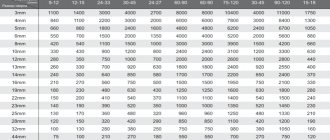
Глубина и ширина отверстия
При сборке мебели обычно используют конфирмат размером 6,4*50. Т.к. диаметр резьбы 6,4 мм, а диаметр тела конфирмата 4,4 мм, то для качественного крепления деталей диаметр отверстия должен быть в пределах 4,5-5 мм и глубиной не менее 50 мм.
Если толщина отверстия будет больше указанной – конфирмат будет плохо держать детали, если меньше – он своей толщиной может разорвать ДСП.
Для сверления используют конфирматное сверло, диаметром 4,5 мм, которое оснащено дополнительной головкой для сверления увеличенного отверстия под шейку конфирмата, которая так же делает зенковку под его шляпку.
Конечно, можно использовать и обычное сверло диаметром 5 мм, но для качественного крепления в отверстии дополнительно нужно будет делать место под шейку конфирмата и его шляпку.
Особенности конструкции и виды
Кондуктор, по сути, – это шаблон для сверления отверстий, позволяющий выполнить их максимально точно. Используют его и для создания отверстий, ось которых располагается перпендикулярно поверхности детали, и для сверления под углом.
Благодаря своей универсальности и простоте кондукторы для сверления отверстий активно применяются в различных сферах. В частности, в машиностроительной отрасли с их помощью уже давно и успешно выполняют сверление отверстий в заготовках различной конфигурации и изготовленных из разных материалов. Нельзя работать без кондуктора и в мебельном производстве, где такое приспособление активно используется при сборке мебели, установке на нее фурнитуры и выполнении целого ряда других технологических операций. Строительство – еще одна сфера, где кондукторы находят широкое применение. С их помощью, в частности, выполняют бурение отверстий в строительных конструкциях. Кондукторы также необходимы для сверления труб и решения других задач.
Даже простое приспособление в виде планки с упором намного облегчает и ускоряет процесс изготовления однотипных отверстий
В качестве мебельного кондуктора чаще всего применяются накладные модели, изготовленные из легких материалов, чтобы было удобнее ими манипулировать. Можно приобрести такие приспособления в заводском исполнении или изготовить мебельный кондуктор своими руками. Квалифицированные специалисты-мебельщики могут и не использовать кондуктор, чтобы качественно и точно просверлить отверстие в элементах мебельной конструкции, но для этого они должны обладать большим опытом работы в своей области.
Наиболее значимое преимущество кондуктора заключается в том, что с его помощью качественное и точное сверление как перпендикулярного к поверхности детали, так и наклонного отверстия может выполнить даже человек, не обладающий высокой квалификацией. Использование кондукторов исключает необходимость сложных предварительных расчетов и разметки мест расположения будущих отверстий, что снижает трудоемкость сборки мебельной конструкции и позволяет выполнить такую работу за более короткий промежуток времени. Даже начинающий специалист может разобраться в применении кондуктора для сверления под шканты и для решения других технологических задач.
Накладной кондуктор с револьверной головкой подходит для сверловки типовых отверстий под шканты любого размера
Прежде чем приобрести или изготовить свой самодельный кондуктор, определите, для решения каких задач необходимо его использовать, и на основе этих данных выберите его тип и конструктивное исполнение.
Накладные
Эти кондукторы называются так потому, что их накладывают на обрабатываемую деталь и закрепляют на ней либо просто фиксируют руками. Посредством кондукторов данного типа, в частности, выполняют сверление отверстий в ДСП, плитах МДФ и в других плоских деталях.
Поворотные
Такие шаблоны можно использовать для того, чтобы выполнять отверстия на деталях цилиндрической формы. Кондукторы данного типа оснащаются вертикальными и горизонтальными осями поворота, что дает возможность выполнять с их помощью отверстия под различными углами.
Универсальные
Это приспособления, которые особенно актуальны для маленьких серийных производств, где важна возможность быстрой переналадки используемого оборудования. Кондуктор данного типа как раз и наделен такими функциями.
Этот универсальный кондуктор предназначен для засверливания отверстий под минификс, конфирмат, рафикс и дверную петлю
Опрокидываемые
Данные приспособления для сверления отверстий требуются в тех случаях, когда такую технологическую операцию приходится выполнять в нескольких плоскостях.
Скользящие и закрепляемые
Скользящий кондуктор в полном соответствии со своим названием не требует закрепления: его просто прикладывают к тому участку поверхности детали, где надо просверлить отверстие. Закрепляемые кондукторные устройства, хотя и являются более удобными, несколько ограничивают свободу действий специалиста, что особенно критично при выполнении сверлильных работ на станках, оснащенных только одним шпинделем.
Разметка мест сверления
Чтобы идеально скрепить две детали, необходимо максимально точно разметить места их креплений.
На детали, которая будет накладываться на торец (та, на которой будет сквозное отверстие), нужно сделать два замера – по длине (обычно 5-10 см) и от края – ровно 8 мм (это если толщина плиты 16 мм).
На детали, которая ложится перпендикулярно, точку сверления отмечаем на торце. Здесь нужно выдержать такое же расстояние по длине (5-10 см от начала), а по ширине – строго по центру (8 мм от края).
