Виды резьбы
Как уже отмечалось, все виды стыков этого класса стандартизированы. Например, ГОСТ 24705-2004 определяет размеры метрического профиля, в частности, угол в основании, шаг и пр. Всего к метрическому виду относят порядка 15 отечественных и иностранных стандартов.
Скачать ГОСТ 24705-2004
Существует так же и классификация стыков этого типа. Ее выполняют на основании ее геометрических размеров, расположению на изделии и количеству заходов, или исходя ее практического использования.
Ниже приведен перечень, в котором указаны типы конструкций разъемных соединений и их обозначения:
- метрическая (M);
- метрическая коническая (MK);
- цилиндрическая (MJ);
- трубная цилиндрическая (G);
- трубная коническая (R);
- круглая для санитарно-технической арматуры (Кр);
- трапецеидальная (Tr);
- упорная (S);
- упорная усиленная (S45°);
- эдисона круглая (E);
- метрическая (EG-M);
- дюймовая цилиндрическая (UTS: UNC, UNF, UNEF, 8UN, UNS);
- дюймовая (BSW);
- дюймовая коническая (NPT);
- нефтяной сортамент.
Трубная дюймовая резьба
Все эти конструктивные элементы используются во всех отраслях промышленности, начиная от авиационной и закачивая пищевой.
Метрическая резьба
Метрическая выполняется на основании ГОСТ 8724-2002 – чаще всего применяется при изготовлении крепежных изделий. При соблюдении определенных условий этот вид допустимо использовать в качестве ходовой.
Скачать ГОСТ 8724-2002
В основе этого вида лежит равносторонний треугольник (с углом в основании 60 градусов). Она может иметь один или несколько заходов. Многозаходную применяют в тех случаях, когда необходимо обеспечить повышенную прочность сочленения узлов.
Отечественные и зарубежные производители выпускают изделия имеющие диаметр от 0,25 до 600 мм и шаг от 0,25 до 6 мм. Изделия с малым шагом применяют тогда, когда необходимо обеспечить разъемную сборку изделий с тонкой стенкой. Кстати, в автомобильной промышленности этот вид применяют достаточно часто. Она может иметь левое и правое исполнение.
Метрическая резьба
Ее обозначают следующим образом – на первом месте указывают букву, в этом случае — это М. Затем, показывается ее номинальный размер и шаг, в отношении этого вида применяют обозначение только в мм. Кроме этого в обозначение параметров входит количество заходов, исполнение (левое или правое). Разумеется, должен быть указан допуск на изготовление. Маркировка М12*1 говорит о том, что она имеет номинальный диаметр 12 мм и шаг 1.
Направление резьбы
Важной характеристикой, описывающей параметры метрической резьбы, является ее направление. Оно характеризует ориентацию винтовой линии, которая образует витки. По направлению резьбовые соединения классифицируют на:
- правые;
- левые.
В таблице приведено краткое описание направлений.
| Направление резьбы | Описание | Сфера применения |
| Правая | · выступ при вращении движется по направлению от наблюдателя по часовой стрелке; · гайку надо вращать по часовой стрелке, чтобы навернуть на винт. | Широко используется в машиностроении, наиболее распространённый вид крепежных соединений |
| Левая | · выступ при вращении движется от наблюдателя против часовой стрелки; · гайку следует вращать против часовой стрелки, для того чтобы навернуть на винт. | Применяется редко, например, для деталей, при работе которых происходит вращение в левую сторону: · шпильки для крепления в автомобиле левых колес; · в велосипедах влево завинчивается крышка трещотки и левая педаль в шатуне; · при стяжке талрепом; · в баллонах, работа с которыми требует контролирования объема газа (пропановые баллоны); · в некоторых уникальных изделиях для защиты покупателя от приобретения поддельной продукции |
Все крепежные детали с левой резьбой имеют особую маркировку.
