- Полное название
- Назначение
- Технология.
- Применение
- Диапазоны
- Описание модельного ряда, комплектации и модификаций
- Технические характеристики
- Предложение от официального дилера Идеал-верк — компании Техномеридиан
- Объявление!
- сварка ленточных пил по металлу;
- сварка ленточных пил по дереву;
- сварка ленточных пил по мясу и рыбе из нержавеющей стали;
- сварка ленточных ножей по коже, текстилю, поролону и т.п.;
- сварка (стыковка) полосы (штрипса) в непрерывных линиях (профилирующих, нанесения покрытия и т.п.) на фото:
Технология
Ленточное полотно разматывается из бухты и отрезается в размер с учетом припуска на оплавление и осадку и с учетом сохранения шага зуба после сварки. Хотя для стыковой сварки оплавлением на аппаратах типа BAS качество подготовки торцов не так важно, как для стыковой сварки сопротивлением (см.машины сварки сопротивлением BSS), но все же, чем оно выше, тем больше шансов получить хороший шов. Поэтому важно использование хороших гильотинных ножниц для резки ленточных пил (см.гильотины AHE, APE производства IDEAL-Werk) для получения стыка без заусенцев и строго перпендикулярного задней спинке ленточной пилы.
При больших объемах производства сваренных в кольцо ленточных пил и ножей используются специальные станки для размотки пилы из бухты и мерной резки с учетом шага зуба (см. станки для размотки и автоматической резки ленточной пилы в размер из бухты).
Далее, концы полотна (или полосы) зажимаются в губках прижимов стыкосварочной машины для сварки ленточных пил BAS. Для сварки плоских сечений небольшого размера, как в данном случае, достаточен токоподвод с одной стороны, поэтому электродные губки располагаются с нижней стороны, а с противоположной – стальные закаленные прижимные пластины или сегменты. Установку свариваемой пилы в губках проводят с центровкой торцов по центру регулируемого расстояния между прижимами, называемым установочной длиной.
Привод прижимов в машинах стыковой сварки BAS, ручной, пневматический или гидравлический, реализован соразмерно максимально подаваемому усилию осадки. Далее, после запуска цикла сварки, к торцам прикладывается небольшое давление через подвижный прижим для создания электрического контакта и подается электрический ток (на самом деле, циклограмма давления чуть более сложная, но вышесказанное отражает суть). Перемещение подвижной губки с зажатым торцом ленточной пилы управляется двигателем через кулачки. Усилие осадки к стыку прикладывается не сразу, этим метод и отличается от метода сварки сопротивлением, реализованным в «аппаратах» для сварки ленточных пил методом сварки сопротивлением BSS IDEAL-Werk. В интервале оплавления цикла сварки соприкасающиеся пики микронеровностей торцов мгновенно расплавляются и взрываются из-за большой плотности протекающего тока, вызывая обильное искрение и выплеск металла в плоскости стыка. В результате, из стыка удаляются оксиды, жиры и прочие загрязнения, а если плоскости торцов не совмещены из-за относительно плохой торцовки, то в результате оплавления, происходит их совмещение.
По завершению интервала оплавления, когда кулачок проворачивается на определенный угол, на подвижный прижим подается полное заданное усилие осадки пружинным, пневматическим или гидравлическим приводом. Регулируемые параметры сварочного цикла:
- ток сварки
- время сварки
- усилие осадки (при достаточном усилии прижима)
- перемещение подвижной губки при осадке под током
- время и дистанция оплавления (в общем смысле – циклограмма процесса)
После сварки ленточных пил из легированных и высокоуглеродистых сталей требуется произвести отжиг шва, для восстановления пластичности металла шва. В полуавтоматических настольных стыкосварочных машинах для сварки ленточных пил моделей BAS 040, BAS 050, BAS 060 и BAS 065 производства IDEAL-Werk разведение прижимов на увеличенную для отжига установочную длину и центровка шва производится вручную. В полностью автоматических машинах стыковой сварки ленточных пил и ножей BAS 051, BAS 052, BAS 100 и BAS 120 (сняты с производства) и в машинах нового поколения BAS 3xx разведение прижимов и перезахват ленточной пилы с сохранением центровки шва между губками прижимов происходит автоматически.
