Технология изготовления пружин и требования к ним
Технология изготовления пружин играет важную роль и имеет большое значение для их беспроблемной долгосрочной эксплуатации. Упругие элементы – это высокотехнологичные изделия, требующие наличия квалификации и опыта от инженеров-конструкторов и технологов, а также хорошего парка оборудования на предприятии-производителе.
От того, насколько правильными были расчеты пружины, подбор материала с учетом требуемых характеристик и особенностей ее применения, а также используемые технологии и точность изготовления, зависит работа целого агрегата, где эта деталь будет комплектующей.
Какие типы пружин мы производим
Пружинами называют упругие элементы, накапливающие и отдающие или поглощающие энергию за счет деформации при нагрузке. Рабочим элементом, создающим «пружинистость», может быть металл, жидкость или газ. Мы специализируемся на производстве металлических изделий. По типу принимаемой нагрузки они делятся на пружины сжатия, растяжения, изгиба и кручения, производство каждого из этих подвидов возможно на заказ по выгодным ценам.
По конструкции металлические пружины делятся на следующие типы:
- На сжатие:
- винтовые (витые цилиндрические);
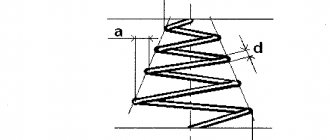
- амортизаторы (витые конические);
- На кручение:
- торсионные;
- Тарельчатые;
- Из ленты и листа:
- пластинчатые;
- спиральные;
- плоские.
Мы расскажем об особенностях производства каждого из этих видов пружин на нашем предприятии.
Что общего у всех технологий изготовления пружин
В подавляющем большинстве случаев способ изготовления пружины напрямую зависит от назначения, габаритов и особенностей материала изделия, какая требуется потенциальная энергия пружины. Например, мелкие и средних размеров пружины с круглым сечением прутка делают с помощью холодной навивки, а для производства более габаритных аналогов прибегают уже к методу горячей навивки. В некоторых случаях изделия одного и того же типа можно изготовить разными способами – количество вариантов зависит от условий заказа, предполагаемого функционала и требований к конечному продукту.
Также на выбор технологии влияет используемый материал – от его характеристик зависит мощность, продолжительность и/или необходимость термической обработки.
Одна из самых распространенных технологий – навивка. Она проводится вручную (оператор навивает проволоку или пруток на станке) или автоматически (с помощью навивочного автомата), горячим или холодным методом, с отпуском или без. Холодный способ навивки самый распространенный, так как имеет самую низкую себестоимость, но для изготовления крупногабаритных пружин подходит только горячий метод.
Общие этапы всех технологий изготовления пружин:
- Предварительная подготовка прутков нужного диаметра (как правило, выполняется на прокатных станках).
- Правка заготовок (выправление геометрии, шлифовка).
- Расчет пружин при изготовлении на заказ и в штатном режиме выполняется на программах расчета.
- Возможно покрытие готовых деталей антикоррозийными составами.
Какие варианты антикоррозийного покрытия возможны: фосфатирование + промасливание, оцинковка, кадмирование, хромирование, полимерное порошковое покрытие, электрополировка и т.д. Также возможно нанесение эмалей, лаков с алюминиевой пудрой и краски. При изготовлении пружин на заказ вариант антикоррозийного покрытия согласуется с заказчиком.
Какое оборудование используется при производстве пружин:
- пружинонавивочные автоматы;
- гибочные станции;
- переоборудованные токарные станки;
- шлифовальные станки;
- отпускные и закалочные печи (для термообработки);
- стенды для контроля качества.
Делая заказ на изготовление пружин у нас, будьте уверены: мы выполняем все этапы производства на качественном современном оборудовании, регулярно проходящем тех. осмотр, в соответствии с ГОСТами и высшими европейскими стандартами качества. Мы реализуем продукцию собственного производства, поэтому готовы поручиться за каждую пружинку, сделанную для вас, независимо от ее размеров и материала.
Витые пружины сжатия: особенности конструкции и эксплуатации
Данный тип пружин в процессе эксплуатации воспринимает нагрузки, прилагаемые в продольно-осевом направлении. Пружины сжатия изначально имеют просветы между витками, приложение внешней силы приводит к деформации, характеризующейся уменьшением длины изделия, и ограничивается тем моментом, когда витки соприкасаются. При отмене воздействия пружина должна восстановить свою форму и геометрические размеры, какими они были до приложения нагрузки.