На болтах на торце шестигранника проставляется буква «Л». На шпильках буква «Л» также нанесена на торце. Штуцера и гайки маркируются двумя канавками, нарезанными на шестиграннике.
Дюймовая резьба
Этот класса применяется по большей части при создании разъемных стыков трубопроводной арматуры (труб, кранов, клапанов и пр.). Ее наносят на изделия выполненные из металла, пластика. Ключевые параметры определены в ГОСТ 6111-52. В нем приведены таблицы, в которых определены размеры, шаги и допуски. Все размеры и условное обозначение приводят в дюймах.
Скачать ГОСТ 6111-52
В основании этого вида лежит треугольник с углом при вершине в 55 градусов. Как и у метрической вершины и впадины удалены.
Дюймовая резьба
Производители выпускают детали с трубным профилем от 3/16 (4,8 мм) до 4 (101 мм) дюймов.
Определение типа резьбы
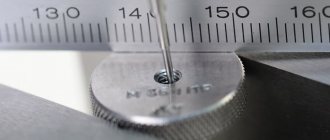
Опытный механик может определить тип резьбы визуально, но полноценно выяснить параметры можно только при помощи штангенциркуля и калькулятора или специального металлического шаблона. При использовании измерительного инструмента полученные данные пересчитывают и сравнивают с табличными значениями.
На шаблонах нанесена маркировка, позволяющая назвать тип резьбы. В случае возникновения сомнений необходимо провести контрольный замер штангенциркулем и идентифицировать нарезку по таблицам.
Российская промышленность выпускает шаблоны 2 типов (с маркировками М60° для метрических профилей с углом 60° и Д55°, предназначенные для идентификации дюймовой или трубной нарезки с вершинным углом 55°). Металлические шаблоны собраны в общую пачку на центральной оси. На каждом элементе нанесена краской или выдавлена прессом цифра, указывающая на шаг резьбы (в мм или дюймах, в зависимости от типа шаблонов).
Это интересно: Пайка нержавейки: особенности, технология и советы профессионалов. Выбор припоя для пайки
Метрическая коническая резьба
Отличие конического изделия от обыкновенного метрического заключается в том, то ее наносят на конусную внутреннюю или внешнюю поверхность. При этом угол конуса составляет 1:16.
Ее применяют в тех случаях, когда необходимо обеспечить герметичность соединения. Например, в трубопроводных системах, предназначенных для транспортировки жидкостей.
Производителю выпускающие изделия с таким видом, руководствуются требованиями ГОСТ 25229-85.
Метрическая коническая резьба
Для обозначения метрического конического профиля применяют буквенное сокращение МК. Далее указывают все необходимые геометрические параметры. Например, МК 24*1,5 показывает то, что она имеет наружный диаметр в 24 мм и шаг 1,5.
ОСНОВНЫЕ ЭЛЕМЕНТЫ РЕЗЬБЫ
Организация рабочего места слесаря
4.1 ОСНОВНЫЕ ЭЛЕМЕНТЫ РЕЗЬБЫ
У всякой резьбы различают следующие основные элементы: профиль; угол и высоту профиля; шаг; наружный, средний и внутренний диаметры резьбы.
Профиль резьбы (рис. 257) рассматривается в сечении, проходящем через ось болта или гайки. Ниткой (витком) называется часть резьбы, образуемой при одном полном обороте профиля.
Угол α профиля — угол между боковыми сторонами (гранями) профиля резьбы, измеряемый в плоскости, проходящей через ось болта. В метрической резьбе этот угол равен 60°, в дюймовой – 55 °.
Высота (глубина, резьбы) H Профиля-расстояние от вершины резьбы до основания профиля, измеряемое перпендикулярно оси болта.
Шаг Р резьбы – расстояние между параллельными сторонами или вершинами двух рядом лежащих витков, измеренное вдоль ОСИ резьбы. Рис. 257. Основные элементы резьбы
В метрической резьбе шаг выражается в миллиметрах; дюймовая резьба характеризуется числом ниток (витков) на одном дюйме.