Отжиг производится с визуальным контролем оператором температуры отжига по цвету нагретого металла и контролем времени кнопкой. При установке потенциометра, можно регулировать силу тока отжига. При установке на стыкосварочную машину для сварки ленточных пил BAS системы пирометрического контроля и управления отжигом можно задавать программы отжига и проводить отжиг в автоматическом режиме.
При контактной стыковой сварке на шве образуется грат с острыми рваными краями. Он зачищается на шлифовальных (зачистных) станках SMH и SMP производства IDEAL-Werk, абразивными чашеобразными кругами. Устройства для зачистки шва на ленточных пилах после сварки оборудованы зажимами с накладками и регулируемой подкладкой для полотна под шов. Подбор размера зерна, его твердости и связующего также важен, для того чтобы абразивные круги расходовались меньше, и не происходил пережог шва, т.е. повторная термическая обработка в результате нагрева при снятии грата абразивом. Снятие грата — важная операция после сварки ленточной пилы, т.к. его остатки будут являться концентраторами напряжений при работе ленточной пилы.
При стыковой сварке штрипса (полосы) в непрерывных линиях, автоматические сварочные станки IDEAL BAS 330 (или BAS 100) и IDEAL BAS 340 (или BAS 120) контактной сварки оплавлением, выгодны тем, что время цикла сварки и автоматической зачистки шва достаточно мало (10-15 секунд при установленном гратосрезающем устройстве), что важно для линий работающих на высоких скоростях.
Аппараты для сварки ленточных пил
Как правило, аппарат для сварки ленточных пил работает так: концы пилы зажимаются в зажимах, стыкуются, а затем через них пропускается ток, который оплавляет и сваривает кромки торцов. Ток подводится через электроды, которые соединяются с фиксаторами-зажимами.
Существуют разные виды таких аппаратов. Далее мы рассмотрим, чем они отличаются. Условно их можно классифицировать на три группы.
Аппараты сварки сопротивлением
Эти аппараты дешевы, компактны, отличаются не очень большой производительностью и предназначаются для небольших объемов работ – например, для ремонта пил на производственных лесопильных участках.
Особенности технологии требуют высокого качества подготовки шва, высокого качества электродов, хорошей регулировки фиксаторов и правильной настройки режима.
Аппараты сварки оплавлением
Производительность существенно выше, такие аппараты можно причислить к среднему классу. Они работают на принципе непрерывного оплавления и предназначаются для сварки всех видов полотен, в том числе и биметаллических.
Особенности технологии – высокие требования к поверхности полотен и электродов, необходимость соблюдения правильного шага зубьев с учетом потерь металла. Правильно подобранный режим характеризуется хорошим, ровным процессом оплавления на всем протяжении сварки.
Автоматизированные аппараты сварки оплавлением
Процесс сварки автоматизирован, от оператора требуется лишь устанавливать пилы в аппарат и снимать сваренные полотна. Такие аппараты отличаются хорошей производительностью и применяются, как правило, в сервисных центрах.
Помимо аппаратов для сварки, при сварке ленточных пил требуются некоторые вспомогательные аппараты – гильотины для полотен, станки для зачистки, пирометры и так далее.
Применение
Станки сварки ленточных пил BAS — самые распространенные в мире и в России для сварки ленточных пил (разумеется, среди компаний, оказывающих профессиональные услуги по сварке ленточных пил). Идеал-верк разработал эти машины раньше всех и дорабатывал эти машины в течение ДЕСЯТКОВ лет, и продолжает усовершенствования. Пример последнего — новое поколение автоматических машин для сварки ленточных пил — серии BAS 300. Простота и отработанность конструкции позволяет находиться машинам «в строю» до 20 и более лет! Успех Идеал-верка, так и не смог никто повторить. Копии BAS 050-01, типа китайского FL-50, конечно дешевле, но и, кроме всего прочего, не долговечны.