Основными размерами, определяющими вид отдельной детали, являются:
- — Диаметр проволоки (прутков).
- — Количество витков.
- — Шаг навивки.
- — Диаметр изделия.
Наиболее распространенными являются цилиндрические винтовые пружины сжатия, у которых диаметр изделия одинаков по всей длине. Эти детали широко используются в разных отраслях промышленности: приборо- и машиностроении, горношахтной отрасли, газонефтедобыче, других.
Вообще же пружины сжатия могут иметь не только цилиндрическую форму, но и конусную, бочкообразную, более сложную. Шаг витков может быть постоянный и переменный, а навивка – по или против направления движения часовой стрелки.
Это вносит особенности в общепринятую технологию их изготовления.
Требования к пружинам
Чтобы выполнять свою работу эффективно и правильно, эти элементы должны обладать хорошей прочностью, пластичностью, упругостью, выносливостью и релаксационной стойкостью.
Достижение этих качеств возможно при соблюдении многих факторов, в том числе:
- — Правильном выборе материала.
- — Грамотно проведенных расчетах.
- — Соблюдении технологии изготовления.
Качественные пружины должны соответствовать требованиям ГОСТ и техническому заданию конкретного заказчика.
Согласно стандарту предусмотрены три группы точности по контролируемым деформациям:
- — С допускаемым отклонениями до 5% (+/-).
- — До 10%.
- — До 20%.
В соответствии с этим определены три группы точности по геометрическим параметрам.
Важное требование к этим деталям – чистота поверхности, здесь не допускаются царапины и другие дефекты, так как они приводят к снижению прочности и надежности.
Требования к материалу
Пружины для работы в определенных условиях выбираются по типоразмерам с учетом характера и величины нагрузок, характерных для условий эксплуатации. Надежность работы этих деталей определяется многими факторами, в том числе – качеством и структурным состоянием металла/сплава после термической обработки, наличием остаточных внутренних напряжений. Кроме того, важно металлургическое качество стали/ сплава. Так что долговечная беспроблемная эксплуатация начинается с выбора материала с определенным комплексом свойств.
Винтовые пружины сжатия в зависимости от размеров, выполняемой работы и других факторов изготавливаются из различных сталей/сплавов, в том числе из конструкционных рессорно-пружинных, нержавеющих, других.
Наиболее широко используемыми материалами можно назвать сталь 60С2А ГОСТ 14959-79, а также 50ХФА, 51ХФА, 60С2ХФА и аналогичные сплавы. Из нержавеющих самое широкое применение находит сталь 12Х18Н10Т.
Особенности технологии
В зависимости от предусмотренного назначения таких деталей и их спецификации уместно говорить об особенностях технологии их производства. Изготовление изделий из материалов, имеющих круглое сечение, может быть выполнено путем холодной или горячей навивки. Первым способом обычно изготавливают мелкие/средние пружины (из проволоки до 8 мм в диаметре), а вторым – крупные.
Кроме того, различие обуславливается применение различных видов термической обработки, что связано с необходимостью придать изделиям определенные характеристики.
Технология холодной навивки пружин без закалки
Навивка заготовок выполняется из проволоки, которая производителем заранее была подвергнута патентированию. Этот процесс представляет собой нагрев до температуры, превышающей интервал превращений, что отлично подготавливает материал для последующей холодной пластической деформации.
В сформированных навивкой заготовках обеспечиваются соответствие таких обязательных параметров, как:
- Диаметр (этот параметр может быть внутренним, средним или наружным).
- Количество предусмотренных витков (рабочих и общих).
- Шаг и размер по высоте изготавливаемой детали (учитываются изменения, возможные в результате последующей обработки).
- Правильность выполнения поджатия крайних витков.
Следующий этап – механическая отделка (торцевание), в процессе которой концевые витки (нерабочие) обрабатываются до образования поверхности, перпендикулярной оси. После этого производится термическая обработка – в данном случае – только низкотемпературный отпуск. Это придает постоянные упругие свойства и нивелирует созданные при навивке напряжения. Важный технологический момент – правильно определить температуру и время воздействия, ориентируясь на диаметр выбранного материала и требования стандартов. Термообработанные пружины подвергаются контролю и испытаниям на соответствие параметров требованиям чертежей.
