тем выше качество работы.
- Долговечность. Срок эксплуатации узла, в первую очередь, зависит от качества используемого подшипника.
- Виброустойчивость. Шпиндель должен быть толерантным к вибрации к внешней вибрации станка, что обеспечивает высокую точность работы инструмента.
- Допустимый нагрев. Определяется максимальной температурой нагрева узла, при котором не изменяются эксплуатационные характеристики шпинделя.
- Несущая способность. Характеризует рекомендуемые вес и размеры рабочего инструмента.
Обычно шпиндель не рассматривается как отдельная конструкция. Чаще всего рассматривается весь комплекс токарно-винторезного станка, включающий электродвигатель, привод, переднюю бабку и шпиндель. Электродвигатель можно менять, использовать даже силовые установки, работающие от постоянного тока. Главное, чтобы все составные части соответствовали электрической схеме станка.
Технические характеристики станка НС-12
| Наименование параметра | НС-12 | НС-12Б | НС-12М |
| Основные параметры станка | |||
| Наибольший диаметр сверления, мм | 12 | 12 | 12 |
| Наибольшее расстояние от торца шпинделя до стола | 20..420 | 100..400 | 300 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 185 | 200 | 200 |
| Рабочий стол | |||
| Ширина рабочей поверхности стола, мм | 360 х 360 | 300 х 350 | 300 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | |
| Шпиндель | |||
| Наибольшее перемещение шпиндельной головки, мм | 300 | 200 | |
| Ход гильзы шпинделя, мм | 100 | 100 | 100 |
| Частота вращения шпинделя, об/мин | 450, 710, 1400, 2500, 4500 | 450, 800, 1410, 2490, 4430 | 880, 1500, 2880 |
| Количество скоростей шпинделя | 5 | 5 | 3 |
| Конус шпинделя | Морзе 2 | Морзе 1 | В18 |
| Привод | |||
| Электродвигатель привода главного движения, кВт | 0,65 | 0,6 | 0,37 |
| Габарит и масса станка | |||
| Габариты станка (длина ширина высота), мм | 770 х 465 х 700 | 760 х 470 х 955 | 810 х 450 х 910 |
| Масса станка, кг | 121 | 130 | 140 |