Основное применение стыкосварочных аппаратов BAS производства IDEAL-Werk это, конечно же, сварка в кольцо ленточных пил и ножей. Услуги по поставке сваренных в кольцо ленточных пил и ножей оказывает много компаний по всей стране.
Кроме того, заводам с большим парком ленточнопильных станков по металлу или деревообрабатывающим фабрикам с большим числом пилорам, выгодно иметь данный стыкосварочный аппарат у себя, чтобы закупать полотно в бухте.
При небольшом числе пилорам (или при сварке для собственных нужд пил по дереву до 50 мм), можно порекомендовать недорогие, относительно аппаратов сварки ленточных пил серии BAS, аппараты BSS сварки сопротивлением ленточных пил по дереву. Однако ремонт пил на машинах сварки сопротивлением BSS — занятие не простое.
Не стоит забывать что машины для сварки ленточных пил сварки оплавлением BAS являются полноценными стыкосварочными машинами контактной сварки оплавлением и могут так же быть применены:
- для сварки колец из полосы
- для стыковки заготовок из высокоуглеродистых сталей, легированных, рессорных и пружинных сталей.
- при модификации электродов и прижимов, для сварки небольших деталей круглого или прямоугольного сечения.
Оборудование
Станки для сварки ленточных пил подразделяются на стационарные и мобильные. Последние представляют собой импульсные агрегаты использующие принцип сварочного инвертора. Стационарные станки для сварки ленточных пил работают от трёхфазной сети 380 В, и обладают повышенными технологическими возможностями.
Последовательность действия аппарата для стыковой сварки ленточных пил такова. Фиксация заготовки происходит в зажимном устройстве, которое имеет две стороны. Левая, неподвижная часть электрически изолирована. Правая – подвижная – соединяется с заземлителем. После зажима краёв разорванного пильного полотна обе части сближаются, и к ним прикладывается давление прижима. Источником давления могут быть:
- Механические передачи типа «винт-гайка» (для портативных аппаратов).
- Пружина (используется также в самодельных устройствах).
- Энергия сжатого воздуха.
- Гидравлика.
В большинстве конструкций используется пневматический прижим, что удобно, поскольку для охлаждения сварочного аппарата всё равно потребуется достаточно мощный вентилятор.
В процессе разогрева сжимаемые кромки лезвия плавятся. После этого давление должно поддерживаться ещё некоторое время, для того, чтобы удалить легкоплавкие примеси из сварного шва. При этом расход электроэнергии практически не снижается. Такой недостаток отсутствует в аппаратах для сварки ленточных пил, которые реализуют контактный флеш-метод сварки. При этом давление к заготовке прикладывается не всё время, а лишь в конечный момент процесса, когда ток (из-за больших зазоров) уже разогрел кромку лезвия до достаточно высокой температуры.
Диапазоны
Компания IDEAL-Werk (Идеал-верк) существует с 1923 года. Начиная с того года, основатель компании IDEAL-Werk Клеменс Юнгельблодт разрабатывал технологии пайки ленточных пил а затем и стыковой сварки. В этой области компания IDEAL-Werk обладает самым большим опытом.
Кроме стыкосварочных машин BAS сварки оплавлением, IDEAL выпускает:
- станки стыковой сварки сопротивлением – аппараты BSS;
- аппарат электродуговой МИГ-МАГ или ТИГ сварки BLS (для широких ленточных полотен по дереву).
На машинах из модельного ряда BAS можно сварить
- ленточные полотна по дереву шириной от 5 до 206 мм;
- ленточные полотна по металлу шириной от 3 до 105 мм;
- ленточные ножи по текстилю, поролону и т.п. шириной от 5 до 120 мм;
- ленточные пилы из нержавеющей стали шириной от 5 до 60 мм;
- полосу из низкоуглеродистой стали сечением до 360 мм².
Процесс сварки ленточных пил
Рассмотрим технологию сварки. Как говорилось выше, она делится на несколько этапов, которые будут рассматриваться по порядку.
Подготовка полотна
Перед тем, как сваривать полотно, его необходимо подготовить. Подготовка пилы состоит из нескольких шагов.