Если по требованиям эксплуатации предусмотрено антикоррозионное покрытие, его нанесение становится последним этапом производства таких деталей. Только в том случае, если применялась гальваника, детали прогреваются для обезводороживания.
Технология холодной навивки пружин с закалкой и отпуском
Отличие данной технологии от описанной ранее начинается только на этапе термической обработки. Предыдущие действия: навивка и необходимая механическая обработка, выполняются точно так же.
Первым этапом термической обработки выполняется закалка: нагрев до определенной температуры (в зависимости от используемого материала), выдержка детали в течении указанного времени и принудительное (быстрое) охлаждение специальной среде, в основном в масле (иногда в воде, солевом растворе, других). Важно: для нагрева пружин под закалку их располагают горизонтально во избежание просадки под собственным весом.
Завершается термообработка отпуском – прогревом до сравнительно небольшой температуры и выдержкой строго определенное время для придания необходимых качеств.
После этого производится контроль таких параметров, как твердость, правильность сжатия/восстановления. Если предусмотрено технологией изготовления конкретной детали – применяется очистка пескоструем, упрочнение дробью, нанесение предотвращающего коррозию защитного покрытия.
Технология горячей навивки пружин с закалкой и отпуском
Горячая навивка подразумевает предварительный прогрев материала в электрической или газовой печи (возможный вариант – применение токов высокой частоты).
Подготовленная таким образом заготовка подвергается навивке согласно требованиям техзадания, разводке, а также торцовке и доводке геометрических значений с помощью инструментов. После этого деталь подается на закалку, параметры которой определяются используемым материалом, а потом – на отпуск.
По окончании термообработки производится контроль параметров и, если это необходимо, обжатие, заневоливание, другие дополнительные операции и обработка поверхности. Завершается процесс производства окрашиванием и сушкой.
Технология холодной навивки с закалкой и отпуском
Первые этапы технологии совпадают с предыдущим процессом. На стадии термообработки начинаются изменения. Она проводится в несколько этапов:
- Закалка. Заготовку нагревают до заданной температуры, выдерживают от 2 до 3 часов. Далее подвергают скоростному охлаждению, погружая в емкость с минеральным маслом или солевым раствором. В ходе стадии закалки заготовки должны находиться в горизонтальном положении. Это позволит избежать из деформации
- Отпуск. Заготовку нагревают до 200-300° и выдерживают несколько часов для снятия внутренних напряжений и улучшения упругих свойств.
Далее также проводятся измерительные и контрольные операции. Прошедшие контроль заготовки направляют на пескоструйную обработку для снятия окалины. При необходимости следует сделать также и дробеструйную обработку для повышения прочности поверхностного слоя металла.
Завершает процесс нанесение защитного покрытия.
Используемое оборудование и оснастка
Для изготовления пружин требуется различное оборудование, которое лучше всего соответствует требованиям каждого шага технологического процесса.
Навивка осуществляется или на специальных пружинонавивочных станках, или на переоборудованном для этих целей токарном оборудовании. Возможно также использование ручной оснастки или специализированных полуавтоматов. Дальнейшая обработка – механическая – осуществляется торцешлифовальными станками, а термическая – в закалочных и отпускных печах. Важно: для предотвращения коробления при термообработке используются специальные оправки. Для деталей небольшого размера они применяются при отпуске, а большие проходят закалку на оправке.
Контроль качества также проводится на специальном, предназначенном именно для этого процесса оборудовании.
Технология горячей навивки с закалкой и отпуском
Перед навивкой заготовку нагревают до температуры пластичности одним из следующих методов
- муфельная печь;
- газовая горелка;
- высокочастотный нагрев.
Далее заготовка поступает на навивочное оборудование, Проводится корректировка геометрии и формирование плоских торцов.
Термическая обработка включает в себя закалку и низкотемпературный отпуск.
Графики термообработки строятся исходя из свойств материала и размеров заготовки.
Рабочий режим линии печи закалки и отпуска
Далее следует контрольно- измерительный этап. Заканчивается изготовление нанесением антикоррозионной защиты.