Наружный диаметр d резьбы – диаметр цилиндра, описанного около резьбовой поверхности. Наружный диаметр измеряется у болтов по вершинам профиля резьбы, у гаек – по впадинам.
Внутренний диаметр d р е з ь б ы — диаметр цилиндра, вписанного в резьбовую поверхность. Внутренний диаметр измеряется у болтов по впадинам, у гаек – по вершинам профиля резьбы.
Средний диаметр d резьбы — диаметр соосного c резьбой цилиндра, образующие которого делятся боковыми сторонами профиля на равные отрезки.
4.2 ПРОФИЛИ РЕЗЬБ
Профиль резьбы зависит от формы режущей части инструмента, с помощью которого нарезается резьба.
Чаще всего применяется цилиндрическая треугольная резьба (рис. 258,а); обычно ее называют крепежной, так как нарезают на крепежных деталях, например на шпильках, болтах и гайках.
Конические треугольные резьбы дают возможность получить плотное соединение. Такие резьбы встречаются на конических пробках, иногда – в масленках.
Прямоугольная резьба (рис. 258,б) имеет прямоугольный (квадратный) профиль. Она не стандартизована, трудна в изготовлении, непрочная и применяется редко.
Трапецеидальная ленточная резьба (рис. 258,в) имеет сечение в виде трапеции с углом профиля, равным 30 °. Коэффициент трения у нее мал, поэтому она применяется для передачи движений или больших усилий в металлорежущих станках (ходовые винты), домкратах, прессах и т. п. Витки этой резьбы имеют большое сечение у основания, что обеспечивает ее высокую прочность и удобство при нарезании. Основные элементы трапецеидальной резьбы стандартизованы.
Упорная резьба (рис. 258, г) имеет профиль в виде неравнобокой трапеции с рабочим углом при вершине, равным 30°. Основания витков закруглены, что обеспечивает в опасном сечении прочный профиль. Поэтому данная резьба применяется в тех случаях, когда винт должен передавать большое одностороннее усилие (в винтовых прессах, домкратах и т. п.).
Круглая резьба (рис. 258, д) имеет профиль, образованный двумя дугами, сопряженными с небольшими прямолинейными участками, и углом, равным 30°. В машиностроении эта резьба используется редко. Применяется она в основном в соединениях, подвергающихся сильному износу, в загрязненной среде (арматура пожарных трубопроводов, вагонные стяжки, крюки грузоподъемных машин и т. п.). Эта резьба не стандартизована.
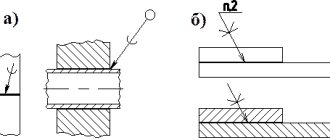
По числу ниток резьбы разделяют на одноходовые (однозаходные) и многоходовые (многозаходные). Ходом резьбы называют осевое перемещение винта за один его оборот. Для однозаходных резьб ход равен шагу (расстояние между смежными витками), а для многозаходные — произведению шага на число заходов.
Последнее можно определить, если посмотреть на торец винта (гайки); обычно ясно видно, сколько ниток берет свое начало с торца (рис. 259,а, б). У однозаходной резьбы на торце винта или гайки виден только один конец витка, а у многозаходные – два, три и больше.
Рисунок. 259. Виды резьб в зависимости от числа заходов: а — трехзаходная,
б – восьмизаходная
Однозаходные резьбы имеют малые углы подъема винтовой линии и большее трение (малый КПД). Они применяются там, где требуется надежное соединение (в крепежных деталях).
У многозаходных резьб по сравнению с однозаходными угол подъема винтовой линии значительно больше. Такие резьбы применяют в тех случаях, когда необходимо быстрое перемещение по резьбе при наименьшем трении, при этом за один оборот винта (или гайки) гайка (или винт) переместится на величину хода винтовой линии резьбы. Многозаходные резьбы используют в механизмах, служащих для передачи движения.
4.3 Основные типы резьбы и их обозначение
В машиностроении, как правило, применяют три системы резьбы – метрическую, дюймовую и трубную.