Резка полотна
Полотно отрезается посредством специальных гильотинных ножниц. Если таковых не имеется, можно отрезать полотно с помощью зубила либо отрезного станка. Если сварку предполагается проводить по участку, который сваривался раньше, то с каждой стороны от прошлого шва нужно отрезать по 5 миллиметров.
Полотно отрезается между вершинами зубьев. С каждой стороны оставляют припуск около полутора миллиметров. Линия реза должна проходить строго перпендикулярно к спинке пилы.
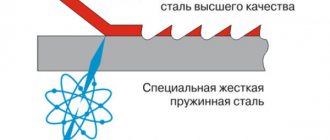
Ленточная пила, очень гибкий, но хрупкий инструмент
Зачистка концов
Подготовленное полотно необходимо зачистить. Для этого их очищают от загрязнений, при необходимости чистят ацетоном или спиртом. Кромки обрабатывают абразивным материалом, удаляя заусенцы и неровности – это удобно делать на заточном станке.
За тем идет сварка полотна. Подготовленное полотно закрепляется в станке и сваривается.
Установка пилы в аппарат
Подготовленное полотно монтируют в зажимной механизм аппарат для сварки ленточных пил так, чтобы кромки полотна полностью совпадали и находились посередине пространства между фиксаторами. Усилие, режим осадки и ход осадки выбирают в зависимости от полотна – документация на аппараты содержит таблицы с информацией режимах для различных полотен. Выбранный режим задается поворотами управляющих рукояток.
Сварка полотна
Станок запускается поворотом рубильника или нажатием кнопки. При этом ток начинает подаваться на электроды и расплавляет металл в месте стыка. Подвижный зажим идет к неподвижному и образует на месте шва сварной валик.
Важный параметр – время подачи тока. Как правило, при автоматической сварке оно составляет одну-две секунды, при ручной – контролируется оператором.
Если сварка прошла неудовлетворительно – подбираются подходящие настройки и записываются; в дальнейшем они используются для сварки аналогичных полотен.
Электроды должны быть чистыми. Плохой контакт между электродами и полотном повышает сопротивление и нарушает процесс сварки.
Для соединения пил требуется, специальная установка
Модельный ряд, модификации и комплектация машин BAS IDEAL
Модельный ряд машин BAS:
- полуавтоматические аппараты для сварки ленточных пил настольного исполнения с ручными прижимами: BAS 040, IDEAL BAS 050 01, BAS 060-01
- полуавтоматические аппараты для сварки ленточных пил настольного исполнения с гидравлическими прижимами: BAS 050-11, BAS 065-11
- автоматические машины для сварки ленточных пил напольного исполнения с пневматическими прижимами аллигаторного типа и пневматическим приводом осадки: BAS 051, BAS 052 (с 2021 года модели сняты с производства, см.BAS 310 и BAS 320)
- автоматические станки для сварки ленточных пил напольного исполнения с вертикальными гидравлическими прижимами и пневматическим приводом осадки: BAS 100, BAS 120 (с 2021 года модели сняты с производства, см.BAS 330 и BAS 340, а для широких ленточных ножей BAS 330 BM и BAS 340 BM)
- полуавтоматические машины для сварки ленточных пил напольного исполнения для широких ленточных пил по дереву с ручными и гидравлическими прижимами и с пневматическим приводом осадки: BBA 121, BAS 160, BAS 210 (с 2021 года модели сняты с производства, см.BAS 360)
- Машины контактной сварки ленточных пил новой (!) серии BAS 300: BAS 310, BAS 320, BAS 330, BAS 340, BAS 360
(Аналогичны по характеристикам предыдущей серии — BAS 051, BAS 052, BAS 100, BAS 120, BAS 210)
Комплектация машин BAS:
В стандартной комплектации стыкосварочные машины для ленточных пил — BAS — оснащены кнопкой для управления отжигом вручную, с визуальным контролем температуры.