Разметку делать нужно максимально точно, особенно по длине, т.к. при неправильной разметке ваши детали при стыковании могут иметь лишние зазоры или выступы.
Лучше сделать сквозное отверстие в первой детали, приложить ее ко второй — и сразу же сверлом наметить место сверления в торце второй детали. А далее, отдельно уже , спокойно досверлить отверстие.
Сверление в двух деталях одновременно
Такой вариант считается самым точным и, к тому же, самым быстрым. Но для того, чтобы сделать отверстие в двух деталях одновременно, перед сверлением вам нужно будет их зафиксировать. Для этого могут понадобиться специальные зажимы, струбцины и другие приспособления.
Приспособления для сверления отверстий
Чтобы каждый раз не размечать 8 мм от края как в пласт, так и по торцу, можно использовать специальное приспособление, которое, кстати, легко сделать самому.
Оно представляет собой некий деревянный шаблон с металлической втулкой для сверла внутри.
Выглядит вот так, смотрите фото:
А это уже более профессиональная штука:
Смотрите короткое видео по точному сверлению отверстий в ДСП под конфирматы и сборке мебельных деталей:
Сверление в пласт детали
Делаем отверстие на расстоянии в 8 мм от края.
Дрель ВСЕГДА нужно держать строго перпендикулярно к поверхности
Перед тем, как сделать сквозное отверстие, подложите под деталь кусок ненужного ДСП. Так вы предотвратите появления сколов на обратной стороне.
Когда сквозное отверстие будет сделано, для сверления отверстий под шейку и шляпку конфирмата деталь можно будет сверлить на весу.
Сообщества › Сделай Сам › Блог › приспособа для сверления отверствий в мебели
Я не мебельщик, но пришлось переделать шкаф, старый разобрал заказал новые боковины и дома собирал на конфирматы. Чтобы отверствия были ровными и точными придумал такую приспособу с отходов. Сначала сделал отверствие только вертикальное но потом строго по размеру сделал горизонтальное. Удобно сверлить по краям — разметку не нужно делать, впритык к краю подвинул стробциной зажал, а среднюю дырочку размечаем. Так как отверствия получались точными и разметку под них я делал в три раза меньше, шкаф сделался быстрее и легче. Думаю может моя идея пригодится кому. Больше фото в бж.
Сверление отверстий под конфирмат
Современная мебель из ДСП и МДФ часто собирается при помощи винтов-конфирматов, которые среди мебельщиков именуются также евровинтами или еврошурупами. Перед их ввинчиванием в плитах просверливаются технологические отверстия со строго заданными параметрами. О процессе подготовки этих отверстий и пойдет речь в этой статье.
Отверстие под конфирмат сверлится в толще первой детали и в торце второй детали, которые стыкуются под прямым углом. По длине оно должно иметь ступенчатый перепад диаметров. Это связано с конструктивными особенностями евровинта. Его стержень состоит из цилиндрической гладкой шейки и основной резьбовой части. Под резьбу сверлится отверстие меньшего диаметра, под шейку – большего. Также крепеж имеет потайную головку в форме усеченного конуса, под которую подготавливается посадочное место. На практике применяются две технологии сверления отверстий.
Приспособления для разметки
Исходя из сложностей выполнения пространственной разметки, разработано множество инструментов и приспособлений для ее нанесения. Причем большая часть такого инструмента подходит для нанесения и плоскостной разметки.
Среди наиболее распространенных приспособлений для пространственной разметки выделяют:
- Чертилка – наиболее простой и универсальный инструмент, который не требует особой подготовки и позволяет наносить разметку в полевых условиях. Чаще всего, она представляет собой металлический стержень, один конец которого заострен. Обычно для их изготовления применятся углеродистые стали различных марок. Заострятся может как один конец, так и два, в зависимости от предназначения инструмента. Их длина обычно составляет около 10 см. Часто для того, чтобы конец не тупился, его могут дополнительно закалять. Используют чертилки обычно с линейками или шаблонами.
- Рейсмас – в основу рейсмаса взята чертика, но он имеет более сложную конструкцию, так как применяется для нанесения штрихов на вертикальной поверхности. Он обычно состоит из вертикальной стойки, с нанесенной метрической разметкой, и параллельной стойки с закрепленной чертилкой. Такой инструмент применяется при необходимости нанесения высокоточной разметки.
- Циркуль – незаменимый инструмент, необходимый для начертания окружностей, дуг, а также деления отрезков на отдельные равные части. Бывает двух видов: простой и пружинный. Простой позволят фиксировать ножки в определенном положении, отмеряя и выделяя отрезки нужной длины. Пружинный циркуль менее распространенный, но более точный. Также выделить такую разновидность как разметочный штангенциркуль.
- Кернер – слесарный инструмент в виде стержня. Он применяется для нанесения керновых углублений, необходимых для деления окружностей на равные части. Одна его сторона заострена, именное ей проделываются отверстие, а другая плоская, по которой выполняется удар молотком. Полученное отверстие делает работу со сверлом проще, оно не скользит и находиться точно в центре.