Метрическая резьба (рис. 260,а) имеет треугольный профиль с плоскосрезанными вершинами; угол профиля равен 60°, диаметры и шаг выражаются в миллиметрах.
Метрические резьбы делят на резьбы с нормальным шагом (для наружных диаметров 1….68 мм) и с мелкими шагами (для наружных диаметров 1…600мм).
Метрические резьбы с нормальным шагом обозначают М20 (число -наружный диаметр резьбы), с мелкими шагами – М20Х1,5 (первое число – наружный диаметр, второе – шаг).
Метрические резьбы применяют в основном как крепежные: с нормальным шагом – при значительных нагрузках и для крепежных деталей (болтов, гаек, винтов), с мелкими шагами – при малых нагрузках и тонких регулировках.
Дюймовая резьба (рис. 260, б, г) имеет треугольный плоскосрезанный профиль с утлом 55 ° (резьба Витворта) или 60° (резьба Селлерса). Все размеры этой резьбы выражаются в дюймах (1″ = 25,4 мм). Шаг выражается числом ниток (витков) на длине одного дюйма.
Стандартизованы дюймовые резьбы диаметрами от 3/16до 4″ и числом ниток на 1″, равным 24…3. Наружный диаметр резьбы выражается в дюймах. От метрической дюймовая резьба отличается большим шагом.
В СССР при проектировании новых конструкций применение дюймовой резьбы не разрешается. Ее используют при изготовлении запасных частей для машин и оборудования, полученных из стран, где применяется дюймовая резьба.
Трубная цилиндрическая резьба (рис. 260,в) стандартизована, представляет собой мелкую дюймовую резьбу, но в отличие от последней сопрягается без зазоров (для увеличения герметичности соединения) и имеет закругленные вершины.
За номинальный диаметр трубной резьбы принимается внутренний диаметр трубы (диаметр отверстия, или, как говорят, «диаметр трубы в свету»), т.е. наружный диаметр трубной резьбы будет больше номинального диаметра на удвоенную толщину стенок трубы.
Трубная цилиндрическая резьба применяется для наружных диаметров 1/8 …6″ с числом ниток на одном дюйме от 28 до 11; угол профиля равен 55° . Ее используют на трубах для их соединения, а также на арматуре трубопроводов и других тонкостенных деталей.
Трубную цилиндрическую резьбу обозначают гак: Труб 3/4″ (цифры – номинальный диаметр резьбы в дюймах). Стандартизованы трубные резьбы диаметрами от 1/8 до 6″ с числом ниток на одном дюйме от 28 до 11
Заключение
В данном реферате было рассмотрено: устройство вертикально-фрезерного станка, принцип его работы; некоторые типы резцов для обработки фасонных поверхностей, классификация слесарных тисков; один из видов обработки металлов — опиливание.
Использованная литература
1. Н.И. Макиенко. Общий курс слесарного дела. М. 1984
2. П.М. Денежный, Г.М. Стискин, И.Е. Тхор. Токарное дело. М. 1976
3. Б.Г. Зайцев, С.Б. Рыцев. Справочник молодого токаря. М. 1988
4. В.А. Слепинин. Руководство по обучению токарей по металлу. М. 1974
5. Фрезерное дело: Учеб.пособие для средн.проф.-техн.училищ.- 3-е изд.,перераб. и доп.- М.:Высш.школа, 1980.-208 с., ил. (Профтехобразование. Обраб. резанием).