В качестве дополнительной комплектации, IDEAL-Werk предлагает:
- потенциометры на машины настольного исполнения для ручной регулировки сварочного тока при визуальном контроле температуры;
- системы пирометрического контроля и автоматического управления циклом отжига;
- автоматический центрирующий упор для автоматических машин IDEAL BAS 051, BAS 052, BAS 100, BAS 120, BAS 310-340;
- автоматическое загрузочное устройство для узких полотен для автоматических машин IDEAL BAS 051, BAS 052, BAS 310, BAS 320;
- контроллер параметров сварки для машин-автоматов;
- гидравлическое гратосрезающее устройство для автоматических машин сварки ленточных полотен BAS (для моделей IDEAL BAS 100, IDEAL BAS 120, BAS 330, BAS 340).
Модификации машин BAS:
- Горизонтально расположенные прижимы
- При использовании фасонных электродов машины BAS применимы как стыкосварочные машины для сварки и других изделий: приварки хвостовика к рабочей части инструмента (сверел, шпинделей с резьбовым концом и т.п.), сварки деталей кухонных плит, и т.д. и т.п.
Сварка ленточных пил – аппараты, технология
Ленточные пилы широко применяются во всей деревообрабатывающей промышленности, для столярных работ, в мебельной промышленности и т.д. Они используются в различных пилорамах, ленточнопильных и ленточно — делительных станках.
Особенностью ленточных пил является непрерывная режущая поверхность, представляющая собой кольцо из металлической ленты с зубьями. Для изготовления ленточных пил заранее подготовленную ленту сваривают в кольцо. Также сварка используется для ремонта порванных пил. О технологии сварки ленточных пил и будет рассказано в статье.
Технология сварки ленточных пил
Она делится на несколько этапов – подготовка, заточка, сварка и разводка зубьев полученной пилы. На всех этапах необходимо соблюдать должную тщательность. Рассмотрим технологию подробней.
Ремонт ленточных пил, имеет свои особенности
Технические характеристики машин для сварки ленточных пил
| Модель | BAS 040 | BAS 050-01 050-11 | BAS 060-01 | BAS 065-11 | BAS 051 (310) | BAS 052 (320) | BAS 100 (330) | BAS 120 (340) | BBA 121 | BAS 150 | BAS 160 | BAS 210 (360) |
| Номинальная мощность (50% ПВ), кВА | 3,5 | 4,5 | 10 | 20 | 7,5 | 25 | 25 | 45 | 25 | 120 | 45 | 70 |
| Ширина свариваемых ленточных пил по металлу (биметаллических, легированных вольфрамом), мм | 3 — 27 | 6 — 34 | 10 — 41 | 10 — 54 | 6 — 41 | 6 — 54 | 15 — 81 | 25 — 105 | 67 — 130 | |||
| Ширина ленточных пил по дереву, мм | 5 — 40 | 6 — 50 | 10 — 60 | 10 — 60 | 3 – 50 | 6 — 50 | 15 — 100 | 25 – 120 | 25 — 120 | 70 — 150 | 25 — 160 | 35 — 215 |
| Ширина ленточных пил из нержавеющей стали, мм | 5 — 20 | 6 — 30 | 10 — 40 | 10 – 40 | 6 – 30 | 10 — 50 | 25 — 50 | 25 – 60 | 25 — 60 | 30 — 80 | ||
| Ширина ленточных ножей, мм | 5 — 20 | 6 — 30 | 10 — 40 | 10 — 40 | 6 – 50 | 6 – 50 | 25 — 80 | 30 -120 | 60 — 150 | 30 — 120 | 40 — 120 | |
| Макс. сечение свариваемой полосы из н/у стали, мм2 | 40 | 75 | 90 | 90 | 100 | 150 | 200 | 250 | 200 | 250 | 360 | |
| Макс. ширина прижима, мм | 40 | 50 | 60 | 60 | 50 | 50 | 90(100) | 120 | 120 | 150 | 160 | 217 |
| Вес нетто/брутто, кг | 80/100 | 140/185 180/220 | 250/350 | 290/390 | 460/560 | 460/560 | 600/700 | 625/725 | 300/- | 430/- | 660/- | |
| Упаковочные размеры ШхГхВ, см | 59 73 64 | 100 88 68 | 115 100 90 | 115 115 115 | 120 107 138 | 120 107 138 | 100 135 170 | 100 135 170 | — | — | — |