Кернер обычно изготавливается из частично закаленной высокопрочной стали. Закалки подвергается заостренный стержень. Такой инструмент обычно имеет размер от 10 до 18 см.
Для проделывания отверстия не нужно наносить удар молотком. Наиболее распространенным из таких является электрический. В его основе установлена катушка со стержнем внутри. При нажатии на острие, происходит замыкание цепи, в катушке возникает магнитное поле, под воздействием которых стержень ударяет по поверхности, создавая углубление.
- Разметочная плита – чугунная поверхность, на которой устанавливаются детали и инструменты для разметки. Она не должна терять форму, прогибаться и наклоняться в процессе работы. На плите могут проделываться канавки, образующие равные квадраты. Такие канавки упрощают установку инструментов. Может производиться вместе с подставкой или устанавливаться на рабочем столе.
- Призма – представляет собой подставка с призматической выемкой. Она состоит из двух щечек, в форме призмы, между которыми устанавливается заготовка. Может устанавливается на винтовую опору. С ее помощью можно регулируется положение щечек, увеличивая или уменьшая расстояние между ними.
- Угольник с полкой – чаще всего применяется для плоскостной разметки, но также может применяться и пространственной. Он используется в случаях, когда есть необходимость выверенного расположения заготовки в разметочном приспособлении.
- Разметочные клинья – используются для регулировки высоты установки объекта с минимальными отклонениями.
- Домкраты – являются аналогами клиньев, и также позволяют точно регулировать высоту. Домкрат необходимо использовать в тех случаях, когда работа связанна с массивными заготовками.
Как дополнительное приспособление для разметочных работ применяется краска. Ее покрывается поверхность, чтобы разметочные штрихи были хорошо видны. Она подбирается таким образом, чтобы хорошо контрастировала с естественной поверхностью, даже при тусклом освещении.
Использование трех разных по диаметру сверл
Винт-конфирмат из оцинкованной стали
Данный способ подойдет для малых объемов работ, так как требует больше времени. Подготовка отверстия выполняется в три подхода:
Первый шаг
– сверление через две детали на всю длину евровинта. Диаметр сверла должен быть равен диаметру тела винта без учета резьбы. Это делается для того, чтобы витки резьбы смогли нарезать ответную резьбу в материале.
Второй шаг
– расширение уже полученного отверстия под гладкую часть метиза, которая должна иметь плотную посадку, но не слишком, чтобы не расколоть материал. Рассверливание выполняется сверлом, равным толщине шейки и на глубину, равную ее длине.
Третий шаг
– зенкование отверстия для заглубления головки в материал. Это можно сделать сверлом большего диаметра, но для получения качественного результата без сколов лучше выполнить эту операцию зенкером.
Конфирматное сверло – три в одном
Работать со специальным конфирматным сверлом (фрезой) намного проще, поскольку оно имеет особую ступенчатую геометрию, и вся операция выполняется за один проход. Дополнительное преимущество его использования состоит в том, что оно одновременно снимает фаску под потайную головку метиза. По сути, оно заменяет собой два разных по диаметру сверла и зенкер. Кроме того фреза для конфирмата имеет заходную часть с острым наконечником, который обеспечивает точное вхождение инструмента и исключает риск его увода в сторону вначале сверления.
§ 11. Общие понятия
Заготовки для деталей машин поступают на обработку в механические и слесарные цеха в виде поковок сортового металла. В зависимости от назначения деталей одни заготовки остаются необработанными, другие обрабатываются частично или полностью. При обработке с поверхности заготовки удаляется определенный слой металла, в результате уменьшается ее размер. Разность между размером заготовки до и после обработки является величиной припуска на обработку.
Чтобы знать, где и до каких размеров вести обработку, сначала заготовку размечают. Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий (рисок), определяющих контуры будущей детали или места, подлежащие обработке.
Разметку выполняют точно и аккуратно, потому что ошибки, допущенные при разметке, могут привести к тому, что изготовленная деталь окажется браком. Может быть и наоборот, неточно отлитую и поэтому забракованную заготовку можно исправить тщательной разметкой, перераспределив припуски для каждой размечаемой поверхности.
Точность, достигаемая при обычных методах разметки, составляет примерно 0,5 мм. При точной разметке ее можно повысить до сотых долей миллиметра.
Разметка применяется преимущественно в индивидуальном и мелкосерийном производствах. На заводах крупносерийного и массового производства надобность в разметке отпадает благодаря использованию специальных приспособлений – кондукторов, упоров и т. п.
Виды разметки разделяют на три основные группы: машиностроительная, строительная, котельная и судовая. Разметка машиностроительная является самой распространенной операцией слесарной обработки. Котельная и судовая разметка имеют некоторые особенности, и им посвящена специальная литература.
В зависимости от формы размечаемых заготовок и деталей разметка делится на плоскостную и пространственную (объемную).
Плоскостная разметка выполняется обычно на поверхностях плоских деталей, на полосовом и листовом материале, и заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Приемами плоскостной разметки нельзя разметить даже самое простое тело, если поверхности его не прямолинейны. При плоскостной разметке нельзя нанести горизонтальные риски на боковую поверхность цилиндра, перпендикулярные его оси, так как к ней нельзя приложить угольник и линейку. Но если бы и нашлась гибкая линейка, которую удалось бы обвить вокруг поверхности цилиндра, то нанесение параллельных рисок на цилиндр представило бы большие трудности.