Организация рабочего места слесаря
Информация о работе «Резцы, инструмент, режущий элемент, безопасность труда, токарный станок, резец, слесарное дело, токарное дело»
Раздел: Промышленность, производство Количество знаков с пробелами: 37413 Количество таблиц: 0 Количество изображений: 7
Похожие работы
Токарное дело
42108
0
1
ов обработки металлов резанием, осуществляемый на станках токарной группы. Детали, обрабатываемые на этих станках, делятся на три класса: валы, диски, втулки. Детали обрабатываются на специализированных станках, налаженных для обработки определенных простых и средней сложности заготовок или выполнения отдельных операций: нарезание наружную и внутреннюю треугольную и прямоугольную резьбы метчиками …
Слесарные, механические, демонтажно-монтажные работы
66813
0
6
… . Поэтому автолюбитель, желающий самостоятельно проводить на автомобиле более или менее сложные операции по техническому обслуживанию и ремонту, должен обзавестись еще некоторыми приспособлениями и инструментом. Слесарно-монтажный инструмент. Гаечные открытые ключи желательно иметь в полном ассортименте, причем лучше в двух экземплярах. Комбинированные и разводные ключи, специальные клещи для …
Разработка технологического процесса ремонта коробки подач станка 1М63Н
56775
24
15
… зубчатого венца, задиры по торцу Замена червячного зубчатого венца (напресовка новой втулки с последующим фрезерованием зубьев) Все остальные детали являются годными к дальнейшей эксплуатации. 5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ 5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование В процессе дефектации были выбракованы некоторые детали. Одна …
Разработка технологических процессов на механическую обработку вала первичного
129923
32
5
… Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 — Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 …
Круглая резьба
Круглый профиль используется для создания соединений трубопроводной арматуры, в том числе и кранов. Параметры этого вида определены в ГОСТ 13536-68. Для обозначения в документах и на чертежах применяют буквенное обозначение Кр, далее следуют ее геометрические размеры.
Круглая резьба
Он образуется окружностями на его вершинах и впадинах. Угол при вершине составляет 30 градусов.
Функциональное назначение резьбы
ГОСТ 2.331−68 даёт точное определение. Это поверхность, на которой выступы и впадины имеют определённый профиль. Спираль наносится на наружную поверхность вращающихся деталей. Основным назначением резьбовой поверхности считается:
- Крепление деталей и их последующее удержание на определённом расстоянии.
- Ограничение смещения деталей различных конструкций.
- Создание плотного соединения.
Инженеры, разрабатывающие машиностроительное оборудование, хорошо знают, какие резьбы бывают, вид спирали, который нужно использовать для создания мощного соединения. Многочисленные типы спирали дают возможность создавать очень прочные конструкции, состоящие из различных деталей. Сегодня известны следующие типы резьб:
- Цилиндрическая резьба. Нарезается на любой цилиндрической поверхности.
- Коническая. Поверхность заготовки должна иметь коническую форму.
- Правая. Виток направлен в сторону движения часовой стрелки.
- Левая. Направление витка в противоположную сторону относительно часовой стрелки.
Резьбовое соединение делится на несколько категорий:
- Создание крепежа с помощью соединительных деталей (шпилек, болтов, гаек).
- Образование соединения конструкций, без применения дополнительных крепёжных изделий. Например, соединение труб с помощью муфты.
Класс резьбы определяется по её шагу. Он может быть стандартным или мелким. Самым популярным считается мелкий шаг. Он используется на всех деталях, диаметр которых превышает 20 мм.
Благодаря минимальному зазору между канавками винтовой линии получается соединение, которое не имеет возможности самоотвинчиваться.
Трапецеидальная резьба
Трапецеидальный профиль относят к ходовым. Отличительное свойство этого вида профиля заключается в том, что она самотормозящая. Это вызвано тем, что при перемещении гайки по стержню развивается большая сила трения. Такое свойство позволяет избежать дополнительного фиксирования гайки на валу.
Трапецеидальный профиль используется для того, что бы преобразовать вращательное движение в трапецеидальное. Как пример, можно привести ходовой вал, устанавливаемый в токарных или шлифовальных станках. Кроме этого оборудования, он нашел свое применение в кузнечно-прессовом оборудовании, автомобильной и тракторной технике. Вообще узлы с трапецеидальным профилем используют для перемещения кареток на сборочных конвейерах, в литьевых машинах, робототехнике и пр.