Пространственная разметка, наиболее распространенная в машиностроении, по приемам существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметку этих отдельных поверхностей между собой.
подробно на сайте globalcolors.ru производство мастербатчей . СМС уведомления в Ижевске – у нас на сайте . резка труб под углом mnitek.ru/rezka-trub-i-profilya-pod-uglom/
Размеры отверстий под конфирмат
На винты-конфирматы нет ГОСТов, они производятся по европейским стандартам 3E120 и 3E122 и имеют довольно широкий размерный ряд, представленный следующим типоразмерами: 5х40, 5х50, 6.2х50, 6.4х50, 7х40, 7х48, 7х50, 7х60, 7х70 мм.
Самым распространенным размером является 6.4х50 мм
. Для просверливания отверстия под его резьбу используется сверло диаметром 4.5 мм, а под гладкую часть – 7.0 мм.
При работе с евровинтами других размеров придерживаются следующего правила – диаметр основного отверстия (под резьбу) должен быть равен диаметру стержня без учета высоты резьбы. То есть:
- винт 5 мм – сверло 3.5 мм
- винт 7 мм – сверло 5.0 мм
Для того чтобы предотвратить риск смещения деталей во время сверления, необходимо жестко зафиксировать их положение друг относительно друга. Легче всего это сделать при помощи угловой струбцины или других зажимов.
Здравствуйте! Купили мебель производства ИООО”БРВ-БРЕСТ” При сборке выяснилось что отверстия под конфирматы 7мм.просвелены не ф5мм. а ф5.9 и они не стягивают детали(боковины шуфляд) а проварачиваются. Всего таких деталей 20 шт. На претензию фабрика ответила, что :”размеры отверстий на деталях мебели, а также используемые для монтажа конфирматы, из набора мебели” KENTAKI”, отображенные на фотоматериале, соответствуют нормативным, которые были заложены в конструкторскую документацию на стадии проектирования”. Если нет ГОСТа на соединение под конфирматы, значит я ничего не докажу и судиться бессмысленно так? Спасибо, если ответите.
Политика cookie
Выполнение работ по разметке отверстий
Приобретение сверлильного оборудование и высококачественного режущего инструмента и смазочно охлаждающей жидкости, еще недостаточно для выполнения работ по сверлению отверстий в металле. Точная разметка отверстий является одной из главных задач в этом процессе.
Согласно расчетам, принятым во времена СССР по ЕНиР 40.2. Квалификация специалистов и стоимость работ по разметке натуральных шаблонов или отдельных деталей, была гораздо выше чем квалификация и стоимость самих работ по сверлению отверстий в металле.
Разряд рабочих выполняющих разметку был в составе звена 5 разряд 1 человек и 3 разряд, 1 человек.
Выполняющих сверление, в которое входили следующие операции 1. Подача деталей к станку. 2. Сверление отверстий с передвижкой и кантовкой детали.
3. Снятие деталей со станка с укладкой в штабель. 1 или два человека с квалификацией 2-го разряда.
Для выполнения работ по разметке, специалист должен уметь читать чертежи, обладать знаниями по металлообработке, быть ответственным.
В настоящее время используя современные портативные сверлильные станки на магнитном основании, пружинные кернеры и центраторы для кольцевых фрез и корончатых сверл. А так же современные методики изготовления стальных шаблонов с подготовкой в AutoCOD DXF и точной лазерной резкой. Возможно облегчить задачи по точной разметке.
Для выполнения сверления отверстий в металле с использованием кольцевых фрез или корончатых сверл, внутрь режущего инструмента устанавливается центратор. Изготовленный из инструментальной стали, цилиндрической формы, диаметр 6,34 или 7,62 мм. с острым концом с одной стороны и плоской головкой на другом. Длина этого инструмента соответствует длине рабочей части режущего инструмента.
Острый конец центратора, выходящий из режущего инструмента, указывает центр отверстия в точно заданной точке. Для маркировки этой точки, используется пружинный, ручной кернер или тонкий маркер.
Пружинный, ручной кернер в отличии от обычного (не пружинного) кернера, является более подходящим и удобным инструментом в связи с тем, что для кернения центра отверстия обычным керном, нужно установить его в точку и ударить по нему молоточком. Конечно, помимо физического усилия, нужно иметь поблизости сам молоточек, две руки и место для размаха, которое бывает не всегда. Так же возможно соскакивание кернера в момент удара или просто травмирования руки, молотком.
Кернер, оснащенный пружинным механизмом, одной рукой устанавливается на место центровки отверстия и нажатием приводит в движение подвижный боек изготовленный из инструментальной стали который и выполняет разметку, при этом усилие удара бойка, можно регулировать, что является важным при работе с мягкими или хрупкими материалами. Отдельно стоит отметить, что отметки, полученные с помощью такого кернера имеют одинаковую глубину, что является немаловажным при сверлении деталей повышенной точности.
Конечно при использовании пружинного кернера, повышается скорость выполнения самой разметки.
Так же острый и тонкий кончик пружинного кернера в совокупности с его, похожей на авторучку формой можно использовать для нанесения разметочных рисок на металлической поверхности.
Хотя бывало, что некоторые рабочие, незнакомые с таким современным устройством, использовали удар молотком для выполнения кернения пружинным кернером. При этом очень удивлялись, что острый кончик керна, пружинит и из-за этого старались наносить удар более резче и сильнее. Конечно инструмент долго не выдерживал и в итоге выходил из строя.
При выполнении сверления глухого отверстия в металле с использованием спирального сверла. Поперечная кромка сверла диаметром более 16 мм (расположена на самом кончике), не всегда может поместиться из-за своей ширины в отмеченную кернером вмятину. Поэтому для выполнения точного сверления спиральным сверлом необходимо предварительно выронить сверление тонким сверлом, диаметром 3 мм. или более в зависимости от заявленной точности. Только после этого выполнять сверление сверлом большего диаметра.
Для удобства разметки и сверления глухих отверстий спиральными сверлами в металлах, сталях или чугунах на станках оснащенных разъёмом шпинделя Конус Морзе, можно использовать для разметки кольцевую фрезу или корончатое сверло с установленным центратором. Используя центратор, можно наиболее точно добиться установки магнитного сверлильного станка. Особенно при сверлении отверстий в горизонтальном или вертикальном положениях. После установки и выверки центратора на отметке, выполняется сверление на глубину 10-20 мм. После этого, не снимая станок, сверлильный патрон КМ/Weldon снимается и в разъем устанавливается спиральное сверло с хвостовиком КМ. Магнитный сверлильный станок после предварительного сверления, установлен точно по центру и спиральное сверло, так же точно по центру, выполняет сверление.
Если отверстия расположены группой или по кругу (как на фланцевых соединениях), один за другим, при разметке центра отверстия требуется применения шаблона. Проект шаблона выполняется в трёхмерной системе автоматизированного проектирования и черчения, AutoCAD DXF и изготавливается на станке лазерной резки. Конечно, возможно изготовить шаблон с использованием ручной разметки и ручного инструмента. При этом стоит обратить внимание на толщину изготовленного шаблона. Если разметочный шаблон выполнить очень тонким 1- 1,5 мм. можно столкнуться с тем, что на неровной металлической поверхности, шаблон будет изгибаться, и центровка отверстий будет нарушена. Еще тонкий шаблон получиться легким и будет легко смещаться, и нарушать центровку. Если выполнить шаблон толщиной 5 или более мм. то помимо того, что шаблон получиться тяжелым, но и толщина в местах центровочных отверстий не даст возможности точно по центру пробить или обозначить точку отметки. Оптимальная толщина шаблона 2-3 мм.
Закрепление шаблона выполняется по-разному. Оптимальный вариант, закрепление струбциной или мощным магнитом. Так же при установке на деталь сложной формы, закрепление может производиться точечной электросваркой.
Если существующие отверстия расположены группой и требуется выполнить сверление еще дополнительных отверстий. Можно выполнить разметку по шаблону изготовленному заранее и выполнить закрепление этого шаблона с использованием болтов, закручиваемых в существующие отверстия.
Так же возможно выполнить разметку таких отверстий с использованием пружинного, автоматического кернера и металлической линейки.
Вы сможете заказать шаблоны для сверления у нас. Так же приобрести автоматический кернер или центраторы для кольцевых фрез и корончатых сверл. Выбрать и купить качественные кольцевые фрезы или корончатые сверла для выполнения ваших работ, или инструментальную оснастку (сверлильные патроны, переходники, адаптеры). Купить или взять в аренду магнитный сверлильный станок.
Основные размеры
На евровинты ГОСТа не существует – их изготавливают, следуя таким европейским стандартам, как 3E122 и 3E120. Они имеют весьма обширный перечень размеров: 5х40, 5х50, 6,2×50, 6,4×50, 7×40, 7×48, 7х50, 7×60, 7×70 мм.
Часто встречающийся из всех названных – 6,4×50 мм. Отверстие под его часть с резьбой создается сверлом 4,5 мм, а под ровную – 7 мм.
При работе с остальными конфирматами соблюдают следующий принцип: соразмерность диаметра отверстия под участок с выступами и диаметра стержня, при этом высота резьбы не учитывается. Другими словами:
- евровинт 5 мм – сверло 3,5 мм;
- евровинт 7 мм – сверло 5,0 мм.
Ассортиментный выбор еврошурупов не ограничивается представленным списком. Бывают даже такие необычные размеры, как 4×13, 6,3×13 мм.
Применение конфирматов без учета их характеристик непременно приведет к неприятностям. Без особых усилий можно испортить крупную деталь, неверно подобрав крепежный элемент. Выбор диаметра резьбы имеет особо важное значение. Толстые компоненты крепежа рвут мягкие материалы, такое нередко случается при работе с ДСП. Длина обязана гарантировать прочность крепления торца.
Чем сверлить?
Зачастую домашним умельцам приходилось сталкиваться с ситуацией, когда использовать приходится то, что имеется в наличии.
Применение 3 сверл, отличающихся по диаметру
Этот метод сгодится для небольших по объему работ, поскольку предполагает большие временные затраты. Отверстие подготавливается в 3 этапа.