Трапецеидальная резьба
На практике применяют изделия с размерами от 8 до 640 мм. Шаг составляет от 1,5 до 12 мм.
При внесении параметров на чертежах или документах применяют буквы Тр, затем указывают геометрические параметры.
Требования к параметрам изложены в ГОСТ 24738-81.
Скачать ГОСТ 24738-81
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
- Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
- Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
- Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
- Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
- Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами. Для обозначения этой важной характеристики используют букву P.
- Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу. Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
- Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
Геометрические параметры основного профиля метрической резьбы
Таблица значений диаметров метрической резьбы (все параметры указаны в миллиметрах)
Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004 (все параметры указаны в миллиметрах)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
Основные параметры резьбы метрического типа оговариваются несколькими нормативными документами.
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
Читать также: Значение перехода от меди к бронзе
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Стандартизируемым параметрам, указанным в таблицах резьб метрического типа, должны соответствовать размеры резьбы на чертеже будущего изделия. Выбор инструмента, при помощи которого будет выполняться ее нарезка, должен быть обусловлен данными параметрами.
Трубная цилиндрическая, трубная коническая и коническая дюймовая
Трубная цилиндрическая резьба нашла свое применение при сооружении трубопроводов. Производители выпускают изделия, на которых наносят резьбу от 1/16 до 6 дюймов. При этом, на один дюйм может быть нанесено до 28 до 11 ниток резьбы.
Трубная коническая резьба
Она этого вида применяется как крепежно-уплотняющая. Требования к ней определены в ГОСТ 6211-81. В этом документе говорится о том, что профиль должен соответствовать дюймовому профилю. Ее изготавливают на конусе с углом 1:16.
Скачать ГОСТ 6211-81
В основании лежит угол в 55⁰.
Она обеспечивает герметичность соединения без применения, каких либо дополнительных приспособлений (шайб, герметиков и пр.). Использование этого вида соединения резко снижает время на сборку/разборку соединения. Ее можно встретить в системах подачи масла, топлива, пара и пр.
Дюймовая коническая резьба
Ее чаще все применяют для соединения элементов, входящих в топливные, масляные и другие трубопроводы. Еще не так давно, она была стандартизирована на основании дюймовой системы мер.
Плашка дюймовая коническая
В основании лежит треугольник с углом в 60 ⁰. Но, в последние годы, на практике стали чаще использовать конический профиль изготовленный на основании метрической системы мер.
Сфера применения резьбовых соединений
Резьбовые элементы используют для:
- стыковки различных агрегатов (например, коробки передач с двигателем);
- сборки узлов (например, винты соединяют крышки с корпусом генератора);
- соединения металлоконструкций (наряду с заклепками и дуговой сваркой);
- сборки трубопроводов для подачи газа и воды (такое сопряжение имеет дюймовую резьбу);
- крепления технологического оборудования к фундаментам (например, металлорежущие станки устанавливают на залитые в бетон анкеры).
Резьбы принято разделять на категории по назначению:
- крепежные (например, метрические);
- крепежные с одновременной герметизацией (конические);
- грузоподъемные (например, упорные).
Достоинства и недостатки резьбовых соединений
Соединения, получаемые с ее помощью, пожалуй, самые распространенные среди разъемных. В отличие от прочих видов разъемных соединений они обладают следующими достоинствами:
- надежностью;
- простотой монтажа и демонтажа;
- низкой стоимостью, которая обусловлена унификацией и массовым изготовлением крепежных деталей. Для производства применяют как точение, так и накатку.
В тоже время, использование разъемного соединения сопряжено с некоторыми недостатками, в частности, наличие впадин, в конструкции резьбы, приводит появлению зон повышенного напряжения.
Это соответственно снижает прочностные параметры соединения. Довольно, часто, в узлах, где использована резьба, приходится применять дополнительные устройства для предотвращения самораскручивания. Разумеется, средства стопорения применяют исходя из назначения узла, например, колесо автомобиля.