- Сверловка на всю длину конфирмата сквозь 2 детали. Диаметр режущего инструмента должен соответствовать аналогичному параметру тела евровинта, но без учета резьбы (об этом мы уже говорили). Это делается с целью, чтобы винтовая поверхность резьбы создавала в материале ответную резьбу.
- Рассверливание уже имеющегося отверстия под ровную часть крепежной детали, что должна сидеть плотно, но не чересчур, чтобы не разорвать материал. Расширение осуществляется сверлом, одинаковым по толщине с шейкой, при этом глубина должна соответствовать ее длине.
- Обработка отверстия для утапливания шляпки в материал. Это осуществляется посредством режущего инструмента большего диаметра. Специалисты советуют делать это зенкером, чтобы не было сколов.
Специализированное сверло под евростяжку – 3 в 1
Работать со специализированным сверлом под евростяжку значительно легче, так как оно обладает особой ступенчатой конструкцией, и вся процедура проделывается за один проход.
Еще одним плюс его применения – оно параллельно делает фаску под потайную шляпку крепежного элемента. Фактически оно объединяет в себе 2 различных по диаметру сверла и зенкер.
К тому же конфирматное сверло имеет заход с заостренным концом, обеспечивающим точное вхождение режущего инструментария, и не допускает его ухода от центра в начале высверливания.
Разметка
Прочность и качество сборки, выполняемой посредством конфирматов, в значительной мере находятся в зависимости от правильно выполненной разметки будущих отверстий под винты. Как правило, наносят 2 вида разметки на детали, что будут ложиться на торцевую поверхность другой детали мебельной конструкции:
- глубина сверления (5–10 см);
- центр будущего отверстия, когда толщина стыкуемого элемента равняется 16 мм, должен располагаться на расстоянии 8 мм от кромки древесно-стружечной плиты.
На стыкуемой детали точки сверления необходимо разметить на его торцевой части, располагая их точно в центре мебельной плиты.
Чтобы осуществить разметку участков сверления по максимуму точно, можно прибегнуть к довольно простому способу: в накладываемом элементе после проведенной разметки проделывают (на всю толщину детали) отверстие, сквозь которое, приставив первый элемент ко второму элементу, крутящимся сверлом обозначают местоположение 2 отверстия под евростяжку.
РАБОТА НА СТАНКАХ
Способы сверления
Различают следующие способы сверления: по разметке, по шаблону, по кондуктору. В зависимости от сложности детали отверстия в ней сверлят непосредственно на станке или в специальных приспособлениях, предварительно закрепив деталь фиксаторами или прижимами.
Разметка отверстий
Для того чтобы определить местоположение отверстий в детали, производят разметку, руководствуясь чертежом. Приступая к разметке, прежде выбирают на детали такие точки или поверхности, положение которых достаточно определено и при дальнейшей обработке не будет изменено. От этих точек или поверхностей отсчитывают размеры при разметке. Различают следующие виды разметок: 1. Разметка при помощи разметочного инструмента, т. е. а) при помощи линейки и циркуля; б) при помощи рейсмуса. В этом случае для разметки отверстий пользуются стальной линейкой, простым карандашом и чертежной чертилкой (фиг. 48).
2. Разметка по шаблону применяется главным образом при сверловке большого количества однородных деталей. Шаблон для разметки должен иметь обводы, точно соответствующие детали, а расположенные в нем отверстия должны указывать центры просверливаемых отверстий. Шаблоны изготовляют из листового металла толщиной 1,5 — 2,5 мм
или из фанеры толщиной 3 — 5
мм
. Шаблон в производстве заменяет чертеж и вместе с тем служит приспособлением. Применяемые в самолетостроении шаблоны для сверления называются «ШОК» (шаблоны обрезки и кондуктор) и служат для разметки контура детали и для непосредственного сверления отверстий в детали (фиг. 49).
На шаблоне наносят указание об установке шаблона на детали. Для того чтобы продлить срок службы шаблона, необходимо над отверстиями ставить металлические шайбы (фиг. 50). При отсутствии шайбы на шаблоне необходимо на сверлильном станке устанавливать кондукторную втулку (фиг. 51). В этом случае режущие грани сверла не будут портить поверхности отверстий в шаблонах.
Отверстия под кондукторные втулки на всех шаблонах делаются одного размера. Внутренний диаметр кондукторной втулки различный, в зависимости от размеров сверла.
Приемы разметки
1) Размечай отверстия при помощи линейки и карандаша, пользуясь следующими приемами: а) внимательно разбери чертеж и просмотри обработанную заготовку, проверь чистоту и правильность обработки кромок, от которых нужно откладывать размер; б) при помощи рейсмуса отложи от края детали размер до оси отверстий (фиг. 52); в) прочерти при помощи стальной линейки и карандаша прямую линию (фиг. 53);
г) на этой линии наметь оси отверстий, пользуясь циркулем, угольником и карандашам (фиг. 54); д) очерти из полученных центров окружности необходимого диаметра (фиг. 55).
2. Размечай отверстия при помощи шаблона в следующем порядке: а) наложи шаблон на деталь, совместив контуры детали и шаблона; б) разметь деталь по отверстиям в шаблоне (фиг. 56), пользуясь чертилкой.
Основные правила разметки
1. Размечая деталь, помни, что разметку всегда ведут от таких точек, положение которых достаточно определенно. 2. При прочерчивании линий карандаш держи немного наклонно, чтобы линия вплотную примыкала к линейке или угольнику; линейку или угольник необходимо твердо, поддерживать левой рукой. 3. Для разметки пользуйся простым карандашом. 4. Помни, что, пользуясь шаблоном, размечать значительно проще и быстрее.
предыдущая страница
| оглавление | следующая страница |
Технология сверления
Засверливать отверстия под рассматриваемые крепежные винты следует в точном соответствии с правилами и строго по инструкции.
- Подготовить детали из древесины, очистить их поверхность от грязи и стружки.
- Выполнить предварительную разметку участка сверления.
- Одно из наиболее принципиальных условий – отверстия требуется сверлить строго под углом девяносто градусов. Особенно это важно для отверстий, что создаются в поперечных гранях ДСП. Сейчас часто применяются панели из ламинированного ДСП 16 мм толщиной. В этом случае при каком-либо отклонении от вертикали есть возможность попросту поцарапать или вовсе сломать заготовку. Чтобы не допустить подобного, на практике используют шаблон, посредством которого режущий инструмент будет стабильно входить в изделие под названным углом.
- Проверить, подходит ли подобранное сверло под применяемый типоразмер евростяжки.
- Выполнить высверливание под евровинт.
В пласт детали
Выполните разметку (0,8 см от кромки и 5–11 см вдоль изделия), после этого в отмеченной точке посредством шила проделайте выемку, это нужно, чтобы режущий инструментарий не «гулял» в первые секунды высверливания.
Перед засверливанием надо сделать подкладку под деталь из обрезка ненужного ЛДСП. Это даст возможность не допустить возникновения сколов на выходе проделываемого отверстия.
В процессе высверливания смотрите за тем, чтобы сверло находилось точно вертикально к плоскости изделия.
Когда изделие будет просверлено насквозь, замените подложенный кусок древесно-стружечной плиты и подставьте вместо него что-нибудь повыше, чтобы заготовка оказалась на весу, и продолжайте работу.
В торце
Как и во всех вышеописанных случаях, главный принцип здесь – сверло необходимо располагать строго под прямым углом относительно заготовки. Значительно сложнее все, если требуется просверлить торец заготовки. Выполнять работу необходимо очень осторожно, иначе сверло может «ускользнуть» в сторону и тем самым подпортить изделие.
При работе с торцом элемента из ДСП нужно извлекать режущий инструмент, чтобы оно не засорялось стружкой.
В двух одновременно
Этот способ является особенно точным, при этом он и наиболее быстрый. Однако чтобы просверлить отверстие в нескольких элементах одновременно, перед работой их требуется надежно закрепить, для чего можно использовать специализированные струбцины, зажимы и иные устройства.
Приспособление для сверления торцов
Казалось бы, простая задача – просверлить детали с торца для установки конфирматов или шкантов. Но проблема состоит в том, что их нужно сверлить точно под углом 90. Конечно бывалые мебельщики сверлят всегда вручную, и получается у них это быстро и точно! Но в то же время думаю никого не покидает мысль о том, чтобы как-то упростить и систематизировать этот процесс, особенно когда много деталей. Часто бывает, что приходится доверить процесс сверления кому-то неопытному, и тогда возникает много «косяков» со стыковкой деталей. И тогда задумываешься… был бы какой-нибудь простенький станочек, чтобы показать помощнику без навыков что ему нужно делать, а он бы сверлил не торопясь, и качественно. Для торцевого сверления существуют различные приспособления, промышленного производства, как стационарные для цеха или гаража, так и мобильные. Их называют сверлильно-присадочными станками. Но всех начинающих мебельщиков и «сам себе мастеров» интересуют бытовые варианты со стоимостью стремящейся к нулю. Как изготовить такого помощника самостоятельно? Изучая соответствующую тему на форуме мебельщиков мы увидели, что приспособлений для сверления существует наверное столько же, сколько и мебельщиков, каждый считает свое приспособление самым удобным. В принципе это в некоторой степени правильно, ведь каждый делает приспособление под свои задачи и так как ему удобнее. Рассмотрим опыт форумчан, возможно кому-то из вас понравится определенная идея и облегчит работу. Первым мы рассмотрим приспособление, предложенное пользователем Babel.
Сам по себе принцип приспособления не нов – в подставке закреплен патрон со сверлом и деталь подается на сверло. Собрано оно из того что было под рукой: кусок столешницы 60х60см, несколько обрезков ДСП, рулетка, саморезы и винты с «барашками». Самая дорогая деталь в приспособлении – небольшая дрель на 400Вт. Дешево и сердито, но свою главную задачу выполняет – упрощает работу и экономит вам время. Для начинающих мебельщиков — просто находка.
Для изготовления приспособления потребуется мощный фрезерный станок, чтобы сделать пазы под направляющую и под линейку. Линейку сделали из рулетки, разрезанной пополам (экономия никому не повредит). Чем больше линейка – тем более универсальной получится конструкция. Для быстрой настройки желательно иметь столешницу около 80см.
Дрель закрепляется между двумя обрезками этой столешницы. Справа скрепляем обрезки винтами, а после этого просверливаем перпендикулярно коронкой на 60мм отверстие. По высоте дрель регулируется подкладыванием снизу кусочков наждачки, так чтобы ось сверла была на расстоянии 8мм от столешницы.
*************************************************************************** Другой вариант приспособления кажется более универсальным, позволяет сверлить детали любой длины, хоть все 2750мм, принцип работы прост – кладем деталь, нажимаем педаль и сверлим. Это уже полуавтоматическая система.
Холостой ход.
Сверление в ЛДСП.
Гофра для отвода опилок из зоны сверления.
Простое устройство педального узла.
Принцип работы и сборки виден на фотографиях и в ролике, выглядит несколько серьезнее, чем первый вариант и, на наш взгляд более удобно, даже отвод для стружки присутствует. Как для начинающих мебельщиков с ограниченным бюджетом тоже вариант отличный, хотя стоит задуматься над более надежным креплением дрели. Аппарат вполне обеспечивает точное сверление под углом 90° на нужную глубину – это его основное предназначение. В педаль можно установить контакт, например от жигулевской педали, для автоматического включения при нажатии и отключения дрели при отпускании педали – это позволит экономить электроэнергию и, самое важное, ресурс инструмента. *************************************************************************** Третий вариант выглядит уж совсем промышленным, стол с линейкой, изготовленной по принципу форматно-раскроечного станка. В этом варианте, в отличие от предыдущих, сверло подается на деталь. Двигатель стоит на каретке, взятой от бытового деревообрабатывающего станка. Это как бы все в одном – ставим на каретку двигатель, тянем за рычаг и все проблемы. Для удобства лучше вынести его на передний край стола. Двигатель установлен от стиральной машинки, если работы много лучше поставить что-то более мощное, ход каретки около 10 сантиметров. В качестве переносного «карманного» кондуктора можно использовать идею пользователя suvic.
Просто и надежно, даже относительно точно, как для переносного варианта «must have» для мебельщика. *************************************************************************** Ну и на закуску еще одна неплохая простая идея для тех, у кого нет места для стационарных конструкций. Приспособление предназначено для сверления как торцевого так и в пласть. Подъем сверла до 65 мм, упор выставляется по шаблону и используется одним размером и в торец и в пласть. Большие детали (шкафы и длинные элементы) проще и удобнее будет сверлить по кондуктору, а для небольших изделий, как кухонные элементы, например, это самое оно. Настройка очень простая, монтаж и демонтаж легкий и быстрый. ************************************************************************** Кроме описанных в обзоре самодельных приспособлений существует большое множество серийных вещей, сейчас рынок завален различными вариантами линеек, разовых кондукторов и т.п. Но перед тем как покупать такие вещи, задумайтесь о их функциональности и удобстве использования, так как множество из них не расчитаны на то, чтобы производить большое количество работы. Это скорее приспособы для «домохозяек», испытывающих страх перед дрелью. А то что мы видим в обзоре, это простые, и эффективные приспособления, сделанные бывалыми мастерами. Использовать или нет описанные конструкции в своих целях решать все равно вам, а что удобнее и надежнее – покажет уже ваш опыт и опыт форумчан. Надеемся, и вы поделитесь своим опытом в комментариях к данному материалу. И не забывайте посещать форум мебельщиков. Там тонны полезных идей и тем.
Рекомендации
Есть ряд важных правил и рекомендаций, которые необходимо принять во внимание.
- Для предупреждения ухода сверла вбок с самых первых минут процесса сверления требуется сделать выемку в середине планируемого отверстия. Выполняется это посредством шила, правда, сгодятся и иные острозаточенные предметы: самонарезающий шуруп, гвоздь и тому подобное.
- Уменьшить обороты. Сверление древесины должно осуществляться на малых оборотах электродрели.
- Уменьшить или свести на минимум образование сколов на нижней поверхности изделия при сверлении насквозь можно, выполняя работу одним из следующих методов:
- создаем отверстие сквозного типа и маленького диаметра, затем по нему просверливаем до центра с обеих сторон режущим инструментом необходимого диаметра;
- к стороне, где должно выйти сверло, струбцинами вплотную прижимаем ровную подложку из древесины либо древесно-волокнистой плиты, просверливаем отверстие, убираем подложку.
4. Вертикальность сверла обеспечивается использованием направляющей для электродрели, для заготовок, имеющих цилиндрическую форму, можно применить специальный кондуктор, что осуществляет и центровку сверла, и вертикальность сверления.
Если просверленное отверстие вышло чересчур большим по диаметру, у вас имеется возможность восстановить его следующим способом: рассверлите отверстие до большего диаметра, затем вставьте в него деревянный чопик (деревянный дюбель) подходящего диаметра и посадите его на клеевой состав. Дайте клеевому составу застыть и выровняйте верхний край чопика вровень с плоскостью посредством долота, после чего высверливайте отверстие заново в этом же месте.
Как сделать отверстие под конфирмат, смотрите далее.